Область техники, к которой относится изобретение
Изобретение относится к оборудованию для изготовления литых деталей, в частности, выполняемых литьем под давлением. Более конкретно, изобретение относится к запорному устройству формы.
Уровень техники
Существует несколько технологий изготовления деталей литьем, в частности, из пластических материалов, композитных материалов или из металла.
Литье под давлением известно уже давно. Две полуформы приближают друг к другу, и они входят в контакт по плоскости разъема. Затем в форму быстро впрыскивают литейный материал. Учитывая, что полуформы прилегают друг к другу, внутри рабочей полости формы можно выполнить зоны, вокруг которых может распределяться впрыскиваемый материал. После заполнения формы подачу материала под давлением продолжают для правильного заполнения формы и с учетом усадки материала во время охлаждения. Однако во время этого дополнительного заполнения необходимо прикладывать значительное противодавление на полуформы, чтобы предотвратить их разъединение под действием давления впрыска. Разъединение полуформ может «в лучшем случае» привести к появлению заусенцев вдоль плоскости разъема, что является абсолютно недопустимым.
Эту проблему решают путем приложения противодавления на одну из полуформ посредством пресса. Чем тоньше деталь и чем большее ее площадь в проекции, тем большее запорное усилие должен развивать пресс. Кроме того, предпочтительно, чтобы параметры пресса позволяли прикладывать противодавление, превышающее строго необходимое теоретическое значение.
В действительности, как правило, производитель литых деталей или оператор литейного процесса располагает набором прессов с разным диапазоном запорного усилия. В зависимости от противодавления, необходимого для изготовления детали, он выбирает один из прессов из имеющегося набора и устанавливает в нем форму. До настоящего времени, как правило, применяемые прессы были достаточно мощными.
Чтобы решить эту проблему, разработали технологию литья под давлением со сжатием. В данном случае имеется в виду подача определенного количества материала в первую полуформу с одновременным приближением к ней второй полуформы. Под действием давления литейный материал распределяется внутри формы между двумя полуформами и полностью заполняет образованную таким образом рабочую полость.
Однако такая технология не позволяет выполнять отверстия в плоскости разъема двух полуформ. Для получения детали с отверстиями необходимо ввести этапы вырезания в отлитой детали.
Таким образом, качество чистовой обработки не всегда является удовлетворительным как с точки зрения внешнего вида отлитой поверхности, так и с точки зрения необходимости вырезания.
Раскрытие изобретения
Задачей изобретения является создание литейной формы, позволяющей отливать детали с использованием пресса, запорное усилие которого намного меньше усилия, которое необходимо прикладывать, если использовать форму без запорного устройства согласно настоящему изобретению. Такое запорное устройство должно позволять выполнять литые детали сложной трехмерной структуры с использованием пресса, запорное усилие которого было бы недостаточным, если бы такое запорное устройство не применяли.
Поставленная задача решена в форме для литья, в частности, для литья под давлением. Форма содержит две полуформы, каждая из которых ограничена боковой поверхностью, передней стороной и задней стороной. По меньшей мере одна из полуформ предназначена для взаимодействия со средствами, осуществляющими открывание и закрывание формы. Обе полуформы выполнены с возможностью контактирования по плоскости разъема, когда форма находится в закрытом положении. Согласно изобретению одна из полуформ снабжена по меньшей мере одним запорным устройством, содержащим:
- по меньшей мере один фиксатор, выполненный с возможностью одновременного вхождения в гнездо каждой полуформы,
- по меньшей мере одну автономную систему, выполненную с возможностью приближения или удаления фиксатора по отношению к гнездам, в которые он должен заходить.
Предпочтительно эта автономная система содержит один или несколько цилиндров, в случае необходимости самоблокирующихся. Каждый цилиндр содержит корпус, соединенный с полуформой (оборудованной по меньшей мере одним запорным устройством), поршень, выполненный с возможностью перемещения в корпусе, и шток, который неподвижно соединен с поршнем и на котором закреплен фиксатор.
Применяемые запорные устройства дополняют средства, предназначенные для открывания и закрывания формы.
Таким образом, в дополнение к запорному усилию, обычно создаваемому средствами открывания и закрывания с целью предотвращения открывания формы во время впрыска материала, запорное устройство в соответствии с настоящим изобретением создает дополнительное запорное усилие. В этом случае становится возможным отливать детали, которые требуют запорного усилия, превышающего номинальное запорное усилие рассматриваемых средств открывания и закрывания, при этом разницу усилий создают запорные устройства, которыми оборудуют форму.
Предпочтительно обе полуформы оборудуют по меньшей мере одним запорным устройством.
Несмотря на то что в предпочтительном варианте осуществления изобретения один фиксатор снабжен одним цилиндром, можно установить несколько цилиндров на один фиксатор.
Согласно одному из вариантов осуществления изобретения корпус цилиндра закреплен на кронштейне, соединенном с полуформой.
Согласно другому варианту осуществления изобретения корпус цилиндра или кронштейн, на котором закреплен этот корпус, соединен, по меньшей мере, с боковой частью полуформы.
Предпочтительно направление толкающего усилия цилиндра соответствует направлению перемещения фиксатора. Это значит, в частности, что ось, вдоль которой действует толкающее усилие цилиндра, и ось, вдоль которой перемещается фиксатор, являются параллельными или совпадают.
В одном из вариантов осуществления изобретения первая полуформа предназначена для соединения с неподвижным формодержателем, а вторая полуформа - с подвижным формодержателем. Один или оба формодержателя и/или одну или обе полуформы оборудуют средствами впрыска литейного материала и средствами для удаления отлитой детали.
Применяемые запорные устройства дополняют пресс, как правило, соединяемый с полуформой, взаимодействующей с подвижным формодержателем. Таким образом, в дополнение к запорному усилию, обычно создаваемому прессом для предупреждения открывания формы во время впрыска материала, запорное устройство в соответствии с настоящим изобретением создает дополнительное запорное усилие.
Запорное устройство может быть соединено с одной из полуформ.
Предпочтительно автономная система содержит цилиндр, например, гидравлический. Цилиндр может быть классическим или самоблокирующимся. Согласно первому варианту осуществления изобретения, цилиндр содержит корпус, закрепленный на соединенным с полуформой кронштейне, поршень, выполненный с возможностью перемещения в корпусе, и неподвижно соединенный с поршнем шток, на котором крепят фиксатор. Согласно второму варианту, цилиндр содержит корпус, соединенный с полуформой, поршень, выполненный с возможностью перемещения в корпусе, и неподвижно соединенный с поршнем шток, на котором закреплен фиксатор.
