Изобретение относится к обработке материалов давлением, в частности к устройствам для искрового плазменного спекания композиционных порошков под давлением.
Известно устройство для горячего прессования и спекания изделий из порошков тугоплавких материалов, содержащее полую цилиндрическую матрицу, сменную гильзу и два цилиндрические пуансона-токоподвода, между которыми размещается прессуемый материал (RU 115719, 2011).
К недостаткам данного устройства относится низкое качество получаемых изделий, обусловленное искрением и значительным разогревом, которые происходят в зоне контакта материала с пуансонами в момент протекания тока, что влияет на низкое качество боковой поверхности изделия.
Наиболее близким к предлагаемому по технической сущности и достигаемому результату является устройство для получения изделий из композиционных порошков, содержащее верхний и нижний пуансоны-токоподводы, выполненные с возможностью подключения к источнику питания, и выполненную из токопроводящего материала матрицу с изоляционной втулкой, выполненной из неэлектропроводного материала, и верхней и нижней втулками (RU 2103113, 1996).
К недостаткам известного устройства относится неоднородность получения структуры в изделии за счет неравномерного распределения температуры по сечению получаемого изделия, что влечет за собой низкое качество получаемого изделия, а также невозможность его применения только для получения изделий из электропроводящих порошков.
Технический результат заявленного изобретения заключается в повышении качества получаемых изделий из композиционных порошков за счет обеспечения равномерного распределения температуры при спекании, а также расширение технологических возможностей за счет обеспечения получения изделий как из электропроводящих, так и диэлектрических с порогом протекания электронов.
Для достижения поставленного результата в устройстве для получения изделий из композиционных порошков искровым плазменным спеканием, содержащем верхний и нижний пуансоны-токоподводы, выполненные с возможностью подключения к источнику питания, и выполненную из токопроводящего материала матрицу с изоляционной втулкой, выполненной из неэлектропроводного материала, и верхней и нижней втулками, при этом нижний пуансон-токоподвод установлен внутри нижней втулки и своим торцом размещен в изоляционной втулке, а верхний пуансон-токоподвод установлен в верхней втулке и своим торцом размещен в изоляционной втулке, верхняя и нижняя втулки выполнены в виде втулок-токоподводов, верхний пуансон-токоподвод выполнен состоящим из верхней и нижней токопроводящих частей, разделенных друг от друга электроизоляционным материалом, при этом верхняя часть верхнего пуансона-токоподвода выполнена с возможностью подключения к источнику питания с прохождением электрического тока через верхнюю часть верхнего пуансона-токоподвода, верхнюю втулку-токоподвод, матрицу, нижнюю втулку-токоподвод и нижний пуансон, а нижняя часть верхнего пуансона-токоподвода выполнена с возможностью подключения к источнику питания с прохождением электрического тока через нижний пуансон-токоподвод, композиционный порошок и нижнюю часть верхнего пуансона-токоподвода.
Заявленное изобретение поясняется графическим материалом, где схематично изображено заявленное устройство.
Устройство содержит матрицу 1 из жаропрочного токопроводящего материала, изоляционную втулку 2, выполненную из жаропрочного теплопроводящего и неэлектропроводного материала, нижний пуансон-токоподвод 3, выполненный из жаропрочного токопроводящего материала, верхний пуансон-токоподвод 4, состоящий из двух жаропрочных токопроводящих концентрических частей, а именно из верхней части 5 и нижней части 6 пуансона-токоподвода 4, разделенные между собой электроизоляционным материалом 7, при этом пуансоны-токоподводы 3 и 4 воздействуют на обрабатываемое изделие 10, выполненное из композиционного порошка, которые разделены с обрабатываемым изделием через прокладки 11. Устройство также содержит верхнюю 8 втулку-токоподвод и нижнюю 9 втулку-токоподвод.
Устройство работает следующим образом.
В матрицу 1 устанавливается с натягом нижняя втулка-токоподвод 9, изоляционная втулка 2 и верхняя втулка-токоподвод 8. Затем устанавливается нижний пуансон-токоподвод 3 внутри втулки-токоподвода 9 так, чтобы торец пуансона-токоподвода входил в изоляционную втулку 2. Далее устанавливается прокладка 11 в торец нижнего пуансона-токоподвода, засыпается порошок 10, а затем он закрывается второй прокладкой 11. Следом устанавливается верхний пуансон-токоподвод 4 через втулку-токоподвод 8, причем торец нижней части 6 пуансона-токоподвода 4 должен полностью входить во втулку 2. После подпрессовки пуансонами-токоподводами собранная конструкция зажимается в установке искрового плазменного спекания ( не показана), таким образом, чтобы пуансоны-токоподводы опирались на токоподводы пресса (не показаны), через которые подводят ток от источника питания (не показан) и одновременно увеличивают усилие на порошок. При подаче напряжения электрический ток проходит через верхнюю часть 5 пуансона-токоподвода 4, втулку-токоподвод 8, матрицу 1, втулку-токоподвод 9 и пуансон-токоподвод 3. Проходя через матрицу, электрический ток разогревает ее, обеспечивая таким образом предварительный нагрев порошка. При достижении определенной температуры порошка или достижении пропускания электронов через порошок подвод тока через пуансон-токоподвод 3 отключается и одновременно нижняя часть 6 пуансона-токоподвода 4 подключается к источнику питания. Таким образом ток протекает через пуансон-токоподвод 3, прокладки 11, обрабатываемое изделие 10 и нижнюю часть пуансона-токоподвода 4. Проход электронов через порошок разогревает его до температуры спекания. Величина и время приложения давления определяется в зависимости от технологических режимов. Выпрессовывается верхний и нижний пуансоны-токоподводы и извлекается изделие.
