-(54) ЛИНИЯ ИЗГОТО,ВЛЕНИЯ ДРЕВЕСНЫХ ПЛИТ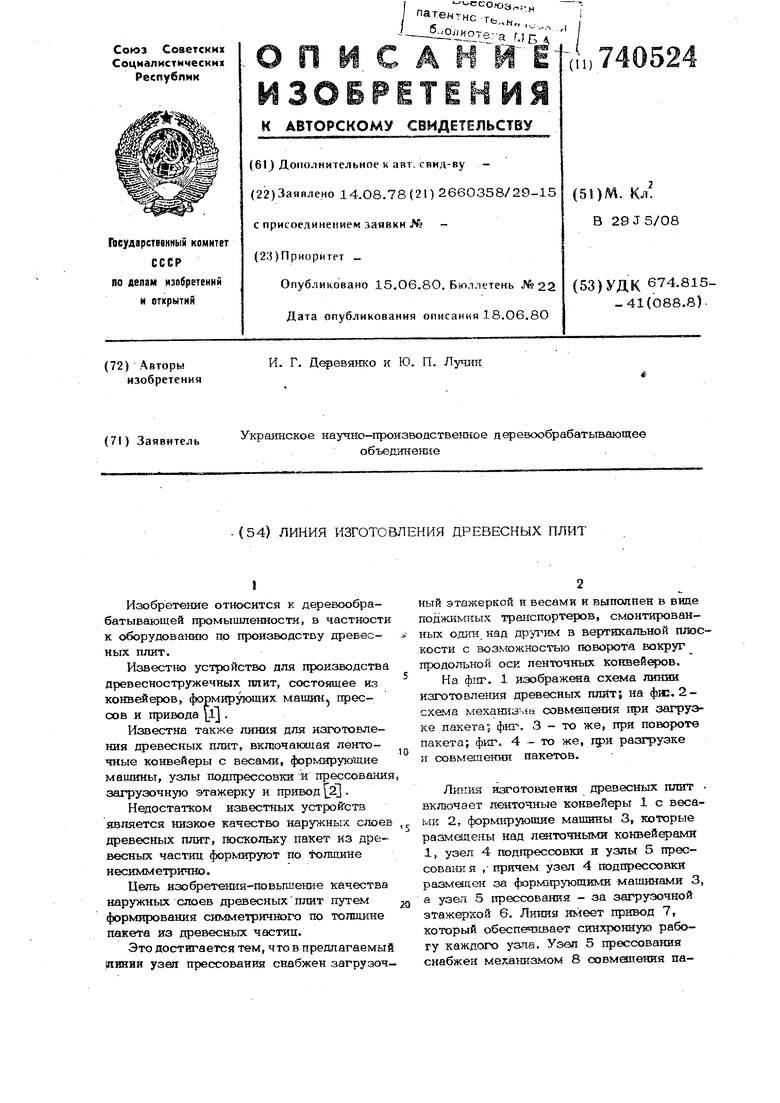
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия изготовления древесно-стружечных плит | 1983 |
|
SU1140957A1 |
| СПОСОБ ПОЛУЧЕНИЯ ДРЕВЕСНЫХ ПЛИТ БЕЗ ДОБАВЛЕНИЯ СВЯЗУЮЩЕГО И ТЕХНОЛОГИЧЕСКИЕ ЛИНИИ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2005596C1 |
| Линия изготовления древесно-волокнистых плит средней плотности | 1988 |
|
SU1618660A1 |
| ЛИНИЯ ИЗГОТОВЛЕНИЯ ДРЕВЕСНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2014 |
|
RU2580680C2 |
| Линия производства древесностружечных плит | 1990 |
|
SU1838095A3 |
| Линия изготовления плитных материалов | 1986 |
|
SU1423388A1 |
| Автоматическая линия производства древесностружечных плит | 1983 |
|
SU1165579A1 |
| Линия изготовления древесностружечных плит | 1986 |
|
SU1368174A1 |
| Линия изготовления многопустотных древесно-стружечных плит | 1986 |
|
SU1333580A1 |
| Линия производства древесных панелей | 1987 |
|
SU1541058A1 |
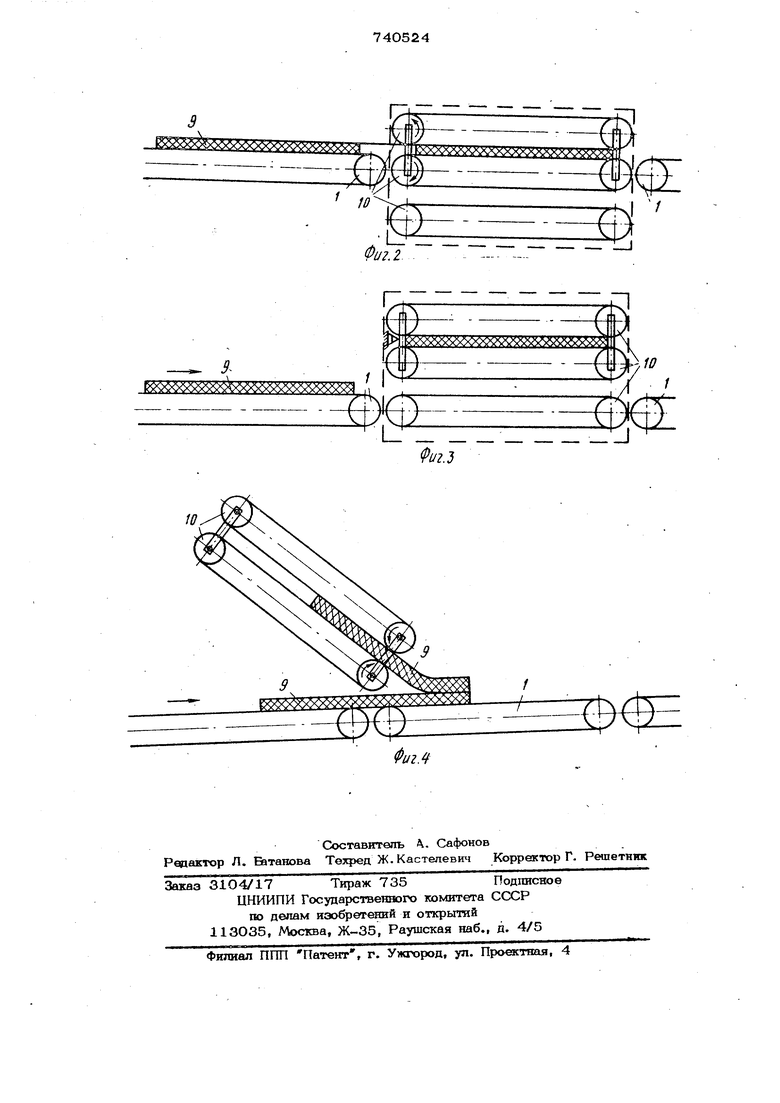
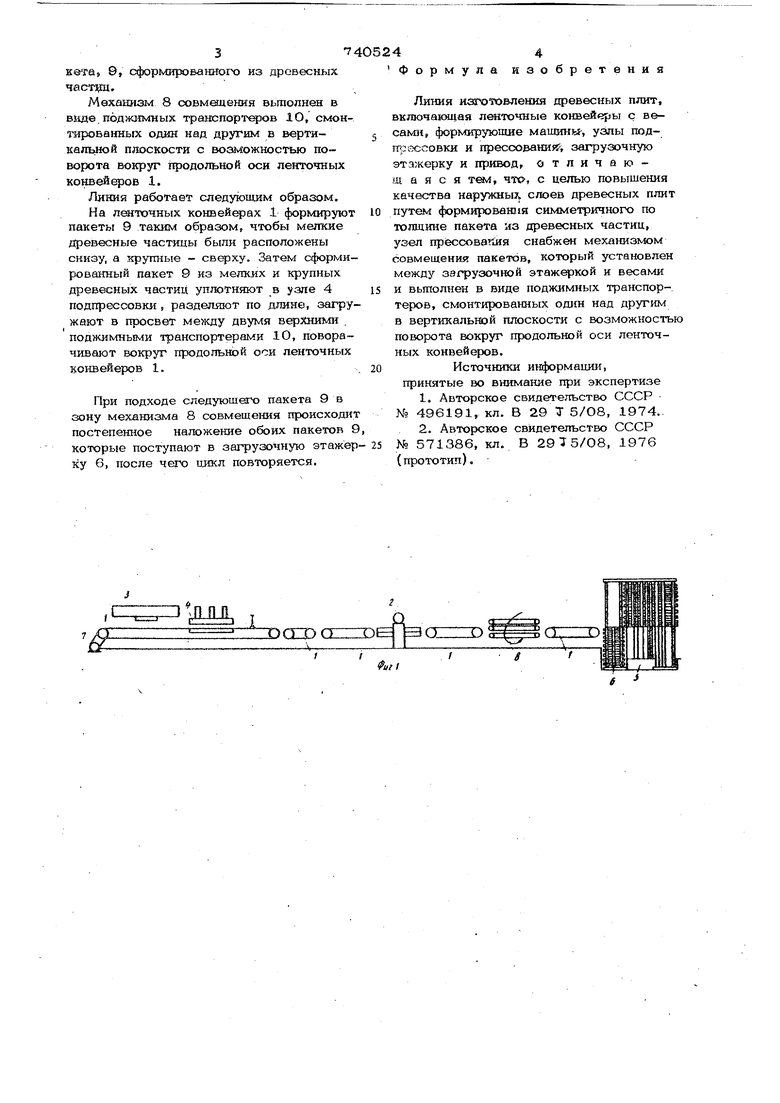
Изобретение относится к деревообрабатывающей промышленности, в частности к оборудованию по производству древесных плит. Известно устройство для производства древесностружечных плит, состо$пцее из конвейеров, формирующих машин прессов и привода l. Известна также линия дпя изготовления древесных плит, включающая ленточные конвейеры с