Область техники
Настоящее изобретение в общем относится к кованым валкам и изготовлению кованых валков. Более конкретно, настоящее изобретение относится к кованым валкам, соответствующим требованиям производства холоднокатаных изделий и в основном предназначенным для применения в производстве холоднокатаных изделий.
Уровень техники
Основным трендом в развитии производства холоднокатаных изделий как в черной, так и в цветной металлургии является стремление к более быстрой, тонкой и широкой прокатке. Текущая задача состоит в осуществлении этого при достижении точного регулирования плоскостности, толщины и особенностей поверхности с высокой производительностью. Поэтому такое стремление вызывает потребность применения передовых технологий прокатки, которые позволяют регулировать ключевые параметры прокатки.
Некоторые ключевые параметры, такие как сохранение шероховатости и особенностей поверхности, можно обеспечить посредством электролитического хромирования рабочих валков. Данный технологический прием является эффективным и действенным, но он все более вызывает сомнения и в ближайшем будущем станет неприемлемым из-за ограничений, налагаемых требованиями по охране окружающей среды.
В настоящее время при холодной прокатке обычно используют рабочие кованые валки с хромированной электролитическим способом поверхностью (от 2 до 6% Cr). Электролитическое хромирование таких валков осуществляют для улучшения износостойкости в показателях сохранения текстуры поверхности, что в свою очередь обеспечивает, например, устойчивый и высокий блеск кузова автомобиля после окраски. Способы получения твердых электролитических покрытий, такие как электролитическое хромирование, изначально разрабатывали для применения в дрессировочном/прокатном стане. В таких областях применения хромированные электролитическим способом рабочие валки имеют повышенный в 2-8 раз срок службы, по сравнению с валками без покрытия, в основном благодаря лучшему сохранению шероховатости. Этот способ все шире используют в редукционных прокатных станах.
Также существуют кованые валки, изготовленные из быстрорежущей стали (БРС), использование которых предусмотрено без покрытия, но существует потребность в валке с низкими остаточными внутренними напряжениями и в промышленном способе получения такого валка, который предполагается использовать без покрытия в стане при обеспечении сохранения шероховатости по меньшей мере равноценного сохранения шероховатости валков с покрытием.
Валки, получаемые для применения в производстве холоднокатаных изделий, должны выдерживать условия обработки или определенные рабочие напряжения при эксплуатации без образования трещин или склонности к разрыву. Разрыв валка может угрожать безопасности рабочего персонала и приводить к повреждению стана. Следовательно, существует потребность в валке с низкими остаточными внутренними напряжениями.
Примеры документов известного уровня техники, в которых описана разработка валков из БРС без покрытий для целей холодной прокатки:
С. Gaspard, С. Vergne, D. Batazzi, Т. Nylen, Р.Н. Bolt, S. Mul, K.M. Reuver “Implementation of In-service Key Parameters of HSS Work Roll Grade Dedicated to Advanced Cold Rolling”, IST Conference May 3-6, 2010, Pittsburgh, Pa, USA.
C. Gaspard, S. Bataille, D. Batazzi, P. Thonus “Improvement for Advanced Cold Rolling Reduction Mills by Using Semi-HSS and HSS Rolls”, 7th International Conference on Steel Rolling (ISIJ), Makuhari, Chiba, Japan, 1998.
P.H. Bolt, D. Batazzi, N.P. Belfiore, C. Gaspard, L. Goiset, M. Laugier, O. Lemaire, D. Matthews, T. Nylen, K. Reuver, D. Stocchi, F. Stork, J. Tensen, M. Totnicelli, R. Valle, E. van den Elzen, C. Vergne, I.M. Williams “Damage Resistance and Roughness Retention of Work Rolls in Cold Rolling Mills”, 5th European Rolling Conference, 23-25 June 2009, London, UK.
Другими примерами документов известного уровня техники являются патентные публикации JP 09003603, JP 53077821, JP 57047849, JP 2002285284, JP 10317102, JP 1208437, ЕР 0395477 и JP 08158018, где описаны рабочие валки для холодной прокатки с улучшенной износостойкостью и стойкостью к выкрашиванию.
Однако в этих документах известного уровня техники не описаны параметры и свойства, необходимые для обеспечения такого валка из БРС, который может работать в условиях стана холодной прокатки.
Описание изобретения
Основной целью изобретения является обеспечение валка и промышленного способа получения такого валка, который может работать в условиях стана холодной прокатки, предпочтительно без покрытия. Более конкретно, целью изобретения является обеспечение такого валка и способа получения такого валка при сохранении трибологических свойств, таких как низкий коэффициент трения, высокой степени сохранения шероховатости, отсутствии загрязнения железной пылью, по меньшей мере, эквивалентных таким свойствам валков с покрытием известного уровня техники, где валок имеет улучшенные эксплуатационные характеристики в прокатном стане в показателях повышенного сопротивления образованию трещин и повышенной безопасности работы по сравнению с известными валками.
Также изобретение направлено на решение следующих частных задач:
- улучшение поверхности валка, которое обеспечивает улучшенные эксплуатационные характеристики валка;
- предотвращение выкрашивания валка;
- устранение воздействия способа получения валка на окружающую среду;
- повышение долговечности или срока службы валка с обеспечением возможности повысить количество эксплуатации валка в кампаниях прокатного стана.
Решением основной задачи, частных задач и указанных выше проблем является валок по изобретению с улучшенным сопротивлением образованию трещин разгара и низким распространением трещин, что снижает вероятность возникновения аварийных ситуаций при эксплуатации стана при сохранении более высокой износостойкости.
В настоящем изобретении обеспечивают кованый валок для применения в производстве холоднокатаных изделий и способ получения такого валка. Валок предпочтительно не имеет покрытия, но также на него может быть нанесено покрытие.
Первый аспект изобретения относится к кованому валку, содержащему сталь следующего состава, в масс.%:
от 0,8 до менее (<) 1% С,
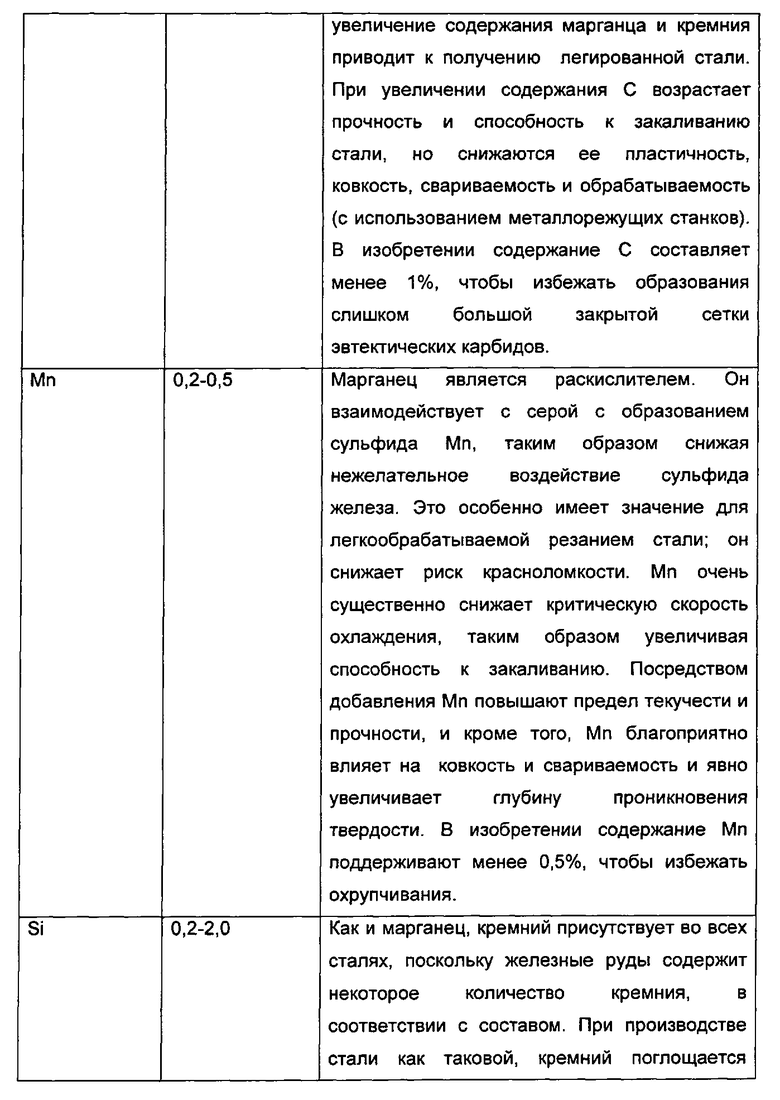
от 0,2 до 0,5% Mn,
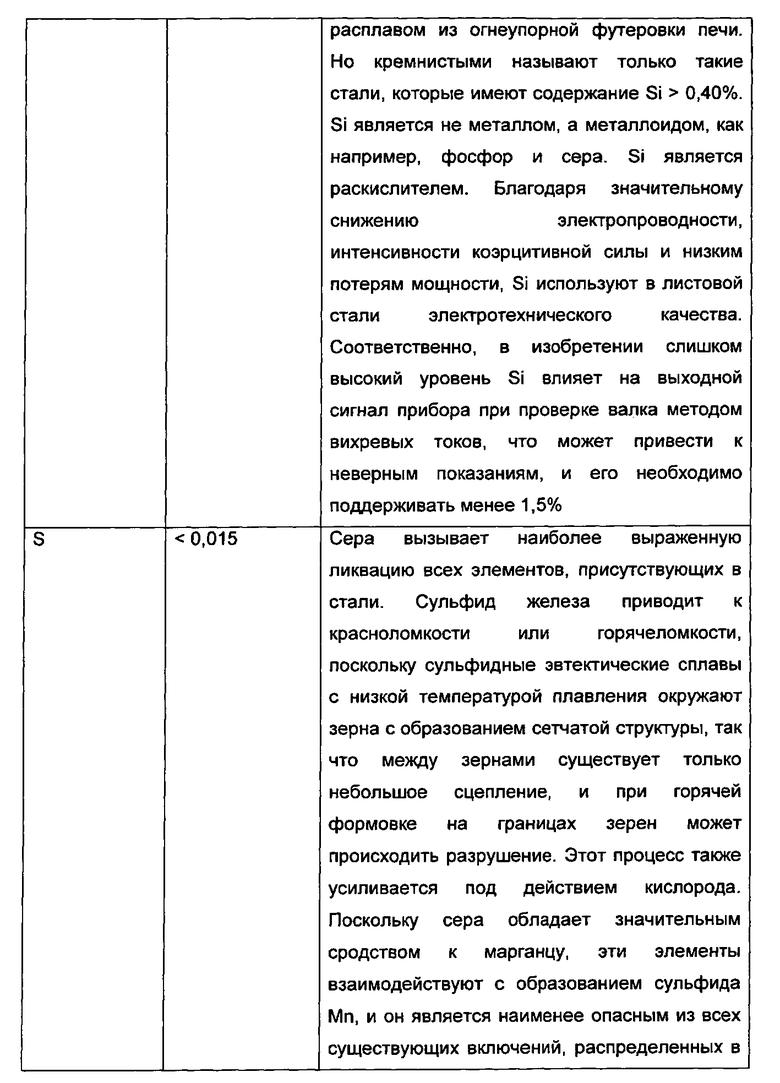
от 0,2 до 2,0% Si,
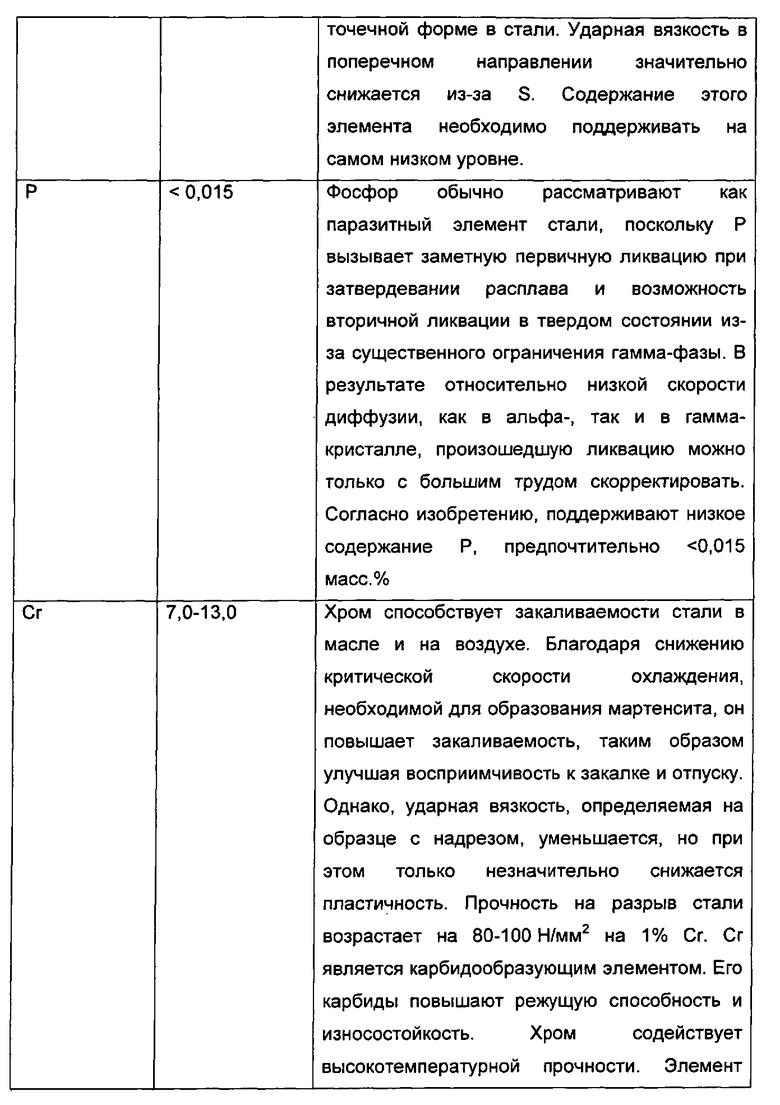
от 7,0 до 13,0% Cr,
от 0,6 до 1,6% Mo,
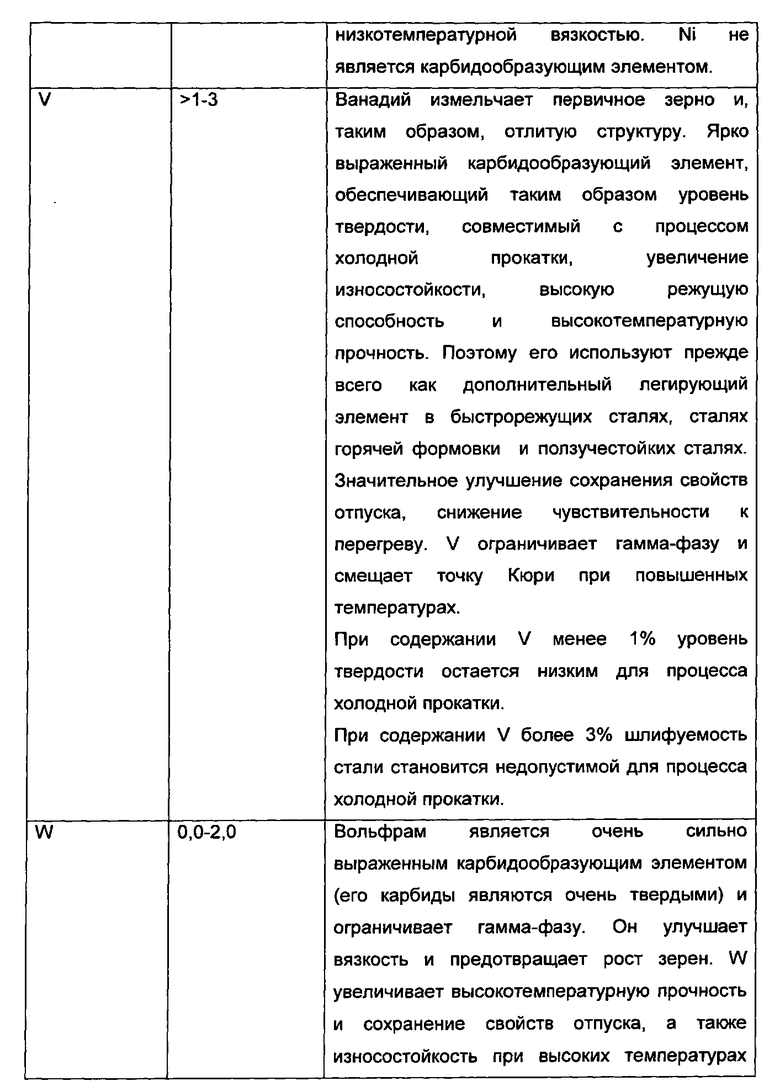
от более (>) 1,0 до 3,0% V,
остальное по существу представляет собой Fe и возможные случайные и/или возможные неизбежные примеси;
причем микроструктура валка включает:
- отпущенный мартенсит с содержанием остаточного аустенита менее (<) 5 об.% и
- открытую сетку эвтектических карбидов с содержанием эвтектических карбидов менее (<) 5 об.%;
при этом валок имеет:
- твердость по Виккерсу от 780 до 840 и
- внутренние напряжения сжатия от -300 МПа до -500 МПа.
