Изобретение относится к аппарату автоматической сварки типа MIG/MAG (дуговая сварка плавящимся электродом в среде инертного/активного газа), осуществляемой в отношении трубчатых элементов, таких как металлические трубы, устанавливаемые концентрически конец к концу и свариваемые с получением трубопровода для транспортировки газа, нефти или воды.
Автоматическую сварку труб традиционно осуществляют путем дуговой сварки плавящимся электродом MIG/MAG по узкому скосу кромки, используя в качестве плавящегося электрода, образующего присадочный металл, одну или несколько жил проволоки круглого сечения, диаметр которых как правило не превышает 1,4 мм. В этом случае применяется достаточно хорошо автоматизированное оборудование, в состав которого входят 1 или 2 сварочные горелки MIG/MAG.
Чтобы обеспечить высокую скорость сварки при надлежащем качестве сварного шва, подобную автоматическую сварку проводят, как правило, по узкому скосу кромки, что предполагает необходимость точного скашивания кромок труб в месте укладки трубопроводов. Однако процедура выполнения скосов кромок в месте укладки сопряжена со значительными затратами, обусловленными привлечением дорогостоящего оборудования (станка для снятия фасок, гидравлической системы и т.п.), а в ряде случаев - и с привлечением операторов и обслуживающего персонала.
Если при сварке труб, имеющих стенки большой толщины, указанную автоматическую сварку еще можно рассматривать в качестве целесообразной, то в случае с тонкостенными трубопроводами зачастую предпочтительнее применять ручную сварку (она дешевле и более производительна).
Вышеуказанное обстоятельство объясняется тем, что для того, чтобы обеспечить хорошую производительность автоматической сварки при сваривании тонкостенных труб, необходимо одновременное соблюдение следующих условий:
- обеспечение при сварке труб, выполненных с широким скосом кромки (скос кромки по стандарту API соответствует углу 30°), такого же высокого качества сварки, как и при ручной сварке;
- число поворотов/проходов вокруг трубы не должно превышать двух.
Однако в случае традиционной автоматической сварки MIG/MAG с использованием в качестве плавящегося электрода цилиндрической проволоки, при работе с кромками API в режиме с одной горелкой, возникает ряд проблем, к которым можно отнести следующие:
Во-первых, не удается обеспечить надлежащую производительность сварки, поскольку для выполнения сварного шва необходимо осуществить три поворота/прохода вокруг трубы. Более того, при 2-м и 3-м проходах скорость сварки становится довольно малой, так как скос кромки имеет значительную ширину и, следовательно, требуется совершать колебательное движение большой амплитуды, что не дает возможности обеспечить высокую скорость.
Другой недостаток традиционного способа сварки заключается в том, что результат сварки сильно зависит от квалификации оператора-сварщика, который должен надлежащим образом отцентрировать сварочную горелку, тогда как выполнить эту операцию по широкой кромке сложнее, чем по узкой.
Из патента US 2061671 известен сварочный аппарат, содержащий сварочную головку с несколькими электродами. Эти электроды распределены попарно, причем каждая пара электродов помещается в сварочную камеру таким образом, что оба электрода сходятся навстречу друг другу, т.е. в направлении сварного соединения. При этом сходящиеся навстречу друг другу электроды сварочной головки, а также следующие за ними другие пары электродов могут быть установлены на разных высотах по отношению к линии стыка, однако сдвиг этих пар относительно друг друга в боковом направлении не предусмотрен. К сожалению использование такого сварочного аппарата для сварки труб с узким скосом кромки сопряжено с довольно большими трудностями из-за его значительных габаритов, которые обусловлены именно вышеупомянутым схождением друг к другу электродов каждой пары.
Из документа DE 4436084 известен аппарат сварки плавлением, предназначенный для соединения элементов с использованием нескольких сварочных горелок, находящихся на указанных элементах. Параметры сварки можно регулировать таким образом, чтобы формировать одиночную сварочную ванну. Поэтому данное техническое решение предполагает применять следующие друг за другом сварочные горелки. Для соединения элементов, разнесенных на значительное расстояние, предлагается использовать три электрода, два из которых размещены друг за другом в направлении стыка, а третий сдвинут вбок и наклонен между первыми двумя таким образом, что он располагается между этими двумя электродами в направлении стыка. В результате, если требуется получить как можно меньшее отклонение следующих друг за другом горелок, то возможности указанного расположения будут ограничены лишь габаритами этих горелок.
