(54) УСТРОЙСТВО для ОХЛАЖДЕНИЯ ПРОКАТА
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для закалки полых изделий | 1976 |
|
SU603681A1 |
| СТВОЛ АВТОМАТИЧЕСКОГО СТРЕЛКОВОГО ОРУЖИЯ, ИЗГОТОВЛЕННЫЙ МЕТОДОМ ХОЛОДНОГО РАДИАЛЬНОГО ОБЖАТИЯ, И СПОСОБ ЕГО МЕСТНОЙ ЗАКАЛКИ | 2012 |
|
RU2498185C1 |
| Установка для очистки полых изделий | 1978 |
|
SU776670A1 |
| Устройство для зацентровки трубной заготовки под прошивку | 1977 |
|
SU727245A1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ТРУБ | 2000 |
|
RU2219254C2 |
| Стан поперечно-винтовой прокатки | 1975 |
|
SU556852A1 |
| АГРЕГАТ ДЛЯ ОБЪЕМНОЙ ЗАКАЛКИ РЕЛЬСОВ | 1966 |
|
SU224544A1 |
| Роликовая закалочная машина | 1980 |
|
SU1035073A1 |
| Система управления гидравлическим нажимным устройством автомат-стана | 1980 |
|
SU901668A1 |
| СТЕНД ДЛЯ ЗАКАЛКИ ВАЛОВ И ТРУБНЫХ ДЕТАЛЕЙ | 2012 |
|
RU2499058C1 |
изобретение относится к прокатному производству и касается устройства для охлаждения проката, например для терглообработки полых изделий или труб.
Известно устройство для струйного охлаждения .баллонов, содержащее наружный и внутренней спрейеры, подающий механизм, стол загрузки и выгрузки баллонов и механизм вращения баллона и тележки. Наружные спрейеры выполнены с вращающимися регулируемыми упорами, а коллекторы наружных спрейеров смещены относительно друг друга по окружности 1,
Такое устройство не обеспечив ает равномерного охлаждения изделий, в виду необходимости включения подающего механизма на время введения и выделения внутреннего спрейера, а также последовательного передвижейия наружных спрейеров для обработки последующего баллона.
Из известных устройств для охлаждения проката наиболее близким по технической сущности к предлагаемому изобретению является устройство для закалки внутренней поверхности труб, содержащее установленную на
опорах полую штангу, на которой закреплены клапанные коробки с вертикальными открытыми цилиндрическими . пазами, над которыми расположены коллекторы с водоподводящими стволами, и привод вертикального перемещения коллекторов 2.
Недостаток известной конструкции заключается в неравном ер йост и охлаж0дения поверхности трубы, связанной с попаданием воздуха в корпус штанги при сведении коллекторов, что вызывает гидроудары и прерывистость подачи воды в коллекторы и снижает
5 интенсивность процесса закалки.
Целью изобретения является интенсификация и равномерное охлаждение проката. Поставленная цель достигается
0 созданием устройства для охлаждения проката, содержащего полую штангу, закрепленные на йей клапанные коробки с вертикальными открытыми цилинд5 рическимй пазами, опоры штанги, коллекторы с водоподводящими стволами, рас положенными над Открытыми цилиндрическими пазами клапанных коробок, привод вертикального перемещения коллекторов, которое, соглашено изобретениго, снабжено рычажными центроателями штанги, установленными- на ее опорах и подпружиненными клапанами, размещенными по одному в ствоах коллекторов, имеюошх вилкообазные выступы, под которыми в клапанных коробках выполнены наружные ертикальные направлякяцие.
