Изобретение относится к области строительства и, в частности, к способу изготовления углеметаллического строительного элемента трубчатого профиля из двух плоских заготовок созданием избыточного давления воздуха.
Известен способ усиления строительных элементов углеволокном (Усиление строительных конструкций щадящим методом углеволокном SIKA http://www.beskit-spb.ru/stroitel-stvo/usilenie-stroitel-nich-konstruktsiy-uglevoloknom-sika, дата просмотра 12.02.2014).
Однако авторам не известен способ изготовления двухслойного строительного элемента трубчатого профиля, формируемого одновременно с углеволокном.
Наиболее близким к предлагаемому техническому решению относится способ получения сварногнутых профилей для элементов металлических конструкций, включающий изготовление полос одинаковой длины и толщины, скрепление их по продольным и поперечным кромкам, формообразование путем деформации полос подачей сжатого воздуха в пространство между полосами (Денисова А.П. Легкие металлические конструкции повышенной транспортабельности. - Изд-во Сарат. ун-та, 1989, с. 2, 3).
Недостатком данного способа является формирование строительного элемента с невысокой несущей способностью на сжатие и малой коррозионной стойкостью.
Задача изобретения - повышение несущей способности на сжатие строительного элемента трубчатого профиля и коррозийной стойкости, а использование инновационных материалов высокого качества позволит применять элемент в конструкциях, подверженных воздействию высоких температур, сейсмическим и взрывным нагрузкам.
Указанная задача достигается тем, что в способе изготовления строительного углеметаллического элемента используют две плоские заготовки. Сначала изготавливают основную заготовку из двух стальных полос одинаковой длины и толщины, герметично соединенных по продольным кромкам с открытыми поперечными кромками. Затем изготавливают дополнительную заготовку из углеродного волокна, пропитанную полимерным материалом, замкнутую по продольным кромкам и с открытыми поперечными кромками. Затем основную заготовку помещают внутрь дополнительной заготовки, получая плоскую матрицу. На поперечные кромки плоской матрицы устанавливают мягкий кондуктор со штуцером, позволяющим изменять форму матрицы. После чего создают избыточное давление воздуха между стальными полосами матрицы, которые деформируются, образуя замкнутый объемный