В другом варианте осуществления изобретения запорное устройство дополнительно содержит средства направления фиксатора.
Фиксатор может иметь форму, соответствующую форме гнезд, в которые он должен входить.
Каждое гнездо полуформы может быть расположено симметрично гнезду другой полуформы относительно плоскости разъема.
В другом варианте осуществления изобретения каждое гнездо имеет отверстие, дно, две торцевые стороны, по существу перпендикулярные к плоскости разъема, и две противоположные боковые стороны. Противоположные боковые стороны находятся между отверстием и дном гнезда. Ближайшая к плоскости разъема боковая сторона образует с плоскостью разъема такой угол, чтобы расстояние между противоположными боковыми сторонами увеличивалось от дна к отверстию гнезда. Этот угол может быть меньше или равен 20°.
Краткое описание чертежей
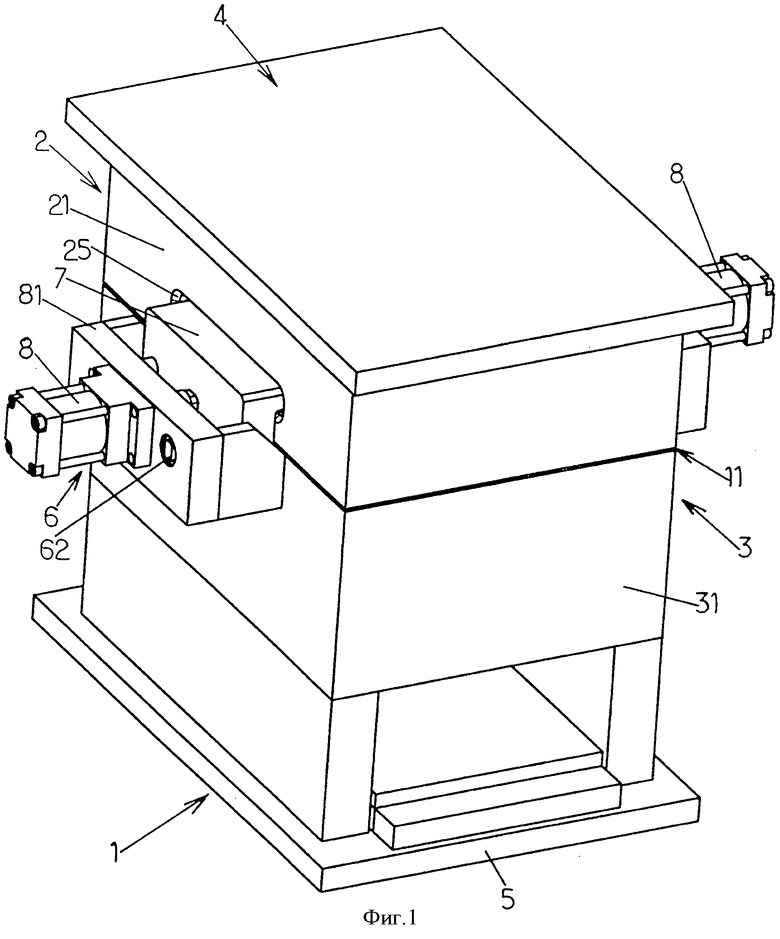
На фиг.1 показан вариант выполнения формы в соответствии с настоящим изобретением в закрытом положении, вид в перспективе;
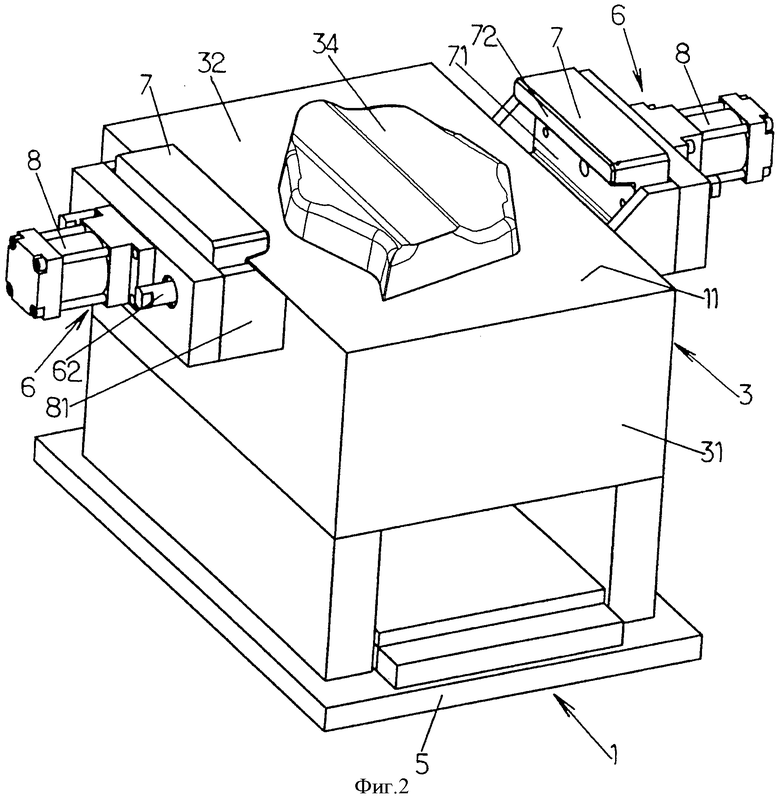
на фиг.2 показана форма, изображенная на фиг.1, при этом полуформа, предназначенная для соединения с неподвижным формодержателем, не показана, вид в перспективе;
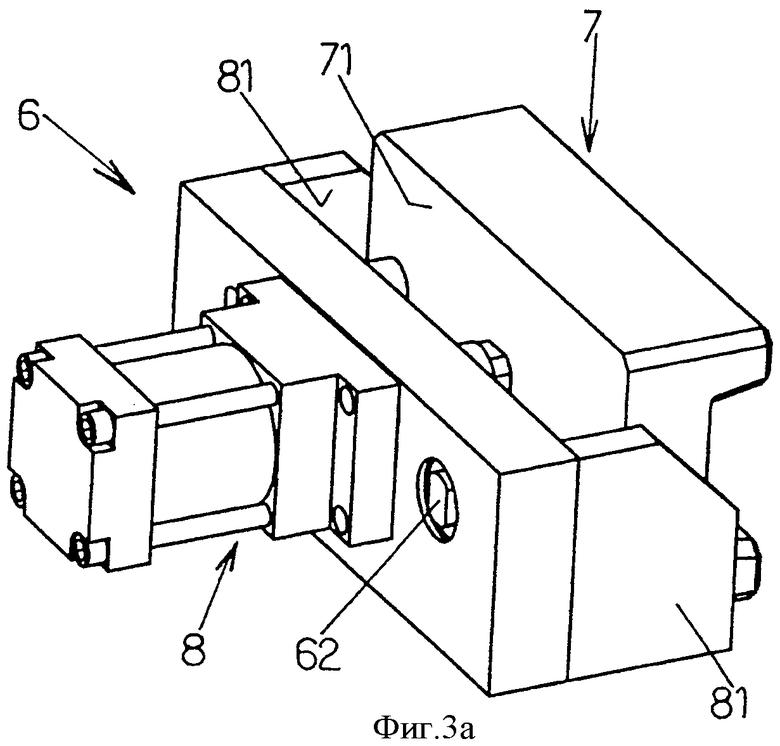
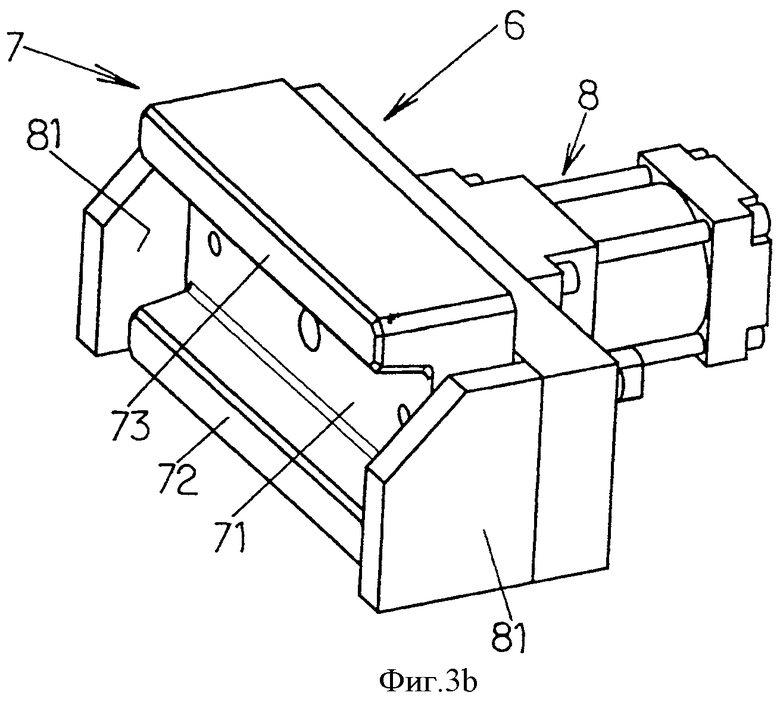
на фиг.3а и 3b показано запорное устройство в соответствии с одним из вариантов осуществления изобретением, соответственно, виды в перспективе сзади (фиг.3а) и со стороны формы (фиг.3b);