весами, формирующие машины, узлы подпрессовки л прессовани загрузочную этажерку и привод . Недостатком известных устройств является низкое качество наружных слое древесных плит, поскольку пакет из древесных частиц формируют по толщине несимметрично. Цель иээбретения-повышенне качества наружных слоев древесных плит путем формирования снмметричкогх по толщине пакета из древесных частиц. Это достигается тем, что в предлагаемы линии узел прессования снабжен загрузоч ньтй этажеркой и весами и выполнен в вице поджимных транспортеров, смонтированных один над другим в вертикальной плоскости с возможностью поворота вокруг продольной оси ленточных конвейеров. На фиг. 1 изображена схема гапши изготовления древесньк плит; на фис. 2схема механиз-.1а совмшдения при загруэке пакета; фкр. 3 - то же, при поворюте пакета; фкг 4 то же, гфи разгрузке н совмещении пакетов. Лшия изготовления древесных пяит включает ленточные конвейеры 1 с весами 2, форм1фующие машины 3, которые размещеяьЕ над ленточными конвейерами 1, узел 4 подпрессовки и узлы 5 тфессовахшя , причем узея 4 гюдпрессовки размещен за формирующими машинами 3, а узел 5 прессования - за загрузочной этажеркой 6. Лишз имеет привод 7, который обеспечивает синхронную работу каждого уала. Узел 5 прессования снабжен механизмом 8 совмещения паKoy&s 9, сфоркофованного из древесных частщ.
