Изобретение относится к цветной металлургии, а именно к плавильным агрегатам для переплава вторичных алюминиевых ломов и отходов алюминиевых сплавов в слитки и чушки. Печь может применяться для рафинирования, получения сплавов, усреднения химического состава лома.
Известен аналог - отражательная печь для переплавки металла (Источник информации патент РФ №2155304), содержащая корпус, образованный кирпичной кладкой наружных стен как в заявленной печи, накопительную ванну и наклонную площадку, ограниченную подом и стенками, свод, сливную летку и газоход.
Недостатками этой печи являются:
1. Сложность конструкции из-за наличия двух сводов (малый над загрузочным столом и большой над ванной);
2. Отсутствие внешней теплоизоляции печи, уменьшающей потери тепла во внешнюю среду;
3. Печь не имеет систему пылегазоочистки и при работе будет загрязнять окружающую среду вредными выбросами;
4. Из описания печи следует, что она оснащена только одной форсункой. Этого явно недостаточно для обеспечения высокой скорости проплавления шихты и ведения форсированного режима плавки. Ввиду указанных выше недостатков печь не может обеспечить решение технической задачи.
Известен аналог - отражательная печь для переплава металла (Источник информации патент РФ №2047663), содержащая корпус, образованный кирпичной кладкой наружных стен как в заявленной печи, накопительную ванну и наклонную площадку, ограниченную подом и стенками, свод, сливную летку и газоход.
Печь предназначена для переплавки вторичного алюминия и имеет следующие недостатки:
1. Дороговизна и сложность аккумулирующей теплоподушки (легковесный огнеупорный кирпич, блюмсы). Большая глубина жидкого металла в ванне затрудняет процесс перемешивания, вследствие чего жидкий металл не будет гомогенным;
2. Отсутствие внешней теплоизоляции печи, уменьшающей потери тепла во внешнюю среду;
3. Печь не имеет систему пылегазоочистки и при работе будет загрязнять окружающую среду вредными выбросами.
Из-за перечисленных выше недостатков невозможно получить технический результат.
Известен аналог - отражательная печь для переплавки металла (Источник информации патент РФ №2361162), являющаяся наиболее близкой (прототипом), содержащая корпус, образованный огнеупорными наружными боковыми, передней и задней торцевыми стенками, как в заявленной печи, накопительную ванну и наклонную площадку, ограниченную подом и стенками, свод, сливную летку и газоход, причем корпус размещен на сварном каркасе. Считаю, что печь, взятая за прототип, имеет следующие недостатки:
1. Печь имеет высокую производительность, но производительность ее еще можно увеличить;
2. Печь стационарная и не может подвергаться транспортированию;
3. Печь не имеет систему пылегазоочистки и при работе будет загрязнять окружающую среду вредными выбросами;
4. Печь имеет ступеньку с наклонной площадки к подине, которая не позволяет с помощью погрузчика со скребком производить чистку подины и наклонной площадки (т.е. механизировать процесс чистки подины и наклонной площадки);
5. В печи использованы подовые блоки МКРС-50, имеющие достаточно большой срок эксплуатации, однако, применив другие подовые блоки для подины и наклонной площадки, можно увеличить срок эксплуатации печи.
Задачей изобретения является создание нестационарной высокопроизводительной газовой ванной отражательного типа печи для переплава алюминиевых ломов, имеющей механизм наклона печи, 3-ступенчатую установку пылегазоочистки, позволяющую снизить выбросы вредных газов в атмосферу, уменьшить угар и потери тепла в окружающую среду, а также увеличить срок ее эксплуатации.
Технический результат - разработанная печь является нестационарной высокопроизводительной, имеющей большой срок эксплуатации, имеющей механизм наклона, позволяющей: использовать не сортированный от инородных включений лом, снизить угар и потери тепла в окружающею среду за счет специальной теплоизоляции, вести процесс переплава на искусственной тяге и с 3-ступенчатой установкой пылегазоочистки, что делает его экологически чистым.
Указанный технический результат достигается за счет того, что в отражательную печь для переплава алюминиевого лома, содержащую корпус, образованный огнеупорными наружными боковыми, передней и задней торцевыми стенками, накопительную ванну и наклонную площадку, ограниченные подом и стенками, свод, сливную летку и газоход, согласно предлагаемому изобретению введен сварной стальной кожух, состоящий из нижней части и закрепленных на нижней части двух верхних частей, расположенных над подиной и наклонной площадкой, внутри стального кожуха размещен корпус печи, причем печь имеет механизм наклона кожуха и опирается на стальное основание, накопительная ванна и наклонная площадка выполнены из муллитокорундовых блоков МКС-72, уложенных на теплоизоляционный стекловолокнистый муллитокремнеземистый картон и легковесный шамотный кирпич ШЛ-0,4. Легковесный шамотный кирпич, теплоизоляционный стекловолокнистый муллитокремнеземистый картон под подиной и под наклонной площадкой позволяют снизить потери тепла, сохранять температуру металла в ванне и наклонной площадке. Срок службы печи увеличивается из-за использования муллитокорундовых блоков МКС-72, которые имеют высокую огнеупорность и стойкость (срок службы по практическим данным 7-7,5 лет).
Кроме того, отражательная печь для переплава алюминиевого лома имеет в одной боковой стене две инжекционные 15-смесительные горелки среднего давления, направленные под углом на наклонную площадку, в другой боковой стене одну инжекционную 15-смесительную горелку, направленную под углом на наклонную площадку, причем каждая горелка имеет в центре пять смесителей с насадками, которые позволяют получить факел длиной 2,7 метра, остальные смесители используются без насадок и имеют факел длиной 1,5 метра, в своде размещены две 17-смесительные горелки, направленные под углом к подине и имеющие девять смесителей с насадками, дающих при горении газовоздушной смеси длинный факел 2,6 метра, остальные смесители без насадок и позволяют получить факел длиной 1,4 метра. Смесители всех горелок имеют: внутренний диаметр 44 мм, внешний 68 мм, четыре сопла диаметром 1,6 мм. Такое расположение горелок позволяет добиться высокой скорости плавки, снижения угара (по практическим данным), а также загружать незагрязненную шихту через шлаковое окно и быстро ее переплавлять за счет тепла, выделяющегося при горении факелов двух 17-смесительных горелок. Тепловая мощность горелок составляет 8740 кВт, что делает печь высокопроизводительной, позволяющей вести форсированный режим плавки.