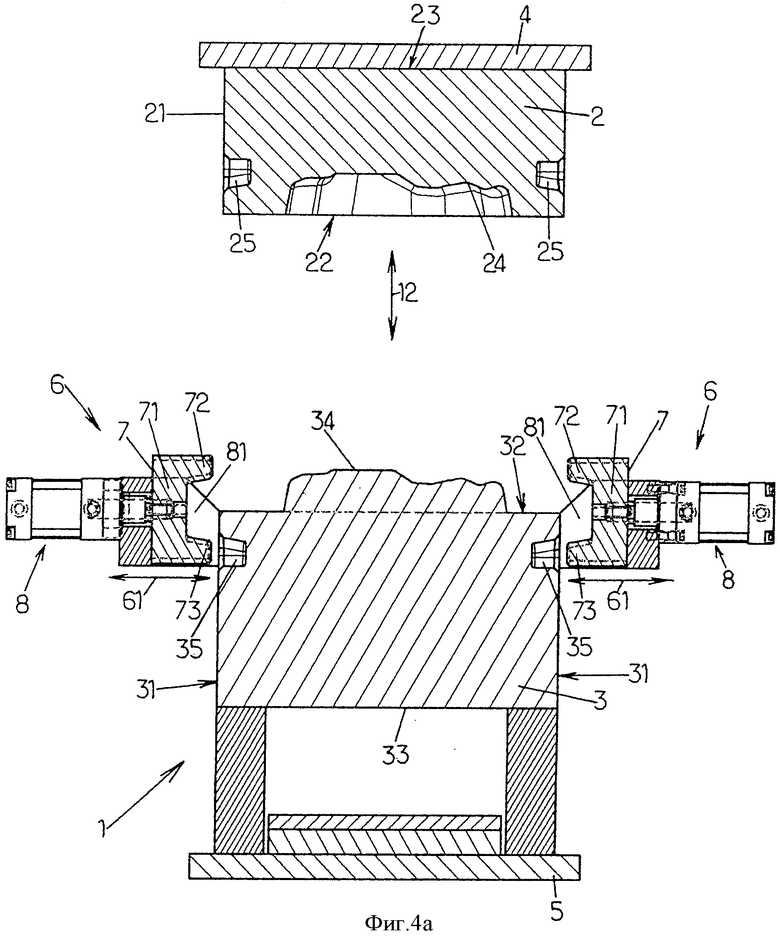
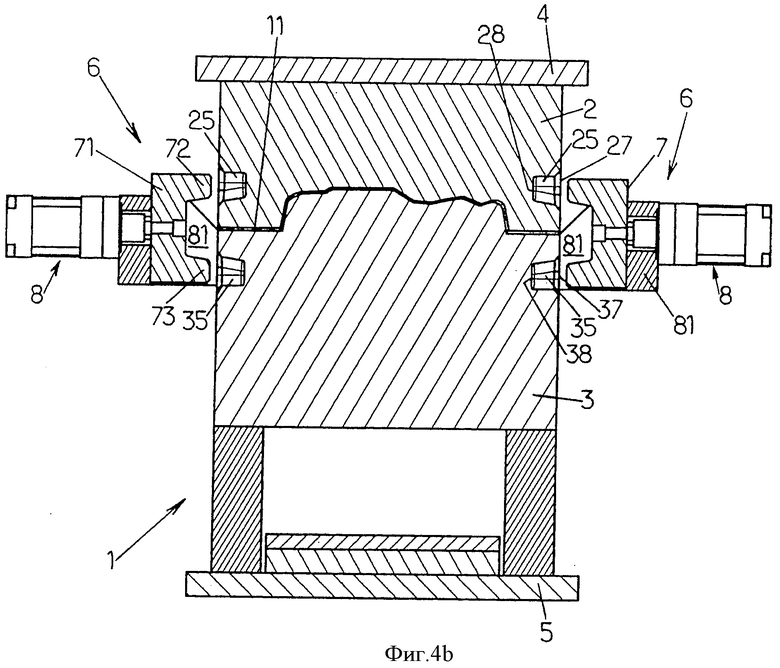
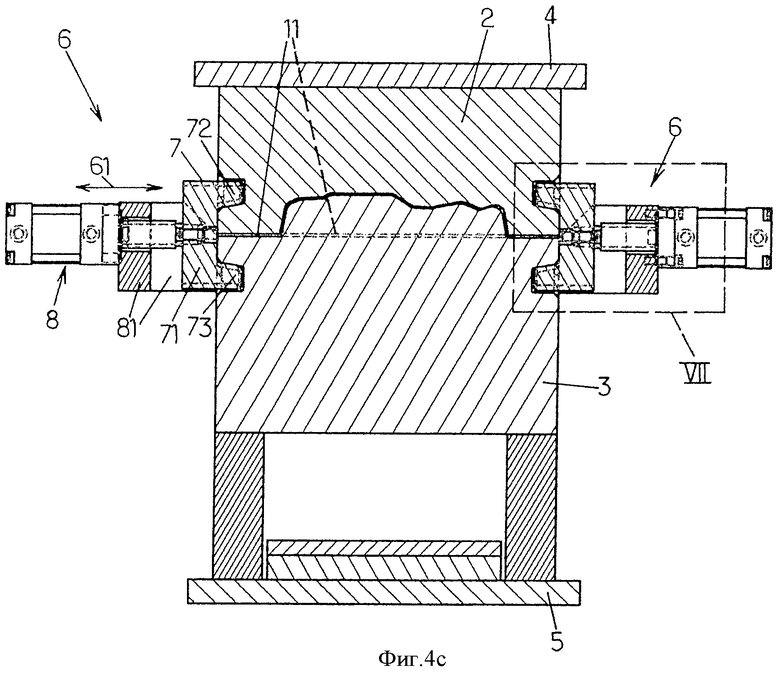
на фиг.4а, 4b, 4с показана работа формы, изображенной на фиг.1 и 2, оборудованной запорным устройством в соответствии с настоящим изобретением, соответственно, в открытом положении (фиг.4а), в ходе запирания (фиг.4b) и в закрытом положении (фиг.4с), вид в разрезе;
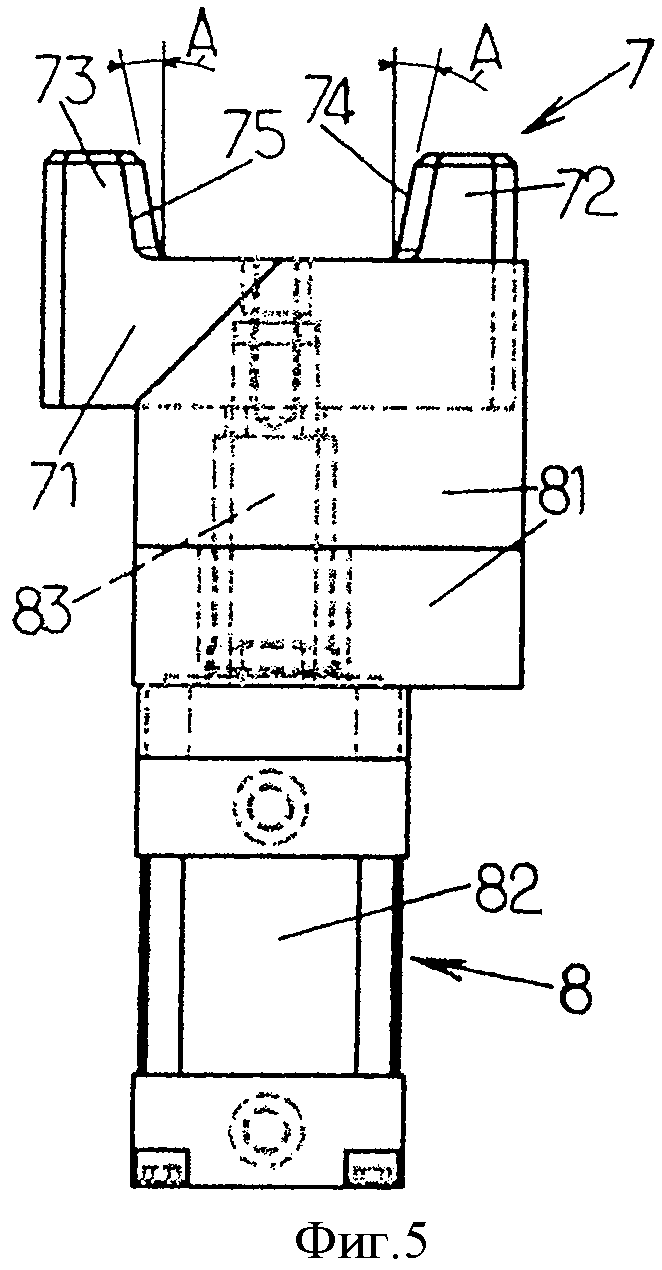
на фиг.5 показан вариант выполнения запорного устройства, вид сбоку;
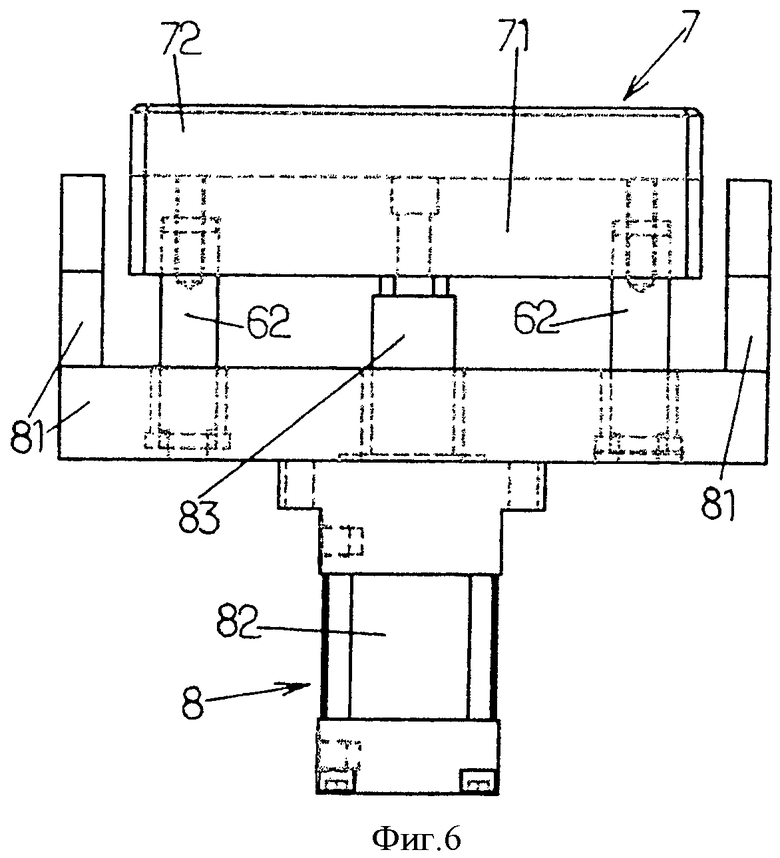
на фиг.6 - то же, вид сверху;
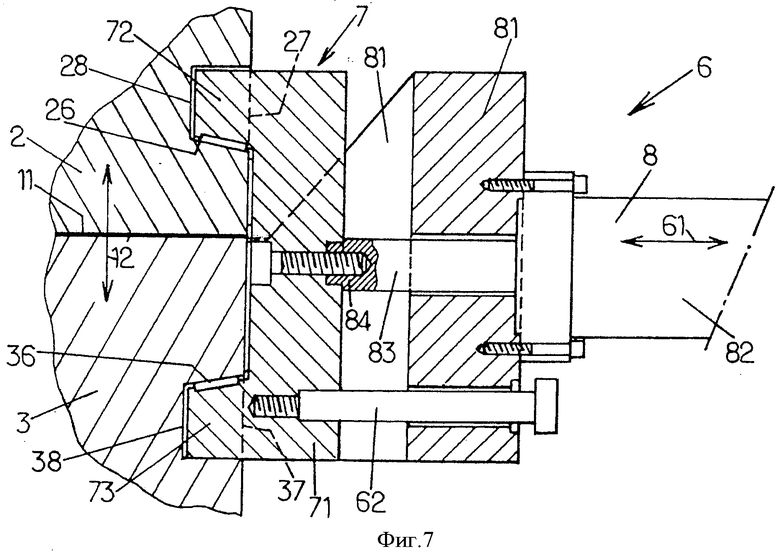
на фиг.7 в увеличенном масштабе показан узел, выделенный на фиг.4с рамкой VII.
Осуществление изобретения
В дальнейшем описании термин «подвижная полуформа» относится к полуформе, предназначенной для взаимодействия со средствами открывания и закрывания формы. Например, в случае литья под давлением имеется в виду подвижный формодержатель, соединенный с гидравлическим прессом. В некоторых вариантах осуществления изобретения средства, предназначенные для открывания и закрывания формы, могут содержать систему лебедок. Термин «неподвижная полуформа» относится к другой полуформе, которая, как правило, является неподвижной. При этом некоторые установки могут содержать одну подвижную полуформу и две «неподвижные» полуформы, расположенные на поворотном столе. Это позволяет осуществлять некоторые операции на одной из «неподвижных» полуформ с одновременным изготовлением литой детали при помощи подвижной полуформы и другой «неподвижной» полуформы. Неподвижная полуформа может быть расположена на полу, на опоре. Она может быть также соединена с неподвижным формодержателем, с которым взаимодействуют некоторые элементы оборудования формовочной линии.
В дальнейшем описании выражение «наклонная сторона гнезда» будет относиться к боковой стороне гнезда, находящейся ближе всего к плоскости разъема и образующей с плоскостью разъема угол, обозначенный А. Выражение «противоположная боковая сторона» относится к боковой стороне гнезда, противоположной наклонной стороне гнезда.
Кроме того, чтобы упростить описание, в дальнейшем будет представлен вариант использования изобретения в линии литья под давлением. В этом варианте неподвижную и подвижную полуформы соединяют, соответственно, с неподвижным и подвижным формодержателями. Неподвижный формодержатель и неподвижную полуформу оборудуют средствами впрыска литейного материала. Подвижный формодержатель и подвижную полуформу оборудуют также средствами удаления отлитой детали. Поскольку изобретение относится к запорному устройству, а не к оборудованию формы, то,оно не ограничивается этим вариантом. В частности, специалисту известны различные варианты выполнения средств, касающихся подачи материала в форму, в частности, путем укладки, впрыска или впрыска под давлением, а также средств удаления отлитой детали. Например, специалисту известно