Изобретение относится к области черной металлургии и может быть реализовано при производстве железнодорожных рельсов, преимущественно длинномерных железнодорожных рельсов.
Известны способы термоупрочнения рельсов с прокатного нагрева (патенты МПК C21D 9/04: RU-2254382, DE-C-2272080, US-A-4933024, US-PS 468788), в которых прокатанный рельс с температурой конца прокатки (выше температуры аустенизации Ас3) задают в устройство, включающее зоны ввода, вывода и охлаждения, и охлаждают до температуры, обеспечивающей получение требуемой микроструктуры и механических свойств рельса. При этом для понижения температуры раската используют различные охлаждающие среды (вода, сжатый воздух, водовоздушная смесь, полимерные жидкости и т.п. - см. патенты: RU-2081191 C1, RU-2369646 С1, ЕР-0187904 B1, N-2254382 C1, ЕР-1900830 A1, ЕР-006413 B1, RU-2254382 С1) и различные устройства для их подачи на рельс (сопла, форсунки, ванны и др.), расположенные вдоль линии зоны охлаждения.
Наиболее близким аналогом, принятым за прототип, являются способ и устройство термической обработки рельсов согласно патенту RU-2010145748 от 18.05.2012 г. По этому способу рельс сразу после окончания прокатки при температуре 850-870°С механизмом загрузки помещают в зону охлаждения, механизмом позиционирования фиксируют его в положении головкой вниз и охлаждают головку и подошву дифференцированно потоками сжатого воздуха и водовоздушной смеси, после чего механизмом разгрузки закаленный рельс удаляют из устройства термообработки. Известны также способы и устройства (например, US 4913747), когда рельс охлаждают в положении головкой вверх.
Недостатком указанных способов является коробление и искривление по длине (отклонение от прямолинейности) закаленного рельса, причем степень отклонения от прямолинейности увеличивается с увеличением длины рельса. Это осложняет последующую правку и отделку рельсов, особенно длинномерных. Причиной такого отклонения от прямолинейности является неравномерность температуры по элементам профиля в поперечных сечениях и по длине рельсового раската после прокатки.
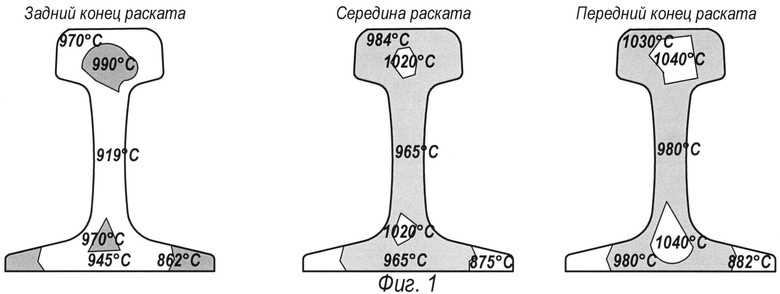
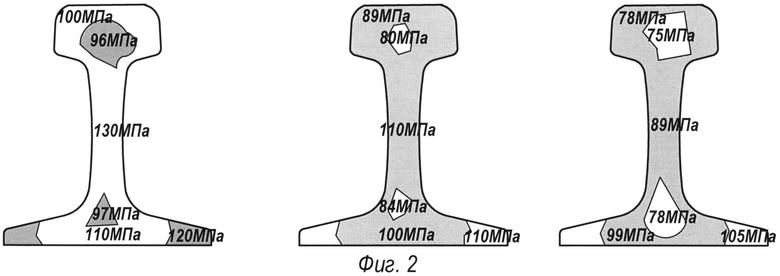
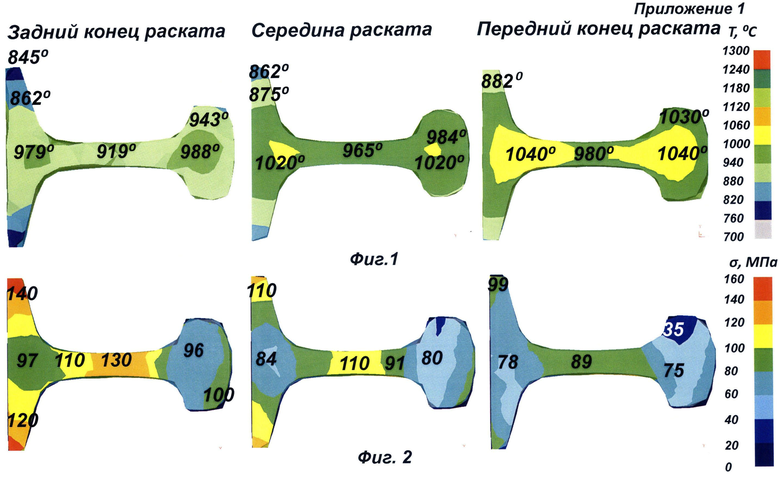
На фиг.1 показаны расчетные эпюры распределения температуры в поперечных сечениях передней, средней и задней частей чистового раската рельса Р65 длиной 102 м (по результатам моделирования процесса прокатки в программном комплексе DEFORM-3D). На фиг.2 показаны соответствующие такому температурному состоянию эпюры интенсивности напряжений в указанных частях раската. Как видно, распределение температуры существенно неравномерно как в каждом поперечном сечении, так и по длине раската: разница температуры между передним и задним концом раската в отдельных элементах достигает 60-64°С, а между элементами профиля в поперечных сечениях составляет 57-158°С. При этом разница напряжений в элементах профиля в поперечных сечениях и по длине раската достигает 40-62 МПа. При охлаждении раската с таким температурным и напряженным состоянием происходит выравнивание температуры, вследствие чего наблюдается искривление (коробление) рельса под действием возникающих при этом остаточных напряжений. Как показывает моделирование в системе DEFORM-3D и практический опыт, наибольшему искривлению подвергаются концы рельсового раската.