При этом отражательная печь для переплава алюминиевого лома имеет летку в боковой стене для выпуска расплавленного металла, выполненную в быстросменном леточном кирпиче, изготовленном из муллитокорундового блока МКС-72, причем леточный кирпич размещается в сварном коробе леточного кирпича, который имеет отбортовку с четырьмя отверстиями для крепления к коробу печи, кроме того, печь имеет приваренный к стальному кожуху футерованный желоб, который вместе со стальным кожухом может совершать наклон в процессе разливки жидкого металла и обеспечивать разливку наплавленного в печи металла в разливочное оборудование.
Более того, стальной кожух имеет теплоизоляцию между ним и каждой стеной, состоящую из тройного теплоизоляционного стекловолокнистого муллитокремнеземистого картона, такой же тройной теплоизоляционный стекловолокнистый муллитокремнеземистый картон и теплоизоляционные маты находятся сверху свода. Это дополнительно уменьшает теплопотери из печи.
Далее, печь имеет гидравлический привод подъема и опускания рабочей заслонки печи, состоящий из двух силовых цилиндров, масляного насоса, двух тяг, поперечины, двух подвесок и литой чугунной заслонки с двойным теплоизоляционным стекловолокнистым муллитокремнеземистым картоном, футерованной легковесным полуторным огнеупорным кирпичом марки ШЛ 0,4. Гидравлический привод подъема и опускания шлаковой заслонки печи имеет аналогичное устройство. Рабочая и шлаковая заслонки печи отлиты из жаростойкого чугуна марки ЧХ16 и отличаются большим сроком службы.
Существенно отметить, что печь снабжена механизмом поворота кожуха, смонтированным на стальном основании и состоящим из двух силовых цилиндров, масляного насоса, двух опор, которые в верхней части шарнирно соединены с кронштейнами, приваренными к кожуху.
Наконец, отражательная печь снабжена 3-ступенчатой установкой пылегазоочистки для достижения экологически чистого процесса, которая состоит из камеры смешения, дымососа, газоочистного блока, циклона грубой очистки от пыли, картриджного фильтра для тонкой очистки от пыли. Газоочистной блок установки пылегазоочистки имеет следующую характеристику: производительность по очищаемому газу 18 800 м3/ч; толщина слоя адсорбента 0,3-0,35 м; степень очистки по фтористому водороду 73%; степень очистки по окиси меди 87%; степень очистки по окиси углерода 94%; степень очистки по окиси азота 86%; степень очистки по окиси алюминия 81%; степень очистки по пыли 94%; температура очищаемого газа от 20 до 120°C.
Введение в конструкцию печи перечисленных выше устройств, материалов и т.п. обеспечивает решение поставленной задачи.
Предложенная конструкция позволяет вести в печи переплавку несортированного от инородных включений лома, так как переделки (чугунные и стальные кольца, вкладыши, втулки, шпильки, толкатели, клапаны и т.д.) не попадают в расплавленный металл, причем чистить подину и наклонную площадку можно с помощью погрузчика, оснащенного скребком.
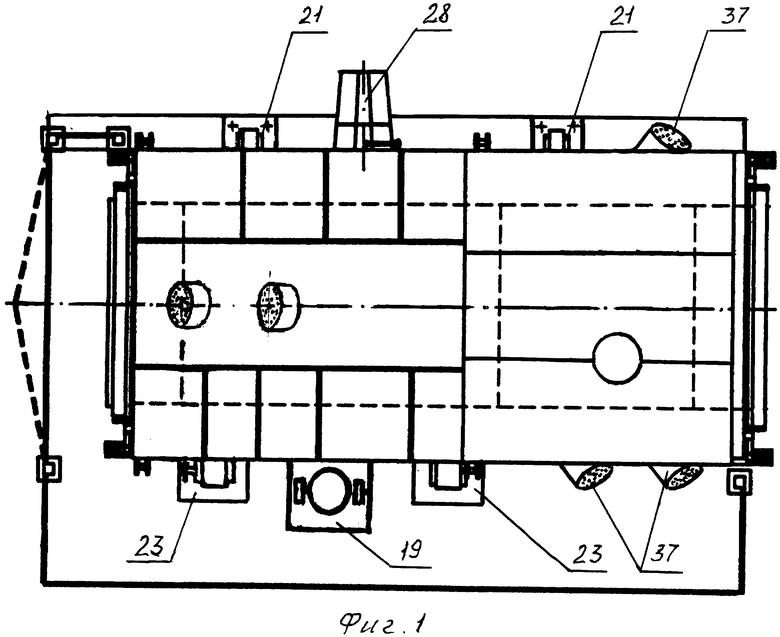
На фиг.1. Вид печи в плане.
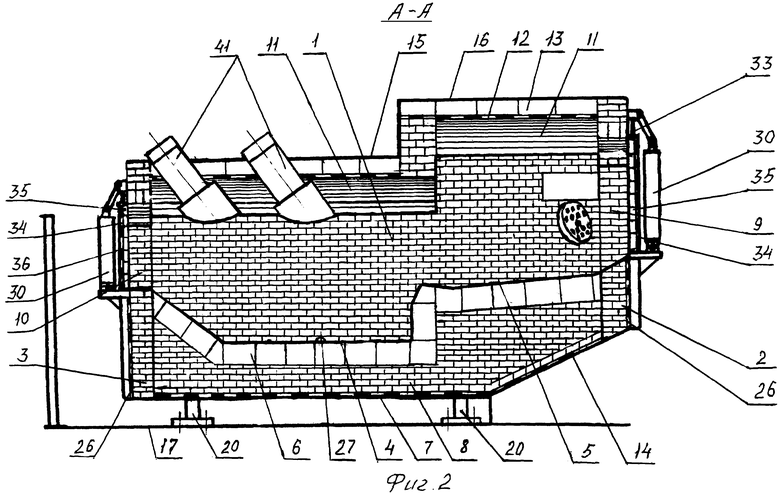
На фиг.2. Продольный разрез А-А печи.