Такое устройство обеспечивает непрерьовную стабильную подачу воды
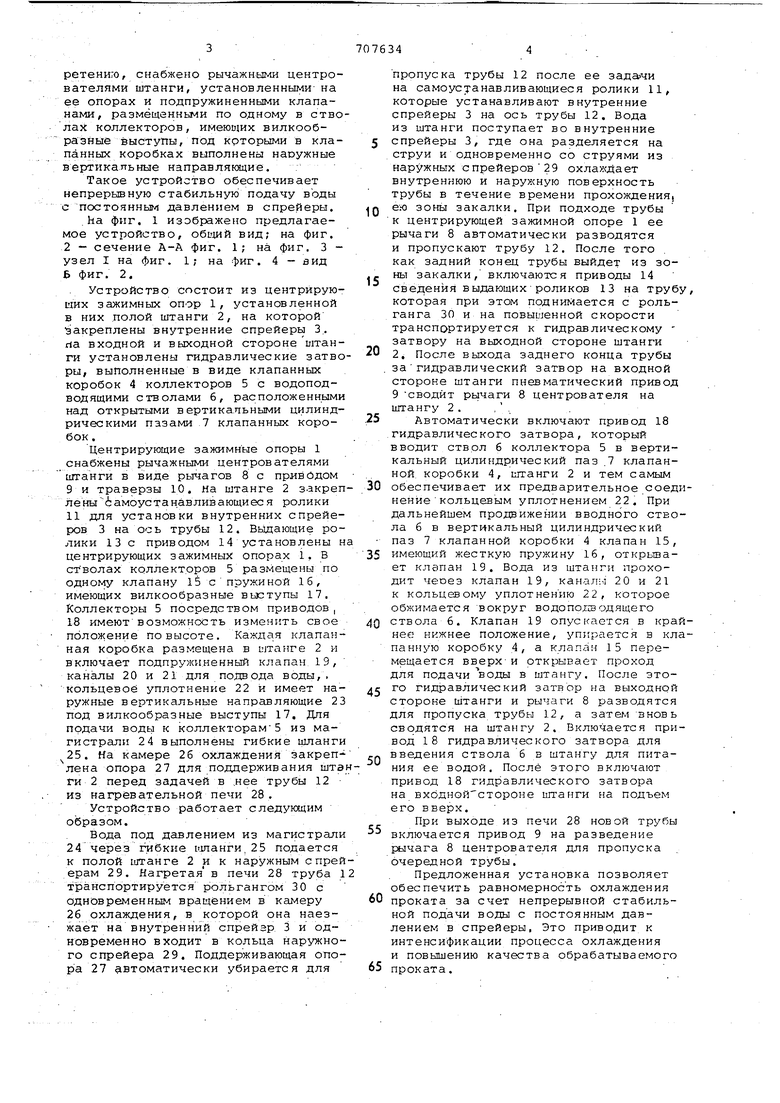
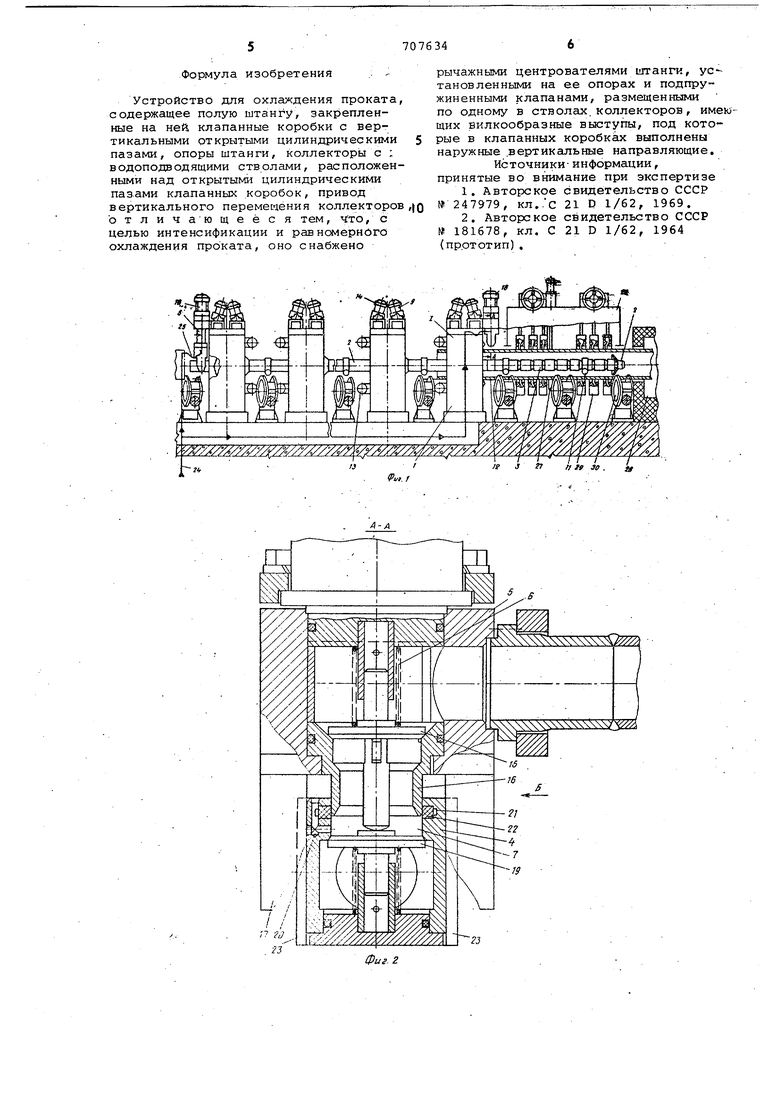
постоянным давлением в спрейеры. .ha фиг. 1 изображено предлагаеое устройство, обьдай вид; на фиг. 2 - сечение А-А фиг. 1; на фиг. 3 зел I на фиг. 1; на фиг. 4 - вид фиг. 2.
Устройство состоит из центрйруюших зажимных опор 1, установленной в них полой штанги 2, на которой закреплены внутренние спрейеры 3.. tia входной и выходной стороне штанги установлены гидравлические затворы, выполненные в виде клапанных коробок 4 коллекторов 5 с водоподводящими стволами б, расположенными над открытыми вертикальными цилиндрическими пазами .7 клапанных коробок .
