Настоящее изобретение относится к устройствам для управления пространственным положением используемых для обработки деталей в гибких производственных модулях (ГПМ), для которых требуется высокая точность выдерживания размеров.
В публикации патента Японии JP №2002-127003 описывается изобретение, относящееся к устройству для управления пространственным положением (к устройству для прецизионной механической обработки, включающему устройство для управления пространственным положением), содержащему систему управления для компенсации задержки реакции, связанной с характеристикой гистерезиса супермагнитострикционного элемента, и супермагнитострикционный исполнительный механизм, способный предотвратить уменьшение точности, связанное с джоулевым теплом или вихревым током, производимым катушкой супермагнитострикционного исполнительного механизма. Система управления, которая компенсирует задержку реакции, связанную с характеристикой гистерезиса, использует модель гистерезиса, выражаемую математической функцией (линейной функцией, тригонометрической функцией, сплайн-функцией или чем-либо подобным), предпочтительно обратную модель, основанную на модели Прайсаха, которая представляет собой модель для предсказания состояния намагниченности магнитного материала. В этом устройстве для управления пространственным положением две пластины соединяются одним соединительным элементом в состоянии, когда они находятся на некотором расстоянии друг от друга. Супермагнитострикционный исполнительный механизм имеется на одной из сторон верхней пластины, перпендикулярной стороне, ближней к соединительному элементу. Два супермагнитострикционных исполнительных механизма имеются под стороной верхней пластины, противоположной стороне, ближней к соединительному элементу. Соединительный элемент выполняется из упругодеформируемого материала, имеющего прочность, достаточно высокую для того, чтобы поддерживать массу объекта порядка тонн.
Устройство для управления пространственным положением, описанное в публикации патента Японии JP №2002-127003, способно точно управлять позиционированием объекта, имеющего сравнительно большую массу (например, вращательного устройства для шлифования с помощью шлифовального круга), при этом поддерживая объект. Однако два супермагнитострикционных исполнительных механизма и одна опора (или соединительный элемент) располагаются между двумя пластинами в этих устройствах, и ограничение со стороны опоры (или соединительного элемента) на перемещение одной из пластин по отношению к другой не может быть устранено, поскольку опора (или соединительный элемент) представляет собой упругий элемент высокой прочности. Таким образом, перемещение пластины в направлении, перпендикулярном оси, ограничивается сильнее, если прочность этого элемента выше. Свобода перемещения пластины на перемещающейся стороне ограничивается посредством этого ограничения. Также если пластина перемещается только под действием супермагнитострикционных исполнительных механизмов, имеется проблема, что тепло, получаемое от супермагнитострикционных исполнительных механизмов, воздействует на детали других компонентов позиционирующего устройства (устройство для управления пространственным положением) и в результате может произойти повреждение деталей других компонентов или уменьшение точности управления пространственным положением.
Известно также устройство для управления пространственным положением, применяемое для управления пространственным положением установленного объекта, содержащее
- первый элемент в виде плоской пластины, проходящий в плоскости, образованной осью X и осью Y,
- второй элемент в виде плоской пластины, расположенный параллельно первому элементу в виде плоской пластины и отстоящий от него, причем в поверхностях двух элементов в виде плоских пластин, обращенных друг к другу, выполнены углубления,
- сферический элемент, расположенный между первым элементом в виде плоской пластины и вторым элементом в виде плоской пластины и частично входящей в углубления,
- первый исполнительный механизм, расположенный между первым элементом в виде плоской пластины и вторым элементом в виде плоской пластины и выполненный с возможностью удлинения в направлении оси Z, перпендикулярной плоскости, образованной осью X и осью Y,
- второй исполнительный механизм, соединенный со вторым элементом в виде плоской пластины и выполненный с возможностью удлинения в соответствующем направлении, в плоскости, образованной осью X и осью Y,
- при этом второй элемент в виде плоской пластины выполнен с возможностью перемещения относительно первого элемента в виде плоской пластины и находится в пространственном положении с установленным на нем объектом, а сферический элемент связан с первым элементом в виде плоской пластины и/или вторым элементом в виде плоской пластины посредством упруго деформируемого адгезива (патент RU 2308071 С1, МПК G05D 3/00, опубликовано 10.10.2007 г.).