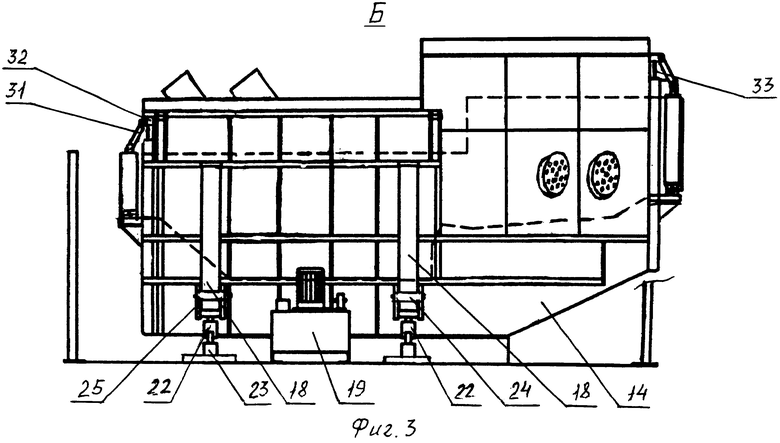
На фиг.3. Вид Б печи.
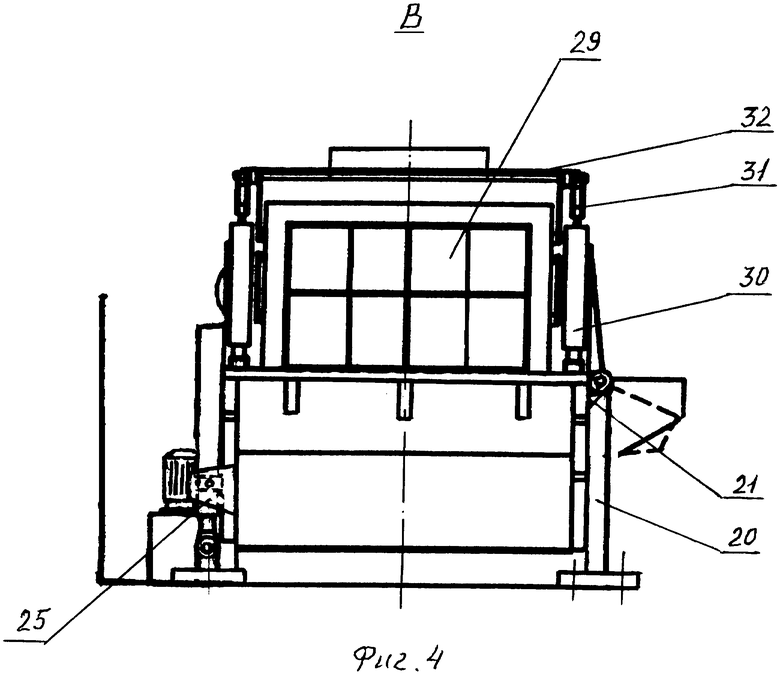
На фиг.4. Вид В печи.
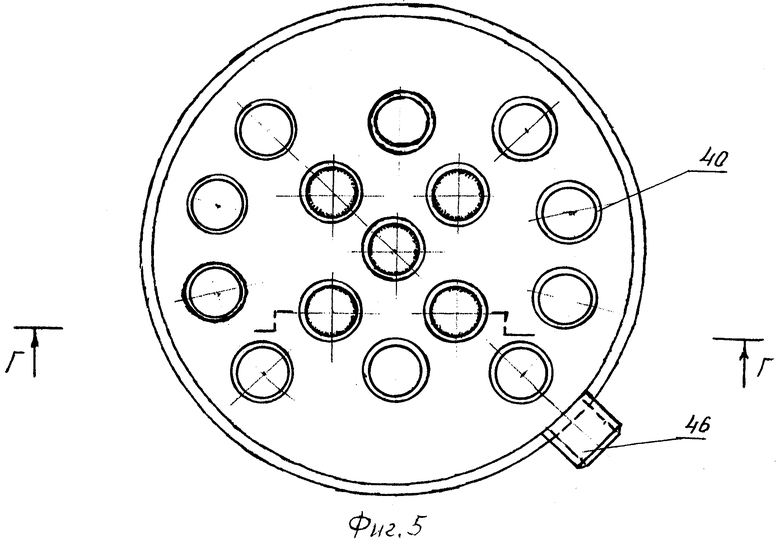
На фиг.5. 15-ти смесительная горелка.
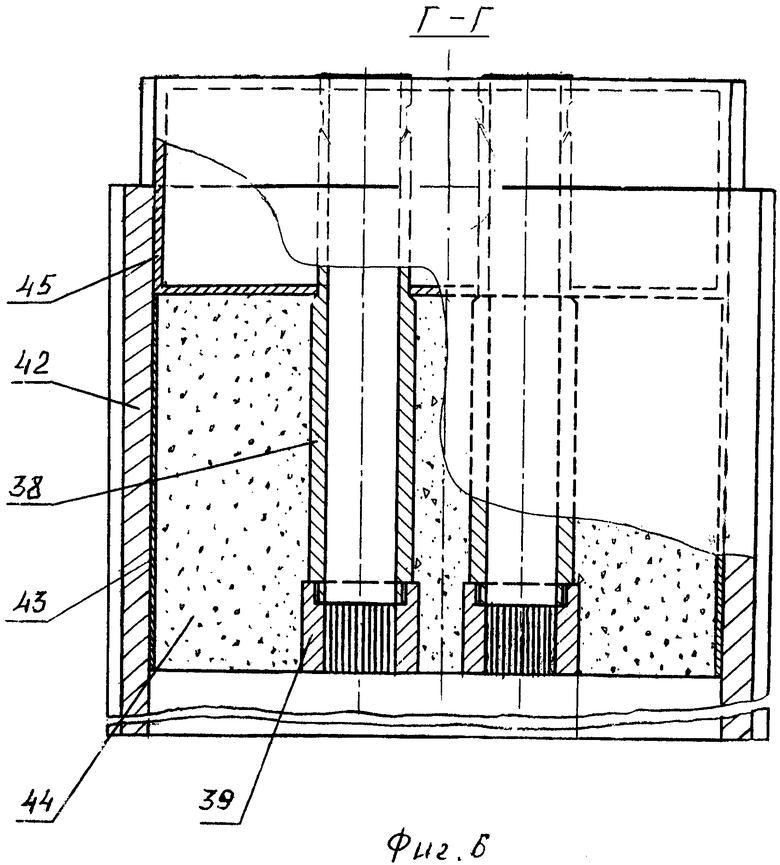
На фиг.6. Разрез Г-Г 15-смесительной горелки.