Механизм 8 совмещения вьгаолнен в вхаде поджимных транспортеров 1О, смонтированных один над другим в вертикалькой плоскости с возможностью поворота вокруг 1тродольной оси ленточных конвейеров 1.
Линия работает следующим образом.
На ленточных конвейерах 1 формируют пакеты 9 таким образом, чтобы мелкие /февесные частицы были расположены снизу, а крзттаые - сверху. Затем сформированный пакет 9 из мелких и крупных древесных частиц уплютняют в узле 4
подпрессовки , разделяют по длине, загружают в просвет двумя верхними , поджимными транспортерами 10, поворачивают вокруг продольной оси ленточных конвейеров 1.,
При подходе следующего пакета 9 в зону механизма 8 совмещения происходит постепенное наложение обоих пакетов 9 которые поступают в загрузочную этажерку 6, после чего цикл повторяется.
Формула изобретения
Ляикя изготовления древесных плит, включакшая ленточные конвейеры с весами, формирующие машинь -, узлы подпрессовки и пресоовани, загрузочную этажерку и привод, отличающаяся т&л, что, с целью повышения качества наружныг слоев древесных пли путегм формирования симметричного по толщине пакета из древесных частиц, узел прессовагЛя снабжен механизмом совмещения пакетов, который установле между загрузочной этажеркой и весами и выполнен в виде поджимных транспортеров, смонтированных один над другим в вертикальной плоскости с возможност поворота вокруг продольной оси ленточных конвейеров.
Источники информации, принятые во внимание при экспертизе