выполнение форм, в частности, для литья под давлением или для литья под давлением со сжатием, в которых впрыск материала осуществляют в подвижную полуформу и даже одновременно в неподвижную и подвижную полуформы, если изготавливают деталь из двух материалов. Другие особенности изготовления форм, в частности, для литья под давлением, известны специалисту, в частности, для изготовления сложных трехмерных структур или отверстий. В описании не будут подробно описаны на гидравлические контуры, необходимые для обеспечения открывания или закрывания формы или для удаления отлитой детали, поскольку они хорошо известны специалистам в данной области техники.
Как показано на фиг.1 и 2, форма 1 содержит неподвижную полуформу 2 и подвижную полуформу 3, соединенные с неподвижным формодержателем 4 и подвижным формодержателем 5, соответственно. Неподвижная полу форма 2 ограничена боковой поверхностью 21, передней стороной 22 и задней стороной 23. Подвижная полуформа 3 ограничена боковой поверхностью 31, передней стороной 32 и задней стороной 33. Ответные друг другу передние поверхности 22 и 32 полуформ 2 и 3 формируют рабочую полость 24, 34. Когда форма закрыта, как показано на фиг.1 и 4с, обе полуформы находятся в контакте по плоскости 11 разъема, которая по существу является перпендикулярной к направлению открывания и закрывания формы 1. Рабочий объем ограничен рабочей полостью 24, 34. Этот объем заполняют литейным материалом для изготовления детали.