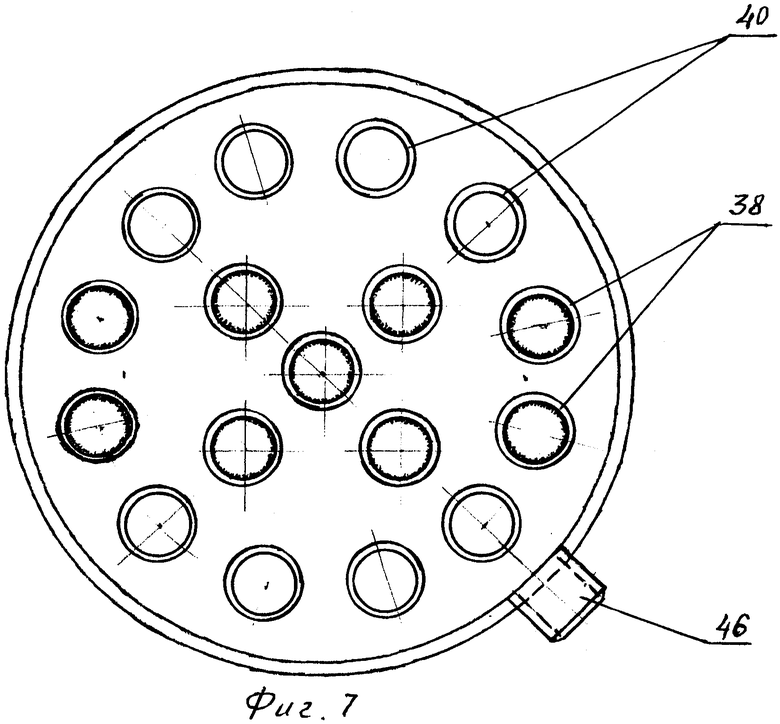
На фиг.7. Цилиндрическая 17-смесительная горелка с насадками.
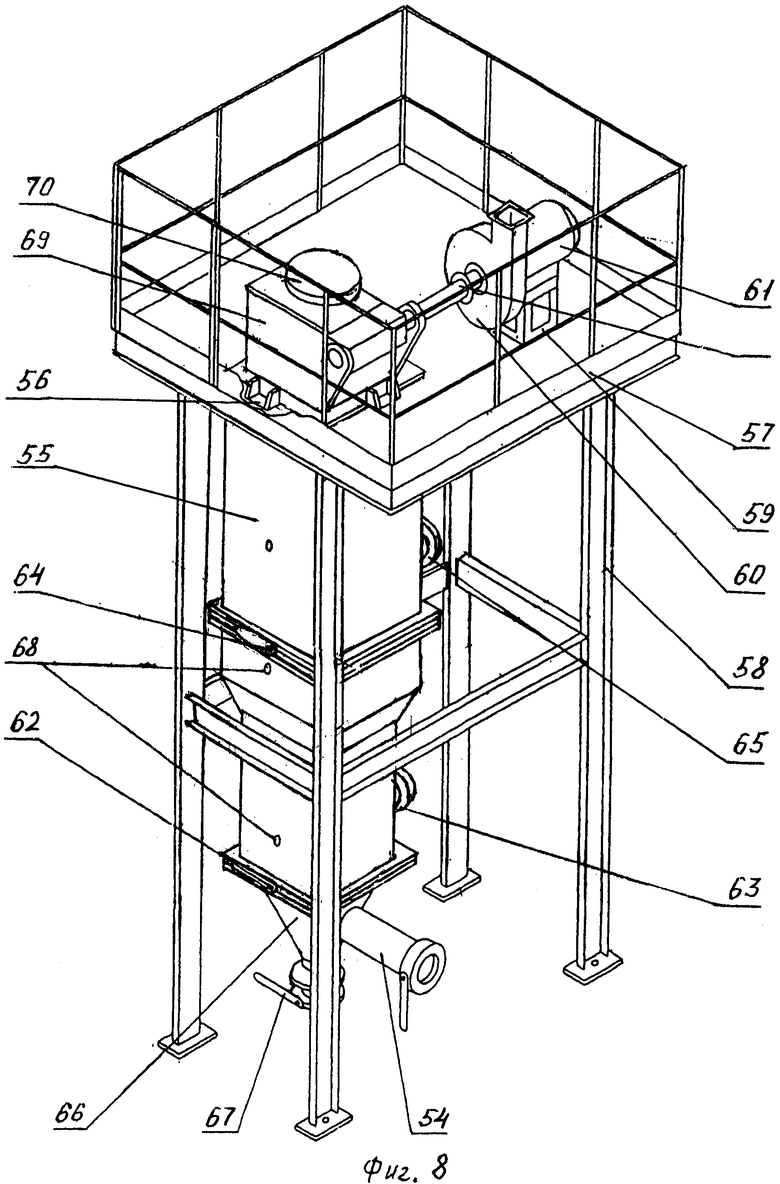
На фиг.8. Общий вид газоочистного блока.
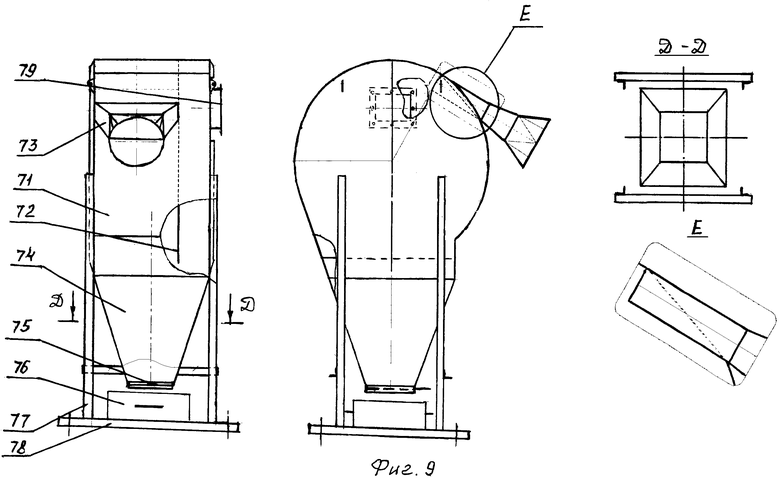
На фиг.9. Циклон грубой очистки дымовых газов от пыли.