Прокладки 11 используются при обработке электропроводящих материалов для регулирования количества электронов, проходящих через них и одновременно обеспечивающих их разогревание до температуры спекания. Количество электронов, пропускаемых через прокладки, зависит от состава элементов самых прокладок.
Для обработки изделий из диэлектрических порошков с порогом протекания электронов процесс осуществляется без прокладки 11.
Материал и толщину изоляционной втулки и изоляционного материала между верхней и нижней частями верхнего пуансона-токоподвода выбирают из условий надежной электроизоляции и прочности устройства.
Таким образом, мы получаем устройство для предварительного нагрева композиционного порошка с последующим его спеканием за один установ. Этот прием позволяет равномерно распределить температуру по объему изделий при спекании. В результате исключаются все возможные дефекты, возникающие за счет неравномерного распределения температуры, и повышается качество получаемого изделия. Кроме того, устройство позволяет обрабатывать за счет применения или отсутствия разделяющих прокладок как электропроводных, так и диэлектрических материалов с токопроводящими включениями, имеющих порог протекания электронов.
Анализ заявленного технического решения на соответствие условиям патентоспособности показал, что указанные в формуле признаки являются существенными и взаимосвязаны между собой с образованием устойчивой совокупности, не известной на дату приоритета из уровня техники, необходимых признаков, достаточной для получения требуемого синергетического (сверхсуммарного) технического результата.
Свойства, регламентированные в заявленном соединении отдельными признаками, общеизвестны из уровня техники и не требуют дополнительных пояснений.
Таким образом, вышеизложенные сведения свидетельствуют о выполнении при использовании заявленного технического решения следующей совокупности условий:
- объект, воплощающий заявленное техническое решение, при его осуществлении предназначен для получения нанокомпозита из керамического порошка;
- для заявленного объекта в том виде, как он охарактеризован в формуле изобретения, подтверждена возможность его осуществления с помощью вышеописанных в материалах заявки, известных из уровня техники на дату приоритета средств и методов;
- объект, воплощающий заявленное техническое решение, при его осуществлении способен обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, заявленный объект соответствует условиям патентоспособности «новизна», «изобретательский уровень» и «промышленная применимость» по действующему законодательству.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для получения изделий из композиционных порошков искровым плазменным спеканием | 2018 |
|
RU2682512C1 |
| Способ изготовления изделий из порошковых материалов и устройство для его осуществления | 1986 |
|
SU1407680A1 |
| Пресс-форма для электроискрового спекания металлических порошков | 1982 |
|
SU1069953A1 |
| Способ электроимпульсного нанесения упрочняющего покрытия из порошка на поверхность стальной детали и устройство для его осуществления | 2018 |
|
RU2705744C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕДНО-ТИТАНОВОГО ТОКОПРОВОДЯЩЕГО ЭЛЕМЕНТА | 2014 |
|
RU2582867C1 |
| Пуансон пресс-формы для горячего прессования | 1989 |
