Изобретение относится к алмазосодержащим композиционным материалам, используемым в различных областях электроники в качестве теплоотводов.
Известен способ изготовления изделий из алмазосодержащего композиционного материала, включающий агломерацию смеси порошков алмаза и меди пресс-камерным методом при температурах выше точки плавления меди [1. J.А. Кеrаs, N.J. Согеlla, D. Маrоwieсki, Н.L. Dаvidson: Ргос. Jnter. Symp. Microelectronics 1995, рр 28-37; 2. К. Yoshida and Н. Моrigami - Microelectronics reliability, 44(2004)303-308].
Недостатком способа является недостаточно высокая эффективность работы изделий в качестве теплоотводов из-за снижения теплопроводности материала, обусловленного разрушением алмазных частиц при их прямом контакте с расплавленной медью.
Известен также способ изготовления изделий из алмазосодержащего композиционного материала, включающий частичную агломерацию алмазного порошка пресс-камерным методом и окончательную его агломерацию при температуре ниже температуры плавления меди [К. Мизуучи, К. Иноуэ, Я. Агари, С. Ямада, Т. Тонака, М. Сучиока, Т. Такучи, Дж. Тани, М. Кавараха, Дж. Ли, Ю. Макино / Композиты "Медь-алмазные частицы", агломерированные искровым плазменным спеканием. // Наноиндустрия, 2010, № 5, с. 34-38]. В соответствии с указанным способом алмазные частицы имеют медное покрытие, их частичную агломерацию осуществляют при давлении 50 МПа и спекание - искровым плазменным методом.
Способ позволяет повысить эффективность работы изделий в качестве теплоотводов за счет увеличения теплопроводности материала.
Недостатком способа является его сложность из-за необходимости применения высоких давлений при прессовании и искрового плазменного метода - при спекании.
Наиболее близким к заявляемому по технической сущности и достигаемому эффекту является способ изготовления изделий из алмазно-металлического композиционного материала, включающий частичную агломерацию порошка алмаза пресс-камерным методом и окончательную его агломерацию-спекание путем инфильтрации жидким металлом [А.А. Семерчан, Ж.Г. Маликова, В.П. Моденов, С.Г. Нуждина. К вопросу о направленной пропитке алмазных порошков при высоком давлении. ДАН СССР, 1975, т. 220, № 1, с. 78-81]. В соответствии с указанным способом в качестве инфильтрата используют расплавы медно-титановых сплавов.
Способ позволяет в какой-то мере упростить изготовление изделий.
Однако из-за необходимости применения высоких давлений при высоких температурах способ все-таки остается еще достаточно сложным.
Недостатком способа является также недостаточно высокая эффективность работы изделий в качестве теплоотводов из-за снижения теплопроводности материала, обусловленного разрушением алмазных частиц при прямом контакте с расплавленной медью.
Задачей изобретения является повышение эффективности работы изделий в качестве теплоотводов при упрощении технологии их изготовления.
Поставленная задача решается за счет того, что в способе изготовления изделий из алмазно-металлического композиционного материала, включающем инфильтрацию мелкодисперсного порошка жидким металлом с последующей агломерацией-спеканием, в соответствии с заявляемым техническим решением перед инфильтрацией алмазного порошка производят его предварительную агломерацию путем холодного прессования пресс-композиции на основе указанного порошка и временного полимерного связующего с последующей термообработкой при температуре полного удаления летучих из временного связующего с получением пористой заготовки, а инфильтрацию пористой заготовки при окончательной агломерации-спекании алмазного порошка осуществляют жидкой медью путем капиллярной конденсации её паров в интервале температур 900-1000°С на заготовке, давлении в реакторе не более 36 мм рт. ст. при температуре паров меди, превышающей температуру металлируемой заготовки.
Осуществление предварительной агломерации порошка алмаза путем холодного прессования пресс-композиции на основе указанного порошка и временного полимерного связующего с последующей термообработкой при температуре полного удаления летучих из временного связующего с получением пористой заготовки создает условия для сохранения формы заготовки при инфильтрации в неё жидкой меди. Кроме того, при этом упрощается процесс формования, в том числе за счет снижения требований к прочности пресс-формы.
Осуществление инфильтрации жидкой медью путем капиллярной конденсации её паров в интервале температур 900-1000°С и давления в реакторе не более 36 мм рт. ст. позволяет наиболее полно заполнить поры материала заготовки медью и при этом благодаря более низкой температуре жидкокристаллической меди (меньше, чем температура её плавления) не допустить разрушения алмазных частиц при их прямом контакте с ней. При температуре ниже 900°С существенно снижается скорость конденсации паров меди. При температурах выше 1000°С повышается вероятность разрушения частиц алмаза при их прямом контакте с более нагретой жидкокристаллической или жидкой медью.
При давлении в реакторе более 36 мм рт. ст. снижается скорость испарения меди, следствием чего является снижение скорости конденсации паров меди в порах материала заготовки.
