Изобретение касается обработки металлов давлением и относится к способам изготовления полых тонкостенных высоких конических деталей с малым углом конусности и с малым радиусом на дне.
Известен способ изготовления полых тонкостенных конических деталей путем вытяжки полой заготовки и ее последующего формоизменения до получения готовой детали (см. В.Т. Мещерин. Листовая штамповка. Атлас схем. - М.: Машиностроение, 1975, стр. 225, рис. 799).
Известен также способ изготовления полых тонкостенных конических деталей путем штамповки пуансоном в матрицу, включающий формирование исходной заготовки, предварительные конические вытяжные операции, с постепенным увеличением высоты заготовки и окончательной вытяжки-калибровки (см. Справочник конструктора штампов: листовая штамповка. Под общей редакцией Л.И. Рудмана. - М.: Машиностроение, 1988, стр. 280, рис. 16,в) - прототип.
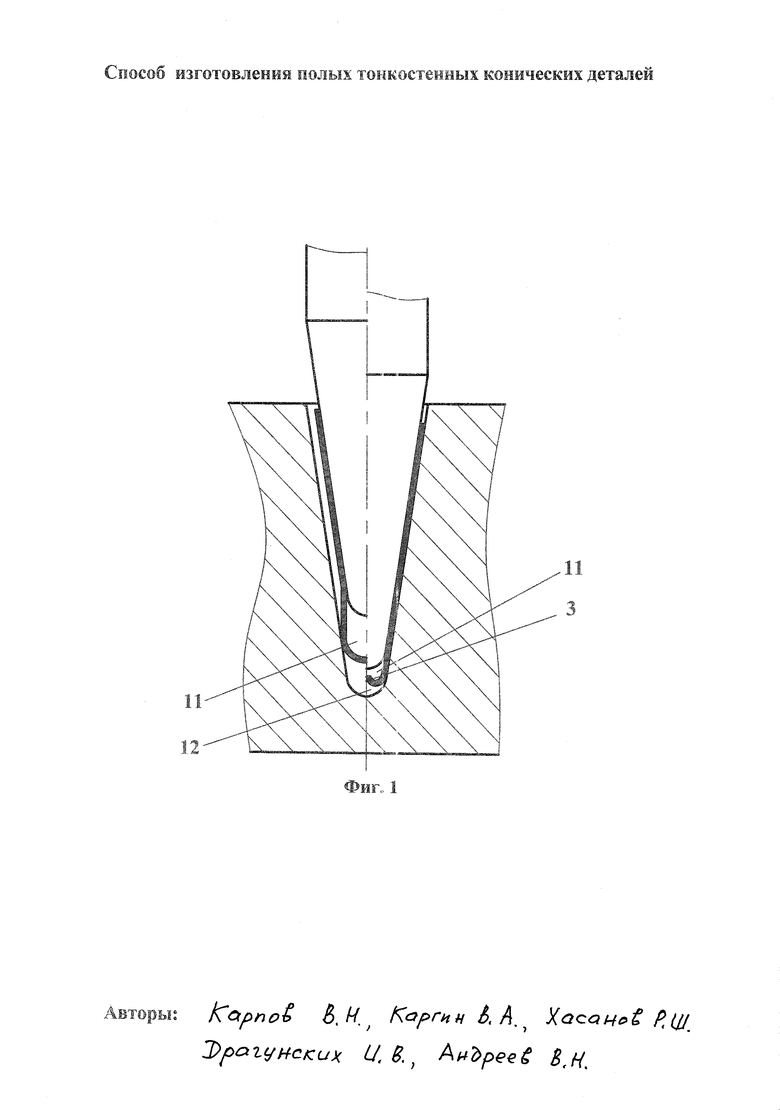
Недостатком указанных способов является низкое качество изготовления полых тонкостенных конических деталей с малым углом конусности и с малым радиусом на дне из-за возникновения значительных усилий в донной части детали, что приводит к изменению формы или к разрушению донной части детали. Это происходит вследствие наличия воздуха 11 между радиусной частью вершины пуансона и дном изготавливаемой детали, а также из-за наличия воздуха 12 между вершиной детали и дном матрицы, при этом пуансон не доходит до радиусного дна заготовки, возникает значительное давление, которое, действуя на дно заготовки, изменяет форму дна и вершину конической детали или отрывает ее радиусное дно (фиг. 1).
Технический результат, на который направлено изобретение, является повышение качества путем предотвращения искажения профиля дна и вершины конической детали.
Технический результат достигается тем, что в способе изготовления полой тонкостенной конической детали с малым углом конусности и дном с малым радиусом, включающем формирование исходной заготовки путем предварительных вытяжных операций с постепенным увеличением ее высоты и с образованием конической поверхности и цилиндрической полости и окончательную вытяжку-калибровку заготовки пуансоном с конической рабочей частью в матрице с конической рабочей поверхностью и радиусным дном, в отличие от прототипа используют матрицу с выполненным в радиусном дне сквозным отверстием и пуансон со срезанной вершиной конической рабочей части, при этом в начальный момент окончательной вытяжки-калибровки осуществляют касание конической части пуансона конической поверхности исходной заготовки, при дальнейшем перемещении пуансона обеспечивают удаление имеющегося в нижней радиусной части дна матрицы воздуха через сквозное отверстие упомянутой матрицы, а получение дна конической детали обеспечивают в конечный момент вытяжки-калибровки посредством давления сжатого воздуха, находящегося между срезанной вершиной конической части пуансона и дном заготовки.