Основным недостатком прототипа является невысокая точность обработки. При обработке детали на станке погрешности обработки связаны, в первую очередь, со смещением обрабатываемых поверхностей детали вокруг осей координат системы координат станка. Следовательно, для компенсации погрешностей обработки нужно иметь возможность корректирующего перемещения детали вдоль координатных осей станка и поворота детали вокруг этих осей. Для решения задачи корректирующих поворотов вокруг осей системы координат станка предназначено предлагаемое устройство. Прототип не имеет фиксированных осей поворота пластины с деталью, которые можно было бы совместить с системой координат станка. Поскольку прототип имеет только две пары исполнительных механизмов, действующих в двух направлениях (вертикальное и горизонтальное), то поворот возможен только вокруг двух осей (горизонтальной и вертикальной), положение которых будет зависеть от настройки исполнительных механизмов. Этого недостаточно для компенсации отклонений пространственного положения детали при обработке. В прототипе отсутствует возможность осуществлять поворот подвижной пластины с установленной деталью на заданные углы, поскольку нет контроля величины поворотов. В то же время для компенсации погрешностей установки детали и обработки нужно обеспечить ее раздельный поворот вокруг осей, параллельных осям координат станка, на заданные углы.
Техническим результатом изобретения является повышение точности обработки за счет компенсации погрешностей установки детали и путем обеспечения ее раздельного поворота вокруг осей, параллельных осям координат станка, на заданные углы.
Указанный технический результат достигается за счет того, что в устройстве для управления пространственным положением обрабатываемой детали на станке, содержащем
первый элемент в виде плоской пластины, проходящий в плоскости, образованной осью X и осью Y,
второй элемент в виде плоской пластины, расположенный параллельно первому элементу в виде плоской пластины и отстоящий от него,
первый исполнительный механизм, расположенный между первым элементом в виде плоской пластины и вторым элементом в виде плоской пластины,
второй исполнительный механизм, соединенный со вторым элементом в виде плоской пластины,
при этом второй элемент в виде плоской пластины выполнен с возможностью перемещения относительно первого элемента в виде плоской пластины и находится в пространственном положении с установленным на нем объектом согласно заявленному техническому решению,
первый элемент в виде плоской пластины имеет сферическую опору, которой он опирается на второй элемент в виде плоской пластины,
первый исполнительный механизм выполнен с возможностью поворота вокруг оси Z, перпендикулярной плоскости, образованной осью X и Y,
второй исполнительный механизм выполнен с возможностью поворота вокруг оси Y в плоскости, образованной осью X и Y,
кроме того, устройство содержит фиксирующую втулку со сферической выемкой, установленную между первым элементом в виде плоской пластины и вторым элементом в виде плоской пластины, механизм контролируемого усилия прижима фиксирующей втулки, соединенный со вторым элементом в виде плоской пластины, посредством вставки, датчики углов поворота первого элемента в виде плоской пластины и датчики нулевого положения первого элемента в виде плоской пластины в вертикальной и горизонтальной осях.