Центрирующие зажимные опоры 1 снабжены р1ычажными центрователями штанги в виде рычагов 8 с приводом 9 и траверзы 10. на штанге 2 закреп- , леныбамоустацавливающиеся ролики 11 для установки внутренних спрейеров 3 на ось трубы 12. Вьщающие ролики 13 с приводом 14 установлены на центрирующих зажимных опорах 1, В стволах коллекторов 5 размещены по одному клапану 15 с пружиной 16, имеющих вилкообразные выступы 17. Коллекторы 5 посредством приводов, 18 имеют возможность изменить свое положение по высоте. Каждая клапанная коробка размещена в штанге 2 и включает подпружи.ненный клапан 19, каналы 20 и 21 для подвода воды,. Кольцевое уплотнение 22 и имеет наружные вертикальные направляющие 23 под вилкообразные выступы 17, Для подачи воды к коллекторам5 из магистрали 24 выполнены гибкие шланги 25. На камере 26 охлаждения закреп-лена опора 27 для поддерживания штанги 2 перед задачей в .нее трубы 12 из нагревательной печи 28.
Устройство работает следующим образом.
Вода под давлением из магистрали 24 через габкие 1шанги,25 подается к полой штанге 2 и к наружным спрейерам 29. Нагретая в печи 28 труба 12 транспортируется рольгангом 30с одновременным вращением в камеру 26 охлаждения, в которой она наезжает на внутренний спрейзр. 3 и одновременно входит в кольца наружного спрейера 29. Поддерживающая опора 27 автоматически убирается для
пропуска трубы 12 после ее задачи на самоусуанавливающиеся ролики 11, которые устанавливают внутренние спрейеры 3 на ось трубы 12. Вода из штанги поступает во внутренние спрейеры 3, где она разделяется на
.струи и одновременно со струями из наружных спрейеров29 охлаждает внутреннюю и наружную поверхность трубы в течение времени прохождения, ею зоны закалки. При подходе трубы
к центрирующей зажимной опоре 1 ее рычаги 8 автоматически разводятся и пропускают трубу 12. После того как задний конец трубы выйдет из зоньт закалки, включаются приводы 14 сведения выдающихроликов 13 на труб которая при этом поднимается с рольганга 30 и на повышенной скорости транспортируется к гидравлическому затвору на выходной стороне штанги 2. После выхода заднего конца трубы загидравлический затвор на входной стороне штанги пневматический привод 9 СВОДИТ рь1чаги 8 центрователя на штангу 2., .
Автоматически включают привод 18
.гидравлического затвора, который вводит ствол 6 коллектора 5 в вертикальный цилиндрический паз .7 клапанной, коробки 4, штанги 2 и тем самым обеспечивает их предварительное соеднение кольцевым уплотнением 22. При дальнейшем продвижении вводного ствола 6 в вертикальный цилиндрический паз 7 клапанной коробки 4 клапан 15, имеющий жесткую пружину 16, открывает клапан 19. Вода из штанги проходит чеоез клапан 19, каналы 20 и 21 к кольцевому уплотнению 22, которое обжимается вокруг водопохшодящего ствола 6. Клапан 19 опускается в кранее нижнее положение, упирается в клпанную коробку 4, а клапан 15 перемещается вверх-и открывает проход для подачи воды в штангу. После этого гидравлический затвор на выходной стороне штанги и рычаги В разводятся для пропуска трубы 12, а вновь сводятся на штангу 2. Включается привод 18 гидравлического затвора для введения ствола 6 в штангу для питания ее водой. После этого включают привод 18 гидравлического затвора на входной стороне штанги на подъем его вверх.
При выходе из печи 28 новой трубы включается привод 9 на разведение рычага 8 центрователя для пропуска очередной трубы.
Предложенная установка позволяет обеспечить равномерность охлаждения проката за счет непрерывной стабильной подачи воды с постоянным давлением в спрейеры, Это приводит к интенсификации процесса охлаждения и повышению качества обрабатываемого проката.
Формула изобретения
Устройство для охлаждения проката, содержащее полую штангу, закрепленные на ней клапанные коробки с вертикальными открытыми цилиндрическими пазами, опоры штанги, коллекторы с ; водоподводягцими стволами, расположенными над открытыми цилиндрическими пазами клапанных коробок, привод вертикального перемещения коллекторов отличающеёс я тем, то, с целью интенсификации и равномерного охлаждения проката, оно снабжено
рычажными центрователями штанги, ус тановленными на ее опорах и подпружиненными клапанами, размещенными по одному в стволах коллекторов, имещих вилкообразные выступы, под которые в клапанных коробках выполнены наружные вертикальные направляющие.
Источники-информации, принятые во внимание при экспертизе
7J
фиг. 2