профиль. При этом верхний слой матрицы (дополнительная заготовка из углеволокна) растягивается и плотно прилегает к стальным полосам основной заготовки. После снятия избыточного давления поверхность покрывают эпоксидной смолой (Новые эпоксидные клеи высочайшего качества. http://www.loctite.ru, дата просмотра 12.02.2014) для соединения слоев матрицы и образования двухслойного углеметаллического строительного элемента трубчатого профиля.
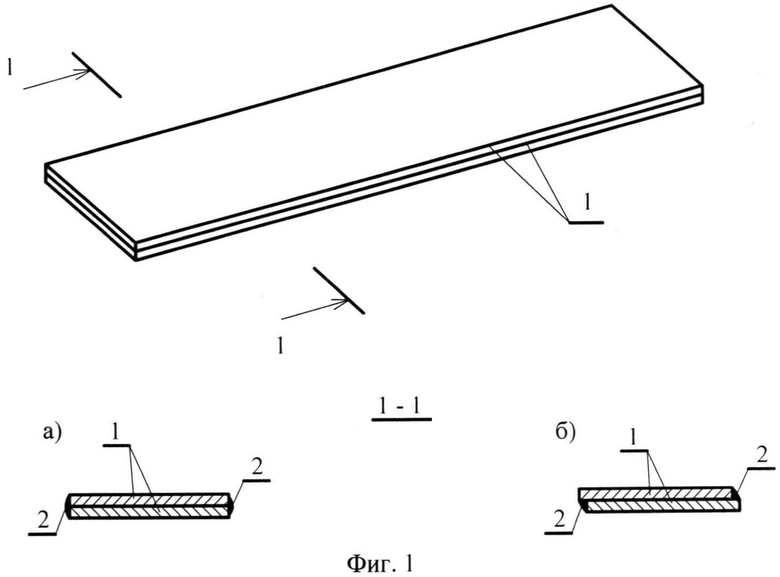
Изобретение поясняется чертежами, где на фиг. 1 представлена основная заготовка из двух стальных полос одинаковой длины и толщины, герметично скрепленных по продольным кромкам;
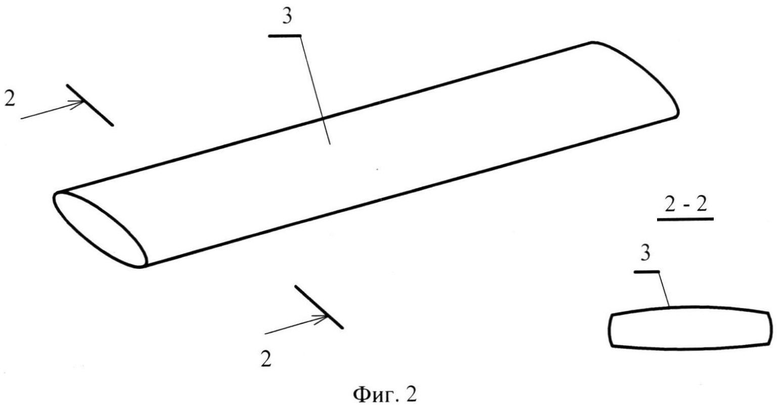
на фиг. 2 представлена дополнительная заготовка из углеволокна, пропитанная полимерным материалом, замкнутая по продольным краям с открытыми поперечными кромками;
на фиг. 3 представлена плоская матрица, состоящая из дополнительной заготовки, внутрь которой помещена основная заготовка;
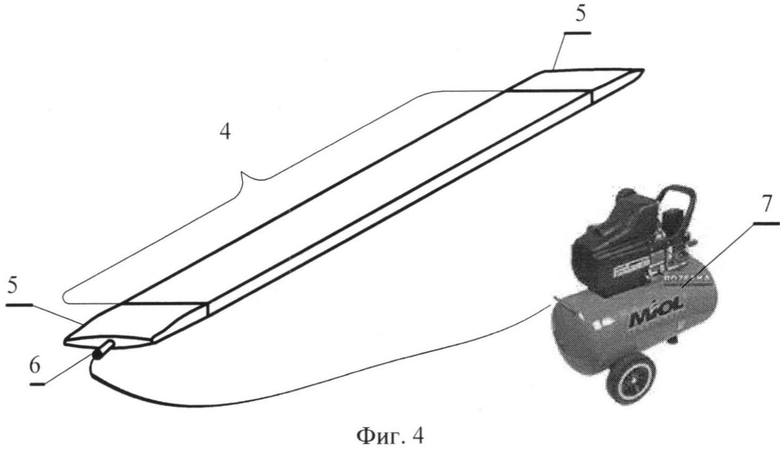
на фиг. 4 представлено создание избыточного давления воздуха с помощью мягкого кондуктора со штуцером;
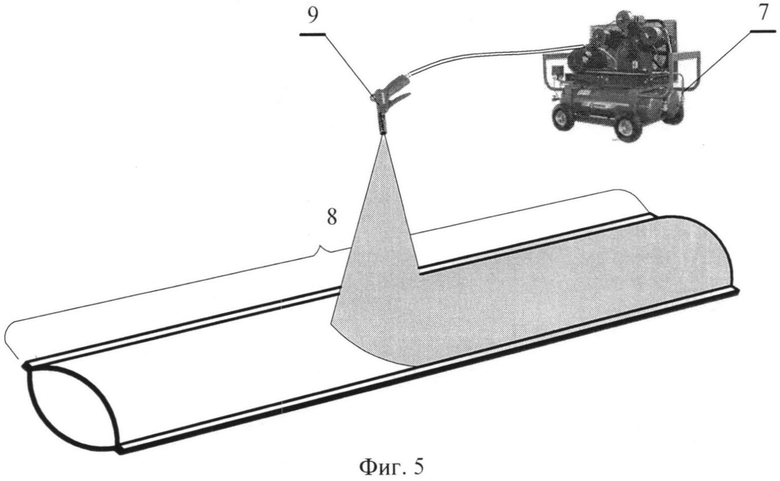
на фиг. 5 представлена деформация слоев плоской матрицы после снятия избыточного давления и нанесение эпоксидной смолы;
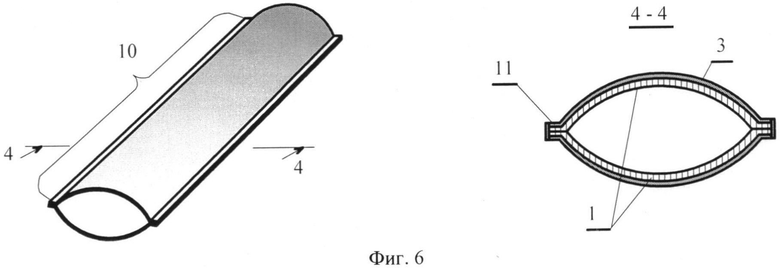
на фиг. 6 представлен готовый двухслойный углеметаллический строительный элемент трубчатого профиля.
На фигурах обозначено:
1 - две стальные полосы одинаковой длины и толщины (основная заготовка);
2 - герметичный соединительный шов;
3 - углеволокно, пропитанное полимерным материалом (дополнительная заготовка);
4 - плоская матрица, состоящая из дополнительной заготовки, внутрь которой помещена основная заготовка;
5 - мягкий кондуктор;
6 - штуцер;
7 - компрессор;
8 - матрица после снятия избыточного давления, имеющая объемное замкнутое поперечное сечение, с двухслойными стенками из углеволокна и стальных полос;
9 - краскопульт для нанесения эпоксидной смолы;
10 - готовый двухслойный углеметаллический строительный элемент трубчатого профиля.
Способ изготовления двухслойного углеметаллического строительного элемента трубчатого профиля включает следующее.
Изготовление основной заготовки из двух стальных полос 1 одинаковой длины и толщины, герметично скрепленных по продольным кромкам соединительными швами 2.
