Изобретение относится к области металлургического машиностроения и может быть использовано при тиксоштамповке цилиндрических заготовок, преимущественно, из алюминиевых сплавов.
Известны способ предварительного нагрева заготовок в защитной среде перед деформированием и устройство для его осуществления, исключающие образование окисного слоя (см. «Технология кузнечно-штампового производства». Москва, Машиностроение, 1976 г., стр.108).
Недостатком известных способа и устройства является сложность передачи твердожидкой заготовки из камеры с защитной средой в штамп без повреждения ее наружной поверхности.
Известны способ и устройство тиксоштамповки цилиндрических заготовок, при которых нагрев цилиндрических заготовок выполняют в индукторе, а затем их помещают в шкафы и деформируют в предварительно нагретом штампе (см. патент RU 2248857 С2, 2005.03.27).
Недостатком известных способа и устройства для тиксоштамповки цилиндрических заготовок является образование при нагреве заготовки окисленного поверхностного слоя, который при деформации может разрушиться и частично переместиться в готовое изделие, что снижает качество изделия.
Техническим результатом изобретения, заявляемых способа и устройства, является повышение качества готового изделия.
Технический результат предлагаемого изобретения достигается способом тиксоштамповки цилиндрических заготовок, при котором перед деформированием заготовки, нагретой в обечайке с верхним и нижним торцевыми фланцами, последний из которых выполнен с отверстием, осуществляют ее осадку в упомянутой обечайке, установленной на нижнем штампе, и затем удаляют окисленный поверхностный слой осажденной заготовки путем ее продавливания через отверстие нижнего торцевого фланца в полость нижней половины штампа с расположением материала удаленного окисленного поверхностного слоя на внутренней поверхности обечайки, и устройством для тиксоштамповки цилиндрических заготовок, которое снабжено выталкивателем, установленным с возможностью осевого перемещения в нижней половине штампа, обечайкой с верхним и нижним торцевым фланцем, пуансоном, установленном с возможностью осевого перемещения в обечайки, и сменной шайбой, имеющей возможность