|
SU1622083A1 |
| Способ получения высокопористых металлических материалов на основе полых наноструктурированных микросфер металлов | 2020 |
|
RU2765970C1 |
| АДДИТИВНЫЙ СПОСОБ ПОЛУЧЕНИЯ ГАБАРИТНЫХ ИЗДЕЛИЙ ИЗ ТОКОПРОВОДЯЩЕЙ КЕРАМИКИ МЕТОДОМ ИСКРОВОГО ПЛАЗМЕННОГО СПЕКАНИЯ | 2021 |
|
RU2761813C1 |
| Устройство для электроимпульсного прессования порошка | 2018 |
|
RU2690631C1 |
| СПОСОБ ПОЛУЧЕНИЯ НАНОКОМПОЗИТА ИЗ КЕРАМИЧЕСКОГО ПОРОШКА | 2013 |
|
RU2544942C1 |
Изобретение относится к получению изделий искровым плазменным спеканием композиционных порошков под давлением. Устройство содержит верхний и нижний пуансоны-токоподводы и выполненную из токопроводящего материала матрицу с изоляционной втулкой, верхней втулкой-токоподводом и нижней втулкой-токоподводом. Нижний пуансон установлен внутри нижней втулки и своим торцом размещен в изоляционной втулке, а верхний пуансон установлен в верхней втулке и своим торцом размещен в изоляционной втулке. Верхний пуансон выполнен состоящим из верхней и нижней токопроводящих частей, разделенных друг от друга электроизоляционным материалом. Верхняя часть верхнего пуансона выполнена с возможностью подключения к источнику питания с прохождением электрического тока через верхнюю втулку-токоподвод, матрицу, нижнюю втулку-токоподвод и нижний пуансон, а нижняя часть верхнего пуансона выполнена с возможностью подключения к источнику питания с прохождением электрического тока через нижний пуансон и композиционный порошок. Обеспечивается повышение качества изделий. 1 ил.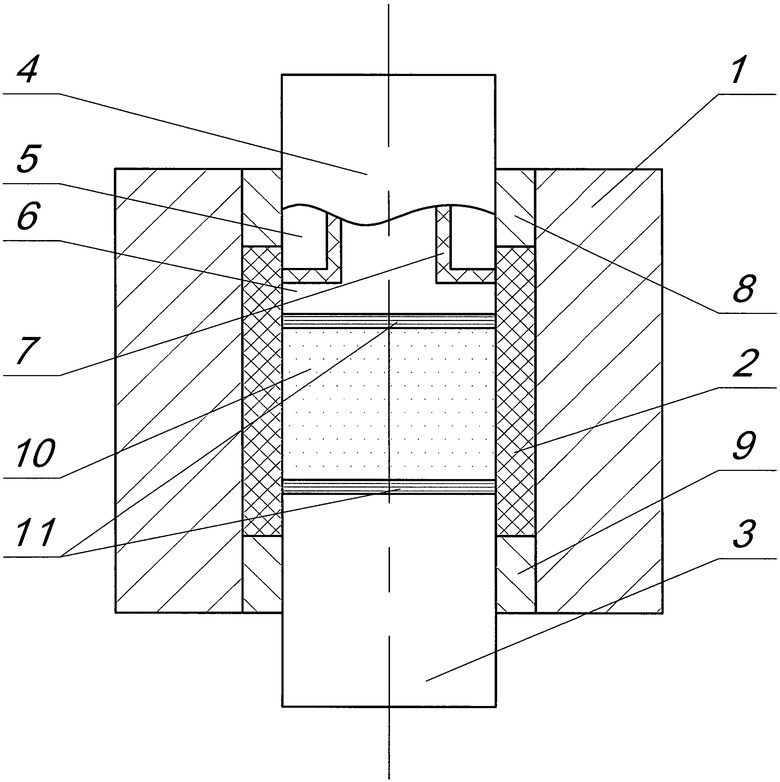
Устройство для получения изделий из композиционных порошков искровым плазменным спеканием, содержащее верхний и нижний пуансоны-токоподводы, выполненные с возможностью подключения к источнику питания, и выполненную из токопроводящего материала матрицу с изоляционной втулкой из неэлектропроводного материала и верхней и нижней втулками, при этом нижний пуансон-токоподвод установлен внутри нижней втулки и своим торцом размещен в изоляционной втулке, а верхний пуансон-токоподвод установлен в верхней втулке и своим торцом размещен в изоляционной втулке, отличающееся тем, что верхняя и нижняя втулки выполнены в виде втулок-токоподводов, верхний пуансон-токоподвод выполнен состоящим из верхней и нижней токопроводящих частей, разделенных друг от друга электроизоляционным материалом, при этом верхняя часть верхнего пуансона-токоподвода выполнена с возможностью подключения к источнику питания с прохождением электрического тока через верхнюю втулку-токоподвод, матрицу, нижнюю втулку-токоподвод и нижний пуансон, а нижняя часть верхнего пуансона-токоподвода выполнена с возможностью подключения к источнику питания с прохождением электрического тока через нижний пуансон-токоподвод и композиционный порошок.
| УСТРОЙСТВО ДЛЯ ОДНОВРЕМЕННОГО УПЛОТНЕНИЯ И СПЕКАНИЯ ЭЛЕКТРОПРОВОДЯЩИХ ПОРОШКОВ | 1996 |
|
RU2103113C1 |
| Пуансон пресс-формы для горячего прессования | 1989 |
|
SU1622083A1 |
| Пресс-форма для электроискрового спекания металлических порошков | 1982 |
|
SU1069953A1 |
| Способ получения лака | 1958 |
|
SU115719A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ТЕЛ ФОРМОВАНИЕМ | 2002 |
|
RU2279329C2 |
| Пресс-форма для горячего прессования порошков | 1988 |
|
SU1567324A1 |
| JP 2003192455 A, 09.07.2003 | |||