Как можно видеть из анализа рассмотренных выше технических решений, ни одно из них не позволяет осуществлять дуговую сварку плавящимся электродом тонкостенных труб со скосом кромки, отвечающим стандарту API.
В этой связи задачей изобретения является устранение упомянутых выше недостатков путем создания аппарата автоматической сварки типа MIG/MAG, который обеспечивал бы выполнение дуговой сварки плавящимся электродом тонкостенных труб, концы которых подвергнуты предварительной обработке с формированием кромки по стандарту API со скосом 30°, а также позволял бы добиться более эффективного расплавления в боковом направлении с использованием несложной технологии.
В рамках решения этой задачи предложен аппарат автоматической сварки типа MIG/MAG, состоящий из по меньшей мере одной каретки, несущей на себе по меньшей мере одну сварочную головку, которая содержит по меньшей мере одну горелку, обеспечивает направленное перемещение плавящегося проволочного электрода вдоль плоскости стыка между свариваемыми трубами и подводит ток к концу проволочного электрода с созданием электрической дуги и обеспечением расплавления присадочного металла. Аппарат характеризуется тем, что сварочная головка содержит одну сварочную горелку для обеспечения провара, выполненную с возможностью центровки относительно плоскости стыка, а также по меньшей мере две другие сопровождающие сварочные горелки для выполнения боковых проходов, которые установлены друг за другом за первой центральной сварочной горелкой и сдвинуты по обе стороны от этой центральной горелки.
Данное изобретение обеспечивает существенное преимущество, состоящее в том, что предложенный аппарат автоматической сварки выполняет провар посредством центральной горелки, установленной с центровкой относительно плоскости стыка, при этом первая сопровождающая сварочная горелка следует за указанной центральной горелкой в направлении продвижения каретки, но со сдвигом относительно этой центральной горелки (то есть относительно плоскости стыка), обеспечивая выполнение первого бокового прохода, а вторая сопровождающая горелка следует за указанной первой сопровождающей горелкой в направлении продвижения каретки, но с другой стороны от плоскости стыка, обеспечивая выполнение второго бокового прохода.
Еще одно существенное преимущество изобретения заключается в том, что в предлагаемом сварочном аппарате используется сварочная головка гораздо более простой конструкции.
В соответствии с первым вариантом изобретения, сопровождающие горелки находятся в плоскости, параллельной той плоскости, в которой расположена центральная горелка, т.е. параллельной плоскости получаемого стыка.
В соответствии со вторым вариантом изобретения сопровождающие горелки наклонены относительно плоскости, в которой расположена центральная горелка, то есть относительно плоскости получаемого стыка, причем наклонены на углы одинаковой величины, симметрично друг другу относительно указанной плоскости.
Благодаря предложенному аппарату отпадает необходимость в придании колебания сварочным горелкам, поскольку конфигурация этих горелок позволяет выполнять боковые проходы с обеспечением глубокого бокового расплавления, причем без необходимости в колебательном движении или с использованием колебания очень незначительной амплитуды. В результате получается аппарат, обеспечивающий лучшее боковое расплавление и имеющий более простую конструкцию сварочной головки. Кроме того, достигается большая вариативность скоростей сварки.
Тем не менее, в некоторых случаях целесообразно, чтобы первая центральная сварочная горелка и две сопровождающие горелки все-таки совершали колебательное движение небольшой амплитуды. Это колебательное движение может быть либо общим для всех горелок, либо сообщаться по отдельности первой горелке и двум другим.
В предпочтительном случае предложенный аппарат выполнен в соответствии с классическим типом, т.е. содержит следующие независимые узлы: первый узел (каретка с установленной на ней сварочной головкой), отвечающий за позиционирование и/или перемещение электродной проволоки относительно плоскости стыка; второй узел, отвечающий за образование электрической дуги и содержащий средства создания электрической дуги и средства управления электрической дугой; третий узел, отвечающий за подачу присадочного металла; и четвертый узел, обеспечивающий создание зоны защитного газа и управление этой зоной.
