Изобретение относится к области металлургии конструкционных сталей и сплавов, а именно к термомеханической обработке (ТМО) аустенитных коррозионно-стойких сталей и может быть применено для использования в строительной индустрии, химической промышленности и судостроении для производства элементов конструкций и крепежа, включая элементы энергетических установок, рассчитанные на длительную эксплуатацию при повышенных температурах.
В настоящее время известно несколько подходов к повышению прочностных свойств аустенитных коррозионно-стойких сталей. Традиционный подход к повышению механических свойств конструкционных сплавов основан на увеличении доли и разнообразия легирующих элементов с целью твердорастворного и дисперсионного упрочнения. Повышение прочности достигается за счет дисперсионного упрочнения. С этой целью стали легируют азотом, ванадием, ниобием и другими элементами в количестве от сотых долей до нескольких процентов. Содержание этих легирующих элементов определяет структурный и фазовый состав сталей и обеспечивает необходимый уровень механических свойств (Y. Sawaragi, S. Hirano, «The Development of a New 18-8 Austenitic Steel (0.1C-18Cr-9Ni-3Cu-Nb, N) with High Elevated Temperature Strength for Fossil Fired Boilers», Mechanical Behaviour of Materials - VI. Vol.4, Kyoto, Japan (July 29 to Aug. 2, 1991), 1992, 589-594).
В то же время существует альтернативный подход к повышению прочностных свойств конструкционных материалов, основанный на использовании деформационной обработки. Одним из свойств аустенитных коррозионно-стойких сталей является их высокая способность к деформационному упрочнению. Такая особенность аустенитных сталей открывает принципиальную возможность улучшения их механических свойств с помощью оптимальной термомеханической обработки. В основе повышения прочностных характеристик сталей, подвергнутых термомеханической обработке, лежат механизмы структурного и субструктурного упрочнения. В первом случае упрочнение связано с уменьшением среднего размера зерен, во втором - с формированием развитой дислокационной субструктуры. Структурные параметры и определяют механические свойства сталей. Наиболее эффективным механизмом с точки зрения структурного упрочнения является непрерывная динамическая рекристаллизация, которая развивается в процессе теплой пластической обработки. Такой механизм формирования структуры может быть реализован в процессе многократной прокатки при температурах порядка 0,5 температуры плавления стали (Dehghan-Manshadi A, Barnett MR, Hodgson PD, Recrystallization in AISI 304 austenitic stainless steel during and after hot deformation, Mater Sci Eng, A 2008; 485:664-72).
Известен способ получения заготовок сталей аустенитного класса. Сущность метода заключается в том, что предварительно закаленную заготовку подвергают многократной изотермической ковке с последовательным изменением оси приложения нагрузки на 90° и понижением температуры на 80 - 150 К. При этом первую осадку проводят при температуре, лежащей в интервале от 1224 до 1323 К. Истинная степень деформации за одну осадку должна быть не менее 0,4 при скорости деформации от 10 -2 до 10 -1 с-1. Две последние осадки проводят при температуре, лежащей в интервале 873 - 923 К. Затем проводят отжиг заготовки при температуре, которая выше температуры двух последних осадок на ≥50 К (RU 2468093; опубл. 27.11.2012). Данный способ обработки рекомендован для изготовления сосудов высокого давления, используемых в теплоэнергетике и химической промышленности.
Основным недостатком данного способа является высокая температура осадки, что создает напряженный режим работы пресс-инструмента, что в свою очередь отрицательно сказывается на качестве поверхности металла, вызывает структурную неоднородность материала.
Наиболее близким к предлагаемому изобретению является способ криогенно-деформационной обработки сталей, включающий закалку, пластическую деформацию при криогенных температурах в несколько стадий с суммарной степенью деформации 50-90%, низкотемпературный отпуск после каждой стадии при температуре 220-270°C и высокотемпературный отпуск на заключительной стадии обработки заготовок (RU 2394922; опубл. 20.07.2010).
Недостатком данного способа обработки является то, что структура полученной стали не является аустенитной. Удельная доля мартенсита деформации составляет более 30%. Обратное фазовое превращение при последующей термообработке способно восстановить аустенитную микроструктуру стали, но это неизбежно ведет к падению предела текучести. Также пластическая деформация проводится при криогенной температуре, требуется дополнительное специальное охлаждающее оборудование для заготовки и инструмента.
Задачей предлагаемого изобретения является разработка способа термомеханической обработки аустенитных коррозионно-стойких сталей, позволяющего повысить их прочностные свойства при относительно невысоких температурах деформации с сохранением однородной аустенитной структуры.
Технический результат изобретения заключается в том, что:
- предлагаемый режим термомеханической обработки позволяет получить однородную мелкозернистую структуру и развитую дислокационную субструктуру в аустенитной коррозионно-стойкой стали;
- получают высокие прочностные свойства за счет реализации в стальных полуфабрикатах механизмов структурного и субструктурного упрочнения;
- проведение деформации при относительно невысоких температурах обеспечивает получение однородной структуры в материале, что повышает экономическую эффективность данного способа;
- не требуется применения специального охлаждающего оборудования для заготовки и инструмента.