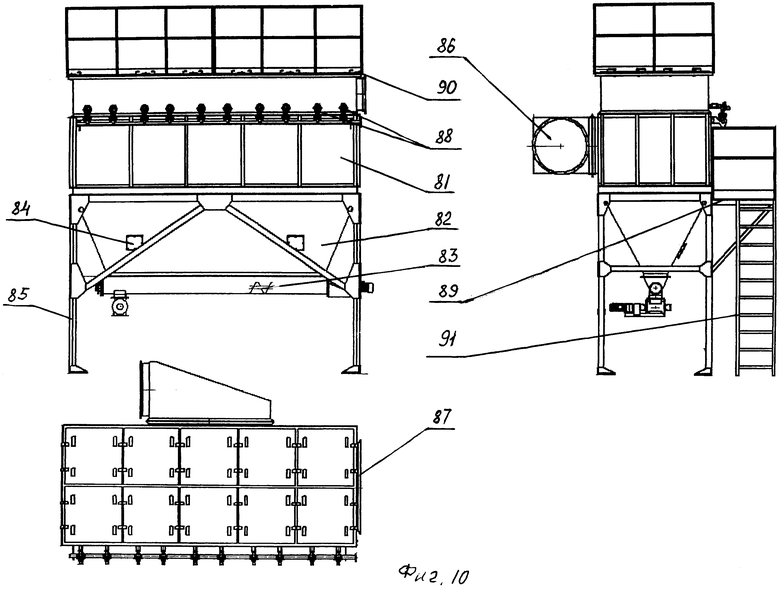
На фиг.10. Картриджный фильтр.
На фиг.11. Вид печи в плане с разливочным оборудованием и установкой пылегазоочистки.
Предлагаемая печь содержит корпус, образованный кирпичной кладкой наружных боковых 1, передней 2 и задней 3 торцевых стен.
Под 4 печи и наклонная площадка 5 выложены из муллитокорундовых блоков МКС-72, поз.6, уложенных на теплоизоляционный стекловолокнистый муллитокремнеземистый картон 7 и легковесный шамотный кирпич ШЛ-0,4 поз.8 (фиг.2). Легковесный шамотный кирпич 8, теплоизоляционный стекловолокнистый муллитокремнеземистый картон 7 под подиной 4 и под наклонной площадкой 5 позволяют снизить потери тепла, сохранять температуру металла в ванне и наклонной площадке 5. Срок службы печи увеличивается из-за использования муллитокорундовых блоков МКС-72 поз.6, которые имеют высокую огнеупорность и стойкость (срок службы по практическим данным 7-7,5 лет).
Применением муллитокорундовых блоков МКС-72, поз.6 (больших - длина 1000 мм, ширина 400 мм, толщина 300 мм, малых - длина 500 мм, ширина 400 мм, толщина 300 мм) вместо обычных штучных изделий можно уменьшить количество швов, что снижает газопроницаемость и повышает шлакоустойчивость футеровки; получить экономию средств, поскольку отпадает процесс предварительного изготовления штучных огнеупоров, выполнить узлы агрегатов практически любой конфигурации, ускорить процесс строительства и снизить долю ручного труда. Швы между муллитокорундовыми блоками МКС-72 заливаются жидким стеклом, а затем замазываются «заподлицо» с верхней плоскостью подины и наклонной площадки огнеупорной клеевой мастикой. Размер подины 3×3 метра. Размер наклонной площадки 3×2,4 метра. Подовые блоки обложены прямым шамотным кирпичом марки ША-1 изделие №5 ГОСТ 8691-73. Стены печи выложены из шамотного кирпича ША-1 №5 и №12 ГОСТ 8691-73 в стальном кожухе. В качестве связующего вещества применяется огнеупорный состав, состоящий из огнеупорной глины (23%), шамотного порошка (73%), жидкого стекла (3%) и фоскона (алюмохромофосфатная смесь 1%). Толщина швов 1-2 мм, термокомпесационные швы не выкладываются. В передней 2 и задней 3 торцевых стенах выполнены: рабочее 9 и шлаковое 10 окна, которые имеют своды, выложенные по шаблонам из шамотного торцевого клина ША-1 №22 и №23. Вверху выложен свод 11 над подиной 4 и наклонной площадкой 5. Свод 11 имеет теплоизоляцию, состоящую из тройного теплоизоляционного стекловолокнистого муллитокремнеземистого картона 12 и теплоизоляционных матов 13.
В конструкцию печи введен сварной стальной кожух, состоящий из нижней части 14 и закрепленных на нижней части (не показано) двух верхних частей 15 и 16, расположенных соответственно над подиной 4 и наклонной площадкой 5, внутри стального кожуха размещен корпус печи, причем печь имеет механизм наклона и опирается на стальное основание 17. Итак, печь снабжена механизмом наклона кожуха, смонтированным на стальном основании 17 и состоящим из двух силовых цилиндров 18, масляного насоса 19, двух опор 20, которые в верхней части шарнирно соединены с кронштейнами 21, приваренными к нижней части 14 кожуха фиг.1, 2, 3. Концы штоков 22 поршней силовых цилиндров шарнирно крепятся к опорам 23, которые приварены к стальному основанию 17. Силовые цилиндры 18 закреплены в обоймах 24, которые шарнирно соединены с кронштейнами 25, приваренными к нижней части 14 стального кожуха фиг.3. Такое конструктивное решение позволяет при включении масляного насоса 19 гидропривода обеспечивать наклон кожуха по оси желоба. Стальной кожух, имеет теплоизоляцию между ним и каждой стеной, состоящую из тройного теплоизоляционного стекловолокнистого муллитокремнеземистого картона 26. Теплоизоляция свода и стального кожуха дополнительно уменьшает теплопотери из печи.
При этом отражательная печь для переплава алюминиевого лома имеет летку 27 в боковой стене 1 для выпуска расплавленного металла, выполненную в быстросменном леточном (не показано) кирпиче, изготовленном из муллитокорундового блока МКС-72, причем леточный кирпич размещается в сварном коробе леточного кирпича, который имеет отбортовку с четырьмя отверстиями для крепления к стальному кожуху печи, кроме того, печь имеет приваренный к стальному кожуху футерованный желоб 28, который вместе со стальным кожухом может совершать наклон (показано пунктиром) в процессе разливки жидкого металла и обеспечивать разливку наплавленного в печи металла в разливочное оборудование (в конкретном случае разливочный конвейер).