С помощью предложенного сварочного аппарата особо предпочтительно осуществлять второй поворот-проход, завершающий сварной шов. В зависимости от того, какой толщины металл остается наложить после первого поворота, этот второй поворот можно выполнять либо только двумя сопровождающими сварочными горелками, либо всеми тремя входящими состав аппарата горелками.
Кроме того, очень существенное преимущество изобретения состоит в том, что основной для регулирования автоматической сварки типа MIG/MAG является первая центральная горелка, тогда как две другие сопровождающие горелки тоже используются для регулирования.
Это значит, что при осуществлении сварки посредством заявленного аппарата в течение всего процесса сварки необходимо проводить контроль расстояния между горелкой и основанием кромки (этот контроль относится по меньшей мере к центральной горелке).
В силу указанной выше причины предлагаемый аппарат дополнительно содержит средства контроля и регулирования расстояния между центральной горелкой и основанием кромки. Контроль расстояния включает в себя измерение в реальном времени по меньшей мере одного электрического параметра центральной горелки (силы тока, напряжения, полного сопротивления и пр.), а также регулирование в реальном времени указанного электрического параметра с приведением его в соответствие различным предварительно заданным значениям с учетом углового положения вокруг концов соединяемых труб, причем это регулирование выполняют путем регулировки указанного расстояния между горелкой и основанием кромки. При выполнении указанного контроля можно основываться на измерении значения сварочного тока. Дело в том, что в процессе сварки (в том числе дуговой MIG сварки плавящимся электродом в среде инертного газа) имеет место прямая связь между положением конца сварочной горелки и основанием кромки.
Более конкретно, если средства измерения тока фиксируют его возрастание, то это свидетельствует о том, что сварочная горелка приближается к трубе. Если же сила тока уменьшается, это означает, что горелка отходит от трубы. Зная эту зависимость, расстояние между сварочной горелкой и основанием кромки можно регулировать таким образом, чтобы сила тока как можно точнее соответствовала предварительно заданному значению.
Итак, предусмотрено использование соответствующих средств для такого регулирования расстояния между центральной сварочной горелкой и основанием кромки, при котором указанная центральная горелка располагалась бы оптимальным образом для достижения заданных значений.
В соответствии с одним из вариантов изобретения в качестве этих средств регулирования расстояния между центральной сварочной горелкой и основанием кромки можно использовать средства регулирования высоты сварочной головки, а следовательно, высоты трех горелок относительно труб.
В соответствии с одним из предпочтительных вариантов изобретения заявленный аппарат содержит средства контроля и регулирования расстояния между сварочной горелкой и основанием кромки для каждой из горелок. Контроль этого расстояния обеспечивается путем измерения в реальном времени электрических параметров (силы тока, напряжения, полного сопротивления и пр.) каждой горелки и путем регулирования в реальном времени указанного электрического параметра с приведением его в соответствие предварительно заданным значениям с учетом углового положения на концах соединяемых труб, в результате чего каждая горелка располагается оптимальным образом при достижении заданных значений. Итак, аппарат сварки содержит соответствующие средства регулирования расстояния между каждой горелкой и основанием кромки, что позволяет поднимать или опускать горелку относительно кромки по результатам сравнения измеренной электрической величины с заданным значением. Это регулирование производится в реальном времени в соответствии с различными предварительно заданными значениями и с учетом углового положения вокруг концов соединяемых труб, причем указанной величиной может быть, в зависимости от конкретного случая, либо сила тока, либо напряжение, либо полное сопротивление.
Центровка горелок, закрепленных на одном и том же блоке с некоторой степенью свободы для обеспечения возможности колебания, выполняется следующим образом: сначала в реальном времени измеряются электрические параметры двух сопровождающих горелок (сила тока, напряжение и пр.); затем полученные значения параметров этих двух сопровождающих горелок сравниваются; и далее в модуль поступательного перемещения/центровки сварочной головки, а значит и трех горелок, автоматически направляется сигнал, обеспечивающий одинаковые значения параметров в обеих горелках.