В других воплощениях изобретения валок по изобретению включает открытую сетку эвтектических карбидов, определяющую ячеистый рисунок эвтектических ячеек.
Другие варианты валка включают любые из следующих возможных признаков, взятых по отдельности или в сочетании.
Валок, в котором открытая сетка эвтектических карбидов включает дендритные оси.
Валок, в котором открытая сетка эвтектических карбидов сформирована в виде по существу изолированных участков сетки эвтектических карбидов.
Валок, в котором указанная микроструктура присутствует по меньшей мере в рабочем слое валка.
Валок, содержащий сталь следующего состава, в масс.%:
от 0,8 до менее (<) 1% C,
от 0,2 до 0,5% Mn,
от 0,2 до 2,0% Si,
от 7,0 до 13,0% Cr,
от 0,6 до 1,6% Mo,
от более (>) 1,0 до 3,0% V,
менее (<) 0,015% Р, и
менее (<) 0,015% S, и
менее (<) 1% Ni,
менее (<) 30 ppm (частей на миллион) O2, и
менее (<) 100 ppm N2, и
менее (<) 3 ppm Н2,
менее (<) 2% W, и
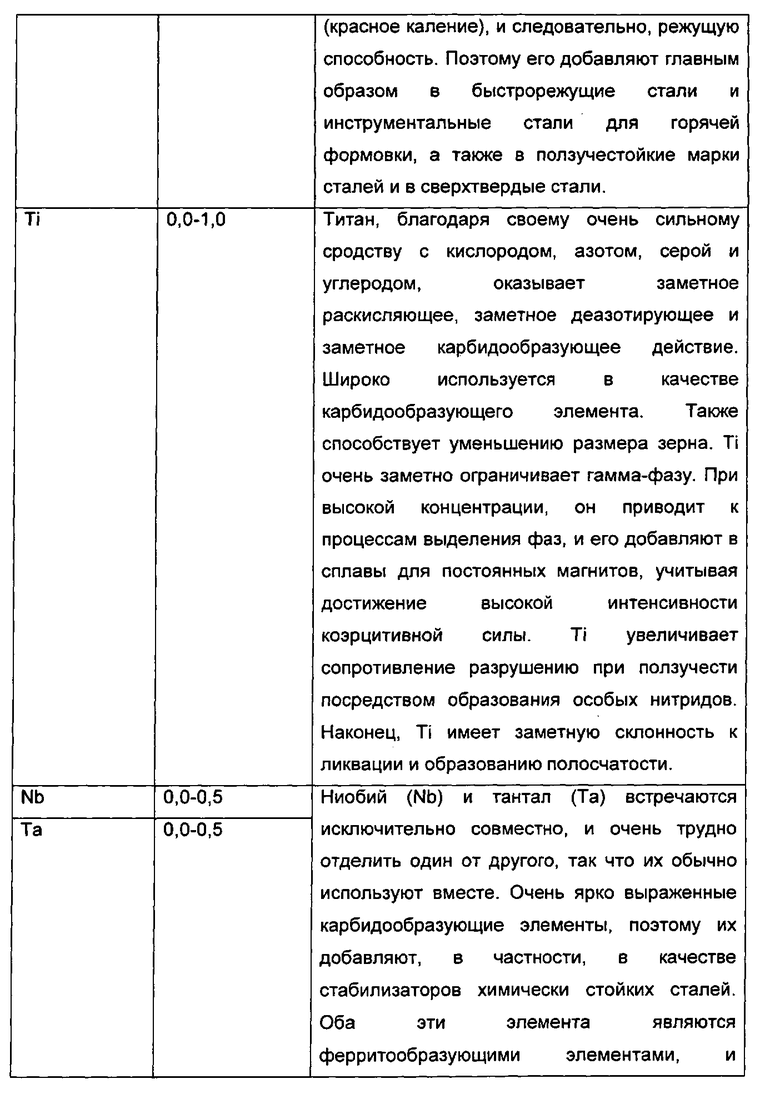
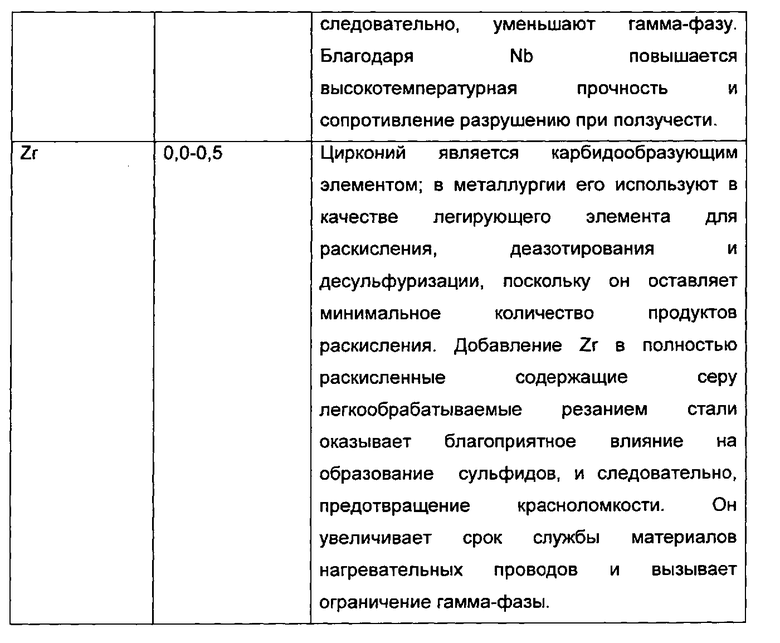
менее (<) 1% Nb, и
менее (<) 1% Ti, и
менее (<) 0,5% Та, и
менее (<) 0,5% Zr, и
остальное по существу представляет собой Fe и возможные случайные и/или возможные неизбежные примеси.
Валок в соответствии с изобретением, в котором содержание C в составе стали составляет от 0,8 до 0,99 масс.% C от общей массы валка.
Валок в соответствии с изобретением, в котором содержание C в составе стали составляет от 0,85 до 0,9 масс.% C от общей массы валка.
Валок в соответствии с изобретением, в котором содержание Mn в составе стали составляет от 0,4 до 0,5 масс.% Mn от общей массы валка.
Валок в соответствии с изобретением, в котором содержание Si в составе стали составляет от 0,2 до 1,5 масс.% Si от общей массы валка.
Валок в соответствии с изобретением, в котором содержание Si в составе стали составляет от 0,85 до 1,15 масс.% Si от общей массы валка.
Валок в соответствии с изобретением, в котором содержание Cr в составе стали составляет от 7,0 до 11 масс.% Cr от общей массы валка.
Валок в соответствии с изобретением, в котором содержание Cr в составе стали составляет от 7,3 до менее (<) 8,0 масс.% Cr от общей массы валка.
Валок в соответствии с изобретением, в котором содержание Mo в составе стали составляет от 1,45 до 1,55 масс.% Mo от общей массы валка.
Валок в соответствии с изобретением, в котором содержание Ni в составе стали составляет менее (<) 0,3 масс.% Ni от общей массы валка.
Валок в соответствии с изобретением, в котором содержание V в составе стали составляет от 1,3 до 2,1 масс.% V от общей массы валка.
Валок в соответствии с изобретением, в котором содержание V в составе стали составляет от 1,3 до 1,6 масс.% V от общей массы валка.
Валок в соответствии с изобретением, в котором сталь имеет следующий состав, в масс.%:
от 0,8 до 0,99% C, и
от 0,4 до 0,5% Mn, и
от 0,2 до 1,5% Si, и
от 7,0 до 11% Cr, и
от 0,6 до 1,6% Mo, и
менее (<) 1,0% Ni, и
от 1,0 до 2,1% V, и
менее (<) 0,015% P, и
менее (<) 0,015% S, и
менее (<) 30 ppm O2, и
менее (<) 100 ppm N2, и
менее (<) 3 ppm Н2, и
остальное по существу представляет собой Fe и возможные случайные и/или возможные неизбежные примеси.
Валок в соответствии с изобретением, в котором сталь имеет следующий состав, в масс.%:
от 0,85 до 0,9% C, и
от 0,4 до 0,5% Mn, и
от 0,85 до 1,15% Si, и
от 7,3 до менее (<) 8,0% Cr, и
от 1,45 до 1,55% Mo, и
менее (<) 0,3% Ni, и
от 1,3 до 1,6% V, и
менее (<) 0,015% P, и
менее (<) 0,015% S, и
менее (<) 30 ppm О2, и
менее (<) 100 ppm N2, и
менее (<) 3 ppm Н2, и
остальное по существу представляет собой Fe и возможные случайные и/или возможные неизбежные примеси.
Кроме того, валок в соответствии с изобретением предназначен для применения в качестве рабочего валка при холодной прокатке.
Кроме того, валок в соответствии с изобретением имеет массу более 400 кг.
Кроме того, валок в соответствии с изобретением имеет диаметр от 215 до 800 мм.
В еще одном аспекте изобретения обеспечивают кованый валок, полученный способом, включающим следующие стадии:
а) обеспечение следующего состава стали, в масс.%:
от 0,8 до менее (<) 1% С,
от 0,2 до 0,5% Mn,
от 0,2 до 2,0% Si,
от 7,0 до 13,0% Cr,
от 0,6 до 1,6% Mo,
более (>) 1,0 до 3,0% V,
остальное по существу представляет собой Fe и возможные случайные и/или возможные неизбежные примеси; в других воплощениях сталь имеет один из вышеописанных составов или их сочетаний;
б) получение слитка при поддержании скорости затвердевания более 15°C/мин в поверхностном слое слитка, эквивалентном поверхностному слою валка, в интервале затвердевания;
в) ковка слитка с получением валка;
г) закалка валка индукционным нагревом;
д) отпуск валка;
посредством чего обеспечивают микроструктуру валка, включающую:
- отпущенный мартенсит с содержанием остаточного аустенита менее (<) 5 об.% и
- открытую сетку эвтектических карбидов с содержанием эвтектических карбидов менее (<) 5 об.%;
при этом валок имеет:
- твердость по Виккерсу от 780 до 840 и
- внутренние напряжения сжатия от -300 МПа до -500 МПа.
Другие варианты валка включают любые из указанных выше возможных признаков, по отдельности или в сочетании, относящихся к химическому составу или микроструктуре валка, и дополнительно включают любые из возможных признаков, по отдельности или в сочетании, указанных ниже.
В другом аспекте изобретения обеспечивают способ получения некованого валка в соответствии с изобретением, включающий следующие стадии:
а) обеспечение следующего состава стали, в масс.%:
от 0,8 до менее (<) 1% C,
от 0,2 до 0,5% Mn,
от 0,2 до 2,0% Si,
от 7,0 до 13,0% Cr,
от 0,6 до 1,6% Mo,
от более (>) 1,0 до 3,0% V,
остальное по существу представляет собой Fe и возможные случайные и/или возможные неизбежные примеси; в других воплощениях сталь имеет один из вышеописанных составов или их сочетаний;
б) получение слитка при поддержании скорости затвердевания более 15°C/мин в поверхностном слое слитка, эквивалентном поверхностному слою валка, в интервале затвердевания;
в) ковка слитка с получением валка;
г) закалка валка индукционным нагревом;
д) отпуск валка при температуре от 450°C до 530°C для достижения твердости по Виккерсу от 780 до 840;
посредством чего обеспечивают микроструктуру валка, включающую:
- отпущенный мартенсит с содержанием остаточного аустенита менее (<) 5 об.% и
- открытую сетку эвтектических карбидов с содержанием эвтектических карбидов менее (<) 5 об.%;
при этом валок имеет:
- твердость по Виккерсу от 780 до 840 и
- внутренние напряжения сжатия от -300 МПа до -500 МПа.
Дополнительные варианты валка включают любые из указанных ниже возможных признаков, взятых по отдельности или в сочетании.
Способ в соответствии с изобретением, в котором слиток получают при поддержании скорости затвердевания в рабочем слое, а также в сердцевине, от 15°C/мин до 55°C/мин, или альтернативно, от 17°C/мин до 50°C/мин, или альтернативно, от 35°C/мин до 55°C/мин, или альтернативно, от 45°C/мин до 55°C/мин.
Способ в соответствии с изобретением, в котором слиток получают при поддержании скорости затвердевания более 35°C/мин в рабочем слое или на поверхности слитка, в интервале затвердевания.
Способ в соответствии с изобретением, в котором интервал затвердевания для указанного слитка составляет от 1400°C до 1200°C.
Способ в соответствии с изобретением, в котором слиток получают при поддержании предварительно заданной скорости затвердевания в технологическом процессе с использованием печи электрошлакового переплава (ПЭШП) посредством регулирования подачи тока в амперах в соответствии с заранее определенной функцией скорости затвердевания.
Способ, в котором стадия ковки слитка с получением валка включает следующие стадии:
а) нагревание слитка до температуры приблизительно 850-1100°C или 800-1000°C, предпочтительно в течение периода приблизительно 6 ч;
б) ковка слитка при температуре выше приблизительно 800°C или выше 850°C;
в) повторение стадий (а)-(б) до завершения формования из слитка валка, который имеет требуемую форму и размер.
Способ, дополнительно включающий после стадии ковки стадию предварительной термообработки заготовки валка, предпочтительно при температуре приблизительно 700-1100°C или 800-900°C, причем указанная термообработка может включать диффузионную обработку водородом.
Способ, дополнительно включающий стадию поверхностного упрочнения посредством непрерывно-последовательного индукционного нагревания предпочтительно при температуре приблизительно 900-1150°C.
Способ, в котором стадия отпуска валка включает следующие стадии:
г) нагревание валка до приблизительно 450-530°C или 450-520°C, предпочтительно 3 раза,
д) воздушное охлаждение валка между стадиями нагревания.
Способ, дополнительно включающий механическую обработку валка для текстурирования белого слоя, включающего эвтектические карбиды.
Дополнительные варианты способа по изобретению включают любые из указанных выше возможных признаков, относящихся к химическому составу или микроструктуре валка и взятых по отдельности или в сочетании, и также включают любые из указанных ниже возможных признаков, взятых по отдельности или в сочетании.
В еще одном аспекте изобретения обеспечивают слиток, представляющий собой промежуточный продукт получения валка, включающий сталь следующего состава, в масс.%:
от 0,8 до менее (<) 1% С,
от 0,2 до 0,5% Mn,
от 0,2 до 2,0% Si,
от 7,0 до 13,0% Cr,
от 0,6 до 1,6% Mo,
от более (>) 1,0 до 3,0% V,
остальное по существу представляет собой Fe и возможные случайные и/или возможные неизбежные примеси;
причем микроструктура готового валка, получаемого из слитка, включает:
- отпущенный мартенсит с содержанием остаточного аустенита менее (<) 5% об. и
- открытую сетку эвтектических карбидов с содержанием эвтектических карбидов менее (<) 5% об.
Другие варианты промежуточного продукта - слитка по изобретению включают любые из указанных выше возможных признаков, относящихся к химическому составу или микроструктуре валка и взятых по отдельности или в сочетании, и также включают любые из указанных ниже возможных признаков, взятых по отдельности или в сочетании.
В еще одном аспекте изобретения обеспечивают применение кованого валка по изобретению для холодной прокатки материала, требующего высокой нагрузки при прокатке.
В других воплощениях изобретения обеспечивают применение кованого валка для холодной прокатки материалов высокой прочности, таких как марки стали ПСПП (прогрессивные стали повышенной прочности).
Обеспечивают применение кованого валка по изобретению в следующем оборудовании:
- в станах холодной прокатки для ранних и чистовых клетей, реверсивных и нереверсивных клетей для проката белой жести, стали, кремнистой стали, нержавеющей стали, алюминия и меди, или
- в дрессировочных станах холодной прокатки, или
- в конфигурациях стана с двухвалковыми, четырехвалковыми и шестивалковыми клетями с текстурированной или нетекстурированной поверхностью.
Обеспечивают применение кованого валка по изобретению в качестве рабочего валка.
Валок по изобретению можно применять во многих областях в качестве валка без покрытия. Однако в других аспектах и воплощениях изобретения валок также может быть снабжен покрытием, выбранным для любого текущего или специального применения. Покрытие может представлять собой, например, хромовое покрытие. Валок также можно использовать для горячей прокатки.