Изготовление дополнительной заготовки из углеволокна 2, пропитанной полимерным материалом, замкнутой по продольным краям с открытыми поперечными кромками.
Размещение основной заготовки из стальных полос 1 внутри дополнительной заготовки из углеволокна 2 для образования плоской матрицы 4.
Установка на поперечных кромках плоской матрицы 4 мягких кондукторов 5, позволяющих изменять положение слоев плоской матрицы 4, и имеющих штуцер 6.
Создание избыточного давления между металлическими полосами 1 с помощью компрессора 7.
Деформирование металлических полос 1 до проявления пластических свойств металла для образования замкнутого объемного профиля и плотного прилегания слоя из углеволокна 3 к деформированным стальным полосам.
Снятие избыточного давления и мягких кондукторов 5, выдержка деформируемых стальных полос для проявления упругих деформаций металла. В результате образуется матрица замкнутого объемного сечения 8 с двухслойными стенками из деформированных стальных полос 1 и углеволокна 3.
Объединение слоев матрицы с замкнутым объемным сечением 8 из деформируемых металлических полос 1 и углеволокна 3 с помощью эпоксидной смолы.
После адгезии эпоксидной смолы образуется двухслойный углеметаллический строительный элемент трубчатого профиля.
Предложенный способ изготовления позволяет получить двухслойный углеметаллический строительный элемент трубчатого профиля, который обладает большой несущей способностью и жесткостью, за счет применения современных инновационных материалов, имеющих высокие показатели прочности. Строительный элемент, полученный таким способом, имеет повышенную сопротивляемость особым нагрузкам, поэтому его можно применять в конструкциях, подверженных воздействию высоких температур, сейсмическим и взрывным нагрузкам.
Кроме того, предложенный способ позволяет снизить металлоемкость и энергоемкость изготовления строительного элемента по сравнению с традиционными тонкостенными трубчатыми элементами той же прочности и жесткости.
Изобретение относится к области строительства и, в частности, к способу изготовления углеметаллического строительного элемента трубчатого профиля с продольными ребрами жесткости из двух плоских заготовок созданием избыточного давления воздуха. Сначала изготавливают основную заготовку из двух стальных полос одинаковой длины и толщины, герметично соединенных по продольным кромкам с открытыми поперечными кромками. Затем изготавливают дополнительную заготовку из углеродного волокна, пропитанную полимерным материалом, замкнутую по продольным кромкам и с открытыми поперечными кромками. Затем основную заготовку помещают внутрь дополнительной заготовки с образованием плоской матрицы. Создают избыточное давление воздуха между стальными полосами, которые деформируются и приобретают объемное трубчатое сечение. При этом верхний слой матрицы растягивается и плотно прилегает к стальным полосам основной заготовки. После чего соединят слои матрицы эпоксидной смолой. Повышается несущая способность и жесткость строительного элемента. 6 ил.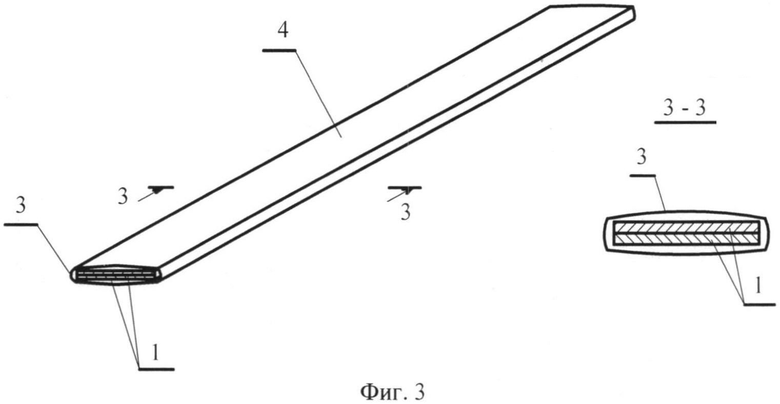
Способ изготовления углеметаллического строительного элемента трубчатого профиля, включающий изготовление основной заготовки из двух стальных полос одинаковой длины и толщины, их герметичное соединение по продольным кромкам, изготовление дополнительной заготовки из углеволокна, пропитанной полимерным материалом, выполненной замкнутой по продольным краям и с открытыми поперечными кромками, размещение основной заготовки внутри дополнительной с образованием плоской матрицы, создание избыточного давления воздуха между стальными полосами основной заготовки для их деформирования в трубчатый профиль с плотным прилеганием дополнительной заготовки к стальным полосам основной заготовки, снятие избыточного давления и нанесение на поверхность матрицы эпоксидной смолы для соединения слоев матрицы и образования замкнутого объемного профиля.
| Установка для раздачи полых заготовок внутренним давлением | 1977 |
|
SU719759A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБОПРОВОДА | 0 |
|
SU395145A1 |
| Узловое соединение элементов деревянных ферм | 1929 |
|
SU21208A1 |
| US 13028827 A, 10.04.1962. | |||