В результате удается обеспечить автоматическое отслеживание стыка по дуге, причем такое отслеживание оказывается более простым, точным и надежным, нежели отслеживание стыка по дуге с использованием только одной горелки, совершающей колебания в обе стороны от кромки, когда измерение электрических параметров приходится синхронизировать с колебательным движением.
Кроме того следует отметить, что предложенный сварочный аппарат позволяет применять технологию автоматической сварки типа MIG/MAG в отношении кромки стандарта API вне зависимости от положения труб (как неподвижных, так и поворачивающихся на манипуляторах/кантователях; как с горизонтальной, так и с наклонной или вертикальной осью).
Заявленный сварочный аппарат обеспечивает выполнение сварки по кромке стандарту API для соединения встык стальных труб, причем это в равной степени относится к сталям любых видов - легированным, низколегированным или высоколегированным, при этом для повышения коррозионной стойкости в каждой конкретной ситуации используют соответствующий подбор химического состава проволоки.
В предпочтительном случае расстояние между первой горелкой и двумя другими сопровождающими сварочными горелками можно изменять в зависимости от данной конкретной ситуации с помощью любых подходящих для этой цели средств.
Далее изобретение описано более подробно со ссылкой на приложенные чертежи, на которых:
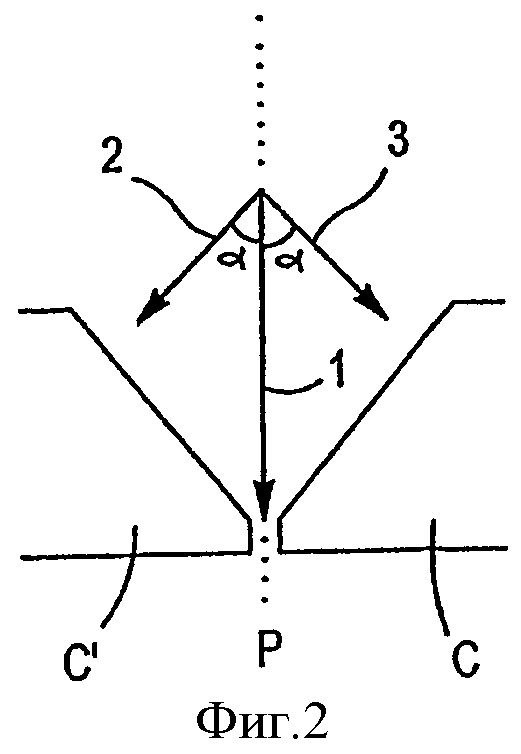
фиг.1 сверху схематически иллюстрирует расположение сварочных горелок заявленного аппарата;
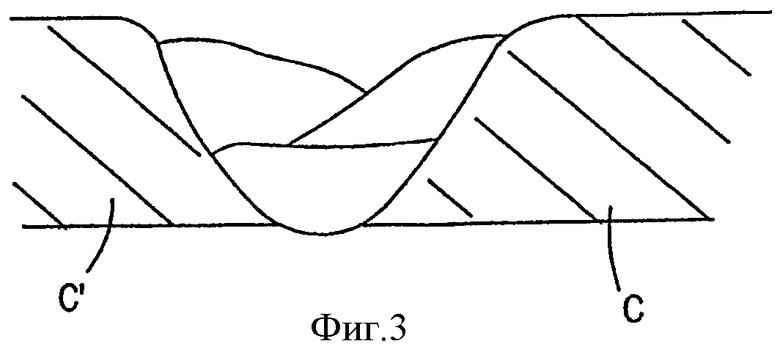
фиг.2 спереди изображает заявленный сварочный аппарат, действующий в пределах скосов кромок, выполненных по стандарту API;
фиг.3 в разрезе изображает частично приваренную кромку в момент после первого поворота заявленного аппарата.
Заявленный аппарат для автоматической сварки типа MIG/MAG состоит из по меньшей мере одной каретки, несущей на себе сварочную головку, которая содержит три сварочные горелки 1, 2, 3, обеспечивает направленное перемещение плавящегося проволочного электрода вдоль плоскости Р стыка между свариваемыми трубами С, С' и подводит ток к концу проволочного электрода с созданием электрической дуги и обеспечением расплавления присадочного металла, а также газ для создания защитной среды.