размещения на нижнем торцевом фланце обечайки и на торце выталкивателя, нижний торцевой фланец выполнен с отверстием для продавливания через него заготовки, а упомянутые обечайка, пуансон и сменная шайба выполнены с возможностью установки в ободе с нагретой заготовкой в межштамповом пространстве на нижней половине штампа и удаления из него после продавливания заготовки через отверстие нижнего торцевого фланца.
Изобретение поясняется графическими материалами, на которых показаны:
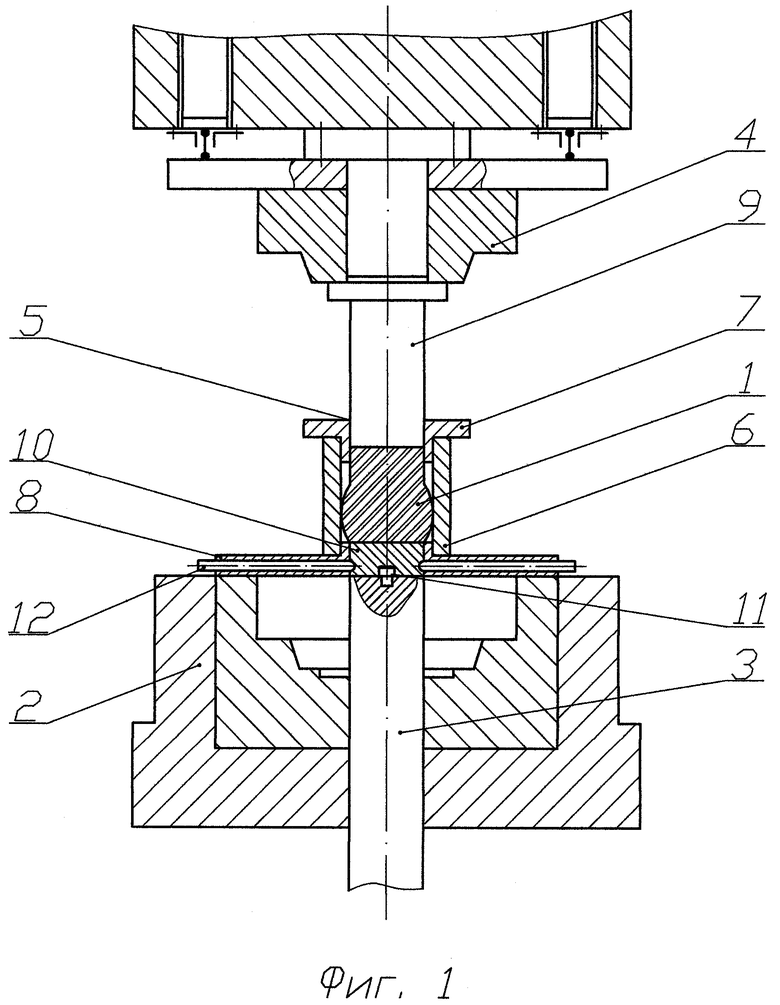
фиг.1 - установка нагретого приспособления с заготовкой на нижний штамп;
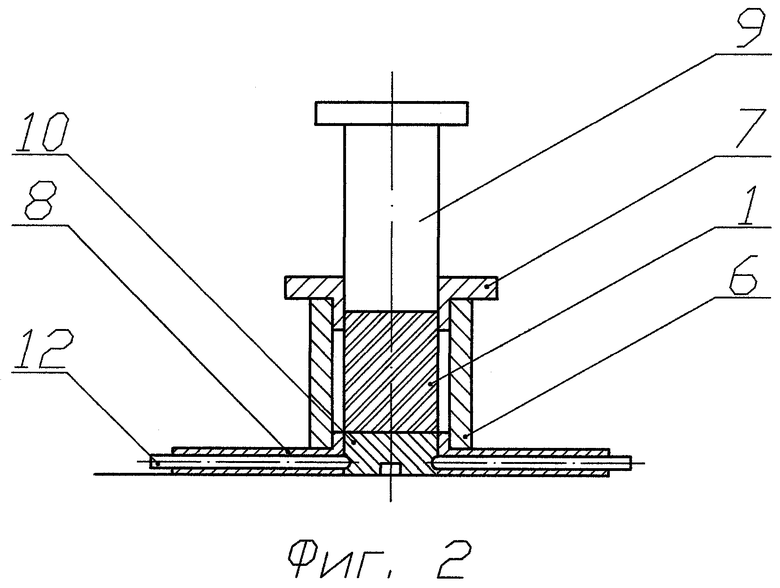
фиг.2 - сборка приспособления для нагрева, осадки и продавливания в штамп заготовки до нагрева;
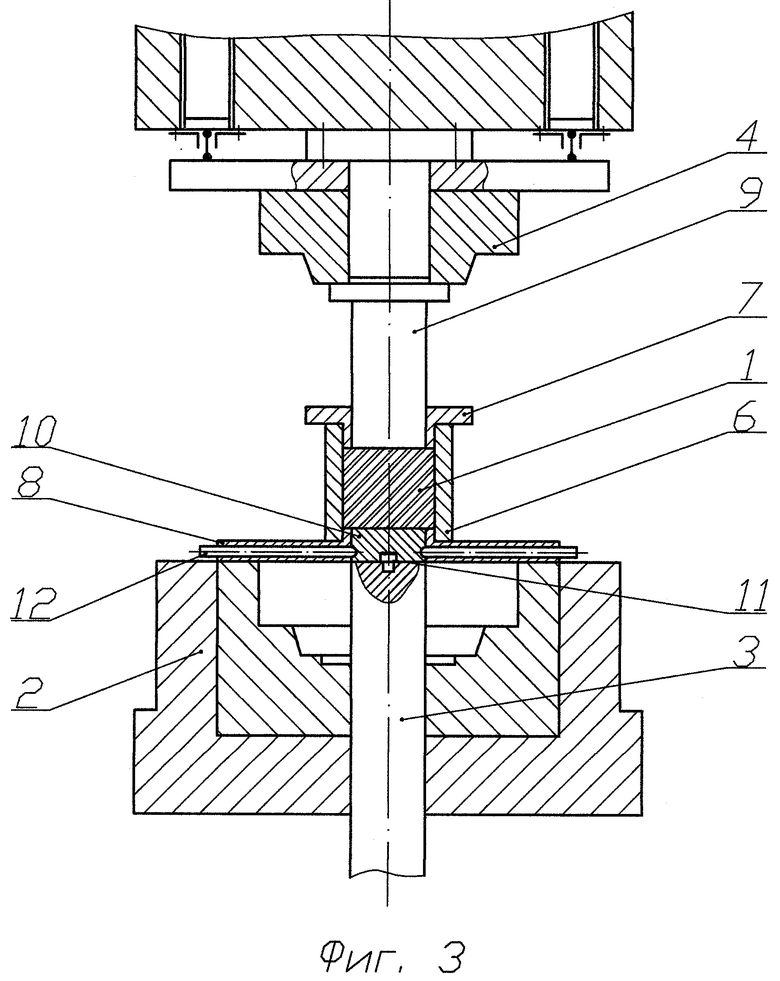
фиг.3 - осадка заготовки в обечайке (справа);
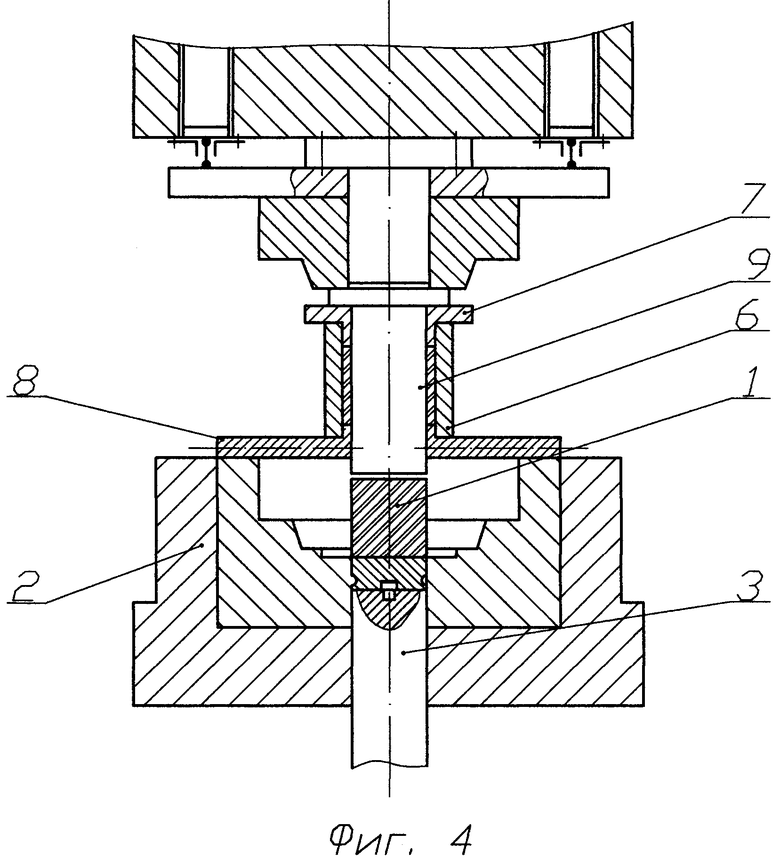
фиг.4 - продавливание заготовки в нижний штамп;
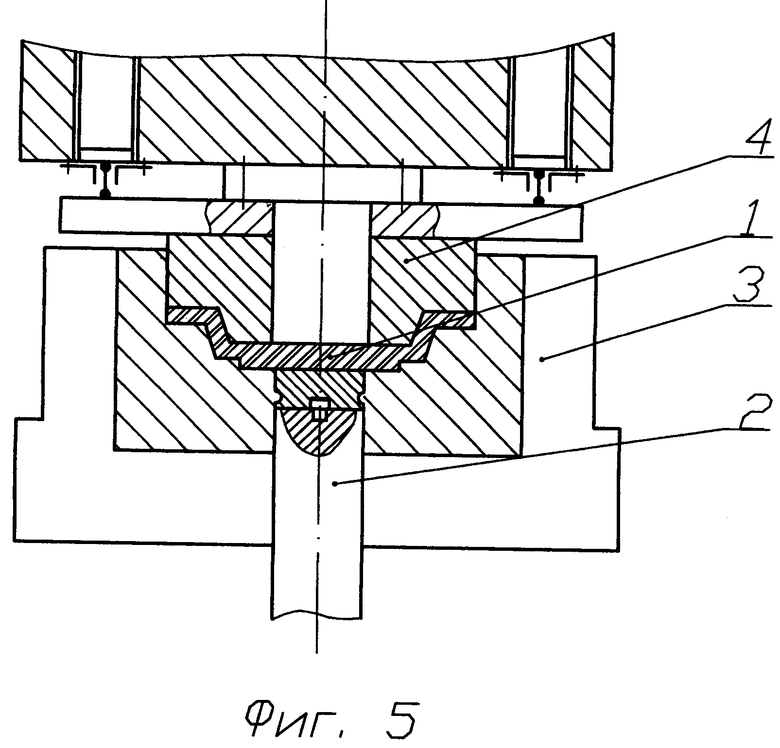
фиг.5 - штамповка изделия после удаления кассеты с окисленным поверхностным слоем заготовки на внутренней поверхности обечайки (справа).