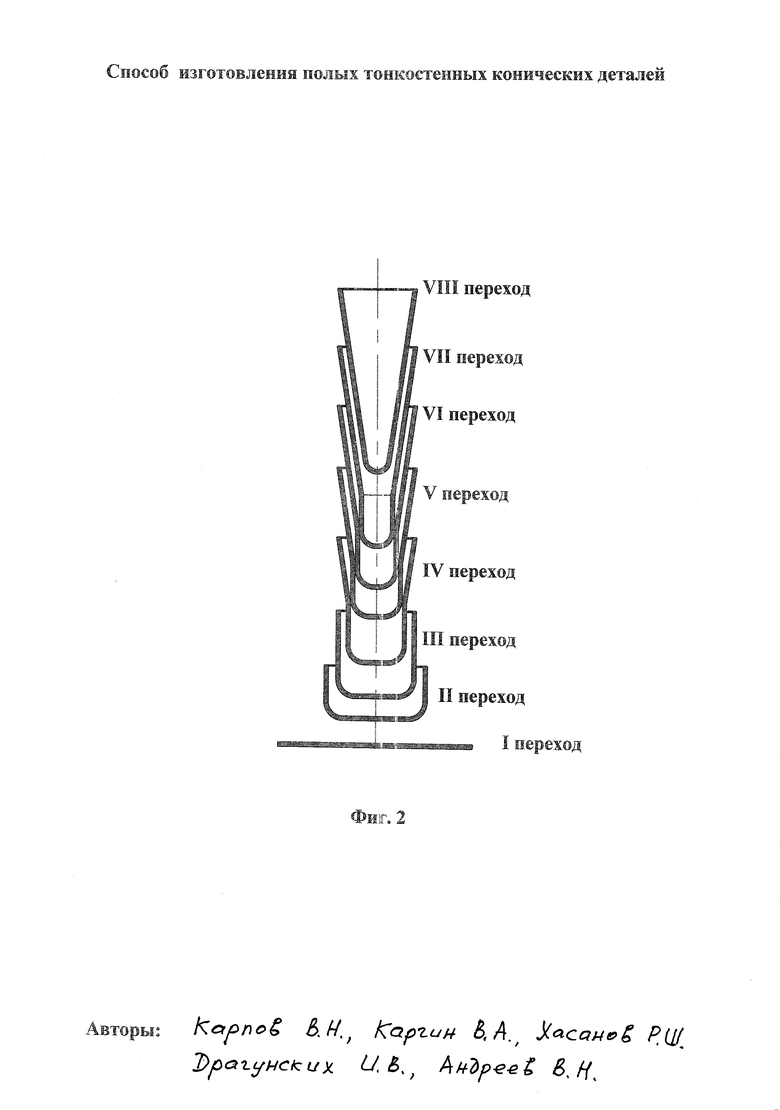
На фиг. 1 показана схема изготовления дефектной детали, продольный разрез, слева от оси в начальный момент штамповки, справа - в конечный момент штамповки; на фиг. 2 показана схема формирования заготовки по переходам (I - заготовка, II-III - вытяжка цилиндрической заготовки, IV-VII - конические вытяжные операции, VIII - окончательная вытяжка-калибровка);
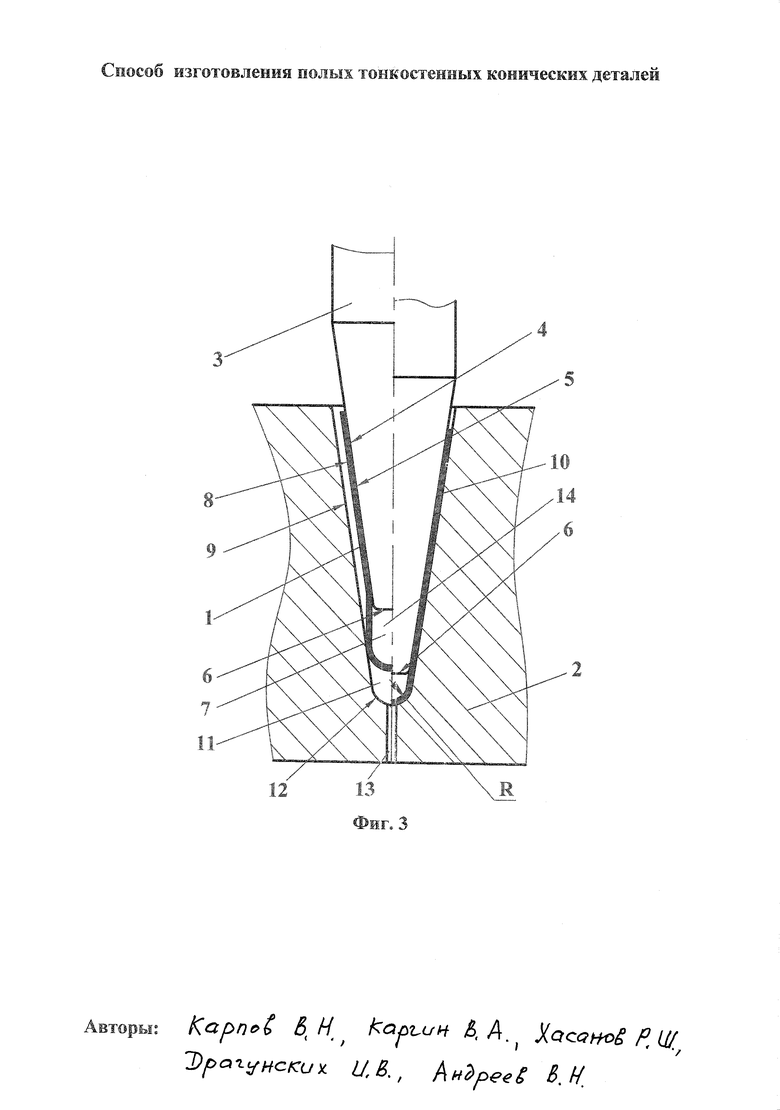
на фиг. 3 показан штамп изготовления детали на VIII переходе - окончательная вытяжка-калибровка, продольный разрез, слева от оси показан процесс изготовления в начальный момент штамповки, справа - в конечный момент вытяжки-калибровки.
Способ осуществляется следующим образом.
Вырубленную из листовой полосы заготовку (переход I), подвергают предварительным вытяжным операциям по переходам (II-VII) с образованием конической поверхности и цилиндрической полости и затем производят окончательную вытяжку-калибровку.
Изготовленную на переходе VII заготовку 1 устанавливают в матрицу 2.
В начальный момент окончательной вытяжки-калибровки пуансон 3 своей конической рабочей частью 4 касается конической поверхности 5 заготовки 1, при этом вершина 6 пуансона 3, срезанная на величину радиуса R, не касается цилиндрической полости 7 заготовки 1, а наружная коническая поверхность 8 заготовки 1 свободна от контакта с конической рабочей поверхностью 9 матрицы 2.
При дальнейшем перемещении пуансона 3 производится окончательная вытяжка-калибровка конической детали 10, при этом имеющийся воздух 11 в нижней радиусной части дна 12 матрицы 2 удаляется через сквозное отверстие 13 матрицы 2, а сжатый воздух 14, находящийся между вершиной - срезом 6 пуансона 3, и дном детали 10, сжимается и посредством давления сжатого воздуха обеспечивается получение дна детали 10 с радиусом R, соответствующим чертежу детали.
