2.Устройство по п,1, о т л и ч ао щ е е с я тем, что устройство снабжено лотком, ограничивающим щель.
3.Устройство по vK 1, отличающееся тем, что, с
целью установки подающих валков на уровне рабочей позиции пресса, устройство выполнено подъемным и снабжено подъемным рычагом;
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи полосового и ленточного материала в зону обработки | 1986 |
|
SU1388160A1 |
| Автоматический комплекс для штамповки деталей из полосового и ленточного материала | 1987 |
|
SU1551451A1 |
| Устройство для подачи полосового и ленточного материала в рабочую зону пресса | 1977 |
|
SU732056A1 |
| Устройство для подачи полосового и ленточного материала в рабочую зону пресса | 1978 |
|
SU778877A1 |
| Устройство для подачи полосового и ленточного материала в рабочую зону пресса | 1986 |
|
SU1349853A1 |
| Штамповочный комплекс | 1988 |
|
SU1609537A1 |
| Устройство кривовязюков для вырубкизАгОТОВОК из пОлОСОВОгО илЕНТОчНОгО МАТЕРиАлА | 1979 |
|
SU804501A1 |
| Устройство для смазки полосового и ленточного материала | 1991 |
|
SU1752178A3 |
| Устройство для подачи полосового и ленточного материала в рабочую зону пресса | 1981 |
|
SU1049147A1 |
| Устройство для подачи полосового и ленточного материала в рабочую зону пресса | 1983 |
|
SU1091967A1 |
1. УСТРОЙСТВО ДЛЯ ПОДАЧИ Полосового И ЛЕНТОЧНОГО МАТЕРИАЛА В РАБОЧУЮ ЗОНУ ПРЕССА, содержащее :прижатые один к другому подающие валки, установленные в корпусе, отличающееся тем,что,с целью повышения точности регулировки зазора между подающими валками, в корпусе устройства выполнена щель для установки материала, толщина которого соответствует толщине подаваемого материала, а линия контакта валков расположен на высоте, соответ ствующей уровню расположения щели. 4 (О 00 ел 4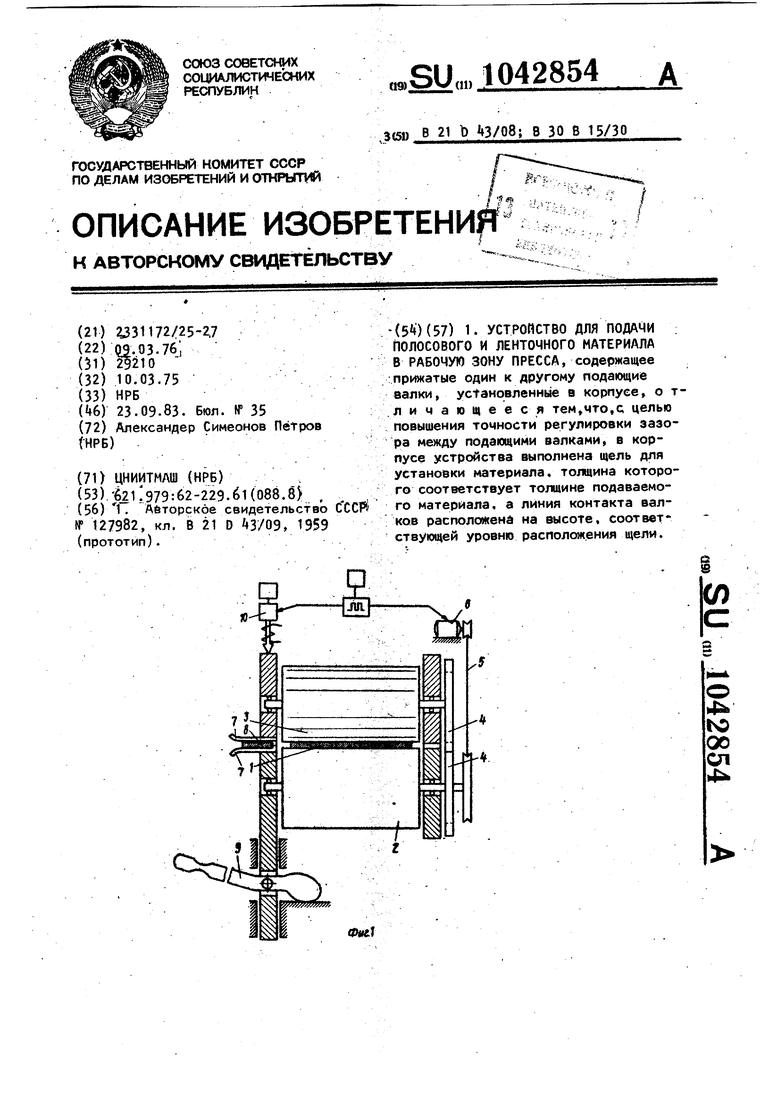
1
Изобретение относится к обрйботкё металлов давлением и может быть использовано для подачи полосового и ленточного материала в рабочую зону пресса.
Известно .устройство для подачи полосового и ленточного материала в рабочую зону пресса, содержащее подающие валки, установленные в корпусе О }
Недостатком известного устройства является невысокая точность регулировки зазора между подающими валками и сложность установки подающих валков на уровень рабочей зоны пресса.
Целью изобретения является повышение точности регулировки зазора между подающими валками и установка 1 подающих валков на уровне рабочей |поЗицми пресса.Поставленная цель достигаетей feM что в корпусе- устройства выполнена щель для установки материала, толщин которого соответствует толщине подаваемого материала, а линия контакта валков расположена на высоте, соответствующей уровню расположения щели.