В новой совокупности существенных признаков у объекта изобретения появляется новое свойство: способность получить материал изделия без необходимости применения при высоких температурах высокого давления и при этом не допустить разрушения частиц алмаза.
Новое свойство позволяет повысить эффективность работы изделий в качестве теплоотводов при упрощении технологии их изготовления.
Способ осуществляется следующим образом.
Путем холодного прессования в пресс-форме пресс-композиции на основе алмазного порошка и временного полимерного связующего производят предварительную агломерацию указанного порошка.
Затем термообрабатывают полученную заготовку (при её размещении в свободном состоянии) при температуре полного удаления летучих из временного связующего. После этого производят инфильтрацию жидкой меди в пористую заготовку, осуществляя тем самым окончательную агломерацию-спекание алмазного порошка. При этом инфильтрацию пористой заготовки жидкой медью осуществляют путем капиллярной конденсации её паров в интервале температур 900-1000°С и давления в реакторе не более 36 мм рт. ст.
На указанный процесс пористую заготовку устанавливают в свободном состоянии.
После завершения инфильтрации меди в заготовку её охлаждают.
Ниже приведены примеры конкретного выполнения способа.
Пример 1
Изготавливали изделия в форме шайб диаметром 12 мм и высотой 5 мм.
Одним из известных способов готовили полусухую пресс-композицию на основе порошка синтетического алмаза с размером кристаллов 3-5 мкм и временного полимерного связующего, в качестве которого использовали 8%-ный раствор поливинилового спирта (ПВС) в воде. Предварительную агломерацию порошка алмаза производили путем холодного прессования в пресс-форме под давлением 300 кгс/см .
Затем отформованную заготовку(и) термообрабатывали при температуре полного удаления летучих из временного связующего. В конкретном случае термообработку проводили в среде азота при атмосферном давлении и конечной температуре 850°С.
Заготовку(и) на термообработку устанавливали в свободном состоянии.
В результате получили пористую заготовку(и).
Затем произвели окончательную агломерацию-спекание алмазного порошка в заготовке за счет инфильтрации в неё жидкой меди. Причем инфильтрацию заготовки(ок) жидкой медью осуществили путем капиллярной конденсации её паров в интервале температур 900-1000°С и давления в реакторе вакуумной установки не более 36 мм рт. ст. Для этого в реактор вакуумной установки установили тигли с медью и металлируемую(ые) заготовку(и). Заготовку(и) разместили в реакторе вакуумной установки в свободном состоянии. Заготовку(и) и тигли с медью нагрели в вакууме при давлении в реакторе не более 36 мм рт. ст., в конкретном случае - при 1 мм рт. ст., до температуры 900°С. При достижении заготовкой температуры 900°С на тиглях с медью установили температуру 980°С, для чего произвели их подогрев дополнительным нагревателем, имеющим автономный источник питания.
После трёхчасовой выдержки заготовки при 900°С осуществили медленный (в течение 4-х часов) подъем температуры на заготовке до 1000°С, одновременно поддерживая на тиглях с медью температуру, превышающую температуру заготовки на 80°С. Благодаря наличию у паров меди более высокой температуры, чем на заготовке, в окрестности заготовки возникает состояние пересыщенных паров меди, что вызывает их капиллярную конденсацию. При этом ультрамелкие размеры пор заготовки способствуют протеканию капиллярной конденсации паров меди, а не капиллярной пропитки конденсатом паров меди. На самом деле, какой величины перепад температур между парами меди и заготовкой следует установить для более полного заполнения пор медью, определить достаточно сложно, т.к. величина пересыщенного состояния паров меди в той или иной степени снимается утечкой их из реакторного пространства в вакуумную систему. И чем больше предполагаемая величина снятия пересыщенного состояния, тем больший перепад температур следует установить для её компенсации. После шестичасовой выдержки при температуре заготовки 1000°С и температуре тиглей с медью 1080°С заканчивается процесс капиллярной конденсации паров меди.
Затем заготовку(и) охлаждают при температуре заготовки, на 10-20°С превышающей температуру тиглей с медью.
Свойства полученного материала приведены в таблице.
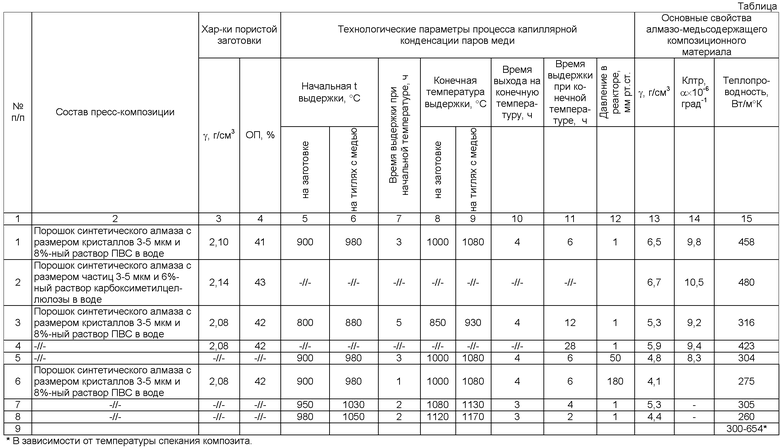
Остальные примеры, где примеры 1, 2 соответствуют заявляемым пределам, а примеры 3-8 с отклонением от них, приведены в таблице.