Краткое описание чертежей
Далее изобретение описано посредством приведенных в качестве примера воплощений, со ссылками на чертежи, где:
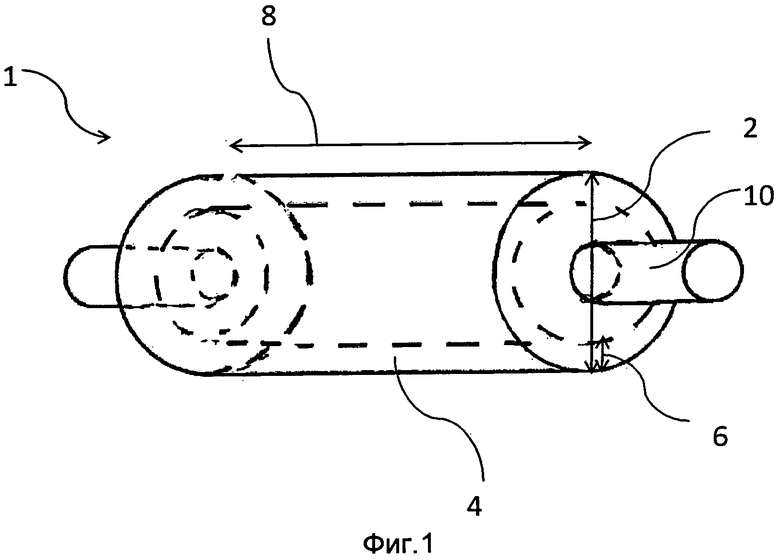
на Фиг. 1 схематически показан валок по изобретению;
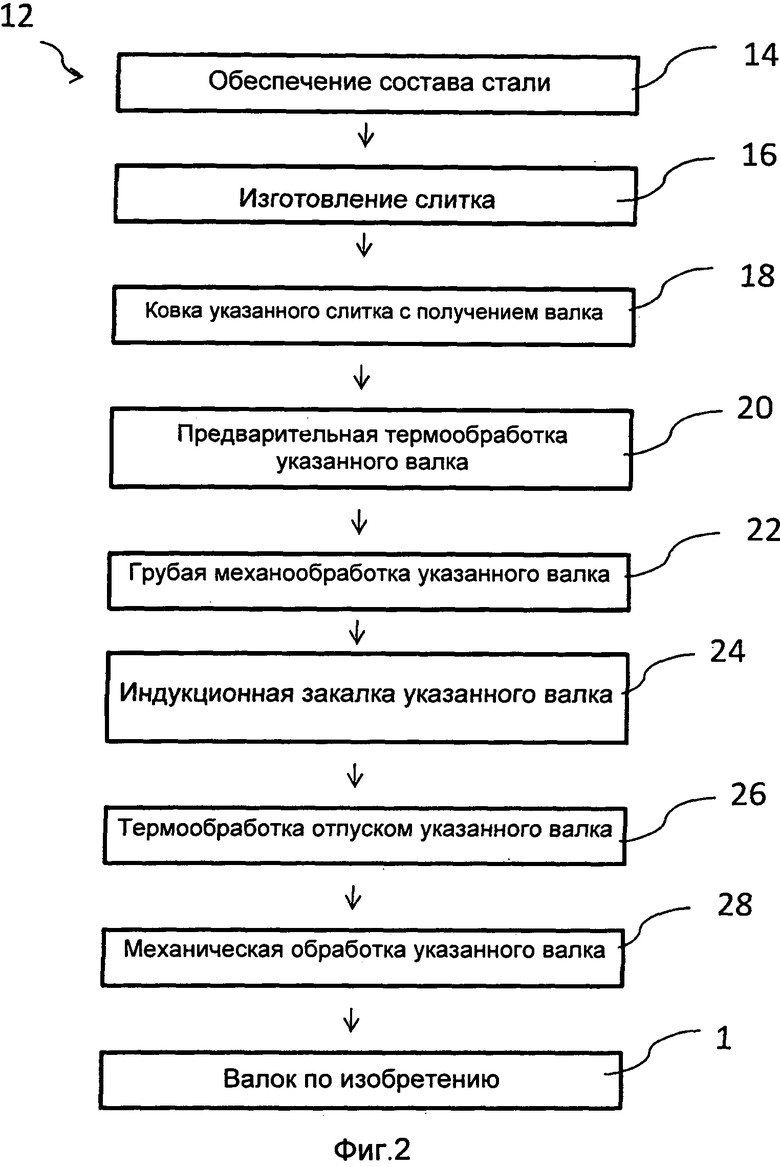
на Фиг. 2 представлена схема способа получения валка по изобретению;
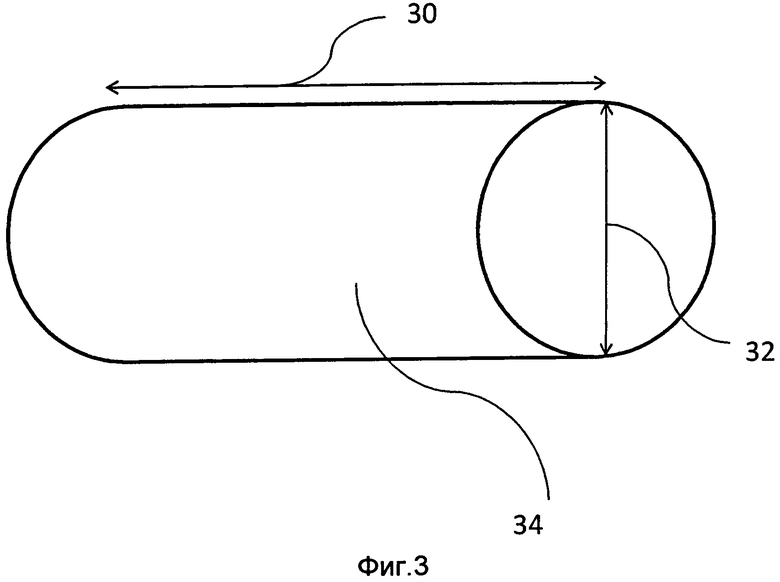
на Фиг. 3 схематически показан слиток по изобретению;
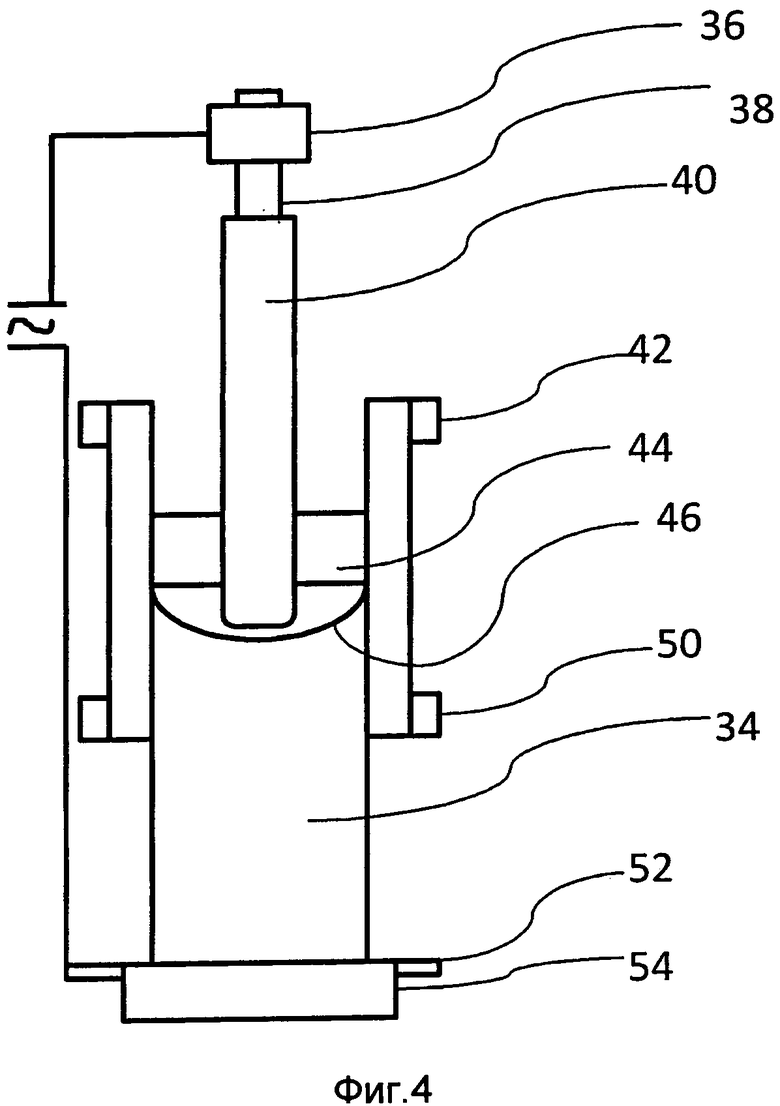
на Фиг. 4 представлена схема способа получения слитка по изобретению;
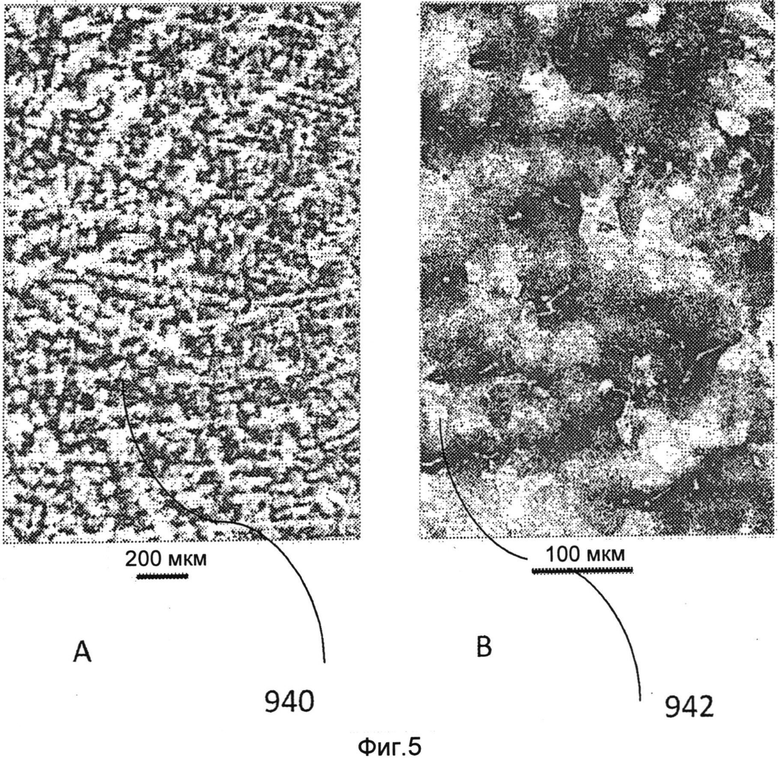
на Фиг. 5 (А и В) представлена микроструктура в литом состоянии сорта валка, полученного с использованием способа по изобретению. Сорт валка показан в поперечном сечении рабочих слоев сорта валка.
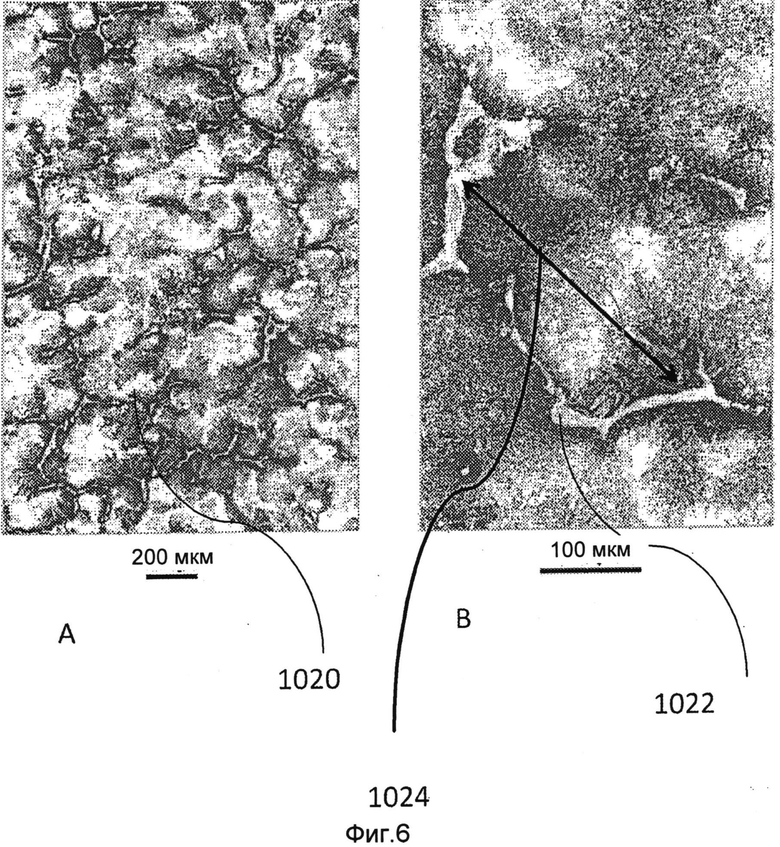
на Фиг. 6 (А и В) представлена микроструктура в литом состоянии сорта валка, полученного с использованием способа по изобретению. Сорт валка показан в поперечном сечении рабочих слоев сорта валка.