Устройство для тиксоштамповки изделия из цилиндрических заготовок 1 включает в себя нижнюю половину 2 штампа с выталкивателем 3, установленным с возможностью осевого перемещения, и верхнюю половину 4 штампа. На плоскость разъема нижней половины 2 штампа установлено приспособление 5, собранное из обечайки 6 с верхним 7 и нижним 8 фланцами. Во внутреннем отверстии нижнего фланца 8 перемещается выталкиватель 3, а во внутреннем отверстии верхнего фланца 7 перемещается пуансон 9. На торце выталкивателя 3 установлена сменная шайба 10 с центральным фиксатором 11. Положение сменной шайбы 10 в нижнем фланце 8 фиксируется двумя штырями 12.
Вариант осуществления предлагаемого способа тиксоштамповки и работу устройства можно рассмотреть на примере тиксоштамповки автомобильного тормозного диска из алюминиевого сплава.
Верхний 4 и нижний 2 штампы с выдвинутым выталкивателем 3 нагревают непосредственно на прессе.
Вне пресса собирается приспособление 5 (фиг.2). В нижнем фланце 8 устанавливаем сменную шайбу 10 и фиксируем ее штырями 12. На фланце 8 размещаем обечайку 6 с верхним фланцем 7. Во внутреннюю полость обечайки 6 устанавливаем заготовку 1 и затем пуансон 9. Получившуюся сборку 5 помещают в печь для нагрева.
При достижении заданной температуры указанную сборку 5 быстро переносят в межштамповое пространство и устанавливают на нижний штамп 2, центрируя ее фиксатором 11. Начинается рабочий ход пресса.
Верхний штамп 4 при ходе пресса воздействует на пуансон 9, который осаживает заготовку 1, заполняя внутреннюю полость обечайки 6.
После заполнения полости обечайки 6 металлом рабочий ход приостанавливается и из нижнего фланца 8 удаляют фиксирующие штыри 12. Затем снова подается давление в рабочий цилиндр пресса и пуансон 9 воздействует на металл заготовки 1, продавливая его через внутреннюю полость нижнего фланца 8.
После завершения процесса продавливания верхний штамп 4 поднимается и приспособление 5 с окисленным поверхностным слоем заготовки 1 быстро удаляется из межштампового пространства, подается давление в рабочий цилиндр и проводится штамповка изделия. Готовое изделие выталкивателем 3 поднимается из полости нижнего штампа 2 и удаляется. Сменная шайба 10 снимается с торца выталкивателя 3.
Предлагаемый способ тиксоштамповки цилиндрических заготовок, при котором перед деформированием заготовки, нагретой в обечайке с верхним и нижним торцевыми фланцами, последний из которых выполнен с отверстием, осуществляют ее осадку в упомянутой обечайке, установленной на нижнем штампе, и затем удаляют окисленный поверхностный слой осажденной заготовки путем ее продавливания через отверстие нижнего торцевого фланца в полость нижней половины штампа с расположением материала удаленного окисленного поверхностного слоя на внутренней поверхности обечайки, и устройство для тиксоштамповки цилиндрических заготовок, которое снабжено выталкивателем, установленным с возможностью осевого перемещения в нижней половине штампа, обечайкой с верхним и нижним торцевыми фланцами, пуансоном, установленном с возможностью осевого перемещения в обечайки, и сменной шайбой, имеющей возможность размещения на нижнем торцевом фланце обечайки и на торце выталкивателя, нижний торцевой фланец выполнен с отверстием для продавливания через него заготовки, а упомянутые обечайка, пуансон и сменная шайба выполнены с возможностью установки в ободе с нагретой заготовкой в межштамповом пространстве на нижней половине штампа и удаления из него после продавливания заготовки через отверстие нижнего торцевого фланца, позволяет повысить качество готового изделия:
- за счет удаления с поверхности нагретой заготовки окисленного поверхностного слоя,
- за счет поддержания температуры в заданном диапазоне.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ТИКСОШТАМПОВКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2007 |
|
RU2356677C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ТИКСОШТАМПОВКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2007 |