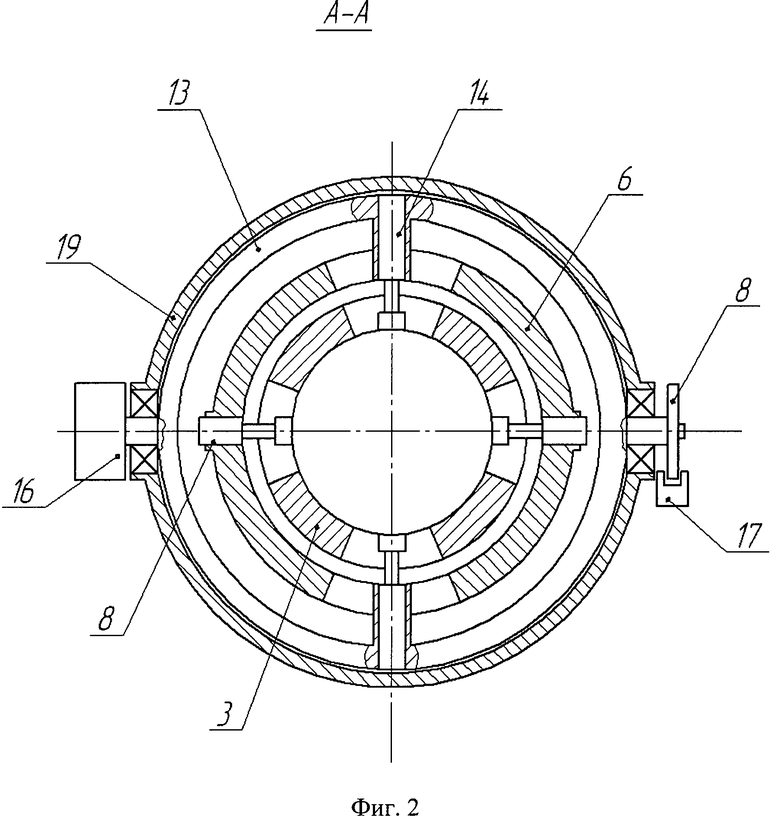
Сущность изобретения поясняется чертежами, где на фиг.1 изображено устройство для управления пространственным положением обрабатываемой детали на станке (фронтальный разрез), на фиг.2 - разрез по А-А на фиг.1.
Первый элемент в виде плоской пластины 1 (фиг.1, 2) имеет сферическую опору, которой он опирается на второй элемент в виде плоской пластины 2. Фиксация плоской пластины 1 относительно плоской пластины 2 в нужном положении осуществляется фиксирующей втулкой 3 со сферической выемкой и механизмом контролируемого усилия прижима фиксирующей втулки 4 (например, гидравлического цилиндра), обеспечивающего контролируемое усилие прижима. Усилие от механизма 4 к фиксирующей втулке 3 передается с помощью вставки 5.
Для поворота плоской пластины 1 вокруг вертикальной оси Z служит первый исполнительный механизм, включающий: корпус 6, два сферических башмака 7 и два привода зажима 8. Корпус 6 первого исполнительного механизма установлен на плоской пластине 2 с помощью подшипника 9, обеспечивающего вращение корпуса вокруг вертикальной оси плоской пластины 2. Поворот осуществляется с помощью привода 10 (например, червячный привод) поворота вокруг вертикальной оси.
Для измерения угла поворота вокруг вертикальной оси используется датчик угла поворота 11.
Поворот плоской пластины 1 вокруг горизонтальной оси Y осуществляется вторым исполнительным механизмом, включающим: корпус 12, коромысло 13, два привода зажима 14 со сферическими башмаками, подшипники 15, привод вращения 16 (например, червячный), датчик угла поворота 17 с диском 18. Поворот осуществляется вокруг оси подшипников 15 относительно корпуса 12.
Исходное (нулевое) положение плоской пластины 1 контролируется датчиками нулевого положения в горизонтальной плоскости 19 и в вертикальной плоскости 20.
Работает устройство следующим образом. Для поворота вокруг вертикальной оси вначале зажимные механизмы 8 зажимают сферическую опору плоской пластины 1. После этого производится расфиксация плоской пластины 1 снятием давления на фиксирующую втулку 3 со стороны механизма контролируемого усилия прижима фиксирующей втулки 4. Затем включается привод вертикального поворота 10 и плоская пластина 1 поворачивается на нужный угол по результатам измерения датчика угла поворота 11. Завершается цикл поворота фиксацией втулки 3 и освобождением зажимных механизмов 8.
Аналогично происходит поворот вокруг горизонтальной оси с использованием зажимных механизмов 14, привода 16 и датчика угла поворота 17, взаимодействующего с диском шкалы 18.