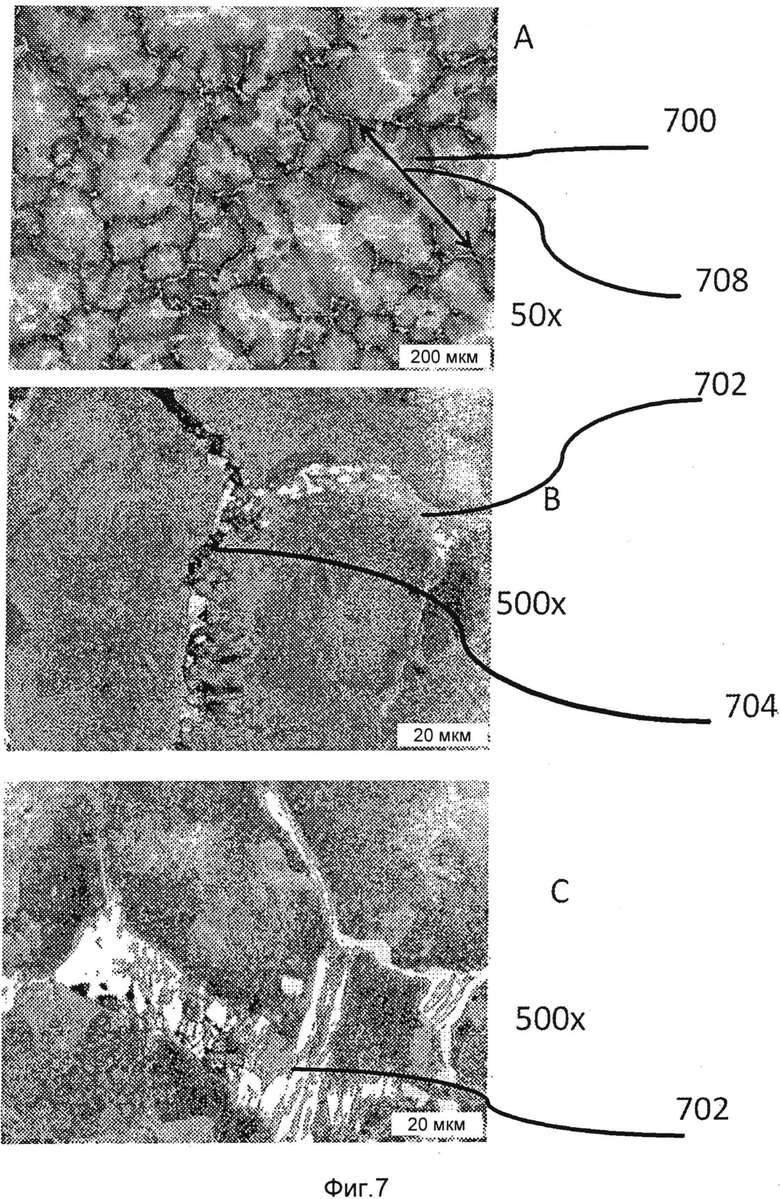
на Фиг. 7 представлена микроструктура в литом состоянии сорта валка, полученного с использованием способа по изобретению, за исключением того, что использовали слишком низкую скорость затвердевания. Сорт валка показан в поперечном сечении рабочих слоев сорта валка;
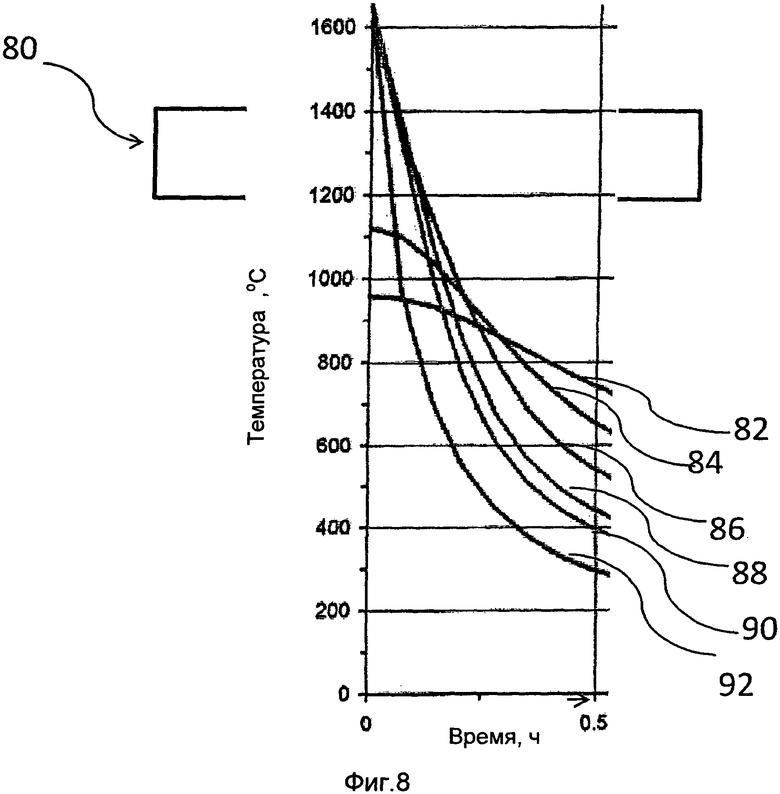
на Фиг. 8 представлен первый набор примеров скоростей затвердевания для способа по изобретению;
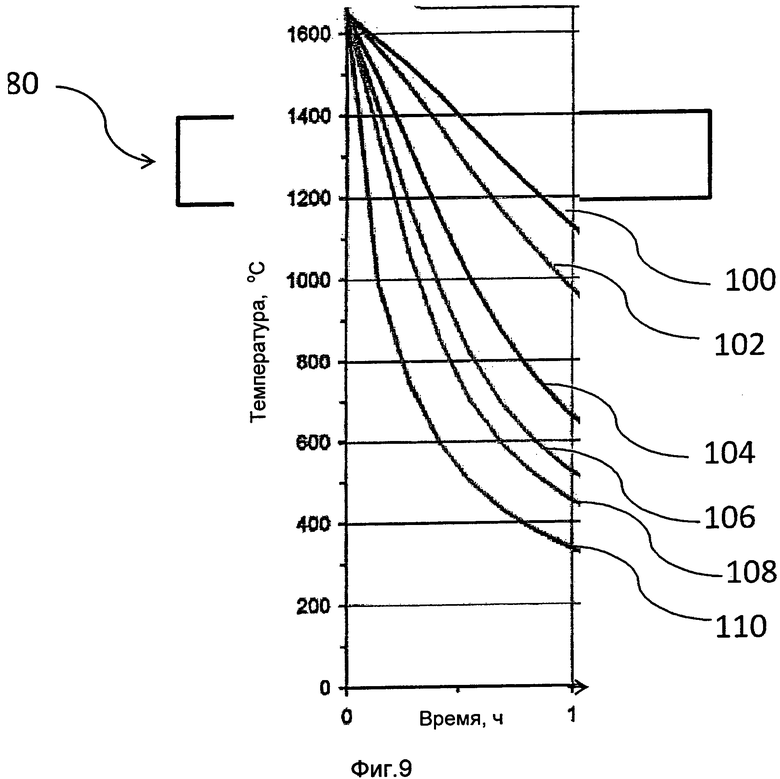
на Фиг. 9 представлен второй набор примеров скоростей затвердевания для способа по изобретению;
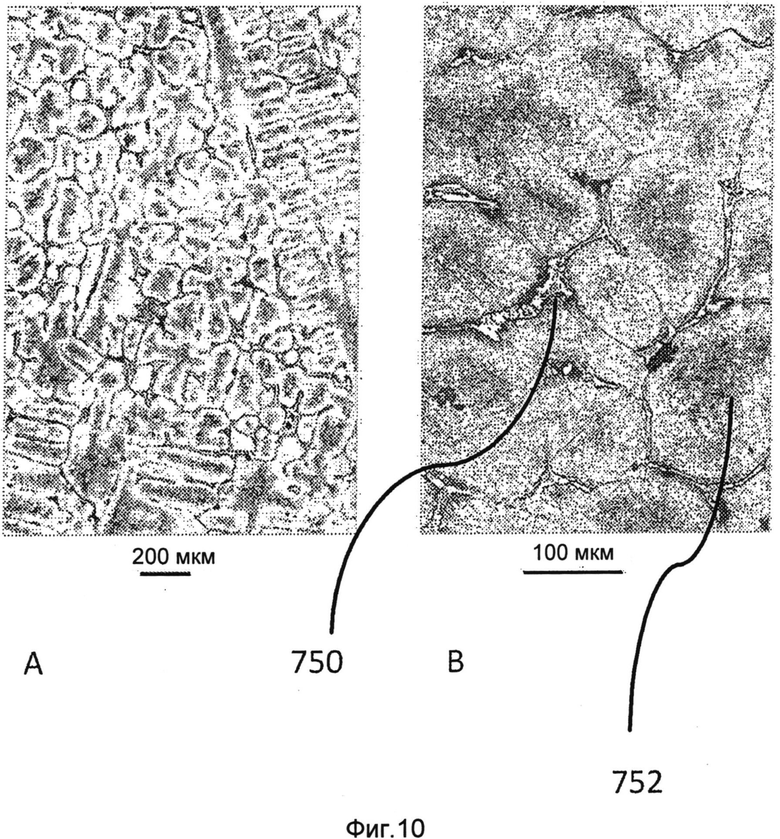
на Фиг. 10 (А и В) представлена микроструктура в литом состоянии слитка, полученного в лабораторных условиях, с использованием способа по изобретению;
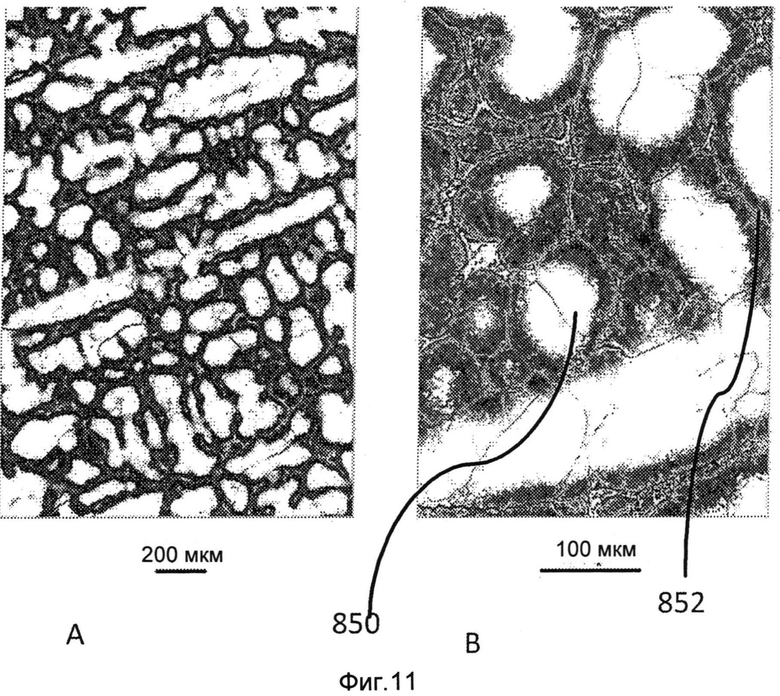
на Фиг. 11 (А и В) представлена микроструктура в литом состоянии слитка, полученного в лабораторных условиях, с использованием способа по изобретению, за исключением того, что использовали слишком большое содержание Мо;
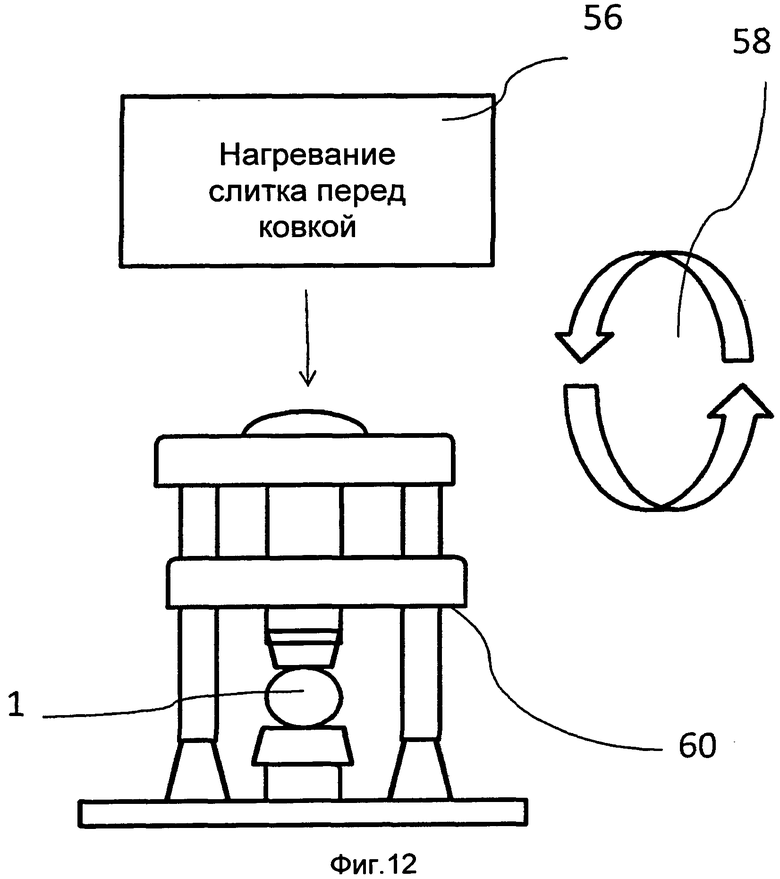
на Фиг. 12 схематически показано выполнение ковки в соответствии с изобретением;
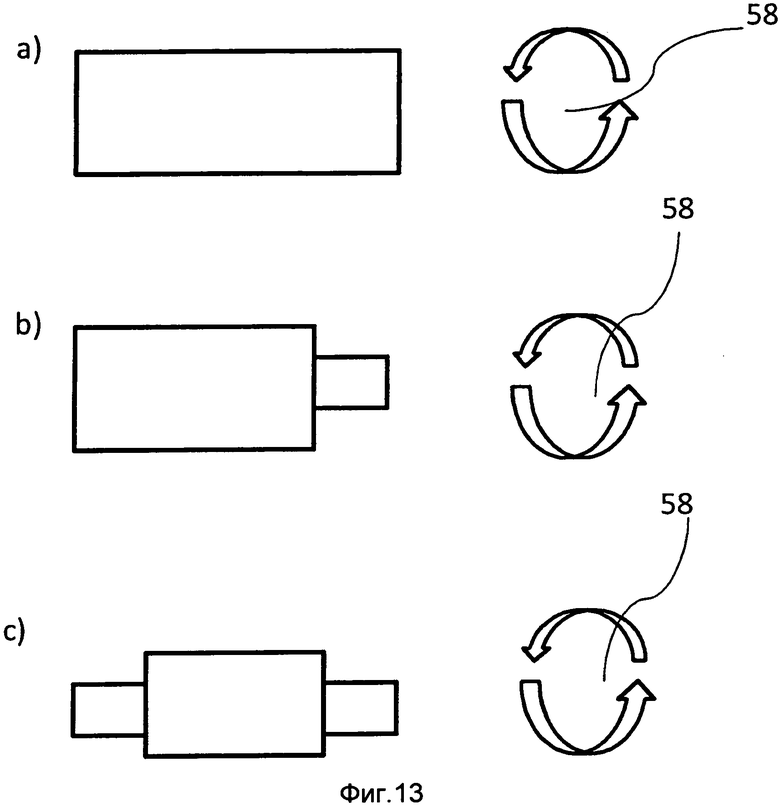
на Фиг. 13 схематически показаны стадии формовки слитка посредством ковки с получением валка по изобретению;
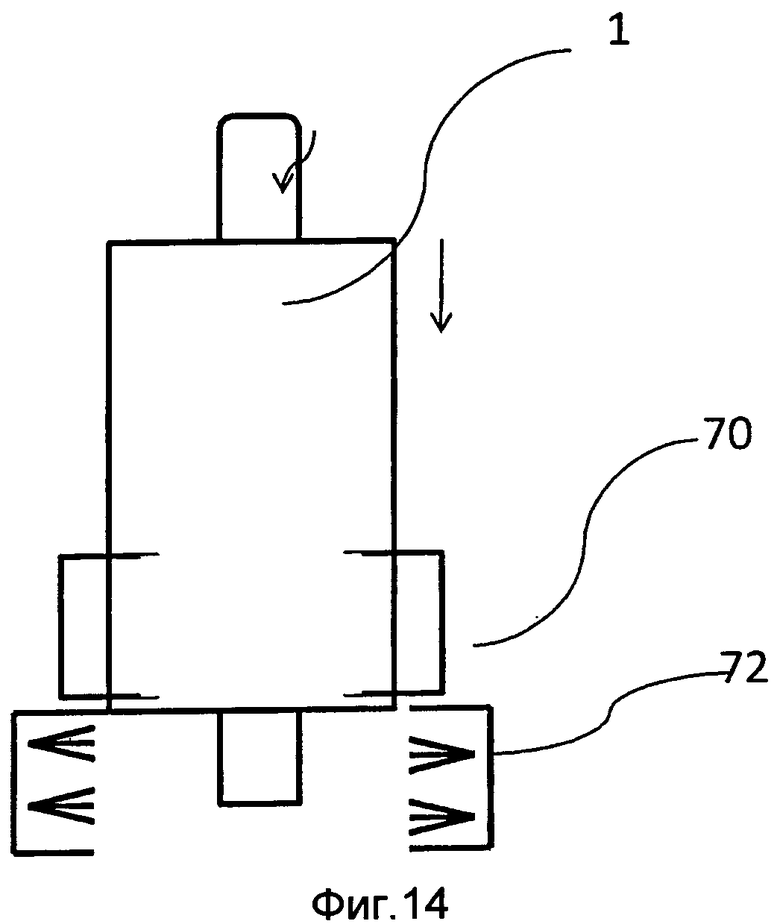
на Фиг. 14 схематически показано выполнение непрерывно-последовательно индукционной закалки при различных частотах валка в соответствии с изобретением;
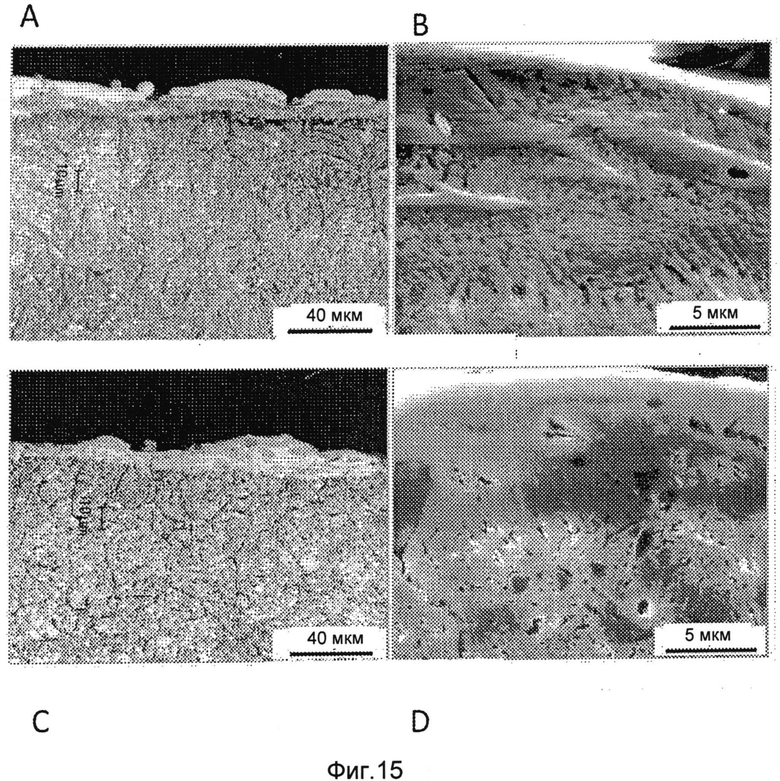
на Фиг. 15 (А и В) представлена микроструктура поверхности валка стандартного сорта после текстурирования поверхности (текстурирование электронным разрядом (ТЭР));
на Фиг. 15 (С и D) представлена микроструктура поверхности валка по изобретению после текстурирования поверхности (ТЭР);
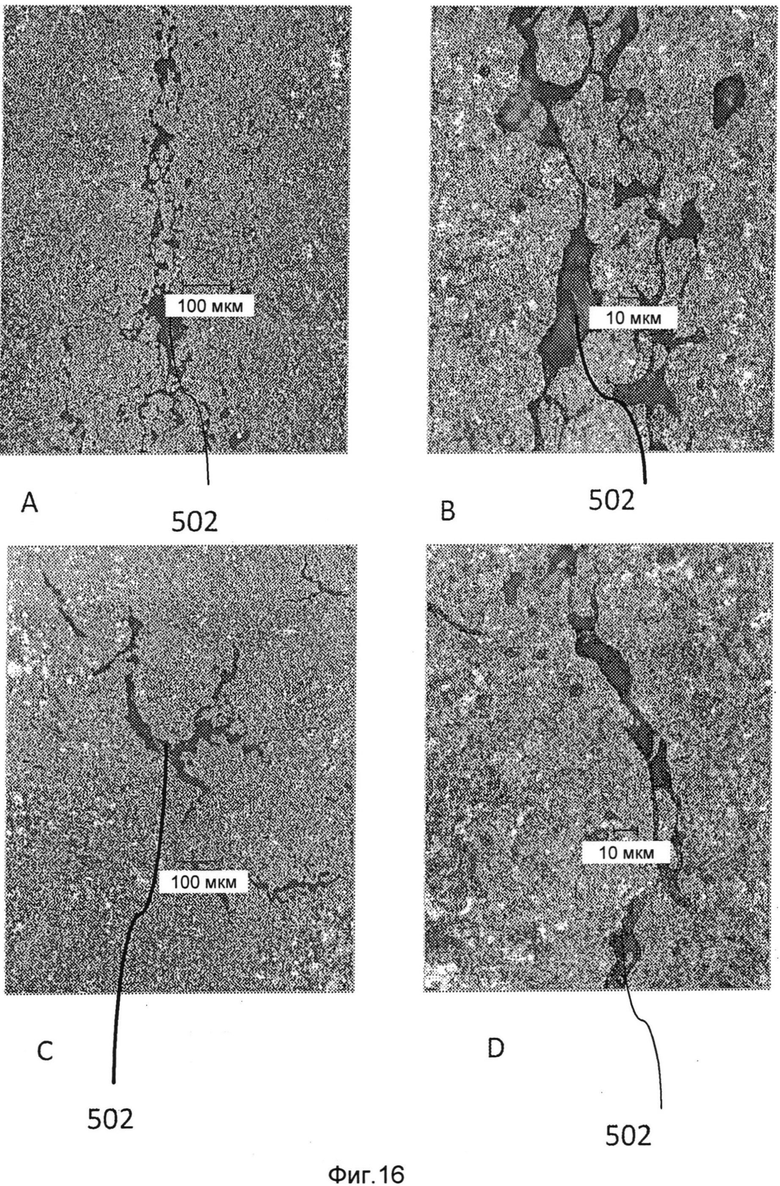
на Фиг. 16 (А-D) представлены разрушительные дефекты на валке, образовавшиеся при получении валков с низким содержанием хрома и высоким содержанием молибдена;
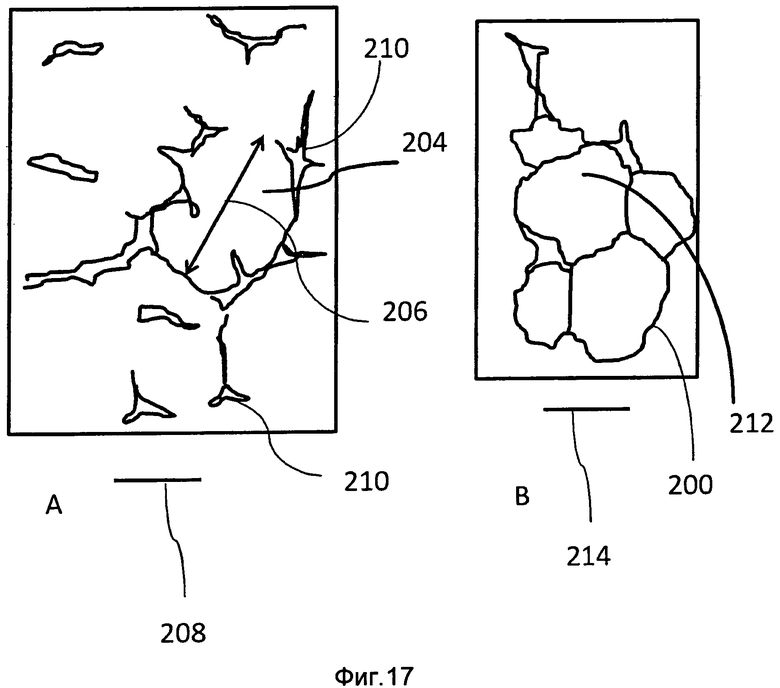
на Фиг. 17А показано воплощение микроструктуры в соответствии с изобретением с открытой эвтектической сеткой;
на Фиг. 17В представлен пример микроструктуры с закрытой эвтектической сеткой, в которой эвтектические карбиды 200 образуют эвтектическую сетку с четко разделенными эвтектическими ячейками 212;
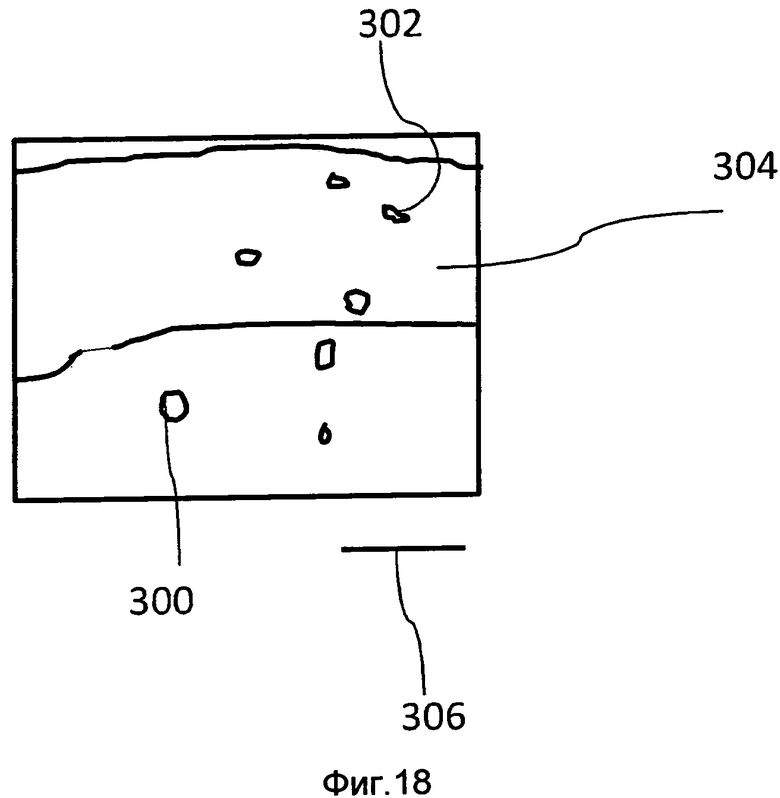
на Фиг. 18 представлен пример, демонстрирующий микроструктуру поверхности валка по изобретению после текстурирования электронным разрядом;
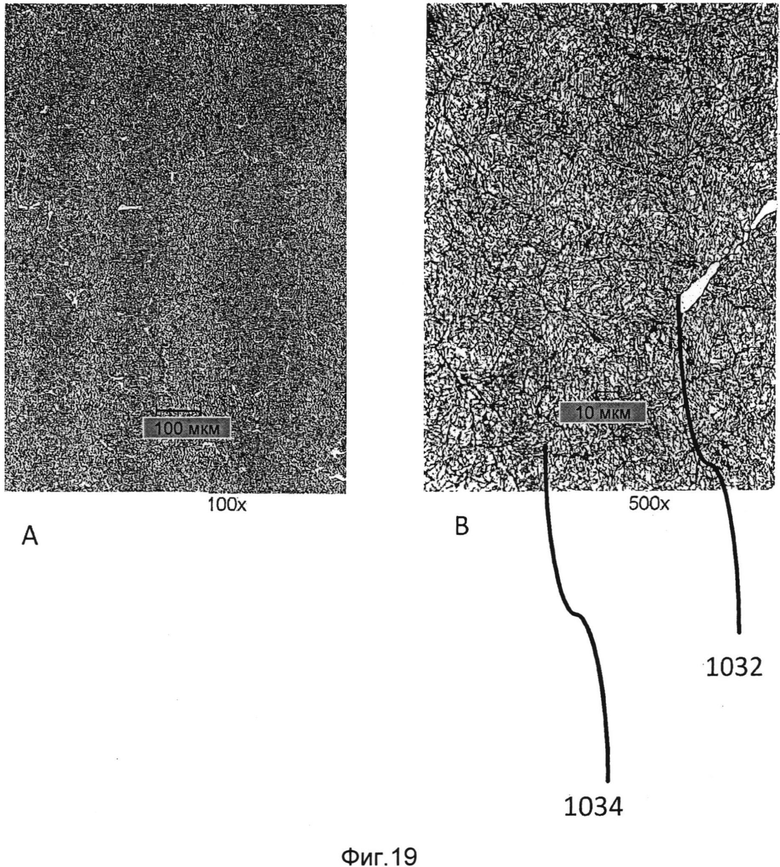
на Фиг. 19 представлена микроструктура валка на глубине 4 мм от поверхности валка после отпуска и индукционной закалки валка.
Подробное описание изобретения
Изобретение в общем относится к кованому валку 1, который предпочтительно имеет массу более 400 кг или, например, как в воплощениях для широкого применения, более 1000 кг. Валок по изобретению получают согласно способу получения кованого валка, основные стадии которого известны сами по себе, но определенным образом приведены в соответствие с концепцией изобретения для обеспечения валка по изобретению.
Изобретение в основном относится к валкам массой от 400 кг до 10000 кг. Валок по изобретению имеет диаметр 2, составляющий обычно более 200 мм, например, от 215 до 800 мм, длину бочки 8, составляющую обычно от 1 до 3 м, и максимальную длину, включающую шейки 10, составляющую обычно приблизительно 6 м. Валок 1 содержит рабочий слой 4, который соответствует части внешнего слоя и обычно составляет от 20 мм до 120 мм от диаметра, в зависимости от конкретного применения валка и/или в зависимости от общего диаметра 2 валка. Обычно внешнюю 1/6 часть 6 диаметра 2 валка называют рабочим слоем 4 валка 1 (см. Фиг. 1). Внешнюю 1/6 часть 6 диаметра 2 слитка 34 также здесь называют рабочим слоем 4 слитка 34.
При изготовлении больших кованых валков возникают специфические проблемы и трудности, связанные с возникновением внутренних напряжений, при формовке валков таких больших размеров. Валок меньшего диаметра нет необходимости подвергать такой же обработке, поэтому внутренние напряжения меньше, и такие валки не так подвержены, например, разрыву при закалке.
