Изобретение относится к области авиастроения и может быть применено для клепки панелей в сборочных приспособлениях. Известно устройство для клепки пакетов, содержащее ручной гидропресс, стержень-ловитель и расклепывающее устройство с охватывающими стержень-ловитель сухариками [1].
Недостатком известной конструкции является ручное позиционирование устройства для клепки пакетов.
Изобретение направлено на автоматизацию процесса клепки панелей больших размеров. Это достигается тем, что мобильный модуль автоматизированной клепки панелей содержит гидропресс, стержень-ловитель и расклепывающее устройство, при этом он снабжен блоком перемещения гидропресса, соединенным с ним посредством тросовой проводки, блоком привода и параллелограммным механизмом, выполненным в виде поворотных рычагов и шарнирно соединенным с блоком привода и расклепывающим устройством, при этом расклепывающее устройство посредством стержня-ловителя взаимодействует с гидропрессом.
На фиг.1 показан мобильный модуль автоматизированной клепки панелей.
Оно состоит из гидропресса 1, блока перемещения гидропресса 2 и расклепывающего устройства с механизмом его позиционирования 3.
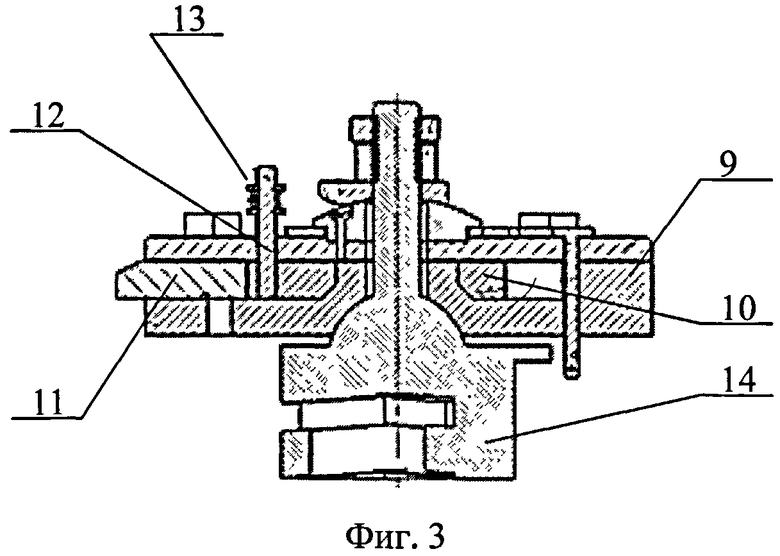
Гидропресс, фиг.2 и фиг.3, состоит из корпуса с внутренним цилиндром 5, внутри которого расположен шток 6. Корпус цилиндр 5 в свою очередь соединен с крышкой цилиндра 7. Шток 6 соединен с крышкой штока 8. Внутри штока 8 расположен корпус кулачкового механизма 9, с которым соединен поворачивающийся кулачок 10 и поступательно перемещающиеся в радиальном направлении клинья 11, с которыми кулачок 10 входит в поверхностный контакт. Стопоры 12 вставлены в корпус кулачкового механизма 9 и подпружинены рессорой 13. Стопоры 12 имеют возможность поступательного движения в корпусе кулачкового механизма и обеспечивают стопорение кулачка 10. Корпус кулачкового механизма 9 жестко соединен с отжимом 14, в пазы которого вставлены сухари 15, имеющие возможность поступательного перемещения в радиальном направлении относительно отжима 14. Сухари 15 своей конической поверхностью вставлены в соответствующее коническое отверстие патрона 16, имея возможность осевого перемещения сухарей 15. Упор патрона 17 жестко соединен с патроном 16. Корпус цилиндра 5 соединен с упором патрона 17 через шпильку 18.
Блок перемещения гидропресса (фиг.4) состоит из колонн 19, жестко прикрепленных к общей раме 20 мобильного модуля автоматизированной клепки панелей. На колоннах 19 жестко закреплена балка 21, на которой установлен электродвигатель 22 и ролики 23. По роликам 23 и шкиву электродвигателя 22 протянута тросовая проводка 24 и далее на шкив электродвигателя 25, расположенного на общей раме 20 мобильного модуля автоматизированной клепки панелей. Тросовая проводка 24 соединяется с гидропрессом и служит для его перемещения.