Устройство обеспечивает повышение точности пространственного положения детали за счет раздельного поворота вокруг горизонтальной и вертикальной осей на заданные углы, которые контролируются соответствующими датчиками.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ПРОСТРАНСТВЕННЫМ ПОЛОЖЕНИЕМ И УСТРОЙСТВО ДЛЯ ПРЕЦИЗИОННОЙ МЕХАНИЧЕСКОЙ ОБРАБОТКИ | 2005 |
|
RU2308071C1 |
| УСТРОЙСТВО ДЛЯ ОГРАНИЧЕНИЯ РАЗВОРОТА КОРПУСА ПРЕОБРАЗОВАТЕЛЯ ВРАЩЕНИЯ В КОД | 2014 |
|
RU2560743C1 |
| Поворотный стол с газостатической опорой | 2022 |
|
RU2788876C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ МАТЕРИАЛОВ В БЛОКАХ ИЛИ ПЛИТАХ И СПОСОБ ОБРАБОТКИ НА ЭТОМ СТАНКЕ | 2011 |
|
RU2549799C2 |
| Прецизионный газостатический шпиндельный узел | 2021 |
|
RU2771708C1 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ ПРЕЦИЗИОННОЙ ОБРАБОТКИ | 2005 |
|
RU2315391C2 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ ИЗДЕЛИЯ С ПОВЕРХНОСТЬЮ СЛОЖНОГО ПРОФИЛЯ И ФУНКЦИОНАЛЬНЫМ СЛОЕМ ПОНИЖЕННОЙ ЖЕСТКОСТИ ПОСРЕДСТВОМ МНОГОФУНКЦИОНАЛЬНОГО ПРОГРАММНО-АППАРАТНОГО КОМПЛЕКСА | 2010 |
|
RU2446033C1 |
| УСТРОЙСТВО ДЛЯ ОГРАНИЧЕНИЯ ПОВОРОТА СТАТОРА ЦИФРОВОГО ПРЕОБРАЗОВАТЕЛЯ КРУГОВЫХ ПЕРЕМЕЩЕНИЙ | 2014 |
|
RU2557678C1 |
| СПОСОБ ОБРАБОТКИ ИЗДЕЛИЯ С ПОВЕРХНОСТЬЮ СЛОЖНОГО ПРОФИЛЯ РЕЗАНИЕМ ПОСРЕДСТВОМ МНОГОФУНКЦИОНАЛЬНОГО ПРОГРАММНО-АППАРАТНОГО АГРЕГАТА | 2010 |
|
RU2446034C1 |
| Роботизированный сборочный комлекс | 1988 |
|
SU1662812A1 |
Изобретение относится к управлению пространственным положением обрабатываемой детали. Технический результат заключается в повышении точности обработки за счет компенсации погрешностей установки детали и путем обеспечения ее раздельного поворота вокруг осей, параллельных осям координат станка, на заданные углы. Для этого предложено устройство для управления пространственным положением обрабатываемой детали на станке, содержащее первый элемент в виде плоской пластины, проходящий в плоскости, образованной осью X и осью Y, второй элемент в виде плоской пластины, расположенный параллельно первому элементу в виде плоской пластины и отстоящий от него, первый исполнительный механизм, второй исполнительный механизм, при этом первый элемент в виде плоской пластины имеет сферическую опору, которой он опирается на второй элемент в виде плоской пластины, первый исполнительный механизм выполнен с возможностью поворота вокруг оси Z, перпендикулярной плоскости, образованной осью X и Y, второй исполнительный механизм выполнен с возможностью поворота вокруг оси Y в плоскости, образованной осью X и Y, кроме того, устройство содержит фиксирующую втулку со сферической выемкой, установленную между первым элементом в виде плоской пластины и вторым элементом в виде плоской пластины, механизм контролируемого усилия прижима фиксирующей втулки, соединенный со вторым элементом в виде плоской пластины, посредством вставки, датчики углов поворота первого элемента и датчики нулевого положения первого элемента в вертикальной и горизонтальной осях. 2 з.