Способ 12 получения валка по изобретению специально предназначен для получения валка 1 такого размера в соответствии с изобретением. Способ 12 получения валка обеспечивает улучшенные механические свойства валка по изобретению, например, низкие остаточные внутренние напряжения. Для достижения низкого уровня остаточных внутренних напряжений в получаемом валке необходимо минимизировать внутренние напряжения, вызываемые градиентом температур и аллотропическими превращениями на всех стадиях способа получения, при отливке, ковке, термообработке и механической обработке. Микроструктура валка 1 по изобретению включает отпущенный мартенсит с содержанием остаточного аустенита менее 5 об.%, и это обеспечивает способ получения валка и химический состав по изобретению.
Способ получения валка по изобретению включает следующие основные стадии, схематически показанные в блок-схеме на Фиг. 2:
14. Обеспечение состава стали
16. Изготовление слитка 34
18. Ковка указанного слитка 34 с получением валка 1
20. Предварительная термообработка указанного валка 1
22. Грубая механообработка указанного валка 1
24. Индукционная закалка указанного валка 1
26. Термообработка отпуском указанного валка 1
28. Механическая обработка указанного валка 1.
После соответствующих стадий получают промежуточные продукты. Для получения валка по изобретению выбирают как определенные параметры для регулирования, так и определенный химический состав валка.
Способ получения валка
Настоящее изобретение относится к кованому валку 1, полученному способом, включающим следующие стадии:
а) обеспечение стали следующего состава, в масс.%:
от 0,8 до менее (<) 1% C,
от 0,2 до 0,5% Mn,
от 0,2 до 2,0% Si,
от 7,0 до 13,0% Cr,
от 0,6 до 1,6% Mo,
от более (>) 1,0 до 3,0% V,
остальное по существу представляет собой Fe и возможные случайные и/или возможные неизбежные примеси;
б) получение слитка при поддержании скорости затвердевания более 15°C/мин в рабочем слое слитка, в интервале затвердевания;
в) ковка слитка с получением валка;
г) закалка валка посредством индукционного нагревания;
д) отпуск валка;
при этом получают микроструктуру валка 1, включающую:
- отпущенный мартенсит с содержанием остаточного аустенита менее (<) 5 об.% и
- открытую сетку эвтектических карбидов с содержанием эвтектических карбидов менее (<) 5 об.%;
и валок 1 имеет:
- твердость по Виккерсу более 780 и
- внутренние напряжения сжатия менее -500 МПа по абсолютной величине.
Когда обеспеченный в соответствии с изобретением химический состав используют в сочетании с описанными стадиями способа по изобретению, получают валок по изобретению с требуемыми свойствами микроструктуры.
Способ получения кованого валка по изобретению включает описанные ниже стадии.
Стадия 14. Обеспечение состава стали
В одном воплощении изобретения сталь имеет состав, включающий или состоящий из компонентов, приведенных в масс.% в таблице 1. В таблице 1 раскрыто влияние компонентов и эффекты настоящего изобретения, достигаемые посредством выбора компонентов и определенных интервалов.
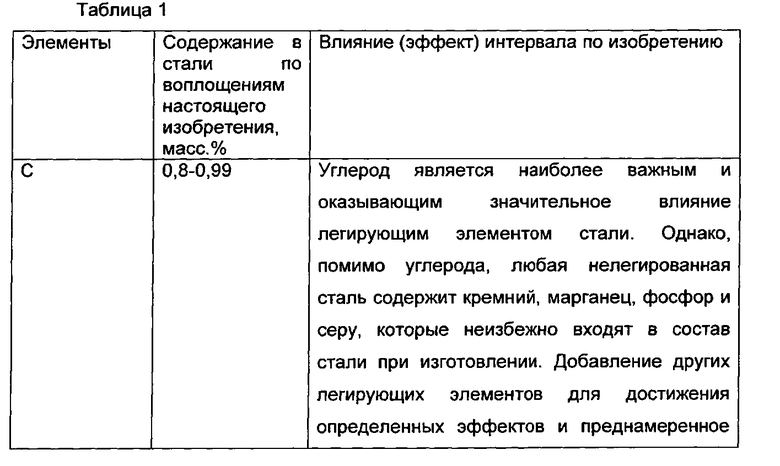
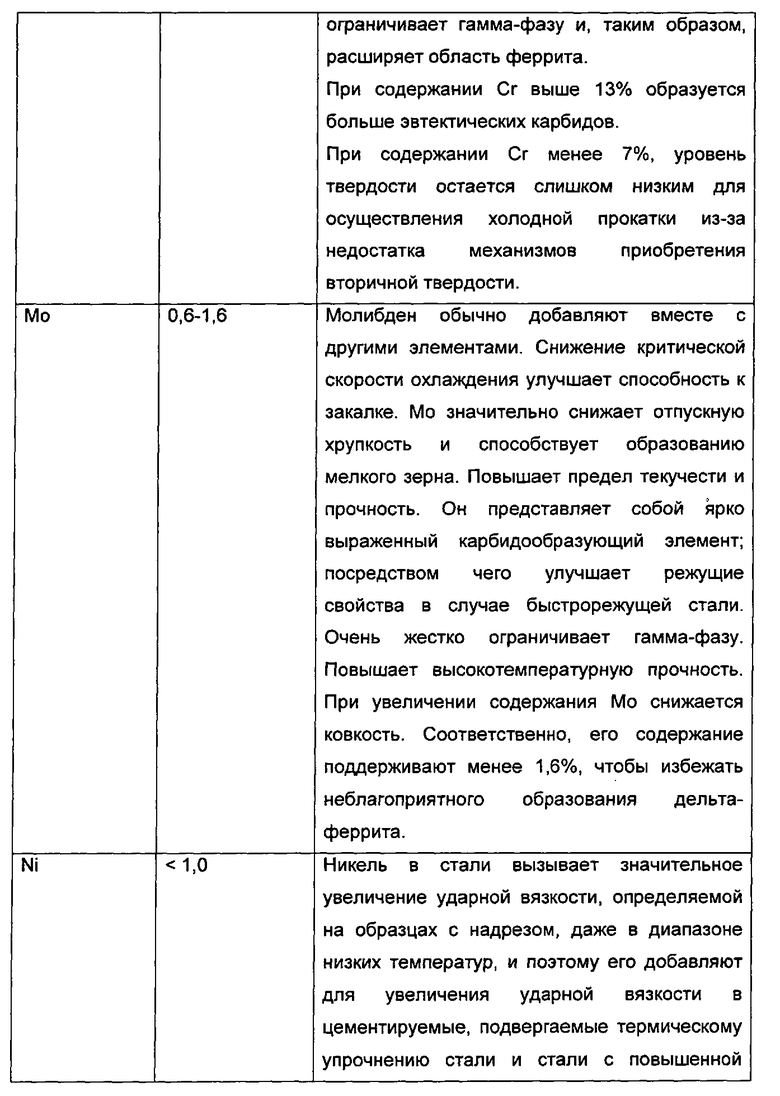
Дополнительно состав стали может включать Н2, N2, О2, Al, Cu, каждый в количестве менее 0,4 масс.%, и оставшуюся часть состава стали по существу составляет Fe, помимо случайных элементов и возможных неизбежных примесей.
В одном воплощении изобретения состав стали включает, в масс.%:
от 0,8 до менее (<) 1% С,
от 0,2 до 0,5% Mn,
от 0,2 до 2,0% Si,
от 7,0 до 13,0% Cr,
от 0,6 до 1,6% Mo,
от более (>) 1,0 до 3,0% V,
где остальное по существу представляет собой Fe, помимо случайных элементов и возможных неизбежных примесей.
В различных вариантах и воплощениях изобретения состав включает или состоит из сочетания или выборки составляющих элементов (масс.%) согласно следующим примерам. В некоторых примерах количества отдельных элементов вышеуказанного воплощения объединены, заменены или ограничены вариантами, приведенными ниже.