Далее, печь имеет гидравлический привод подъема и опускания рабочей 29 заслонки печи, состоящий из двух силовых цилиндров 30, масляного насоса 19, двух тяг 31, поперечины 32, двух подвесок 33 и литой чугунной заслонки с двойным теплоизоляционным стекловолокнистым муллитокремнеземистым картоном 34, футерованной легковесным полуторным огнеупорным кирпичом 35 марки ШЛ 0,4 фиг.2, 4. Печь имеет гидравлический привод подъема и опускания шлаковой 36 заслонки печи, также состоящий: из двух силовых цилиндров 30, масляного насоса 19, двух тяг 31, поперечины 32, двух подвесок 33 и литой чугунной заслонки с двойным теплоизоляционным стекловолокнистым муллитокремнеземистым картоном 34, футерованной легковесным полуторным огнеупорным кирпичом 35 марки ШЛ 0,4. Разница в гидравлических приводах заключается в том, что рабочее 9 окно печи больше шлакового окна 10, поэтому заслонка, тяги, поперечина и подвески гидравлического привода подъема и опускания рабочей 29 заслонки имеют большие размеры. Рабочая 29 и шлаковая 36 заслонки печи отлиты из жаростойкого чугуна марки ЧХ16 и отличаются большим сроком службы.
Кроме того, отражательная печь для переплава алюминиевого лома имеет в одной боковой стене 1 две инжекционные 15-смесительные 37 горелки среднего давления, направленные под углом на наклонную площадку 5, в другой боковой стене 1 одну инжекционную 15-смесительную 37 горелку, направленную под углом на наклонную площадку 5, причем каждая горелка имеет в центре пять смесителей 38 с насадками 39, которые позволяют получить факел длиной 2,7 метра, остальные смесители 40 используются без насадок и имеют факел длиной 1,5 метра, в своде размещены две 17-смесительные 41 горелки, направленные под углом к подине и имеющие девять смесителей 38 с насадками 39, дающих при горении газовоздушной смеси длинный факел 2,6 метра, остальные смесители 40 без насадок и позволяют получить факел длиной 1,4 метра фиг.5, 6, 7. Такое расположение горелок позволяет добиться высокой скорости плавки, снижения угара (по практическим данным), а также загружать незагрязненную шихту через шлаковое окно 10 и быстро ее переплавлять за счет тепла, выделяющегося при горении факелов двух 17-смесительных 41 горелок. Тепловая мощность горелок составляет 8740 кВт, что делает печь высокопроизводительной, позволяющей вести форсированный режим плавки, при этом металл не успевает окисляться и, в конечном счете, угар получается небольшим. Размеры горелок разные, а устройство одинаковое. Так 15-смесительная горелка среднего давления имеет горелочный туннель 42 для устойчивого горения факела, изготовленный из нержавеющей хромоникелевой стали марки 12X18H9T, а также кожух 43 из стали 12X18H9T для набивки промежутков между смесителями огнеупорной набивной массой 44. Газ поступает в газораспределительную коробку 45 по штуцеру 46. Смесители всех горелок имеют внутренний диаметр 44 мм, внешний 68 мм, четыре сопла диаметром 1,6 мм. Все горелки исследовалась в лаборатории ООО «Пензаплав» г.Пенза на исследовательском стенде. Номинальное рабочее давление у всех горелок 0,07 МПа. При футеровке печи в три проема боковых стен укладываются три инжекционные горелки и перекрываются большими муллитокорундовыми блоками МКС-72, затем устанавливаются две горелки в своде, далее происходит обмуровка горелок огнеупорной набивной массой.
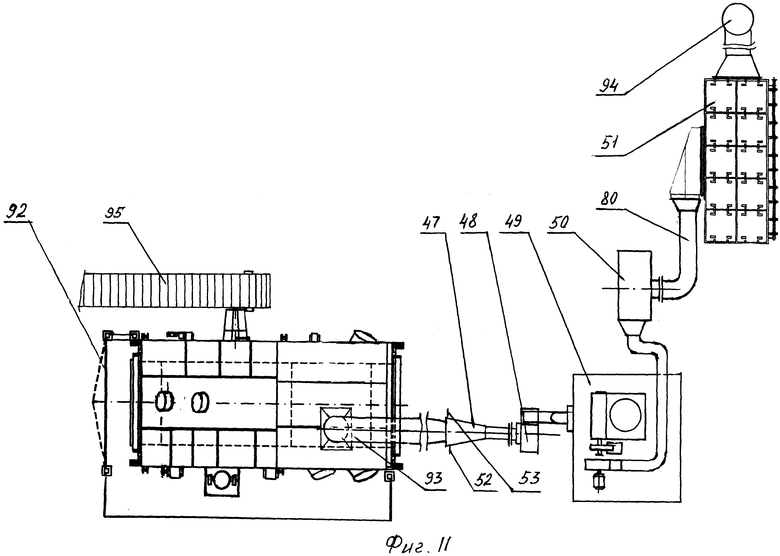
Отражательная печь снабжена 3-ступенчатой установкой пылегазоочистки для достижения экологически чистого процесса, которая состоит из камеры смешения 47, дымососа 48, газоочистного блока 49, циклона грубой очистки от пыли 50, картриджного фильтра для тонкой очистки от пыли 51 фиг.11. Так как дымовые газы, выходящие из печи, имеют температуру 850-950°C, то обычно перед дымососом 48 устанавливают камеру смешения 47, в которой дымовые газы разбавляются воздухом цеха, при этом их температура понижается до 150-170°C. В камере смешения 47 шибер 52 предназначен для регулирования подачи дымовых газов в газоочистной блок 49, а шибер 53 для процесса смешивания дымовых газов с воздухом цеха. Для нагнетания дымовых газов в газоочистной блок используется дымосос ДН 15 поз.48.
Очистка дымовых газов от вредных веществ осуществляется в газоочистном блоке 49 установки пылегазоочистки, изображенном на фиг.8, который имеет широкий спектр очищаемых вредных веществ, находящихся в дымовых газах. Очищаемые газы подаются в газоочистной блок 49 через входной патрубок 54. Корпус 55 газоочистного блока 49 стальной сборный, к нему на четырех кронштейнах 56 крепится обслуживающая площадка 57, причем она, в свою очередь опирается на четыре опоры 58. На обслуживающей площадке 57 закреплена рама 59, на которой установлена воздуходувка 60 с электродвигателем 61. В нижней части корпуса 55 смонтирована нижняя поворотная решетка (не показана), имеющая ручку поворота 62, выше располагается нижний загрузочный патрубок 63. В верхней части корпуса 55 смонтирована верхняя поворотная решетка (не показана), имеющая ручку поворота 64, выше располагается верхний загрузочный патрубок 65. Адсорбент: активированный уголь, селикагель, березовый уголь, известь «пушонка» загружается с приставных лестниц через нижний 63 и верхний 65 загрузочные патрубки, засыпается соответственно на нижнюю и верхнюю загрузочные решетки. Отработанный адсорбент с помощью ручек поворота 62 и 64 сбрасывается в конусную часть 66 стального корпуса 55, а затем оператор поворачивает ручку 67, и отработанный адсорбент высыпается через нижнюю горловину стального корпуса 55 в тару (не показана) и увозится в отвал. Для наблюдения за ходом процесса очистки дымовых газов в стальном корпусе 55 выполнены два глазка 68. Для проведения регламентных имеется камера 69, закрываемая крышкой 70.