Например, неподвижный формодержатель 4 и неподвижную полуформу 2 оборудуют средствами впрыска литейного материала. Это может быть форсунка, открытая в сторону передней стороны 22 неподвижной полуформы 2 на уровне рабочей полости 24. Аналогично, средствами впрыска литейного материала можно оборудовать подвижную полуформу 3 и подвижный формодержатель 5. В некоторых установках, в частности, если необходимо получать детали из двух материалов, могут понадобиться несколько средств впрыска материала.
Как правило, на входе в средства впрыска установка для изготовления литых деталей содержит шнек-дозатор, позволяющий подавать литейный материал в виде пасты в количестве, заранее определяемом в зависимости от рабочего объема и от усадки материала во время охлаждения.
Подвижный формодержатель 5 оборудован средствами открывания и закрывания формы 1, которые могут взаимодействовать с прессом. Пресс предназначен для удержания формы в закрытом положении во время впрыска литейного материала. Действительно, для обеспечения хорошего заполнения рабочего объема давление впрыска должно быть высоким, поэтому необходимо создавать запорное усилие, которое позволяет противодействовать давлению впрыска, чтобы избежать появления любых дефектов на отливаемых деталях.
После впрыска литейного материала деталь следует оставить для охлаждения. Для этого форму оборудуют системой охлаждения, не показанной на фигурах, так как она хорошо известна. После того, как деталь станет достаточно жесткой, форму 1 открывают, и отлитую деталь удаляют. Как правило, момент открывания формы 1 зависит от скорости охлаждения детали и от температуры извлечения модели из формы. В случае впрыска металла или сплава металлов температуру извлечения из формы выбирают меньшей температуры кристаллизации используемого металла или сплава, при этом деталь является достаточно жесткой. Для удаления неподвижную полуформу 2, подвижную полуформу 3 или обе полуформы оборудуют средствами удаления, которые тоже хорошо известны.
Для увеличения запорного усилия форму 1 оборудуют по меньшей мере одним запорным устройством 6, содержащим фиксатор 7 и автономную систему, выполненную с возможностью приближения и удаления фиксатора 7 относительно гнезд 25 и 35, в которые должен заходить фиксатор 7. В вариантах выполнения, показанных на фиг.1-4с и на фиг.7, указанная автономная система представляет собой гидравлический цилиндр 8. Как вариант, гидравлический цилиндр может быть самоблокирующимся. В других вариантах осуществления изобретения можно использовать пневматический цилиндр. Как правило, пневматический цилиндр является менее мощным, чем гидравлический цилиндр, поэтому его используют в установках, в которых требуется меньшее запорное усилие. Можно также вместо цилиндра установить систему с двигателем.
Запорное устройство показано в перспективе на фиг.3а и 3b. В показанном варианте выполнения фиксатор 7 содержит удлиненный корпус 71 и два продольных шипа 72 и 73, т.е. фиксатор 7 в целом имеет профиль С-образной формы. Шипы 72 и 73 предназначены для вхождения в гнезда 25 и 35 каждой из полуформ 2 и 3.
В показанных на фигурах вариантах выполнения гнезда 25 и 35 расположены по обе стороны от плоскости 11 разъема попарно симметрично.
Вместе с тем, возможны и другие варианты. Например, первую полуформу можно оборудовать двумя соседними гнездами, вторую полуформу только одним гнездом в положении по существу над и между двумя гнездами первой полуформы. В этом варианте выполнения фиксатор содержит корпус и три зуба, предназначенные для вхождения в вышеуказанные три гнезда. Такой фиксатор можно сравнить с трехэлементным грейфером.
Обычно гидравлический цилиндр 8 содержит корпус 82, поршень и шток 83. Один конец штока 83 неподвижно соединен с поршнем, который установлен с возможностью поступательного перемещения в корпусе 82 в направлении 61 закрывания и открывания запорного устройства 6 под действием жидкости, подаваемой в корпус 82 или удаляемой из него. В показанных на фигурах вариантах выполнения другой конец 84 штока 83 цилиндра 8 закреплен на фиксаторе 7. Кроме того, корпус 82 закреплен на кронштейне 81, соединенном только с одной из полуформ 2 или 3, т.е. когда запорное устройство 6 застопорено, шток 83 цилиндра 8 находится в положении выхода из корпуса 82 цилиндра 8. Если же запорное устройство 6 открыто, шток 83 цилиндра 8 находится в убранном положении.
В другом варианте выполнения цилиндр содержит корпус, соединенный непосредственно с одной из полуформ, поршень, выполненный с возможностью перемещения в указанном корпусе, и шток, один конец которого неподвижно соединен с поршнем, а другой - неподвижно соединен с фиксатором. В этом случае, когда запорное устройство закрыто, шток находится в убранном положении, а когда запорное устройство открыто, шток цилиндра находится в положении выхода из корпуса.
Как вариант, запорное устройство 6 дополнительно может содержать средства направления фиксатора 7, например, направляющие стержни 62.
В одном из вариантов осуществления изобретения полуформа содержит по меньшей мере два запорных устройства 6. Предпочтительно, чтобы эти устройства были равномерно размещены на полуформах, например, на боковых поверхностях 21, 31 полуформ. Например, если форма 1 содержит два запорных устройства 6, их располагают по существу симметрично друг относительно друга и относительно направления 12 открывания и закрывания формы 1. Идеальная симметрия не является обязательным условием. Вместе с тем, предпочтительно, чтобы запорное усилие запорных устройств 6 было по существу равномерно распределено вокруг формы 1.
Как правило, запорные устройства 6 устанавливают парами, но это не всегда возможно с учетом пространства вокруг формы в установке для изготовления деталей литьем.
Кроме того, можно с одним фиксатором 7 параллельно соединить несколько цилиндров 8.
Каждое из гнезд 25 и 35 (фиг.7), имеющее по существу форму параллелепипеда, содержит отверстие 27, 37, дно 28, 38, а также торцевые стороны, по существу перпендикулярные к плоскости 11 разъема. Гнезда 25, 35 содержат две противоположные боковые стороны, расположенные между отверстием 27, 37 и дном 28, 38. Одна из этих боковых сторон находится ближе к плоскости 11 разъема, чем другая. Для предотвращения заклинивания фиксатора 7 в гнездах 25, 35 эти боковые стороны 26, 36, ближайшие к плоскости 11 разъема имеют наклон по отношению к плоскости 11 разъема, образуя с ней угол А, так что расстояние между противоположными боковыми сторонами увеличивается от дна гнезда к его отверстию. Предпочтительно угол А меньше или равен 30°. Как правило, угол А находится в пределах от 2° до 20° включительно и даже от 3° до 10° включительно. Минимальный угол зависит, в частности, от параметров скольжения фиксатора по ближайшей к плоскости разъема боковой стороне.