Валок с составом стали, состоящим из, в масс.%:
от 0,8 до менее (<) 1% C,
от 0,2 до 0,5% Mn,
от 0,2 до 2,0% Si,
от 7,0 до 13,0% Cr,
от 0,6 до 1,6% Mo,
от более (>) 1,0 до 3,0% V,
менее (<) 0,015% P, и
менее (<) 0,015% S, и
менее (<) 1% Ni,
менее (<) 30 ppm О2, и
менее (<) 100 ppm N2, и
менее (<) 3 ppm Н2,
менее (<) 2% W, и
менее (<) 1% Nb, и
менее (<) 1% Ti, и
менее (<) 0,5% Ta, и
менее (<) 0,5% Zr,
остальное по существу представляет собой Fe и возможные случайные и/или возможные неизбежные примеси.
Валок по изобретению, в котором содержание C в стали составляет от 0,8 до 0,99 масс.% C от общей массы валка.
Валок по изобретению, в котором содержание C в стали составляет от 0,85 до 0,9 масс.% C от общей массы валка.
Валок по изобретению, в котором содержание Mn в стали составляет от 0,4 до 0,5 масс.% Mn от общей массы валка.
Валок по изобретению, в котором содержание Si в стали составляет от 0,2 до 1,5 масс.% Si от общей массы валка.
Валок по изобретению, в котором содержание Si в стали составляет от 0,85 до 1,15 масс.% Si от общей массы валка.
Валок по изобретению, в котором содержание Cr в стали составляет от 7,0 до 11 масс.% Cr от общей массы валка.
Валок по изобретению, в котором содержание Cr в стали составляет от 7,3 до менее (<) 8,0 масс.% Cr от общей массы валка.
Валок по изобретению, в котором содержание Mo в стали составляет от 1,45 до 1,55 масс.% Mo от общей массы валка.
Валок по изобретению, в котором содержание Ni в стали составляет менее (<) 0,3 масс.% Ni от общей массы валка.
Валок по изобретению, в котором содержание V в стали составляет от 1,3 до 2,1 масс.% V от общей массы валка.
Валок по изобретению, в котором содержание V в стали составляет от 1,3 до 1,6 масс.% V от общей массы валка.
Валок по изобретению, в котором сталь имеет следующий состав, в масс.%:
от 0,8 до 0,99% C, и
от 0,4 до 0,5% Mn, и
от 0,2 до 1,5% Si, и
от 7,0 до 11% Cr, и
от 0,6 до 1,6% Mo, и
менее (<) 1,0% Ni, и
от 1,0 до 2,1% V, и
менее (<) 0,015% P, и
менее (<) 0,015% S, и
менее (<) 30 ppm O2, и
менее (<) 100 ppm N2, и
менее (<) 3 ppm Н2, и
остальное по существу представляет собой Fe и возможные случайные и/или возможные неизбежные примеси.
Валок по изобретению, в котором сталь имеет следующий состав, в масс.%:
от 0,85 до 0,9% C, и
от 0,4 до 0,5% Mn, и
от 0,85 до 1,15% Si, и
от 7,3 до менее (<) 8,0% Cr, и
от 1,45 до 1,55% Mo, и
менее (<) 0,3% Ni, и
от 1,3 до 1,6% V, и
менее (<) 0,015% P, и
менее (<) 0,015% S, и
менее (<) 30 ppm О2, и
менее (<) 100 ppm N2, и
менее (<) 3 ppm Н2, и
остальное по существу представляет собой Fe и возможные случайные и/или возможные неизбежные примеси.
Стадия 16. Получение 16 слитка 34 цилиндрической формы
В типичном воплощении изобретения промежуточный продукт, слиток 34, полученный в соответствии со способом по изобретению, предпочтительно имеет диаметр 32 от 450 до 1100 мм, длину 30 вплоть до 6 м и массу от 400 до 30000 кг (см. Фиг. 3). Способ получения слитка 34 в соответствии с изобретением включает использование технологии, обеспечивающей быстрое охлаждение в ходе получения слитка 34. Например, слиток 34 может быть получен с использованием различных технологий получения слитка. Подходящие технологии представляют собой такие технологии, которые поддаются регулированию для достижения и поддержания определенной минимальной скорости затвердевания.
Согласно воплощениям изобретения, среднюю скорость затвердевания регулируют так, чтобы она составляла 15°C/мин на поверхности и предпочтительно также более 10°C/мин в сердцевине в ходе получения слитка. Предпочтительно эту скорость затвердевания поддерживают при регулировании охлаждения материала слитка в интервале затвердевания, который может составлять, например, от 1400°C до 1200°C. В других воплощениях изобретения среднюю скорость затвердевания регулируют так, чтобы она была выше 35°C/мин в рабочем слое в интервале затвердевания.
На практике обычно трудно достичь очень высоких скоростей затвердевания при реализации изобретения. Дополнительные воплощения изобретения включают регулирование средней скорости затвердевания в рабочем слое, а также в сердцевине, в диапазоне от 15°C/мин до 55°C/мин, или альтернативно от 35°C/мин до 55°C/мин, или альтернативно, от 45°C/мин до 55°C/мин.
Технологии, которые используют в изобретении для регулирования способа в отношении параметров затвердевания в соответствии с изобретением, включают, например, применение различных типов печи электрошлакового переплава (ПЭШП), например, плавление в ПЭШП с подвижной формой или электрошлаковая наплавка, или способы формообразования распылением и т.д.
Слиток, полученный с использованием скорости затвердевания и химического состава, описанных в любом из вышеуказанных воплощений изобретения, обладает следующими свойствами:
- очень мелкая дендритная макроструктура;
- однородный химический состав;
- отсутствие макроликваций и темных субкристаллических структур металла в промежуточных слоях;
- отсутствие небольших ликваций.
Кроме того, слиток, полученный с использованием способа по изобретению, обладает следующими преимуществами для прокатного изделия:
- устранение эффекта «апельсиновой корки» (он заключается в появлении дендритных рисунков из-за разницы износа междендритной области);
- отсутствие проблем газовых пор;
- очень блестящая поверхность после финишной обработки;
- однородность текстуры, получаемой текстурированием;
- отсутствие дефектов, относящихся к неоднородности структуры.
В одном воплощении изобретения для получения слитка 34 по изобретению используют печь электрошлакового переплава (ПЭШП), схематический вид которой представлен на Фиг. 4. Печь электрошлакового переплава (ПЭШП) обеспечивает возможность плавления приблизительно 300-1100 кг/ч и включает зажим 36 для электрода, крепление 38, электрод 40, выход 42 для охлаждающей воды рубашки охлаждения, вход 50 для охлаждающей воды рубашки охлаждения. В ПЭШП слиток формируют посредством плавления электрода 40 и, таким образом, образуют различные слои в материале 48 слитка, такие как шлаковая ванна 44, которая расположена вблизи электрода, и ванна 46 жидкого металла.
ПЭШП также включает пусковую пластину 52, которую охлаждают 54 водой (см. Фиг. 4). В технологии ЭШП может требоваться исходный слиток (электрод 40), полученный с помощью традиционного способа плавления, который переплавляют для получения слитка 48 по изобретению. Переплав с использованием ПЭШП тщательно регулируют, чтобы достичь средней скорости затвердевания согласно воплощениям изобретения, например, средней скорости затвердевания выше 15°C/мин в рабочем слое, а также в сердцевине слитка, при получении слитка.
Таким образом, электрод 40 в процессе ЭШП нагревают электрическим током, например, высокоамперным током, для переплава стали электрода с образованием слитка по изобретению. Высокоамперный ток электрода 40 тщательно регулируют, чтобы обеспечить регулирование скорости переплава, и это также влияет на скорость охлаждения и, тем самым, на скорость затвердевания. Скорость затвердевания зависит от силы тока, подаваемого на электрод, в соответствии с заранее заданной функцией. Как правило, чем выше сила тока, тем выше мощность, подаваемая для переплава электрода 40 (см. закон Ома). Чем выше подаваемая мощность, тем выше температура шлака и ниже скорость затвердевания.
Путем поддержания надлежащей скорости переплава и температуры можно достичь направленного затвердевания, при скорости затвердевания согласно изобретению в сердцевине и в рабочем слое, в то же время охлаждая слиток в определенных интервалах. Например, в одном воплощении скорость затвердевания в среднем составляет более 15°C/мин как в сердцевине, так и в рабочем слое слитка, при охлаждении слитка в интервале затвердевания от 1400°C до 1200°C.
Согласно изобретению, и как следствие сочетания состава стали и способа по изобретению, содержание эвтектических карбидов в слитке поддерживают ниже 5 об.%. Это обеспечивает хорошую шлифуемость готового валка. Шлифуемость валка является важной характеристикой, поскольку при эксплуатации готового валка шлифование является важной операцией для достижения шероховатости валка, подходящей для процесса холодной прокатки. Известно, что концентрация эвтектических карбидов более 5% приводит к неудовлетворительной шлифуемости такого валка.
Кроме того, другим следствием низкого содержания эвтектических карбидов является низкая склонность валка к образованию пыли при работе в стане. Напротив, пылеобразование может происходить на валках с высокой концентрацией карбидов, что пагубно как для прокатных изделий, так и для рабочего оборудования в стане.
Особенно важно регулировать скорость затвердевания, когда получают слиток из состава, включающего высокое содержание Cr (например, 7-13%). Сильная ликвация в результате слишком низкой скорости затвердевания приводит к дефектам в высокохромистых слитках. Скорость затвердевания выше 15°/C в интервале затвердевания при получении слитка обеспечивает низкую скорость ликвации, что приводит к содержанию эвтектических карбидов менее 5 об.%.
Настоящее изобретение станет более понятным при рассмотрении приведенных ниже примеров. Однако эти примеры предназначены для иллюстрации вариантов реализации стадии получения слитка по изобретению и не ограничивают области защиты изобретения.
Примеры и сравнительные примеры
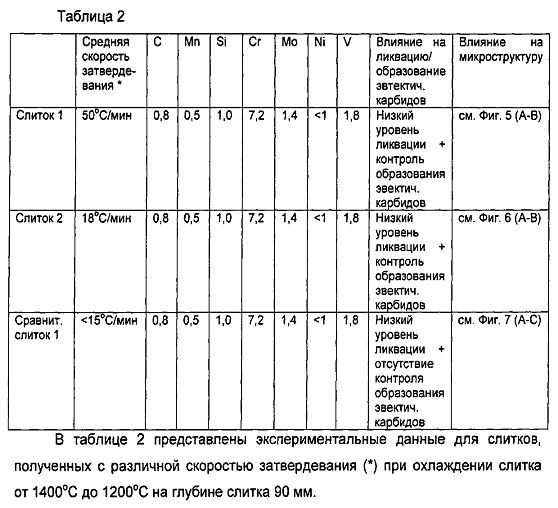
В примере 1 показано влияние способа по изобретению на микроструктуру валка 1 по изобретению. Пример 2 является сравнительным примером. Примеры осуществляли с получением опытных образцов валка в натуральную величину. Примеры показывают важные изменения распределения эвтектических карбидов и формы сетки в слитке после отливки, в зависимости от используемой скорости затвердевания (см. примеры 1 и 2 ниже и таблицу 2). Распределение эвтектических карбидов и форма сетки, наблюдаемые в слитке, сохраняются в готовом валке после ковки и отпуска в соответствии с изобретением.
Пример 1
В этом примере показано влияние на микроструктуру валка по изобретению, при использовании скорости затвердевания выше 15°C/мин в ходе получения слитка 34 по изобретению.
На Фиг. 5 (А и В) представлен пример микроструктуры слитка 1 по изобретению, полученного с использованием скорости затвердевания в среднем 50°C/мин (на глубине 90 мм слитка) при охлаждении слитка от 1400°C до 1200°C. Эвтектические ячейки в слитке 1 по изобретению малы (940, 942), на Фиг. 5В показаны фрагменты с открытой эвтектической сеткой. Также, на Фиг. 8 представлены различные интервалы затвердевания в различных частях слитка в течение затвердевания, показывающие скорость уменьшения температуры в сердцевине - 82, на середине радиуса - 84, на 90 мм - 86, на 50 мм - 88, на 30 мм - 90 и на поверхности - 92. На Фиг. 5В представлено увеличенное изображение Фиг. 5А. Также см. таблицу 2.
На Фиг. 6А-В представлен пример микроструктуры слитка 2 по изобретению, полученного при скорости затвердевания в среднем 18°C/мин (на глубине 90 мм слитка), при охлаждении слитка от 1400°C до 1200°C. На Фиг. 6 показаны эвтектические ячейки слитка 2 по изобретению, и они малы (см., например, длину 1024 поперечного сечения). Также на Фиг. 9 представлены различные интервалы затвердевания в различных частях слитка в течение затвердевания 80, показывающие скорость уменьшения температуры в сердцевине - 100, на середине радиуса - 102, на 90 мм - 104, на 50 мм - 106, на 30 мм - 108 и на поверхности - 110. На Фиг. 6В представлено увеличенное изображение Фиг. 6А. Также см. таблицу 2.
Выводы
Способ по изобретению обеспечивает отсутствие ликвации на середине радиуса слитка. Отсутствие ликвации на середине радиуса (или на 5/6 внутренней части диаметра цилиндрического валка) гарантирует сохранение целостности валка в процессе закалки. Таким образом, скорость затвердевания выше 15°C/мин в рабочих слоях приводит к образованию более тонкой микроструктуры, которая, как отмечено выше, более благоприятна с точки зрения шлифования и пылевыделения (см. Фиг. 5 (А-В) и Фиг. 6 (А-В)).
Пример 2
В данном примере показано влияние использования скорости затвердевания менее 15°C/мин при получении сравнительного слитка 1.
На Фиг. 7 (А-С) показан пример микроструктуры сравнительного слитка 1, полученного при скорости затвердевания менее 15°C/мин (фактически даже менее 10°C/мин), при охлаждении слитка в интервале затвердевания от 1400°C до 1200°C. Ячейки 700 сравнительного слитка 1, показанные на Фиг. 7 (А-С), больше по размеру (см., например, длину 708 поперечного сечения, которая больше, чем наибольшая длина поперечного сечения, например, слитка 1 в примере 1 по изобретению). Сравнительный слиток 1 также имеет усадочную пористость 704. Также на Фиг. 7 (А-С) можно видеть эвтектическую сетку 702 с крупными конгломератами. Также см. таблицу 2. На Фиг. 7 (В и С) представлено увеличенное изображение Фиг. 7А.
Выводы
Скорость затвердевания ниже 15°C/мин в интервале затвердевания приводит к сильной ликвации карбидов и крупной сетке 702 карбида в структуре на середине радиуса сравнительного слитка 1, а также возникает пористость 704 (см. Фиг. 7 (А-С)). Сильная ликвация карбидов и крупная сетка карбидов придают ломкость белой заготовке валка или готовому валку, получаемым из сравнительного слитка 1, и таким образом, склонность к разрыву при индукционной закалке (белая заготовка валка) или в стане холодной прокатки (готовый валок).
Также из примера 2 видно, что скорость затвердевания ниже 15°C/мин приводит к эвтектической структуре с более крупными ячейками по сравнению со скоростью затвердевания выше 15°C/мин согласно изобретению.
Скорость затвердевания выше 15°C/мин в интервале затвердевания при получении слитка обеспечивает низкий уровень ликвации, в результате чего получают содержание эвтектических карбидов менее 5 об.%.
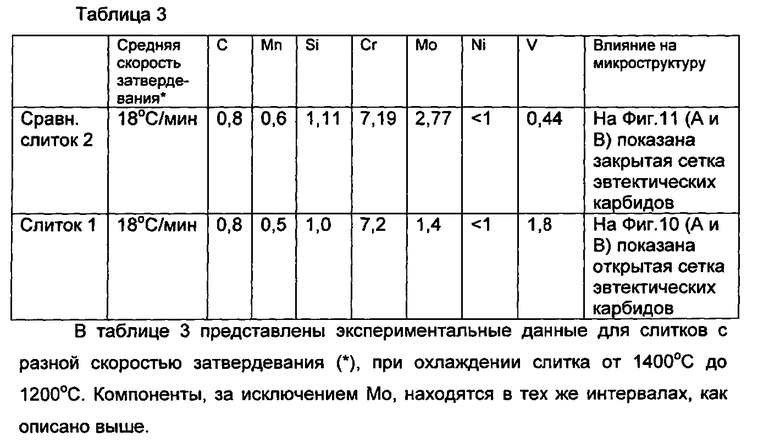
В примере 3 представлено влияние способа по изобретению и химического состава слитка на микроструктуру слитка, и, следовательно, также на валок по изобретению. Пример 4 является сравнительным примером. В примере 3 и 4 показана микроструктура слитков, полученных в лаборатории с помощью устройства регулируемого затвердевания с регулируемыми скоростями охлаждения.
На форму сетки эвтектического карбида в слитке оказывал влияние используемый химический состав (см. также таблицу 3).