Расклепывающее устройство с механизмом его позиционирования, фиг.5, состоит из блока привода 26, к которому через ось 27 шарнирно соединен параллелограммный механизм 28 с рычагом 29. К рычагу 29 параллелограммного механизма 28 присоединена шарнирно зубчатая рейка 30, которая взаимодействует с шестерней 31 посредством зубчато-реечной передачи движения, в свою очередь шестерня 31 расположена на блоке привода 26. К правой части параллелограммного механизма шарнирно крепится расклепывающее устройство 32, которое взаимодействует со стержнем-ловителем 33, а блок привода 26 взаимодействует с приводным стержнем 34.
Мобильный модуль автоматизированной клепки работает следующим образом: блок перемещения и позиционирования 2, фиг.1, фиксируется на собираемом узле, для предотвращения случайных смещений. Лазерные измерители снимают координаты двух целевых призм на двух блоках модуля. В качестве таких блоков выбраны гидропресс 1 и сверлильно-зенковальный блок 4, как определяющие точность положения заклепки. После определения этих координат, управляющая программа получает возможность взаимно увязать координатные системы сборочного приспособления и блока перемещения и позиционирования 2. После этого генерируются управляющие сигналы для требуемого перемещения всех блоков по направляющим блока перемещения и позиционирования 2. Сверлильно-зенковальный блок 4 осуществляет образование отверстий для всех заклепок в зоне текущего расположения блока перемещения и позиционирования 2. Перемещающийся независимо сервопривод 35 (фиг.5) устанавливается над третьим отверстием под заклепку, приводной стержень 34 сервопривода 35 вводится в отверстие и оператор крепит на него блок привода 26 расклепывающего устройства. Одновременно гидропресс 1 (фиг.1) устанавливается над вторым отверстием в шве и стержень-ловитель 33 (фиг.5) гидропресса 1 (фиг.1) также вводится в соответствующее отверстие. При сближении гидропресса 1 с собираемой панелью, находящаяся на опоре 17 (фиг.2) гидропресса 1 (фиг.1) заклепка попадает в первое отверстие шва. Сервопривод 35 (фиг.5) передает механическое вращение блоку привода 26, который приводит в движение параллелограммный механизм 28 при постоянной соостности сухариков расклепывающего устройства 32 и стержня ловителя 33 на шаг заклепки. При этом левая часть параллелограммного механизма 28 поворачивается относительно блока привода 26 за счет оси 27, а правая часть поворачивается относительно левой части за счет боковой шестерни 31, зубчатой рейки 30 и связанного с ней рычага 29. Через заранее подготовленное отверстие сухариками расклепывающего устройства 32 автоматически захватывает стержень-ловитель 33.
Затем начинается рабочий цикл гидропресса 1 (фиг.1). Начальным положением гидропресса 1 является фаза, когда крышка цилиндра 7 (фиг.2) максимально приближена к крышке штока 6. При подаче рабочей жидкости через штуцер в рабочую полость 36, в этой полости создается давление. Так как шток 6 неподвижен и связан с панелью, то избыточное давление в полости приводит к движению цилиндра 1. Цилиндр 1, соединенный с упором патрона 17, начинает перемещаться, удаляясь от крышки штока 8, и передает движение через шпильки 18 и упор патрона 17 к патрону 16. Патрон 16 под действием усилия цилиндра 1 перемещает отжим 13 и кулачковый механизм 9. При соприкосновении наклонных поверхностей клиньев 11 и ответных поверхностей пазов штока создается усилие, блокирующее движение кулачкового механизма 9 и связанного с ним отжима 14 относительно штока 6. При этом движение патрона 17 относительно штока 6 продолжается. Происходит сближение патрона 17 и отжима 14, вследствие чего сухари 15 вдавливаются отжимом 14 в патрон 17, обеспечивая заданное усилие зажатия стержня. После того как заданное усилие зажатия стержня достигнуто, стопоры 12 преодолевают упругое сопротивление рессоры 13, выходят из гнезд в кулачке 10 и дают кулачку 10 возможность осуществить поворот. При повороте кулачка 10, клинья 11 сдвигаются внутрь корпуса кулачкового механизма 9 и выходят из зацепления со штоком 6. Корпус кулачкового механизма получает возможность свободного движения внутри штока 6 и далее движется совместно с патроном 17. После расклепывания заклепки, концевой выключатель подает сигнал в систему управления. Система управления, в соответствии с общей программой ведения сборки выдает управляющие воздействия на приводы. Рабочая жидкость подается в полость возвратного хода 37, а из рабочей полости 36 вытесняется в бак. Рабочий ход цилиндра 5 сменяется возвратным ходом. Крышка цилиндра 7 и связанные с ней элементы приближаются к штоку 6, при этом, когда клинья 11 кулачкового механизма 9 совмещаются с пазами в штоке 6, происходит их выдвижение из корпуса кулачкового механизма под действием пружины. Об окончании возвратного хода сигнализирует концевой выключатель и гидропресс возвращается в начальное состояние.