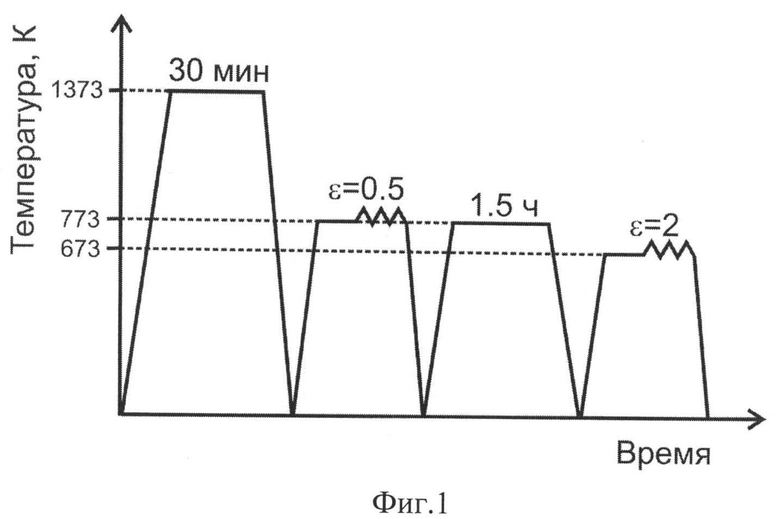
Для решения поставленной задачи предложен способ термомеханической обработки коррозионно-стойких сталей аустенитного класса, включающий пластическую деформацию методом прокатки, причем предварительно заготовку стали подвергают гомогенизационному отжигу в интервале температур 1273-1373 К в течение 30 минут с последующим охлаждением в воде. Прокатку проводят в два этапа: первый этап - в интервале температур 673-973 К до истинной степени деформации от 0,5 до 1 с последующим отжигом в интервале температур 673-873 К и временем выдержки от 1 до 2 часов с последующим охлаждением на воздухе, второй этап - в интервале температур от 673-773 К до истинной степени деформации более 2 с последующим охлаждением на воздухе.
Достигаемый технический результат подтверждается данными, приведенными в таблице 1.
Механические испытания на растяжения проводились по ГОСТ 1497-84 при комнатной температуре.
Предлагаемое изобретение поясняют следующие графические материалы:
Фиг.1 - схема термомеханической обработки аустенитной коррозионно-стойкой стали, где 8 - истинная степень деформации.
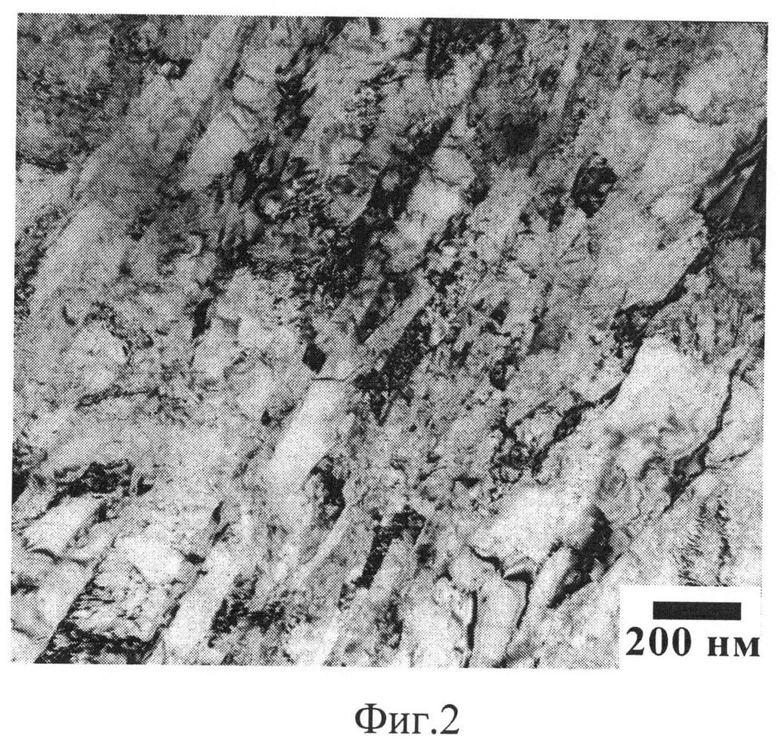
Фиг.2 - фотография структуры аустенитной коррозионно-стойкой стали после ТМО, полученная на просвечивающем электронном микроскопе.