Пример 3
В этом примере показана микроструктура слитка 1, полученного в соответствии с изобретением в лаборатории с помощью устройства регулируемого затвердевания с регулируемыми скоростями охлаждения выше 15°C/мин в интервале затвердевания. При использовании химического состава, включающего 1,4% Mo в соответствии с изобретением, в структуре слитка обеспечивали открытую систему 750 эвтектических карбидов (см. Фиг. 10 (А и В), а также таблицу 3). Эта открытая система 750 эвтектических карбидов, которая наблюдается в валке 1 по изобретению, определена в виде дендритного рисунка, и структура 752 эвтектических карбидов не образует закрытой сетки эвтектических карбидов (как в сравнительном слитке 2 примера 4), а образует дендритные оси в сетке, как показано на Фиг. 10 (А и В), где изображена микроструктура слитка с 1,4% Mo, полученного в соответствии со способом по изобретению. Благодаря этой открытой системе эвтектических карбидов по изобретению валок легче поддается обработке шлифованием, чем валки, полученные с использованием содержания Мо более 1,6%.
Пример 4
Сравнительный слиток 2 получен с использованием способа по изобретению и состава стали, в котором основные компоненты соответствуют вышеуказанным воплощениям, за исключением количества Mo. Сравнительный слиток 2 получен в соответствии со способом по изобретению в лаборатории, с использованием устройства регулируемого затвердевания с регулируемыми скоростями охлаждения выше 15°C/мин в интервале затвердевания. В сравнительном слитке 2 количество Mo составляет 2,77% (см. также таблицу 3). При использовании химического состава, включающего 2,77% Mo, в способе получения слитка по изобретению, система эвтектических карбидов в слитке образуется в форме закрытых ячеек эвтектических карбидов (см. Фиг.11 (А и В)), и эвтектические карбиды 852 образуют по существу изолированные области 850, подобно островкам или отдельным ячеистым структурам, как видно на Фиг. 11 (А и В), где показана микроструктура сравнительного слитка 2. Белые области на Фиг. 11 (А и В) представляют собой основу, в основном железо; в черном цвете видны вторичные карбиды.
Избыточное добавление легирующих элементов в сравнительном слитке 2 приводит к образованию крупной сетки карбидов, связанной с ликвацией карбидов. Также см. таблицу 3.
Стадия 18. Ковка указанного слитка 34 с образованием валка 1
В типичном воплощении изобретения слиток 34, полученный в соответствии с предшествующей стадией изобретения, затем подвергают ковке. В одном воплощении изобретения слиток 34 куют в горячем состоянии с использованием способа, известного как такового, с одновременным уменьшением площади поперечного сечения и изменением формы, посредством пропускания его между молотом и наковальней, формуя слиток в виде валка 1 по изобретению. Слиток нагревают в специально предназначенной для этого печи (см. Фиг. 12, на которой представлен схематический вид стадии ковки).
Стадия 18 ковки по изобретению включает следующие операции (см. Фиг. 12): предварительное нагревание 56 слитка 34 в течение приблизительно 6 ч до температуры от 800 до 1200°C или от 850 до 1100°С. Стадия 56 предварительного нагревания включает нагревание слитка 34 от поверхности до самой сердцевины слитка. Температуру при ковке поддерживают в интервале от 800 до 1200°C или от 850 до 1100°C, поскольку температура выше 1200°C приводит к дефектам структуры слитка из-за пережога валка. Причиной поддержания температуры слитка в указанном интервале температур является то, что температура ниже 800°C приводит к образованию трещин в слитке. По мере охлаждения слитка 34 он становится более твердым и менее пластичным, что может приводить к возникновению трещин, если деформация продолжается.
После предварительного нагревания (стадия 56) слитка 1 осуществляют его ковку (стадия 60), с коэффициентом уковки 1,35-2,0. Стадию 60 ковки и стадию 56 предварительного нагревания повторяют, данный цикл ковки в общем называют калением 58. Каление 58 повторяют столько раз, сколько необходимо для получения валка по изобретению (см. Фиг. 12).
В одном воплощении валок 1 по изобретению подвергают ковке с использованием 3-6 калений 58 для ковки слитка с получением заготовки валка. Заготовка валка представляет собой валок, который имеет конечную форму, но его бочка нуждается в финишной обработке для обеспечения валка, пригодного для эксплуатации в стане.
В другом воплощении слиток 34 подвергают ковке за несколько калений 58 (см. Фиг. 13, где схематически показана ковка валка):
а) сначала слиток 34 регулируют по площади поперечного сечения за несколько или 1-2 каления 58,
б) одну шейку валка получают за одно каление,
в) другую шейку валка куют при следующем калении.
Ковку стали, имеющей состав по изобретению, труднее осуществить, из-за высокого содержания легирующих элементов в соответствии с изобретением, чем в случае ковки стандартных сортов стали.
При ковке диаметр 32 слитка 34 снижается на 30-50%, при образовании путем ковки валка 1 по изобретению. Например, валок 1 по изобретению предпочтительно имеет диаметр 2 от 250 до 800 мм (см. Фиг. 1), а слиток 34 по изобретению предпочтительно имеет диаметр 32 от 400 до 1000 мм или от 450 до 1100 мм.
Важным является то, что слиток 34 имеет требуемую микроструктуру эвтектических карбидов, сформированную в процессе изготовления слитка 34 на стадии 80 затвердевания. Было показано, что слитки 34 с микроструктурой эвтектических карбидов по изобретению, содержащие эвтектические карбиды в количестве менее 5 об.%, возможно выковать с использованием способов горячей ковки под давлением. Использование слитка, полученного другим способом, например, при скорости затвердевания ниже 15°C/мин, приводит к тому, что такие большие валки подвержены разрыву в ходе индукционной закалки или в стане.
Стадия 20. Предварительная термообработка указанного валка 1
В способе по изобретения валок обрабатывают на стадии предварительной термообработки. В одном воплощении изобретения валок нагревают в печи до температуры от 700°C до 1100°C в ходе предварительной термообработки 20 по изобретению, а затем валок выдерживают при этой температуре в течение определенного времени до тех пор, пока не произойдет удовлетворительная диффузия водорода. Предварительную термообработку (нормализацию или сфероидизирующий отжиг) осуществляют для того, чтобы улучшить обрабатываемость валка на станках.
Стадия 22. Грубая механообработка 22 указанного валка
В способе по изобретению валок обрабатывают на стадии 22 грубой механообработки. Грубая механообработка 22 формованного валка 1 по изобретению означает удаление внешнего слоя кованого валка 1. В одном воплощении изобретения внешний слой удаляют посредством грубой механообработки. Валок представляет собой так называемую черную заготовку перед тем, как его подвергают грубой механообработки. Посредством удаления оксидного слоя с поверхности валка черную заготовку валка преобразуют в белую заготовку.
Стадия 24. Индукционная закалка указанного валка 1
В способе по изобретению валок обрабатывают посредством индукционной закалки. В ходе индукционной закалки валка формируют твердую поверхность валка (см. Фиг. 14, где схематически показана стадия индукционной закалки).
В одном воплощении изобретения на стадии индукционной закалки валок медленно перемещают вниз, в то время как посредством индуктора 70 прикладывают электрический ток или напряжение с частотой от 50 до 1000 Гц. Валок 1 охлаждают посредством водяного охлаждения 72 после стадии нагревания (см. Фиг. 14). Сформированную твердую поверхность также называют рабочим слоем 4 валка, и она составляет приблизительно 1/6 (см. Фиг. 1, позиция 6) от общего диаметра 2 валка 1. Поверхность бочки валка быстро нагревают, когда опускают через ряд индукторов, включающих электрическую обмотку, ведущих в камеру закалки. Быстрое проникновение тепла при индукционном нагревании и немедленная закалка с использованием воды позволяют получить определенный слой однородной твердости на поверхности валка. Как шейки, так и сердцевина валка остаются при низкой температуре в течение всего процесса. В течение индукционной закалки поверхность валка 1 обычно подвергают воздействию частоты от 50 до 1000 Гц, и частота, выбранная из нижней части данного интервала, приводит к получению более глубокого рабочего слоя 4 валка 1. Другим фактором, который влияет на глубину сформированного рабочего слоя, является зазор между индукторами 70 (если используют несколько индукторов). Также зазор или расстояние между индуктором 70 и валком 1 влияет на глубину образуемого рабочего слоя 4. На стадии 24 индукционной закалки по изобретению можно использовать одну, две или боле частот.
Валок по изобретению разрывается при использовании традиционных способов закалки, и индукционный нагрев является наиболее подходящим способом для закалки валка по изобретению. Охлаждение валка 1 в ходе индукционной закалки 24 осуществляют посредством интенсивного потока холодной воды.
В одном воплощении изобретения индукционная закалка 34 представляет собой двойную индукционную закалку, и охлаждение валка 1 после индукционной закалки 24 осуществляют посредством интенсивного потока воды, имеющего температуру 40°C и расход приблизительно 300 м3/ч, и валок перемещают вниз со скоростью от 0,3 мм до 1 мм/с.
В одном воплощении стадию 24 индукционной закалки проводят в течение от 0,5 до 2 ч.
Стадия 26. Отпуск указанного валка
В способе по изобретению валок 1 подвергают отпуску. Целью стадии отпуска является снижение хрупкости валка и регулирование уровня твердости. Стадия 26 отпуска является решающей стадией получения валка, поскольку она обеспечивает снижение внутренних напряжений. В ходе стадии отпуска валок приобретает свою конечную микроструктуру посредством диффузии и вторичного осаждения карбидов. Между стадиями отпуска и нагревания осуществляют охлаждение воздухом. Валки отпускают предпочтительно 3 раза при температуре 450-530°C. Стадия отпуска приводит к приобретению валком требуемого уровня твердости по Виккерсу более 780, или от 780 до 840. Точный контроль времени и температуры в ходе процесса отпуска является важным для получения металла с хорошо сбалансированной микроструктурой, например, отпущенного мартенсита, так что валок, полученный в соответствии со способом изобретения, после отпуска содержит отпущенный мартенсит с содержанием остаточного аустенита менее 5 об.%.
Стадия 28. Механическая обработка указанного валка
В способе по изобретению валок предпочтительно обрабатывают на стадии 28 механической обработки перед эксплуатацией в стане. Например, для применения в стане осуществляют специальную обработку поверхности валка посредством шлифования и других видов обработки поверхности, чтобы достичь требуемой шероховатости и соответствующего трения поверхности валка. Примеры видов обработки поверхности валка включают, например, текстурирование лазерным лучом (ТЛЛ), текстурирование электронным пучком (ТЭП) или текстурирование электронным разрядом (ТЭР).
В одном воплощении поверхность валка обрабатывают шлифованием и текстурированием электронным разрядом (ТЭР). На Фиг. 15 (А и В) показана микроструктура поверхности валка с низким содержанием хрома после текстурирования электронным разрядом. На Фиг. 15 (С и D) показана микроструктура поверхности валка по изобретению после текстурирования электронным разрядом. Под белым слоем 300 на Фиг. 15D находится повторно аустенизированный слой и более тонкая размягченная область, поскольку этот сорт имеет высокую температуру отпуска. Также следует отметить, что внутри белого слоя на Фиг. 15D эвтектические карбиды 302 не подвергались воздействию энергии электрической дуги. Для сравнения, такие типы карбидов не присутствуют в валке, представленном на Фиг. 15 (А и В). Валок по изобретению обладает лучшими свойствами и эксплуатационными характеристиками, чем валок стандартного сорта (см. Фиг. 15 (А и В)), благодаря наличию твердых эвтектических карбидов в белом слое.
На Фиг. 18 представлено более схематическое изображение Фиг. 15D, представляющее микроструктуру поверхности валка по изобретению, в которой вновь образованные эвтектические карбиды 302, полученные в результате переплава, присутствуют внутри белого слоя 304. Также на Фиг. 18 представлены ранее образованные эвтектические карбиды 300. Поверхность валка на Фиг. 18 иллюстрирует вид поверхности после текстурирования электронным разрядом по изобретению. Масштаб 306 составляет 5 мкм.
Валок 1 по изобретению, полученный вышеописанным способом
Типичный валок по изобретению имеет диаметр от 215 до 800 мм или от 250 до 700 мм, общая длина, включая шейку, составляет до 6 м, и длина бочки составляет от 1 до 3 м. Типичная масса валка составляет от 400 до 10000 кг. Микроструктура валка по одному воплощению изобретения включает отпущенный мартенсит с содержанием остаточного аустенита менее 5 об.%, и валок включает открытую сетку эвтектических карбидов с содержанием эвтектических карбидов менее 5 об.%, и валок (1) имеет твердость по Виккерсу от 780 до 840 и внутренние напряжения сжатия от -300 МПа до -500 МПа. Такие свойства валка обеспечены благодаря способу получения валка по изобретению, а также благодаря химическому составу валка, соответствующему химическому составу по изобретению.
Валок по изобретению предназначен для применения в стане холодной прокатки полос, для которого требуются валки, стойкие к высоким давлениям. Валок по изобретению предназначен для применения в стане холодной прокатки полос в качестве рабочего валка, подходит для любой клети в процессе прокатки, подходит для 2-6 валковых станов и может иметь шероховатость поверхности от 0,3-0,5 мкм, требующейся в чистовых клетях, до шероховатости 1,5-2,5 мкм, требующейся в начальных клетях.
Настоящее изобретение станет более понятно при обращении к приведенным ниже примерам. Однако эти примеры предназначены для иллюстрации свойств валка по изобретению и не ограничивают область защиты изобретения. В таблице 4 различные валки сравнивают с валком по изобретению. Все валки включают Mn в количестве от 0,2 до 0,5 масс.%.
Два примера по изобретению
Валок 1 по изобретению, приведенный в таблице 4, получен с использованием способа по изобретению, где использовали скорость затвердевания более 15°C/мин в рабочем слое в интервале затвердевания, а также использовали индукционное нагревание с частотой 50-250 Гц и проводили три отпуска при температуре 450-530°C.
Валок 2 по изобретению, приведенный в таблице 4, получен с использованием способа по изобретению, где использовали скорость затвердевания 18°C/мин в рабочем слое в интервале затвердевания, а также использовали индукционное нагревание с частотой 50-250 Гц и проводили три отпуска: сначала при температуре 490°C, затем при температуре 490°C и, наконец, при температуре 480°C. На Фиг. 19 представлена микроструктура образца валка после отпуска и индукционной закалки, отобранного на глубине 4 мм от поверхности валка 2. Микроструктура 1034 с открытой эвтектической сеткой и эвтектические карбиды 1032 валка также представлены на Фиг. 19.
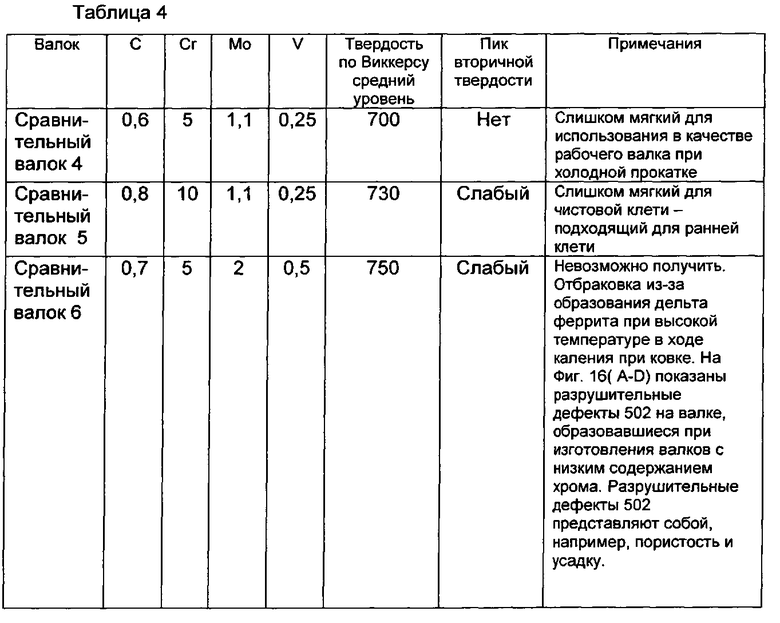
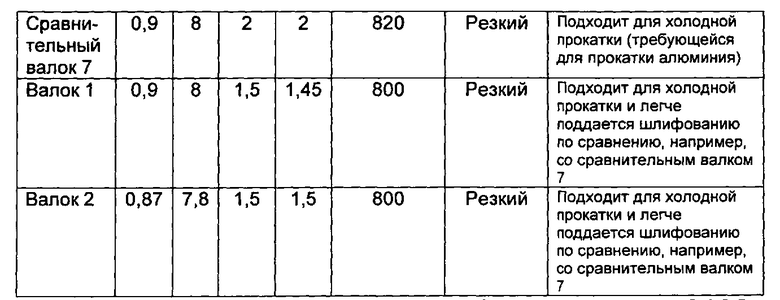
Содержание Mn для всех валков в таблице 4 составляет и 0,4-0,5; содержание Si для всех валков в таблице 4 составляет 0,2-2,0; Ni для всех ниже 1%.
Области применения валка
Валок подходит для применения в следующих областях:
Алюминиевая промышленность:
- 4-валковый одноклетьевой прокатный нереверсивный стан
Сталелитейная промышленность:
- 4-валковый одноклетьевой реверсивный прокатный стан;
- 4-валковые станы с последовательно расположенными 4 и 5 клетями для проката листов непрерывным и периодическим способом;
- 4-валковые станы с последовательно расположенными с 4 и 5 клетями для проката белой жести;
- 6-валковый стан с последовательным расположением клетей для проката стальных листов.