Сварочная горелка 1 предназначена для обеспечения провара. Ее положение выверено относительно плоскости стыка Р. Указанные по меньшей мере две другие оставшиеся сварочные горелки 2, 3 головки называются сопровождающими. Эти сопровождающие горелки 2, 3 установлены предпочтительно на одной опоре. В качестве проволочного электрода для первой, т.е. центральной, горелки 1 можно использовать плоскую проволоку, а для двух других горелок 2, 3 - цилиндрическую.
Вторая горелка 2 установлена за первой, т.е. центральной, сварочной горелкой 1 по направлению А движения каретки вдоль плоскости стыка Р, но со сдвигом относительно плоскости стыка Р, тогда как сопровождающая горелка 3 установлена за сопровождающей горелкой 2 тоже со сдвигом относительно плоскости стыка Р, но в другую сторону от этой плоскости.
Как следует из фиг.2, сопровождающие горелки 2, 3 наклонены относительно плоскости стыка Р на одинаковый угол α, симметрично друг другу относительно указанной плоскости.
Расстояние между концами сопровождающих горелок 2, 3 можно регулировать как по оси соединяемых труб, так и по направлению сварки.
Три сварочные горелки 1, 2, 3 могут быть жестко закреплены на сварочной головке, при этом для них может быть предусмотрена некоторая степень свободы, обеспечивающая возможность их колебания. Указанное колебание имеет незначительную амплитуду и осуществляется при помощи специальных приводных средств.
Изобретение относится к аппарату автоматической сварки типа MIG/MAG и может найти применение при прокладке трубопроводов для транспортировки газа, нефти или воды. Аппарат состоит из по меньшей мере одной каретки, несущей на себе по меньшей мере одну сварочную головку, которая обеспечивает направленное перемещение плавящегося проволочного электрода вдоль плоскости (Р) стыка между свариваемыми трубами и подводит ток к концу проволочного электрода с созданием электрической дуги и обеспечением расплавления присадочного металла. Сварочная головка содержит по меньшей мере одну горелку (1) для обеспечения провара, выполненную с возможностью центровки относительно плоскости (Р) стыка, и по меньшей мере две другие сопровождающие сварочные горелки (2, 3) для выполнения боковых проходов. Горелки (2 и 3) установлены друг за другом за первой центральной сварочной горелкой (1) и сдвинуты по обе стороны от этой центральной горелки (1). Аппарат позволяет сваривать плавящимся электродом тонкостенные трубы со скосом кромки. 10 з.п. ф-лы, 3 ил.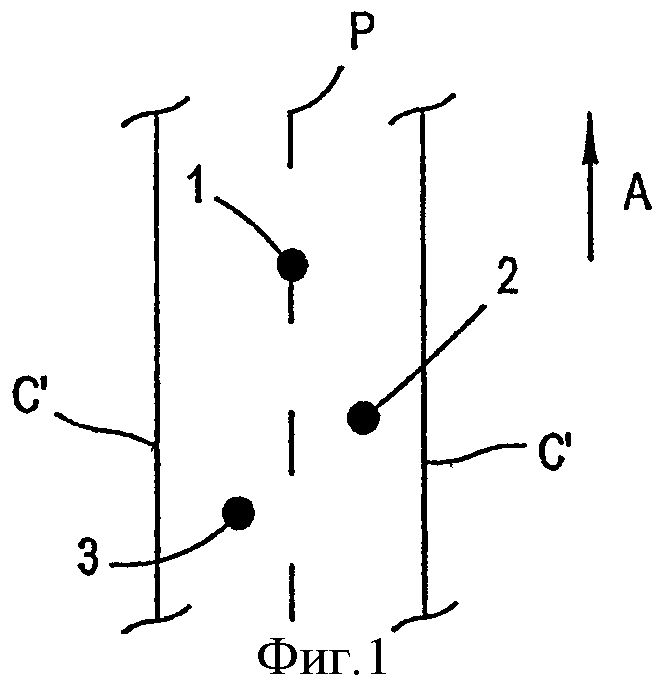
1. Аппарат автоматической сварки типа MIG/MAG, состоящий из по меньшей мере одной каретки, несущей на себе по меньшей мере одну сварочную головку, которая содержит по меньшей мере одну горелку (1), обеспечивает направленное перемещение плавящегося проволочного электрода вдоль плоскости (Р) стыка между свариваемыми трубами и подводит ток к концу проволочного электрода с созданием электрической дуги и обеспечением расплавления присадочного металла, отличающийся тем, что сварочная головка содержит одну сварочную горелку (1) для обеспечения провара, выполненную с возможностью центровки относительно плоскости (Р) стыка, и по меньшей мере две другие сопровождающие сварочные горелки (2, 3) для выполнения боковых проходов, которые установлены друг за другом за первой центральной сварочной горелкой (1) и сдвинуты по обе стороны от этой центральной горелки (1).