Здесь же приведены свойства алмаз-металлосодержащего композиционного материала, полученного в соответствии со способом-прототипом (пример 9), хотя само изготовление указанным способом нами не производилось.
На основе анализа указанной таблицы можно сделать следующие выводы:
Изготовление изделий в соответствии с заявляемым способом (примеры 1, 2)
позволяет получить материал с высокими значениями теплопроводности материала, находящимися на уровне значений теплопроводности материала, полученного в соответствии со способом-прототипом,
Проведение капиллярной конденсации паров меди при температуре изделия ниже температуры 900°С приводит к снижению эффективности указанного процесса, следствием чего является либо снижение теплопроводности материала из-за сравнительно низкой его плотности (пример 3), либо существенное увеличение длительности процесса (пример 4).
Проведение капиллярной конденсации паров меди при давлении в реакторе более 36 мм рт. ст. приводит к уменьшению теплопроводности материала из-за снижения его плотности (примеры 5 и 6),
Проведение капиллярной конденсации паров меди при температуре выше температуры 1000°С приводит к уменьшению теплопроводности материала из-за разрушения алмазных частиц при их контакте с жидкой медью.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ АЛМАЗОСОДЕРЖАЩИХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2013 |
|
RU2566351C2 |
| Способ получения алмазно-металломатричных композиционных изделий | 2023 |
|
RU2822698C1 |
| Матрица для алмазного инструмента на основе карбида вольфрама со связкой из эвтектического сплава Fe-C и способ её получения | 2020 |
|
RU2754825C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2012 |
|
RU2516096C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2490238C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2012 |
|
RU2521170C2 |
| Способ получения композиционной алмазосодержащей матрицы с повышенным алмазоудержанием на основе твердосплавных порошковых смесей | 2015 |
|
RU2607393C1 |
| МАТЕРИАЛ МАТРИЦ АЛМАЗНОГО И АБРАЗИВНОГО ИНСТРУМЕНТОВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2136479C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ МЕТАЛЛИРОВАНИЯ ИЗДЕЛИЙ ПАРО-ЖИДКОФАЗНЫМ МЕТОДОМ И СПОСОБ РЕГУЛИРОВАНИЯ ПРОНИЦАЕМОСТИ СТЫКОВ МЕЖДУ ЧАСТЯМИ РЕТОРТЫ В УКАЗАННОМ УСТРОЙСТВЕ | 2012 |
|
RU2542047C2 |
| Способ получения композиционного материала | 2019 |
|
RU2732258C1 |
Изобретение относится к алмазосодержащим композиционным материалам, используемым в различных областях электроники в качестве теплоотводов. Технический результат - повышение эффективности работы изделий в качестве теплоотводов при упрощении технологии их изготовления. Способ включает предварительную агломерацию порошка алмаза холодным прессованием указанного порошка и временного полимерного связующего с последующей термообработкой при температуре полного удаления летучих из временного связующего с получением пористой заготовки и окончательную его агломерацию-спекание путем инфильтрации жидким металлом. Инфильтрацию пористой заготовки при окончательной агломерации-спекании алмазного порошка осуществляют жидкой медью путем капиллярной конденсации ее паров в интервале температур 900-1000°С на заготовке и давлении в реакторе не более 36 мм рт.ст. при температуре паров меди, превышающей температуру металлируемой заготовки. 1 табл., 8 пр.
Способ изготовления изделий из алмазно-металлического композиционного материала, включающий инфильтрацию мелкодисперсного порошка жидким металлом с последующей агломерацией-спеканием, отличающийся тем, что перед инфильтрацией алмазного порошка производят его предварительную агломерацию путем холодного прессования пресс-композиции на основе указанного порошка и временного полимерного связующего с последующей термообработкой при температуре полного удаления летучих из временного связующего с получением пористой заготовки, а инфильтрацию пористой заготовки при окончательной агломерации-спекании алмазного порошка осуществляют жидкой медью путем капиллярной конденсации ее паров в интервале температур 900-1000°C на заготовке, давлении в реакторе не более 36 мм рт.ст. при температуре паров меди, превышающей температуру металлируемой заготовки.
| СЕМЕРЧАН А.А | |||
| и др | |||
| "К вопросу о направленной пропитке алмазных порошков при высоком давлении", Доклады Академии наук СССР, 1975, т.220, N1, с | |||
| Парный автоматический сцепной прибор для железнодорожных вагонов | 0 |
|
SU78A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУМЕНТА | 2012 |
|
RU2478455C1 |
| US 6447852 B1, 10.09.2002 | |||
| СПОСОБ ДИАГНОСТИКИ ГНОЙНОГО ВОСПАЛЕНИЯ | 2000 |
|
RU2171691C1 |
| US 5783316 A, 21.07.1998 | |||