Пример осуществления. В примере осуществления использовали прутки аустенитной стали 10Х18Н8ДЗБР, имеющие размер сечения 20×20 мм2. Данные прутки предварительно подвергали гомогенизационному отжигу при температуре 1373 К с выдержкой в течение 30 мин и с последующим охлаждением в воде. Затем проводили термомеханическую обработке путем многократной прокатки. Первая прокатка состояла из одного прохода, предварительно заготовка была нагрета до 773 К, после чего истинная степень деформации составила 0,5. После прокатки провели отжиг при температуре 773 К в течение 1,5 часа с последующим охлаждением на воздухе. Вторую прокатку заготовок стали проводили при температуре 673 К до истинной степени деформации 2 с последующим охлаждением на воздухе, сечение при этом составило 8 мм. После термомеханической обработки средний размер зерна составил 420 нм.
Таким образом, достигнута задача по разработке нового способа термомеханической обработки аустенитных коррозионно-стойких сталей с повышенными прочностными свойствами в результате действия механизмов структурного и субструктурного упрочнения с сохранением однородной аустенитной структуры
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ деформационно-термической обработки аустенитных коррозионностойких сталей | 2016 |
|
RU2640702C1 |
| СПОСОБ ПОВЫШЕНИЯ ПРОЧНОСТИ СТАБИЛЬНОЙ АУСТЕНИТНОЙ СТАЛИ | 2016 |
|
RU2641429C1 |
| Способ получения упрочненных заготовок крепежных изделий из нержавеющей аустенитной стали | 2020 |
|
RU2749815C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПРОЧНОГО ПРОКАТА АУСТЕНИТНОЙ НЕРЖАВЕЮЩЕЙ СТАЛИ С НАНОСТРУКТУРОЙ | 2015 |
|
RU2611252C1 |
| Способ получения катаных полуфабрикатов из аустенитной коррозионностойкой стали | 2020 |
|
RU2735777C1 |
| СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАСТАБИЛЬНОЙ АУСТЕНИТНОЙ СТАЛИ | 2015 |
|
RU2598744C1 |
| СПОСОБ ДЕФОРМАЦИОННО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ АУСТЕНИТНОЙ ВЫСОКОМАРГАНЦЕВОЙ СТАЛИ | 2015 |
|
RU2618678C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК СТАЛЕЙ АУСТЕНИТНОГО КЛАССА С НАНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ | 2011 |
|
RU2488637C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИСТОВ ВЫСОКОПРОЧНЫХ АУСТЕНИТНЫХ МАРГАНЦОВИСТЫХ СТАЛЕЙ | 2017 |
|
RU2692151C1 |
| СПОСОБ ДЕФОРМАЦИОННО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ АУСТЕНИТНЫХ НЕРЖАВЕЮЩИХ СТАЛЕЙ | 2012 |
|
RU2482197C1 |
Изобретение относится к области металлургии конструкционных сталей и сплавов, а именно к термомеханической обработке аустенитных коррозионно-стойких хромоникелевых сталей. Техническим результатом изобретения является повышение прочностных свойств стали при относительно невысоких температурах деформации с сохранением однородной аустенитной структуры. Для достижения технического результата способ включает пластическую деформацию методом прокатки, причем предварительно заготовку стали подвергают гомогенизационному отжигу в интервале температур 1273-1373 К в течение 30 минут, с последующим охлаждением в воде. Прокатку проводят в два этапа: первый этап - в интервале температур 673-973 К до истинной степени деформации от 0,5 до 1 с последующим отжигом в интервале температур 673-873К и временем выдержки от 1 до 2 часов с последующим охлаждением на воздухе, второй этап - в интервале температур от 673-773 К до истинной степени деформации более 2 с последующим охлаждением на воздухе. 1 табл., 2 ил.,1 пр.
Способ термомеханической обработки коррозионно-стойких сталей аустенитного класса, включающий пластическую деформацию заготовки стали путем прокатки, отличающийся тем, что предварительно осуществляют гомогенизационный отжиг заготовки стали в интервале температур 1273-1373 К в течение 30 минут и охлаждение в воде, а прокатку проводят в два этапа, при этом на первом этапе прокатку проводят в интервале температур 673-973 К до истинной степени деформации от 0,5 до 1, затем осуществляют отжиг в интервале температур 673-873 К с выдержкой от 1 до 2 часов и последующим охлаждением на воздухе, а на втором этапе прокатку проводят в интервале температур 673-773 К до истинной степени деформации более 2 с последующим охлаждением на воздухе.
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК СТАЛЕЙ АУСТЕНИТНОГО КЛАССА | 2011 |
|
RU2468093C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТОЛСТОЛИСТОВОГО ПРОКАТА ИЗ АУСТЕНИТНОЙ НЕМАГНИТНОЙ СТАЛИ | 2008 |
|
RU2366728C1 |
| Способ обработки сталей аустенитно-мартенситного класса | 1990 |
|
SU1735390A1 |
| Способ упрочнения аустенитныхдиСпЕРСиОННОТВЕРдЕющиХ СТАлЕй | 1979 |
|
SU819192A1 |
| JP 57067115 A, 23.04.1982 | |||
| US 5660648 A, 26.08.1997 | |||