Основные технические характеристики газоочистного блока 49 установки пылегазоочистки:
Циклон грубой очистки от пыли имеет стальной сварной корпус 71, внутри которого имеется перегородка 72 фиг.9. В верхней части сварного корпуса 71 по касательной к нему приварен входной патрубок 73. К сварному корпусу 71 в нижней части приварен накопительный бункер 74, имеющий шибер 75 для выгрузки пыли в технологическую емкость 76. Сварной корпус 71 опирается на четыре опоры 77, которые приварены к раме 78, рама крепится к полу цеха. В верхней торцевой части сварного корпуса имеется выходной патрубок 79. Принцип работы заключается в следующем: пыльные дымовые газы поступают по входному патрубку 73 в сварной корпус 71, крупные частицы пыли падают в накопительный бункер 74, а мелкие огибают перегородку 72 и через выходной патрубок 79 поступают по трубе 80 в картриджный фильтр 51, изображенный на фиг.10.
Картриджный фильтр 51 сварен из листовой стали, имеет корпус 81, внутри которого размещены 22 картриджа (не показаны) для улавливания мелкой пыли. К корпусу 81 картриджного фильтра 51 в нижней части крепится бункер 82 для сбора пыли, а для удаления пыли из бункера 82 предусмотрен шнековый транспортер 83. В бункере 82 имеются два лючка 84. Корпус 81 картриджного фильтра 51 с бункером опирается на четыре опоры 85, с боковой стороны корпуса 81 расположен входной патрубок 86, а с торцевой стороны корпуса 81 приварен выходной патрубок 87. Пыль с картриджей удаляется импульсом сжатого воздуха давлением 6 ати, подаваемого от компрессорной станции по трубе в десять клапанов продувки 88. Для проведения обслуживания и ремонта фильтра предусмотрена нижняя 89 и верхняя 90 обслуживающие площадки и лестница 91.
Технические характеристики картриджного фильтра
Существенно отметить, что в соответствии с правилами техники безопасности печь имеет ограждение 92, кроме того, конструкция печи позволяет транспортировать ее в собранном состоянии.
Печь работает следующим образом. Плавильщик металла и сплавов открывает шиберы 52 и 53, включает дымосос 48, газоочистной блок 49, картриджный фильтр 51 при этом тяга в печи должна составлять 2-20 даПа. Подается газ, включаются горелки и прокаливается печь по технологическому графику прокалки в зависимости от вида проведенного ремонта. После прокалки включается гидравлический привод подъема заслонки рабочего окна 9 и в прокаленную печь на наклонную площадку 5 через рабочее окно 9 загружается погрузчиком алюминиевый лом. Пламя трех газовых инжекционных горелок 37 нагревает лом до температуры плавления. Металл плавится и стекает по наклонной площадке 5 на под 4 печи. По мере накопления расплавленного металла на подине 4 печи загружают в шлаковое окно 10 лом без стальных и чугунных включений, который плавится факелами двух горелок 41. Раскаленные дымовые газы поднимаются к своду, входят в дымоход и по трубе 93 поступают в камеру смешения 47, где разбавляются воздухом цеха и, далее, дымососом 48 нагнетаются в газоочистной блок 49, в котором происходит очистка от вредных веществ. Принцип работы газоочистного блока заключается в следующем: дымовые газы проходят слой адсорбента на загрузочных решетках, при этом образуется «кипящий слой», в результате чего вредные вещества, находящиеся в дымовых газах, адсорбируются известью пушонкой, активированным углем, селикагелем, березовым углем. Очистка дымовых газов от крупной пыли происходит в циклоне грубой очистки 50, затем по трубе 80 дымовые газы подаются в картриджный фильтр 51 для очистки от мелкой пыли. Далее дымовые газы по дымовой трубе 94 удаляются в атмосферу. В процессе плавки лом расплавляется, а на наклонной площадке 5 остаются все включения, температура плавления которых выше алюминиевого сплава. Эти отходы не попадают в расплавленный металл, так как в конце плавки их удаляют с наклонной площадке скребком, закрепленным на погрузчике. После полного расплавления загруженного в печь лома, обработки флюсом жидкого металла, тщательного перемешивания металла в ванне и подтверждения лабораторией спектрального анализа марки получаемого сплава, заливщик металла включает механизм наклона, открывает летку и производит разливку жидкого металла в изложницы разливочного конвейера 95. После разливки из печи жидкого металла плавильщик металла и открывает заслонку шлакового окна 10, и чистит подину 4 от шлака и случайно попавших на нее переделок. Через каждые 5 дней происходит замена отработанного адсорбента на новый.
Предложенная конструкция позволяет вести в печи переплавку не сортированного от инородных включений лома, так как переделки (чугунные и стальные кольца, вкладыши, втулки, шпильки, толкатели, клапаны и т.д.) не попадают в расплавленный металл, причем чистить подину и наклонную площадку можно с помощью погрузчика, оснащенного скребком, кроме того, транспортировать в собранном виде печь, а также и оборудование установки пылегазоочистки.