Затем, фиг.5, происходит поступательное движение приводного стержня 34 сервопривода 35, за счет которого расклепывающее устройство 32 отсоединяется от приводного стержня 34 сервопривода 35 и благодаря предварительно накопленной энергии осуществляет перемещение на шаг заклепочного соединения. Одновременно сервопривод 35 перемещается на шаг заклепочного соединения и его стержень автоматически захватывается блоком привода 26 расклепывающего устройства 32.
На возвратном ходе гидропресса 1 (фиг.1) происходит раскрепление стержня-ловителя 33 (фиг.5). Затем управляющие сигналы, подаваемые на электродвигатели 22 и 25 (фиг.4), приводят в движение тросовую проводку 24, которая, двигаясь по роликам 23, перемещает гидропресс 1 (фиг.1) на шаг заклепочного шва. После этого рабочий цикл повторяется.
Источник информации
1. Устройство для клепки пакетов, патент №2387517 от 10.06.2008
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ КЛЕПКИ ПАКЕТОВ | 2008 |
|
RU2387517C2 |
| СПОСОБ КЛЕПКИ СМЕШАННЫХ ПАКЕТОВ И УСТРОЙСТВО ДЛЯ ГРУППОВОЙ КЛЕПКИ | 1991 |
|
RU2007251C1 |
| Сверлильно-клепальный полуавтомат | 1988 |
|
SU1532179A1 |
| Ручное клепальное устройство | 1986 |
|
SU1324740A1 |
| Клепальное устройство | 1990 |
|
SU1754313A1 |
| Клепельный станок | 1979 |
|
SU793690A1 |
| Устройство для постановки односторонних заклепок | 1979 |
|
SU984620A2 |
| Заклепочное соединение | 1985 |
|
SU1320545A1 |
| Устройство для клепки | 1982 |
|
SU1140881A1 |
| Полуавтоматический клепальный станок | 1977 |
|
SU685406A1 |



Изобретение относится к области авиастроения и может быть применено для клепки панелей в сборочных приспособлениях. Мобильный модуль содержит гидропресс, стержень-ловитель и расклепывающее устройство. Также он снабжен блоком перемещения гидропресса, соединенным с ним посредством тросовой проводки, блоком привода и параллелограммным механизмом, выполненным в виде поворотных рычагов и шарнирно соединенным с блоком привода и расклепывающим устройством. Расклепывающее устройство посредством стержня-ловителя взаимодействует с гидропрессом. В результате обеспечивается автоматизация процесса клепки панелей больших размеров. 5 ил.
Мобильный модуль автоматизированной клепки панелей, содержащий гидропресс, стержень-ловитель и расклепывающее устройство, отличающийся тем, что он снабжен блоком перемещения гидропресса, соединенным с ним посредством тросовой проводки, блоком привода и параллелограммным механизмом, выполненным в виде поворотных рычагов и шарнирно соединенным с блоком привода и расклепывающим устройством, при этом расклепывающее устройство посредством стержня-ловителя взаимодействует с гидропрессом.
| УСТРОЙСТВО ДЛЯ КЛЕПКИ ПАКЕТОВ | 2008 |
|
RU2387517C2 |
| Автомат для сборки | 1978 |
|
SU763032A1 |
| Переносной гидравлический пресс для клепки | 1952 |
|
SU98026A1 |
| ГИДРАВЛИЧЕСКИЙ КЛЕПАЛЬНЫЙ ПРЕСС | 0 |
|
SU184114A1 |
| US 20050132563 A1, 23.06.2005 | |||