Чем больше угол А, тем меньше будет результирующая запорного усилия запорного устройства 6 в направлении 12 открывания и закрывания формы, следовательно, предпочтительно выбирать угол А с минимально возможным значением. Таким образом, приходится находить компромисс между предотвращением заклинивания фиксатора 7 в гнездах 25, 35 и передачей максимально возможного результирующего запорного усилия.
Как правило, предпочтительно фиксатор 7 имеет форму, ответную форме гнезд 25, 35, в которые он должен входить. В описанных выше случаях каждый из шипов 72, 73 содержит внутреннюю сторону 74, 75, находящуюся напротив наклонных сторон 26, 36 гнезда 25, 35. Внутренние стороны 74, 75 тоже имеют наклон под углом А к плоскости 11 разъема.
Для улучшения скольжения по наклонным сторонам 26, 36 гнезд 25, 35 внутренние стороны 74, 75 шипов 72, 73 могут содержать опорные пластинки из материала, свойства скольжения которое лучше, чем у материала полуформ 2, 3 или фиксатора 7. Кроме того, опорные пластинки могут быть быстроизнашивающимися и легко заменяемыми деталями, что позволяет избежать повреждения плоскости 11 разъема.
На фигурах показано запорное устройство, в котором фиксатор является механической деталью, как правило, в виде блока, который входит в гнезда, выполненные в боковой поверхности полуформ. Вместе с тем, как вариант, можно использовать магнитный фиксатор, с электрическим магнитом. Использование электрического магнита позволяет управлять закрыванием и открыванием устройства.
На фиг.4а, 4b и 4с проиллюстрирована работа формы 1, оборудованной запорными устройствами 6, в линии литья под давлением.
Сначала, как показано на фиг.4а, форма находится в открытом положении. При этом полуформы 2 и 3 отстоят друг от друга, а запорные устройства 6 находятся в открытом положении.
Затем при помощи средств открывания и закрывания формы, подвижную полуформу 3 и подвижный формодержатель 5 приближают к неподвижной полуформе 2 и к неподвижному формодержателю 4 в направлении 12 открывания и закрывания формы, пока полуформы не примкнут друг к другу по плоскости 11 разъема. Таким образом, получают положение, показанное на фиг.4b.
После этого можно начать впрыск литейного материала. Перед началом впрыска или одновременно с ним приводят в действие запорные устройства 6, чтобы переместить фиксаторы 7 в направлении 61 в гнезда 25 и 35, в которые они должны войти. Таким образом, операции закрывания и впрыска материала производят либо последовательно, одну за другой, либо одновременно. В последнем случае можно сократить продолжительность цикла изготовления литых деталей, однако это требует тонкой регулировки производимых одновременно операций.
Положение, показанное на фиг.4с, получают либо перед началом впрыска литейного материала, либо до того, как будет достигнут пик давления внутри формы. Обычно этого пика давления достигают, когда объем впрыскиваемого материала становится равным рабочему объему и когда начинают впрыскивать дополнительный материал, чтобы осуществить окончательное заполнение рабочего объема.
Таким образом, на фиг.4с показана форма в закрытом положении, закрытая при помощи запорных устройств 6. Как только объем заполнения впрыскиваемого материала будет достигнут, впрыск прекращают.
Затем начинают охлаждение отлитой детали. Как только будет достигнута температура детали, подходящая для извлечения из формы, фиксаторы открываются. При этом происходит переход через положение, идентичное показанному на фиг.4b. Затем форму открывают и удаляют деталь. При этом получают открытое положение, показанное на фиг.4а. Цикл литья можно начать снова. Таким образом, изобретение относится также к способу литья, который содержит этап закрывания описанного выше запорного устройства.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для литья под давлением роторов электродвигателей | 1973 |
|
SU553716A1 |
| КОКИЛЬНЫЙ СТАНОК | 1992 |
|
RU2041770C1 |
| ДОЗИРУЮЩЕЕ УСТРОЙСТВО СУСПЕНЗИИ МЕТАЛЛИЧЕСКОГО СПЛАВА | 2006 |
|
RU2371281C2 |
| Литьевая форма для изделий из полимерных материалов | 1989 |
|
SU1765023A1 |
| СКРЕПЛЯЮЩЕЕ УСТРОЙСТВО ДЛЯ ПРЕСС-ФОРМ | 2002 |
|
RU2285612C2 |
| МНОГОПОЗИЦИОННОЕ УСТРОЙСТВО ДЛЯ РАЗЪЕМА И ПОДГОТОВКИ КОКИЛЕЙ ПРИ ЦЕНТРОБЕЖНОМ ЛИТЬЕ | 1991 |
|
RU2022700C1 |
| Машина для литья под давлением отливок, армированных многожильным канатом | 1976 |
|
SU747616A1 |
| КОКИЛЬНАЯ УСТАНОВКА | 1970 |
|
SU258537A1 |
| Машина для литья под давлением | 1973 |
|
SU445516A1 |
| Машина для литья под давлением | 1978 |
|
SU880622A1 |
Изобретение относится к оборудованию для изготовления литых деталей, в частности, выполняемых литьем под давлением, а именно к запорному устройству формы. Техническим результатом заявленного изобретения является уменьшение запорного усилия пресса. Технический результат достигается в форме для литья под давлением, которая содержит две полуформы, каждая из которых ограничена боковой поверхностью, передней стороной и задней стороной. При этом полуформа соединена со средствами, осуществляющими открывание и закрывание формы, а в закрытом положении формы обе полуформы контактируют друг с другом по плоскости разъема. При этом каждая из двух полуформ имеет гнездо, образованное на боковой поверхности. Причем гнездо имеет отверстие, дно, две торцевые стороны, перпендикулярные к плоскости разъема, и две противоположные боковые стороны между отверстием и дном гнезда. При этом ближайшая к плоскости разъема боковая сторона каждого гнезда образует угол с плоскостью разъема так, что расстояние между противоположными боковыми сторонами увеличивается от дна гнезда к его отверстию. При этом полуформа снабжена запорным устройством, которое содержит фиксатор, содержащий два шипа, выполненных с возможностью одновременного захождения в гнездо полуформы. Причем каждый из шипов имеет наклонную внутреннюю сторону, выполненную с возможностью вхождения в контакт с наклонной стороной гнезда. При этом наклонные стороны гнезд и наклонные стороны внутренних сторон шипов содержат опорные пластинки из материала, свойства скольжения которого лучше, чем у материала полуформ или фиксатора. Запорное устройство также содержит автономную систему, выполненную с возможностью приближения или удаления фиксатора по отношению к гнездам, в которые он должен входить, и содержащую один или несколько цилиндров. Цилиндры включают в себя соединенный с полуформой корпус, поршень и жестко соединенный с поршнем шток, на котором закреплен фиксатор. 17 з.п. ф-лы, 10 ил.