|
RU2357830C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С ВАЛОМ ТИКСОШТАМПОВКОЙ И СПОСОБ ИЗГОТОВЛЕНИЯ СБОРНОЙ ЗАГОТОВКИ | 2010 |
|
RU2436650C1 |
| ТИКСОЗАГОТОВКА, СПОСОБ, УСТРОЙСТВО ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ И СПОСОБ ШТАМПОВКИ | 2010 |
|
RU2434706C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ТИКСОШТАМПОВКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2009 |
|
RU2396141C1 |
| СПОСОБ ТИКСОШТАМПОВКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ИХ ПОДГОТОВКИ К ТИКСОШТАМПОВКЕ | 2009 |
|
RU2393044C1 |
| СПОСОБ ИЗОТЕРМИЧЕСКОЙ ШТАМПОВКИ ЗАГОТОВОК С ГЛОБУЛЯРНОЙ СТРУКТУРОЙ | 2011 |
|
RU2459683C1 |
| ШТАМП И СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСА БУКСЫ ИЗ ЦИЛИНДРИЧЕСКОЙ ЗАГОТОВКИ С ГЛОБУЛЯРНОЙ СТРУКТУРОЙ | 2010 |
|
RU2443494C1 |
| ШТАМП ДЛЯ ШТАМПОВКИ КРУПНОГАБАРИТНЫХ ПОРШНЕЙ | 2014 |
|
RU2567961C1 |
| ШТАМП ДЛЯ ТИКСОШТАМПОВКИ КРУПНОГАБАРИТНЫХ ПОРШНЕЙ | 2014 |
|
RU2573163C1 |
Изобретение относится к обработке давлением и может быть использовано при производстве изделий из цилиндрических заготовок, преимущественно, из алюминиевых металлов. Цилиндрическую заготовку устанавливают в обечайку с верхним и нижним торцевыми фланцами, последний из которых выполнен с отверстием, и нагревают. После достижения заданной температуры сборку переносят в штамп и осуществляют ее осадку в обечайке пуансоном. Штамп содержит верхнюю половину и нижнюю половину с полостью для деформирования. Затем удаляют окисленный поверхностный слой осаженной заготовки путем ее продавливания пуансоном через отверстие нижнего торцевого фланца в полость нижней половины штампа. Материал удаленного окисленного слоя при этом остается на внутренней поверхности обечайки. Заготовку деформируют при движении вниз верхней половины штампа. В результате обеспечивается повышение качества полученных изделий. 2 н.п. ф-лы, 5 ил.
1. Способ тиксоштамповки цилиндрических заготовок, включающий деформирование нагретой цилиндрической заготовки, установленной в полости нижней половины штампа, при движении вниз верхней половины штампа, отличающийся тем, что перед деформированием заготовки, нагретой в обечайке с верхним и нижним торцевыми фланцами, последний из которых выполнен с отверстием, осуществляют ее осадку в упомянутой обечайке, установленной на нижнем штампе, а затем удаляют окисленный поверхностный слой осаженной заготовки путем ее продавливания через отверстие нижнего торцевого фланца в полость нижней половины штампа с расположением материала удаленного окисленного поверхностного слоя на внутренней поверхности обечайки.
2. Устройство для тиксоштамповки цилиндрических заготовок, содержащее верхнюю половину штампа и выполненную с полостью нижнюю половину штампа для деформирования нагретой заготовки, отличающееся тем, что оно снабжено выталкивателем, установленным с возможностью осевого перемещения в нижней половине штампа, обечайкой с верхним и нижним торцевыми фланцами, пуансоном, установленным с возможностью осевого перемещения в обечайке, и сменной шайбой, имеющей возможность размещения на нижнем торцевом фланце обечайки и на торце выталкивателя, нижний торцевой фланец выполнен с отверстием для продавливания через него заготовки, а упомянутые обечайка, пуансон и сменная шайба выполнены с возможностью установки в сборе с нагретой заготовкой в межштамповом пространстве на нижней половине штампа и удаления из него после продавливания заготовки через отверстие нижнего торцевого фланца.
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ДЕТАЛИ ТИПА ЧАСТИ КОЛЕСА, ПРЕДНАЗНАЧЕННОГО ДЛЯ ДВИЖЕНИЯ ТРАНСПОРТНОГО СРЕДСТВА, И КОЛЕСО | 2000 |
|
RU2248857C2 |
| АЛЮМИНИЕВО-БЕРИЛЛИЕВЫЕ СПЛАВЫ, ОБРАБОТАННЫЕ В ПОЛУТВЕРДОМ СОСТОЯНИИ | 1995 |
|
RU2119543C1 |
| Способ прессования тугоплавких металлов | 1980 |
|
SU863049A1 |
| Способ получения -замещенных амидов карбоновых кислот | 1975 |
|
SU710515A3 |