Задачей настоящего изобретения является устранение или уменьшение искривления и коробления рельсов при термообработке, особенно по концам раската, т.е. повышение прямолинейности закаленного рельса и, следовательно, улучшение условий и качества последующей холодной отделки рельсов.
Указанная задача решается тем, что в известном способе термической обработки рельсов, включающем загрузку рельса в охлаждающее устройство, фиксацию его в положении головкой вниз или вверх и дифференцированное охлаждение элементов рельсового профиля, перед охлаждением концы рельса закрепляют от поперечного перемещения в клещевых зажимах и растягивают рельс в продольном направлении с напряжениями, составляющими 0,7-0,9 предела текучести рельсовой стали σT при температуре конца прокатки.
Для реализации указанного способа известное устройство термообработки рельсов, включающее механизмы загрузки, позиционирования и фиксации рельса, снабжено клещевыми зажимами, имеющими возможность перемещения вдоль продольной оси рельса.
Сущность изобретения показана на принципиальной схеме фиг.3, где изображены зона охлаждения 1, рельс 2, клещевые зажимы 3, снабженные гидравлическими цилиндрами продольного перемещения 4. Способ осуществляется следующим образом. Рельс прокатывают на прокатном стане из предварительно нагретой заготовки и при температуре конца прокатки 850-870°С загружают в зону охлаждения, где фиксируют его в вертикальном положении головкой вниз или вверх. Концы загруженного в зону охлаждения рельса закрепляются в клещевых зажимах. Затем с помощью гидравлических цилиндров осуществляется растяжение рельса с предварительно рассчитанным усилием Р=(0,7÷0,9)σTF, где σT - предел текучести рельсовой стали при температуре конца прокатки; F - площадь поперечного сечения рельса. Напряжение растяжения σP=(0,7÷0,9)σT не может быть больше предела текучести, так как в этом случае будет происходить пластическая деформация и уменьшение размеров профиля рельса. Поэтому с учетом запаса максимальное значение σР принимают равным 0,9σT. При σP<0,7σT влияние растяжения на прямолинейность рельса малоэффективно. При σP=(0,7÷0,9)σT происходит эффективное упругое растяжение рельса без изменения размеров поперечного сечения.
Благодаря клещевым зажимам, неподвижным в поперечном направлении, исключается перемещение концов рельса в поперечном направлении, и следовательно, не происходит их искривление и коробление.
Благодаря упругому растяжению рельса при закалке происходит выравнивание напряжений в поперечных сечениях по длине рельсового раската, что способствует повышению прямолинейности закаленного рельса.