п. ф-лы, 2 ил.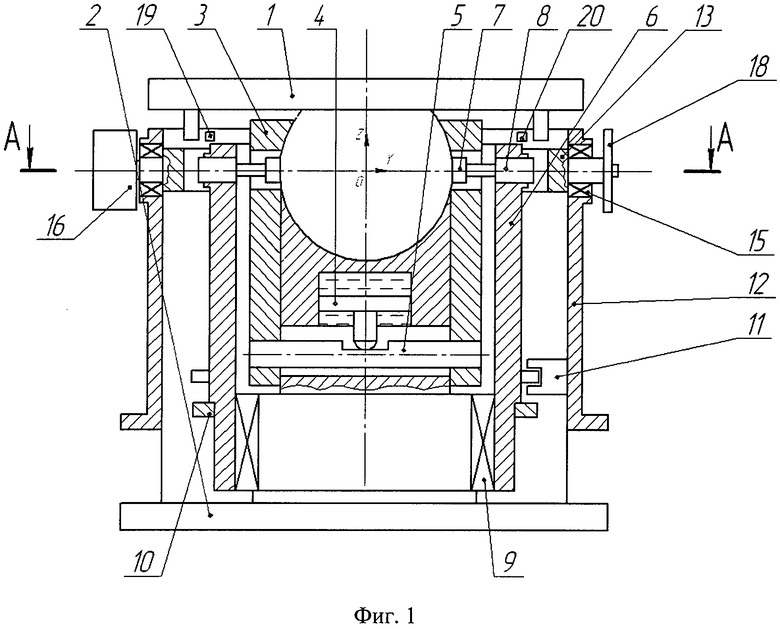
1. Устройство для управления пространственным положением обрабатываемой детали на станке, содержащее
первый элемент в виде плоской пластины, проходящий в плоскости, образованной осью X и осью Y,
второй элемент в виде плоской пластины, расположенный параллельно первому элементу в виде плоской пластины и отстоящий от него,
первый исполнительный механизм, расположенный между первым элементом в виде плоской пластины и вторым элементом в виде плоской пластины,
второй исполнительный механизм, соединенный со вторым элементом в виде плоской пластины,
при этом второй элемент в виде плоской пластины выполнен с возможностью перемещения относительно первого элемента в виде плоской пластины и находится в пространственном положении с установленным на нем объектом,
отличающееся тем, что
первый элемент в виде плоской пластины имеет сферическую опору, которой он опирается на второй элемент в виде плоской пластины,
первый исполнительный механизм выполнен с возможностью поворота вокруг оси Z, перпендикулярной плоскости, образованной осью X и Y,
второй исполнительный механизм выполнен с возможностью поворота вокруг оси Y в плоскости, образованной осью X и Y,
кроме того, устройство содержит фиксирующую втулку со сферической выемкой, установленную между первым элементом в виде плоской пластины и вторым элементом в виде плоской пластины, механизм контролируемого усилия прижима фиксирующей втулки, соединенный со вторым элементом в виде плоской пластины, посредством вставки, датчики углов поворота первого элемента в виде плоской пластины и датчики нулевого положения первого элемента в виде плоской пластины в вертикальной и горизонтальной осях.
2. Устройство по п.1, отличающееся тем, что приводы первого и второго исполнительных механизмов выполнены червячными.
3. Устройство по п.1, отличающееся тем, что механизм контролируемого усилия прижима фиксирующей втулки выполнен в виде гидравлического цилиндра.
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ПРОСТРАНСТВЕННЫМ ПОЛОЖЕНИЕМ И УСТРОЙСТВО ДЛЯ ПРЕЦИЗИОННОЙ МЕХАНИЧЕСКОЙ ОБРАБОТКИ | 2005 |
|
RU2308071C1 |
| Система управления положением объекта | 1987 |
|
SU1409975A1 |
| СИСТЕМА И СПОСОБ УПРАВЛЕНИЯ РОБОТОМ | 1999 |
|
RU2222423C2 |
| US 8219274 B2, 10.07.2012. | |||