Изобретение относится к отражательной печи для переплава алюминиевых ломов. Печь содержит корпус, образованный огнеупорными наружными боковыми, передней и задней торцевыми стенками, накопительную ванну и наклонную площадку, ограниченные подом и стенками, свод, сливную летку, газоход и сварной стальной кожух, состоящий из нижней части и закрепленных на нижней части двух верхних частей, расположенных над подиной и наклонной площадкой. Внутри стального кожуха размещен корпус печи, причем печь имеет механизм поворота и опирается на стальное основание. Накопительная ванна и наклонная площадка выполнены из муллитокорундовых блоков марки МКС-72, уложенных на теплоизоляционный стекловолокнистый муллитокремнеземистый картон и легковесный шамотный кирпич марки ШЛ-0,4. Стальной кожух имеет теплоизоляцию между ним и каждой стеной, состоящую из тройного теплоизоляционного стекловолокнистого муллитокремнеземистого картона, и тройной теплоизоляционный стекловолокнистый муллитокремнеземистый картон и теплоизоляционные маты, размещенные сверху свода. Печь имеет в одной боковой стене две инжекционные пятнадцатисмесительные горелки среднего давления, направленные под углом на наклонную площадку, в другой боковой стене одну инжекционную пятнадцатисмесительную горелку, в своде размещены две семнадцатисмесительные горелки, направленные под углом к подине, рабочее и шлаковое окна, оснащенные гидравлическими приводами подъема и опускания заслонок, и трехступенчатую установку пылегазоочистки, состоящую из камеры смешения, дымососа, газоочистного блока, циклона грубой очистки от пыли, картриджного фильтра для тонкой очистки от пыли. Обеспечивается высокая производительность печи и возможность вести форсированный режим плавки.4 з.п. ф-лы, 11 ил.
1. Отражательная печь для переплава алюминиевого лома, содержащая корпус, образованный огнеупорными наружными боковыми, передней и задней торцевыми стенками, ограниченную подом и стенками накопительную ванну, свод, сливную летку, газоход, отличающаяся тем, что она имеет сварной стальной кожух, состоящий из нижней части и закрепленных на нижней части двух верхних частей, расположенных над подиной и наклонной площадкой, при этом внутри стального кожуха размещен корпус печи, причем печь имеет механизм наклона и опирается на стальное основание, летка расположена в боковой стене и выполнена в быстросменном леточном кирпиче, накопительная ванна и наклонная площадка изготовлены из муллитокорундовых блоков марки МКС-72, уложенных на теплоизоляционный стекловолокнистый муллитокремнеземистый картон и легковесный шамотный кирпич марки ШЛ-0,4, стальной кожух имеет теплоизоляцию между ним и каждой стенкой печи, состоящую из тройного теплоизоляционного стекловолокнистого муллитокремнеземистого картона, причем тройной теплоизоляционный стекловолокнистый муллитокремнеземистый картон и теплоизоляционные маты размещены сверху свода, при этом печь имеет в одной боковой стене две инжекционные пятнадцатисмесительные горелки среднего давления, направленные под углом на наклонную площадку, а в другой боковой стене одну инжекционную пятнадцатисмесительную горелку, при этом в своде размещены две семнадцатисмесительные горелки, направленные под углом к подине, причем печь имеет рабочее и шлаковое окна, оснащенные гидравлическими приводами подъема и опускания заслонки, трехступенчатую установку пылегазоочистки, состоящую из камеры смешения, дымососа, газоочистного блока, циклона грубой очистки от пыли и картриджного фильтра для тонкой очистки от пыли.
2. Печь по п.1, отличающаяся тем, что она имеет гидравлический привод подъема и опускания рабочей заслонки печи и гидравлический привод подъема и опускания шлаковой заслонки печи, каждый из которых состоит из двух силовых цилиндров, масляного насоса, двух тяг, поперечины, двух подвесок, и отлитые из жаростойкого чугуна марки ЧХ16 рабочую и шлаковую заслонки с двойным теплоизоляционным стекловолокнистым муллитокремнеземистым картоном, футерованные легковесным полуторным огнеупорным кирпичом марки ШЛ 0,4.
3. Печь по п.1, отличающаяся тем, что она имеет летку в боковой стене для выпуска расплавленного металла, выполненную в быстросменном леточном кирпиче, изготовленном из муллитокорундового блока марки МКС-72, причем леточный кирпич размещен в сварном коробе леточного кирпича, который имеет отбортовку с четырьмя отверстиями для крепления к коробу печи, при этом печь имеет приваренный к стальному кожуху футерованный желоб, выполненный с возможностью наклона вместе со стальным кожухом в процессе разливки жидкого металла с обеспечением разливки наплавленного в печи металла в разливочное оборудование.
4. Печь по п.1, отличающаяся тем, что газоочистной блок установки пылегазоочистки имеет производительность по очищаемому газу 18 800 м3/ч, толщину слоя адсорбента 0,3-0,35 м, степень очистки по фтористому водороду 73%, степень очистки по окиси меди 87%, степень очистки по окиси углерода 94%, степень очистки по окиси азота 86%, степень очистки по окиси алюминия 81%, степень очистки по пыли 94%, температуру очищаемого газа от 20 до 120°C.
5. Печь по п.1, отличающаяся тем, что каждая пятнадцатисмесительная горелка имеет в центре пять смесителей с насадками, обеспечивающими факел длиной 2,7 метра, остальные смесители без насадок обеспечивают факел длиной 1,5 метра, семнадцатисмесительные горелки имеют девять смесителей, выполненных с ребрами на их концах внутри центрального канала для получения при горении газовоздушной смеси факела длиной 2,6 метра, остальные смесители без насадок с длиной факела 1,4 метра, причем смесители всех горелок имеют внутренний диаметр 44 мм, внешний 68 мм, четыре сопла диаметром 1,6 мм.
| ОТРАЖАТЕЛЬНАЯ ПЕЧЬ ДЛЯ ПЕРЕПЛАВА МЕТАЛЛА | 2006 |
|
RU2361162C2 |
| ОТРАЖАТЕЛЬНАЯ ПЕЧЬ ДЛЯ ПЕРЕПЛАВА АЛЮМИНИЕВОГО ЛОМА | 2010 |
|
RU2413148C1 |
| ОТРАЖАТЕЛЬНАЯ ПЕЧЬ ДЛЯ ПЕРЕПЛАВА МЕТАЛЛА | 2006 |
|
RU2361161C2 |
| ОТРАЖАТЕЛЬНАЯ ПЕЧЬ ДЛЯ ПЕРЕПЛАВА МЕТАЛЛА | 2006 |
|
RU2360983C2 |
| ПЛАВИЛЬНАЯ ПЕЧЬ ДЛЯ МАГНИЕВЫХ СПЛАВОВ | 2002 |
|
RU2225578C1 |
| Способ изготовления стен промышленных печей | 1990 |
|
SU1753224A1 |
| US 3973076 A, 03.08.1976 | |||
| СПОСОБ ПОЛУЧЕНИЯ МОДИФИЦИРОВАННЫХ ЭПОКСИДНЫХ КОМПАУНДОВ | 0 |
|
SU240998A1 |