Устройство снабжено лотком, огра ничивающим щель.
Кроме того, устройство выполнено подъемным и снабжено подъемным рычагом.
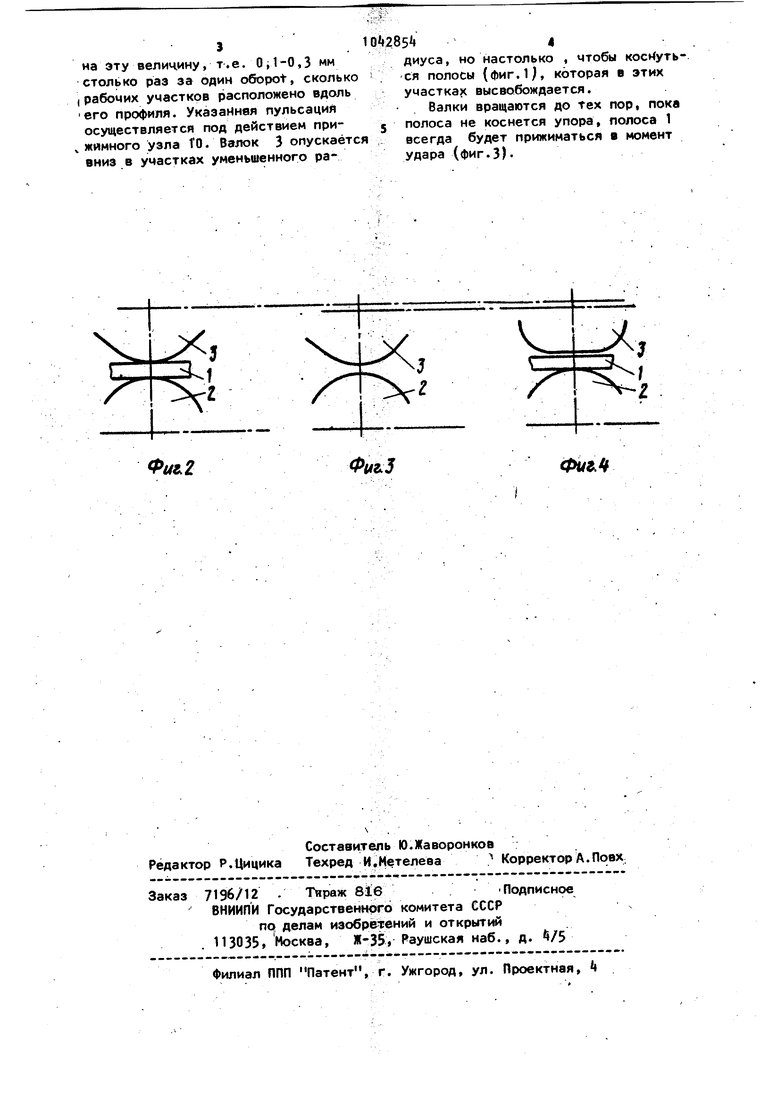
На фиг.1 изображено устройство, общий вид; на фиг.2 - подающие валки на фиг.З - верхний профилированный валок и нижний валок; на фиг. валки, повернутые на угол.
Устройство для подачи полосовог го и ленточного материала 1 в рабочую зону пресса, содержит нижний валок 2 и верхний подающий валок 3 установленный в корпусе на плавающей оси, и имеет профильную рабочую поверхность. Рабочие учасп и равномерно распределены вдоль наружной поверхности валка, а переходы между участками гладкие.
Нижний валок 2 и верхний валок 3 соединены парой зубчатых колес Ц, причем на оси нижнего палка 2 укреплен шкив ременной передачи 5, приводимой двигателем 6 Между опорными подшипниками предусмотрен лоток 7 дл материала 8, причем ниже желобка 7 предусмотрен кулачковый рычаг Э, предназначенный для вертикальной установки устройства на уровне инструмента. Валки 2 и 3 прижимаются ДРУГ к другу прижимным узлом электромагнитного, пневматического или гидравлического типа или пружиной 10
Устройство работает следующим образом.
При подготовке валкового устройства для работы с новым инструментом материал 8 той же толщины, что и толщина штампуемого материала 1, ввoдиtcя в лоток 7. Конструктивно предусмотрено, чтобы зазор между прижатыми валками был меньше толщины подаваемого материала, что делается для возможности зажима материала 1. С помощью рычага 9 для вертикального установочного перемещения зазор между валками выравнивается, с уровнем, на котором полоса 1 движется в инструменте, после чего устройство готово к работе. Благодаря профилированному валку 3, когда вводится новая полоса, необходимо поворачивать этот валок так, чтобы его участок уменьшенного диаметра занимал положение относительно полосы 1, показанное на фиг.1.
В момент, когда валки подают полосу 1 (фиг.З расстояние между их осями составляет на О,.1-0,3 мм больше расстояния, косда полоса отсутствует (фиг. А ), или в случае профилированного валка 3 расстояние между осями пульсирует равномерно
на эту величину, т.е. Оi1-0,3 мм
столько раз за один o6opot, сколько (рабочих участков расположено вдоль его профиля. Указанная пульсация
осуществляется под действием при, жимного узла ТО. Валок 3 опускается
вниз в участках уменьшенного радиуса, но настолько , чтобы косИуться полосы (фиг.1, которая в этих участках высвобождается.
балки вращаются до тех пор, пока полоса не коснется упора, полоса 1 всегда будет прижиматься в момент удара (фиг.З).
V
/,
i
/
ut,2
Фиг.5
Фиг.Ц
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Механизм периодической валковой подачи к прессам с пневматическим подъемом верхнего валка | 1959 |
|
SU127982A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| -() | |||