Применение валка
Кованый валок по изобретению подходит для применения, например, в качестве рабочего валка или промежуточного валка в станах холодной прокатки или, например:
- в редукционных станах холодной прокатки для ранних и чистовых клетей, реверсивных или не реверсивных клетей для проката белой жести, стали, кремнистой стали, алюминия или меди;
- в дрессировочных станах холодной прокатки;
- в конфигурациях стана с двухвалковыми, четырехвалковыми и шестивалковыми клетями с текстурированной или нетекстурированной поверхностью;
- при холодной прокатке марок прогрессивных сталей повышенной прочности.
Поверхность валка
Текстура поверхности
Одной проблемой известных валков является то, что текстура поверхности изнашивается при эксплуатации валка. Текстура поверхности имеет большое значение, поскольку она обеспечивает коэффициент трения, чтобы избежать проскальзывания и/или соскакивания полосы. Кроме того, она определяет текстуру поверхности полосы, которая обеспечивает поверхностные свойства, важные для глубокой вытяжки и окрашивания прокатной полосы. Валки по изобретению проявляют улучшенную способность сохранения текстуры поверхности, благодаря белому слою валка, где белый слой включает твердые эвтектические карбиды, такие как М7С3. В рабочем слое микроструктура валка по изобретению после конечной термообработки состоит из отпущенного мартенсита с содержанием остаточного аустенита менее 5 об.% и таких карбидов, как МС и М2С (М - металл, С - карбид), тонко и однородно распределенных в основе. Такой тип микроструктуры показал свою значимость для сохранения текстуры поверхности валка.
Перенос шероховатости
Перенос шероховатости поверхности валка изменяется при эксплуатации валка. Валки по изобретению проявляют улучшенную способность сохранения постоянного коэффициента переноса шероховатости при прокатке, что является важным для срока службы валка. Это происходит благодаря особому заявленному составу стали, а также благодаря используемому способу получения валков.
Прокатка в стане без маршрута (schedule-free rolling)
Проблема при эксплуатации валков состоит в том, что грязь, которая нарастает на поверхности валков, оставляет линию пути на полосе. В рабочем слое валок по изобретению имеет прочную поверхность благодаря тому, что микроструктура валка по изобретению включает отпущенный мартенсит с содержанием остаточного аустенита менее 5 об.% и карбиды, такие как МС и М2С, тонко и однородно распределенные в основе, где М означает металл и C означает углерод. Такая особая микроструктура повышает возможности для прокатки без маршрута.
Выкрашивание
Другая проблема известных валков состоит в том, что распространение трещин внутри валков обусловлено накопленными напряжениями, вызываемыми операцией прокатки, и полем остаточных внутренних напряжений валка. Валок в процессе эксплуатации подвергается воздействию сложного набора напряжений. Валок по изобретению имеет низкий уровень остаточных внутренних напряжений, и, следовательно, улучшенное сопротивление выкрашиванию, что снижает частоту отказов стана.
Механическая прочность валка по изобретению выше по сравнению с валком из сплава такого же состава, что и сплав валка по изобретению, но полученным другим способом. Механическая прочность валка по изобретению обеспечена благодаря образованной открытой эвтектической сетке в рабочем слое валка. Эта открытая эвтектическая сетка образуется на стадии охлаждения в способе получения валка. Скорость затвердевания выше 15°C/мин на стадии охлаждения при получении слитка является ключевым параметром для образования открытой сетки, которая присутствует в валках по изобретению.
Также использование различных стадий обработки отпуском при высокой температуре после закалки, например, от 450 до 530°C, при получения валка, приводит к важной релаксации внутренних напряжений валка. Внутренние напряжения минимизируют, используя дифференциальное нагревание внешнего слоя. Глубину проникновения твердости валка по изобретению изобретением можно регулировать от 20 до 120 мм от диаметра, измеренного с поверхности валка в направлении внутрь. Внутренние напряжения сжатия валка по изобретению предпочтительно составляют от -300 до -500 МПа по абсолютной величине или, например, менее -400 МПа.
Микроструктура валка
На Фиг.17А схематически показана микроструктура примера валка по изобретению. На Фиг. 17А видны дендритные оси 210, включающие эвтектические карбиды, образующие эвтектические ячеистые структуры 204 посредством образования открытой сетки карбида. Открытую эвтектическую сетку, включающую дендритные оси 210, образующие эвтектические ячейки 204, которые можно видеть на Фиг. 17А, образуют в способе благодаря особому химическому составу в соответствии с изобретением. Масштаб 208 составляет 100 мкм.
В одном воплощении изобретения микроструктура валка по изобретению включает открытую эвтектическую сетку, которая распространена только в одном зерне или двух зернах ячеистой структуры.
Для сравнения, на Фиг. 17В показана закрытая эвтектическая сетка, в которой эвтектические карбиды 200 образуют закрытую эвтектическую сетку с явно разделенными эвтектическими ячейками 212. Данный тип сетки является нежелательным для валка по изобретению из-за хрупкости валка с таким типом микроструктуры. Масштаб 214 составляет 100 мкм.
Изобретение описано посредством различных воплощений, находящихся в области защиты, определяемой прилагаемой формулой изобретения.
Заявленное изобретение относится к металлургии. Валок содержит сталь следующего состава, в мас.%: С 0,8-1, Mn 0,2-0,5, Si 0,2-2,0, Cr 7,0-13,0, Мо 0,6-1,6, V 1,0-3,0, остальное Fe и возможные случайные примеси. Микроструктура валка включает отпущенный мартенсит с содержанием остаточного аустенита менее 5 об.% и открытую сетку эвтектических карбидов с содержанием с эвтектических карбидов менее 5 об.%. Валок имеет твердость по Виккерсу от 780 до 840 и внутренние напряжения сжатия от -300 МПа до -500 МПа. Обеспечивается улучшение поверхности валка. 12 н. и 36 з.п. ф-лы, 19 ил., 4 табл., 4 пр.
1. Кованый валок (1), содержащий сталь следующего состава, в мас.%:
С 0,8-менее1
Mn 0,2-0,5
Si 0,2-2,0
Cr 7,0-13,0
Мо 0,6-1,6
V 1,0-3,0
остальное представляет собой Fe и возможные случайные и/или возможные неизбежные примеси, микроструктура валка (1) включает:
- отпущенный мартенсит с содержанием остаточного аустенита менее 5 об.% и
- открытую сетку эвтектических карбидов с содержанием с эвтектических карбидов менее 5 об.%;
при этом валок (1) имеет:
- твердость по Виккерсу от 780 до 840 и
- внутренние напряжения сжатия от -300 МПа до -500 МПа.
2. Валок по п. 1, в котором открытая сетка эвтектических карбидов определяет ячеистый рисунок эвтектических ячеек.
3. Валок по п. 1, в котором открытая сетка эвтектических карбидов включает дендритные оси.
4. Валок по п. 1, в котором указанная микроструктура присутствует по меньшей мере в рабочем слое валка.
5. Валок по п. 1, в котором сталь состоит из, в мас.%:
С 0,8-менее1
Mn 0,2-0,5
Si 0,2-2,0
Cr 7,0-13,0
Мо 0,6-1,6
V 1,0-3,0
Р менее 0,015
S менее 0,015
Ni менее 1
О2 менее 30 ppm
N2 менее 100 ppm
Н2 менее 3 ppm
W менее 2
Nb менее 1
Ti менее 1
Та менее 0,5
Zr менее 0,5
остальное представляет собой Fe и возможные случайные и/или возможные неизбежные примеси.
6. Валок по п. 1, в котором содержание С в стали составляет от 0,8 до 0,99 мас.% от общей массы валка.
7. Валок по п. 1, в котором содержание С в стали составляет от 0,85 до 0,9 мас.% от общей массы валка.
8. Валок по п. 1, в котором содержание Mn в стали составляет от 0,4 до 0,5 мас.% от общей массы валка.
9. Валок по п. 1, в котором содержание Si в стали составляет от 0,2 до 1,5 мас.% от общей массы валка.
10. Валок по п. 1, в котором содержание Si в стали составляет от 0,85 до 1,15 мас.% от общей массы валка.
11. Валок по п. 1, в котором содержание Cr в стали составляет от 7,0 до 11 мас.% от общей массы валка.
12. Валок по п. 1, в котором содержание Cr в стали составляет от 7,3 до 8,0 мас.% от общей массы валка.
13. Валок по п. 1, в котором содержание Мо в стали составляет от 1,45 до 1,55 мас.% от общей массы валка.
14. Валок по п. 1, в котором содержание Ni в стали составляет менее 0,3 мас.% от общей массы валка.
15. Валок по п. 1, в котором содержание V в стали составляет от 1,3 до 2,1 мас.% от общей массы валка.
16. Валок по п. 1, в котором содержание V в стали составляет от 1,3 до 1,6 мас.% от общей массы валка.
17. Валок по п. 1, в котором сталь состоит из, в мас.%:
С 0,8-0,99
Mn 0,4-0,5
Si 0,2-1,5
Cr 7,0-11
Мо 0,6-1,6
Ni менее 1,0
V 1,0-2,1
Р менее 0,015
S менее 0,015
О2 менее 30 ppm
N2 менее 100 ppm
Н2 менее 3 ppm
остальное представляет собой Fe и возможные случайные и/или возможные неизбежные примеси.
18. Валок по п. 1, в котором сталь состоит из, в мас.%:
С 0,85-0,9
Mn 0,4-0,5
Si 0,85-1,15
Cr 7,3-8,0
Мо 1,45-1,55
Ni менее 0,3
V 1,3-1,6
Р менее 0,015
S менее 0,015
О2 менее 30 ppm
N2 менее 100 ppm
Н2 менее 3 ppm
остальное представляет собой Fe и возможные случайные и/или возможные неизбежные примеси.
19. Валок по п. 1, который имеет массу более 400 кг.
20. Валок по п. 1, который имеет диаметр от 215 до 800 мм.
21. Валок по п. 1, который выполнен для применения в качестве рабочего валка при холодной прокатке.
22. Валок по любому из пп. 1-21, представляющий собой валок без покрытия.
23. Валок по любому из пп. 1-21, представляющий собой валок с выбираемым покрытием, например, хромовым покрытием.
24. Способ получения кованого валка, включающий следующие стадии: а) обеспечение стали следующего состава, в мас.%:
С 0,8-менее1
Mn 0,2-0,5
Si 0,2-2,0
Cr 7,0-13,0
Мо 0,6-1,6
V 1,0-3,0
остальное представляет собой Fe и возможные случайные и/или возможные неизбежные примеси,
б) получение слитка при поддержании скорости затвердевания более 15°C/мин в рабочем слое слитка, в интервале затвердевания,
в) ковка слитка с получением валка,
г) закалка валка посредством индукционного нагревания,
д) отпуск валка при температуре от 450 до 530°C для достижения твердости по Виккерсу от 780 до 840,
при этом получают микроструктуру валка (1), включающую:
- отпущенный мартенсит с содержанием остаточного аустенита менее 5 об.% и
-открытую сетку эвтектических карбидов с содержанием эвтектических карбидов менее 5 об.%, а валок (1) имеет:
- твердость по Виккерсу от 780 до 840 и
- внутренние напряжения сжатия от -300 до -500 МПа по абсолютной величине.
25. Способ по п. 24, в котором слиток получают при поддержании скорости затвердевания в рабочем слое, так же как и в сердцевине, от 15°C/мин до 55°C/мин, или альтернативно, от 17°C/мин до 50°C/мин, или альтернативно, от 35°C/мин до 55°C/мин, или альтернативно, от 45°C/мин до 55°C/мин.
26. Способ по п. 24, в котором слиток получают при поддержании скорости затвердевания более 35°C/мин в рабочем слое слитка в интервале затвердевания.
27. Способ по п. 24, в котором интервал затвердевания составляет 1400-1200°C для указанного слитка.
28. Способ по п. 24, в котором слиток получают при подержании предварительно заданной скорости затвердевания в технологическом процессе с использованием печи электрошлакового переплава (ПЭШП) посредством регулирования подачи тока в амперах в соответствии с заранее определенной функцией скорости затвердевания.
29. Способ по п. 24, в котором стадия ковки слитка с получением валка включает следующие стадии:
а) нагревание слитка до температуры 800-1200°C или 850-1100°C, предпочтительно в течение периода приблизительно 6 ч,
б) ковку слитка при температуре выше 800°C или выше 850°C,
в) повторение стадий (а)-(б) до завершения формования из слитка валка, который имеет требуемую форму и размер.
30. Способ по п. 24, дополнительно включающий после стадии ковки стадию предварительной термообработки, предпочтительно при температуре 700-1100°C или 800-900°C, которая может включать диффузионную обработку водородом.
31. Способ по п. 24, в котором стадия отпуска валка включает следующие стадии:
а) нагревание валка до приблизительно 450-530°C, предпочтительно 3 раза,
б) воздушное охлаждение валка между стадиями нагревания.
32. Способ по п. 24, дополнительно включающий механическую обработку валка для текстурирования белого слоя, включающего эвтектические карбиды.
33. Способ по п. 32, в котором указанные эвтектические карбиды в белом слое выбирают из М7С3.
34. Способ по любому из пп. 24-33, представляющий собой валок без покрытия.
35. Способ по любому из пп. 24-33, представляющий собой валок с выбираемым покрытием, например, хромовым покрытием.
36. Кованый валок (1), полученный способом по любому из пп. 24-33 и имеющий микроструктуру, включающую:
- отпущенный мартенсит с содержанием остаточного аустенита менее 5 об.% и
- открытую сетку эвтектических карбидов с содержанием эвтектических карбидов менее 5 об.%,
а валок (1) имеет:
- твердость по Виккерсу от 780 до 840 и
- внутренние напряжения сжатия от -300 до -500 МПа по абсолютной величине.
37. Валок по п. 36, представляющий собой валок без покрытия.
38. Валок по п. 36, представляющий собой валок с выбираемым покрытием, например, хромовым покрытием.
39. Промежуточный продукт в виде слитка для получения валка по любому из пп. 1-23, содержащий сталь следующего состава, в мас.%:
С 0,8-менее1
Mn 0,2-0,5
Si 0,2-2,0
Cr 7,0-13,0
Мо 0,6-1,6
V 1,0-3,0
остальное представляет собой Fe и возможные случайные и/или возможные неизбежные примеси.
40. Слиток для получения валка по любому из пп. 36-38, содержащий сталь следующего состава, в мас.%:
С 0,8-менее1
Mn 0,2-0,5
Si 0,2-2,0
Cr 7,0-13,0
Мо 0,6-1,6
V 1,0-3,0
остальное представляет собой Fe и возможные случайные и/или возможные неизбежные примеси.
41. Применение валка по любому из пп. 1-21 в качестве валка для холодной прокатки материала, требующего высокой нагрузки при прокатке.
42. Применение валка по п. 36 в качестве валка для холодной прокатки материала, требующего высокой нагрузки при прокатке.
43. Применение валка по любому из пп. 1-21 в качестве валка для холодной прокатки материалов высокой прочности, подобных маркам стали ПСПП (прогрессивные стали повышенной прочности).
44. Применение валка по п. 36 в качестве валка для холодной прокатки материалов высокой прочности, подобных маркам стали ПСПП (прогрессивные стали повышенной прочности).
45. Применение валка по любому из пп. 1-21 в качестве валка оборудования, выбранного из группы, состоящей из:
- станы холодной прокатки для ранних и чистовых клетей, реверсивных и нереверсивных клетей для проката белой жести, стали, кремнистой стали, нержавеющей стали, алюминия и меди, или
- дрессировочные станы холодной прокатки, или
- конфигурации стана с двухвалковыми, четырехвалковыми и шестивалковыми клетями с текстурированной или нетекстурированной поверхностью.
46. Применение валка по п. 36 в качестве валка оборудования, выбранного из группы, состоящей из:
- станы холодной прокатки для ранних и чистовых клетей, реверсивных и нереверсивных клетей для проката белой жести, стали, кремнистой стали, нержавеющей стали, алюминия и меди, или
- дрессировочные станы холодной прокатки, или
- конфигурации стана с двухвалковыми, четырехвалковыми и шестивалковыми клетями с текстурированной или нетекстурированной поверхностью.
47. Применение валка по любому из пп. 1-20 в качестве рабочего валка при холодной прокатке.
48. Применение валка по п. 36 в качестве рабочего валка при холодной прокатке.
49. Применение по любому из пп. 41-48, в котором валок представляет собой валок без покрытия.
50. Применение по любому из пп. 41-48, в котором валок представляет собой валок с выбираемым покрытием, например, хромовым покрытием.
| ДЫМОВОЙ ПОЖАРНЫЙ ИЗВЕЩАТЕЛЬ | 2003 |
|
RU2262745C2 |
| Сталь | 1982 |
|
SU1076485A1 |
| Способ ковки слитков | 1978 |
|
SU700254A1 |
| US 5225007 A, 06.07.1993 | |||
| ПОДДЕРЖИВАЮЩИЙ ЗАЖИМ | 2008 |
|
RU2367075C1 |