Техническим результатом изобретения является выравнивание напряжений в поперечных сечениях по длине рельсового раската при его охлаждении и за счет этого уменьшение искривления и коробления закаленных рельсов, т.е. повышение прямолинейности рельсов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА СОРТОВОГО ПРОКАТА ИЗ ДЕМОНТИРОВАННОГО ЖЕЛЕЗНОДОРОЖНОГО РЕЛЬСА | 2015 |
|
RU2574531C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ ПОВЫШЕННОЙ ИЗНОСОСТОЙКОСТИ И КОНТАКТНОЙ ВЫНОСЛИВОСТИ | 2018 |
|
RU2743534C1 |
| СПОСОБ ОХЛАЖДЕНИЯ ФАСОННЫХ ПРОФИЛЕЙ ПРОКАТА | 2001 |
|
RU2207207C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПЕЦИАЛЬНОГО ВЗАИМОЗАМЕНЯЕМОГО ПРОФИЛЯ | 2010 |
|
RU2431688C1 |
| Способ индукционного термического упрочнения остряков стрелочных переводов и установка для его осуществления | 2022 |
|
RU2794329C1 |
| Способ прокатки рельса (варианты) | 2021 |
|
RU2776314C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПРОЧНЫХ СТАЛЬНЫХ КРАНОВЫХ РЕЛЬСОВ | 2013 |
|
RU2683403C2 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ РЕЛЬСОВ | 2005 |
|
RU2294387C1 |
| Способ термической обработки рельсов | 1986 |
|
SU1422674A1 |
| Способ изготовления рельсовых плетей и комплекс для осуществления способа | 2017 |
|
RU2681046C1 |
Изобретение относится к области черной металлургии, в частности к производству железнодорожных рельсов, преимущественно длинномерных рельсов. Перед охлаждением прокатанного рельса при температуре конца прокатки 850-870°С концы рельса зажимают в клещевых зажимах и растягивают в продольном направлении с напряжением, составляющим 0,7-0,9 предела текучести рельсовой стали при температуре конца прокатки. Техническим результатом изобретения является выравнивание напряжений в поперечных сечениях по длине рельсового раската при его охлаждении и за счет этого уменьшение искривления и коробления закаленных рельсов, т.е. повышение прямолинейности рельсов. 3 ил.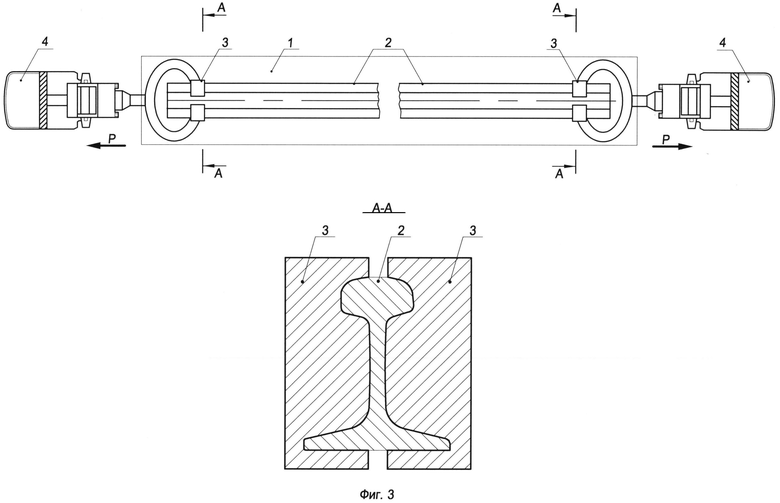
Способ термической обработки рельсов с прокатного нагрева, включающий загрузку рельса в охлаждающее устройство, фиксацию его головкой вниз или вверх и дифференцированное охлаждение элементов рельсового профиля, отличающийся тем, что перед охлаждением концы рельса закрепляют от поперечного перемещения в клещевых зажимах и растягивают рельс в продольном направлении с напряжениями, составляющими 0,7-0,9 предела текучести рельсовой стали при температуре конца прокатки.
| СПОСОБ И УСТРОЙСТВО ТЕРМИЧЕСКОЙ ОБРАБОТКИ РЕЛЬСОВ | 2010 |
|
RU2456352C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ РЕЛЬСОВ | 0 |
|
SU344011A1 |
| УСТРОЙСТВО ДЛЯ ТЕРМОСИЛОВОЙ ОБРАБОТКИ | 2003 |
|
RU2232198C1 |
| СПОСОБ ОБРАБОТКИ РЕЛЬСОВ | 1994 |
|
RU2084545C1 |
| Горизонтально-ковочная машина | 1977 |
|
SU904859A1 |
| СПОСОБ ФИКСАЦИИ КОХЛЕАРНОГО ИМПЛАНТА НА ПОВЕРХНОСТИ ЧЕРЕПА | 2004 |
|
RU2282426C1 |
| DE 3501522 C1, 03.04.1986 | |||