1. Форма (1) для литья, в частности для литья под давлением, содержащая две полуформы (2, 3), каждая из которых ограничена боковой поверхностью (21, 31), передней стороной (22, 32) и задней стороной (23, 33), при этом по меньшей мере одна из полуформ соединена со средствами, осуществляющими открывание и закрывание формы, а в закрытом положении формы (1) обе полуформы (2, 3) контактируют друг с другом по плоскости (11) разъема, при этом каждая из двух полуформ имеет по меньшей мере одно гнездо (25, 35), образованное на боковой поверхности, причем каждое гнездо (25, 35) имеет отверстие (27, 37), дно (28, 38), две торцевые стороны, по существу, перпендикулярные к плоскости (11) разъема, и две противоположные боковые стороны между отверстием (27, 37) и дном (28, 38) гнезда (25, 35), отличающаяся тем, что ближайшая к плоскости (11) разъема боковая сторона (26, 36) каждого гнезда (25, 35) образует угол (А) с плоскостью (11) разъема так, что расстояние между противоположными боковыми сторонами увеличивается от дна (28, 38) гнезда (25, 35) к его отверстию (27, 37), при этом по меньшей мере одна из двух полуформ (2, 3) снабжена по меньшей мере одним запорным устройством (6), содержащим
- по меньшей мере один фиксатор (7), содержащий два шипа (72, 73), выполненных с возможностью одновременного захождения в гнездо (25, 35) полуформы (2, 3), причем каждый из шипов (72, 73) имеет наклонную внутреннюю сторону (74, 75), выполненную с возможностью вхождения в контакт с наклонной стороной (26, 36) гнезда (25, 35), ближайшей к плоскости (11), при этом наклонные стороны (26, 36) гнезд (25, 35) и наклонные стороны внутренних сторон (74, 75) шипов (72, 73) содержат опорные пластинки из материала, свойства скольжения которого лучше, чем у материала полуформ (2, 3) или фиксатора (7),
- по меньшей мере, одну автономную систему, выполненную с возможностью приближения или удаления фиксатора (7) по отношению к гнездам (25, 35), в которые он должен входить, и содержащую один или несколько цилиндров (8), включающих в себя соединенный с полуформой корпус, поршень, выполненный с возможностью перемещения в корпусе, и жестко соединенный с поршнем шток, на котором закреплен фиксатор.
2. Форма по п.1, отличающаяся тем, что обе полуформы (2, 3) снабжены по меньшей мере одним запорным устройством (6).
3. Форма по п.1, отличающаяся тем, что корпус цилиндра закреплен на кронштейне, соединенном с полуформой.
4. Форма по п.2, отличающаяся тем, что корпус цилиндра закреплен на кронштейне, соединенном с полуформой.
5. Форма по п.1, отличающаяся тем, что корпус цилиндра или кронштейн, на котором закреплен этот корпус, соединен, по меньшей мере, с боковой частью (21, 31) полуформы.
6. Форма по п.3, отличающаяся тем, что корпус цилиндра или кронштейн, на котором закреплен этот корпус, соединен, по меньшей мере, с боковой частью (21, 31) полуформы.
7. Форма по п.4, отличающаяся тем, что корпус цилиндра или кронштейн, на котором закреплен этот корпус, соединен, по меньшей мере, с боковой частью (21, 31) полуформы.
8. Форма по любому из пп.1-7, отличающаяся тем, что направление толкающего усилия цилиндра соответствует направлению перемещения фиксатора.
9. Форма по любому из пп.1-7, отличающаяся тем, что первая полуформа (2) соединена с неподвижным формодержателем (4), а вторая полуформа (3) соединена с подвижным формодержателем (5), при этом один и/или другой из формодержателей и/или полуформы снабжены средствами впрыска литейного материала и средствами для удаления отлитой детали.
10. Форма по п.8, отличающаяся тем, что первая полуформа (2) соединена с неподвижным формодержателем (4), а вторая полуформа (3) соединена с подвижным формодержателем (5), при этом один и/или другой из формодержателей и/или полуформы снабжены средствами впрыска литейного материала и средствами для удаления отлитой детали.
11. Форма по любому из пп.1-7, 10 отличающаяся тем, что форма фиксатора (7) ответна форме гнезд (25, 35), в которые он входит.
12. Форма по п.8, отличающаяся тем, что форма фиксатора (7) ответна форме гнезд (25, 35), в которые он входит.
13. Форма по п.9, отличающаяся тем, что форма фиксатора (7) ответна форме гнезд (25, 35), в которые он входит.
14. Форма по любому из пп.1-7, 10, 12, 13, отличающаяся тем, что каждое гнездо (25) одной полуформы (2) симметрично гнезду (35) другой полуформы (3) относительно плоскости (11) разъема.
15. Форма по п.8, отличающаяся тем, что каждое гнездо (25) одной полуформы (2) симметрично гнезду (35) другой полуформы (3) относительно плоскости (11) разъема.
16. Форма по п.9, отличающаяся тем, что каждое гнездо (25) одной полуформы (2) симметрично гнезду (35) другой полуформы (3) относительно плоскости (11) разъема.
17. Форма по п.11, отличающаяся тем, что каждое гнездо (25) одной полуформы (2) симметрично гнезду (35) другой полуформы (3) относительно плоскости (11) разъема.
18. Форма по п.1, отличающаяся тем, что указанный угол (А) меньше или равен 30°.
| JP 10180778 A, 07.07.1998 | |||
| JP 8001741 A, 09.01.1996 | |||
| JP 6262671 A, 20.09.1994 | |||
| FR 1564985 A, 25.04.1969 | |||
| АГРЕГАТ КАРУСЕЛЬНОГО ТИПА ДЛЯ ИЗГОТОВЛЕНИЯ РЕЗИНОВЫХ ИЗДЕЛИЙ | 0 |
|
SU204540A1 |