2. Аппарат по п.1, отличающийся тем, что сопровождающие горелки (2, 3) расположены в плоскости, параллельной той плоскости, в которой расположена центральная горелка (1).
3. Аппарат по п.1, отличающийся тем, что сопровождающие горелки (2, 3) наклонены относительно плоскости центральной горелки (1) на одинаковые углы (а) симметрично друг другу относительно этой плоскости.
4. Аппарат по любому из пп.1-3, отличающийся тем, что расстояние между концами сопровождающих горелок (2, 3) является регулируемым как по оси соединяемых труб, так и по направлению сварки.
5. Аппарат по п.1, отличающийся тем, что расстояние между первой горелкой (1) и двумя сопровождающими сварочными горелками (2, 3) является регулируемым.
6. Аппарат по п.1, отличающийся тем, что три сварочные горелки (1, 2, 3) выполнены с возможностью колебательного движения.
7. Аппарат по п.1, отличающийся тем, что он содержит средства контроля и регулирования расстояния между центральной сварочной горелкой (1) и основанием кромки, причем указанный контроль этого расстояния обеспечивается путем измерения в реальном времени по меньшей мере одного электрического параметра, в частности силы тока, напряжения и полного сопротивления горелки, и путем регулирования указанного электрического параметра в реальном времени с приведением его в соответствие различным предварительно заданным значениям с учетом углового положения на концах соединяемых труб.
8. Аппарат по п.7, отличающийся тем, что указанные средства регулирования расстояния между центральной сварочной горелкой (1) и основанием кромки представляют собой средства регулирования высоты сварочной головки - а следовательно, высоты трех горелок (1, 2, 3) - относительно труб.
9. Аппарат по п.7, отличающийся тем, что он содержит средства контроля и регулирования расстояния между сварочной горелкой и основанием кромки для каждой сварочной горелки.
10. Аппарат по п.1, отличающийся тем, что центровка горелок обеспечивается путем измерения в реальном времени электрических параметров двух сопровождающих горелок (2, 3), в частности силы тока и напряжения, с последующим сравнением полученных значений параметров этих двух сопровождающих горелок (2, 3) и путем автоматического направления в модуль поступательного перемещения/центровки соответствующего сигнала, обеспечивающего одинаковые значения параметров в обеих горелках (2, 3).
11. Аппарат по п.1, отличающийся тем, что в качестве проволочного электрода для первой центральной горелки (1) использована плоская проволока, а в качестве проволочных электродов для двух сопровождающих горелок (2, 3) использована цилиндрическая проволока.
| DE 4436084 A1, 15.02.1996 | |||
| СПОСОБЫ ОТДЕЛЕНИЯ КИСЛОТНОЙ ПРИМЕСИ ОТ РАСТВОРА И СПОСОБ ОТДЕЛЕНИЯ АЗОТНОЙ КИСЛОТЫ ОТ РАСТВОРА | 1991 |
|
RU2061671C1 |
| Способ многодуговой наплавки материалов | 1990 |
|
SU1761403A1 |
| Способ многоэлектродной дуговой сварки плавящимися электродами | 1983 |
|
SU1142242A1 |
| Автомат для многодуговой сварки | 1976 |
|
SU619308A1 |
| Способ многодуговой сварки | 1972 |
|
SU440223A1 |
| Устройство двукратного усилителя с катодными лампами | 1920 |
|
SU55A1 |
| ТОПЛИВНЫЙ ЭЛЕМЕНТ С МЕМБРАНОЙ, АРМИРОВАННОЙ ВОЛОКНОМ | 1996 |
|
RU2146406C1 |