Предложенный способ обеспечивает изготовление годных полых тонкостенных конических деталей с малым углом конусности и дном с малым радиусом.
Изобретение промышленно применимо.
Подтверждением является факт разработки технологического процесса, инструмента и проведение работ по изготовлению полых тонкостенных конических деталей с малым углом конусности и дном с малым радиусом.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛОЙ ТОНКОСТЕННОЙ КОНИЧЕСКОЙ ДЕТАЛИ С МАЛЫМ УГЛОМ КОНУСНОСТИ И ДНОМ С МАЛЫМ РАДИУСОМ | 2012 |
|
RU2582827C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНИЧЕСКИХ ДЕТАЛЕЙ | 1994 |
|
RU2070467C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ С КОНИЧЕСКОЙ ЧАСТЬЮ | 2014 |
|
RU2584195C1 |
| СПОСОБ ВЫДАВЛИВАНИЯ ТОНКОСТЕННЫХ СТАКАНОВ С ТОЛСТЫМ ДНОМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2020 |
|
RU2761507C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВКИ ПОРШНЯ МЕТОДОМ ЛИСТОВОЙ ШТАМПОВКИ | 2004 |
|
RU2278759C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ПОЛЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ С КОНУСООБРАЗНЫМ ДНОМ, РАБОТАЮЩИХ ПОД ВЫСОКИМ ДАВЛЕНИЕМ | 2013 |
|
RU2532709C1 |
| Способ изготовления полой детали бутылочной формы | 2020 |
|
RU2744804C1 |
| Способ изготовления гильзы из алюминиевого сплава к стрелковому оружию | 2023 |
|
RU2819725C1 |
| Штамп для изготовления конических деталей с отогнутым фланцем | 1980 |
|
SU958013A1 |
| СПОСОБ ШТАМПОВКИ ПОКОВОК ФЛАНЦЕВ ВОРОТНИКОВЫХ | 2007 |
|
RU2352431C2 |
Изобретение касается обработки металлов давлением и относится к способам изготовления полых тонкостенных высоких конических деталей с малым углом конусности и с малым радиусом на дне. Вырубленную из листовой полосы заготовку подвергают операционным вытяжным переходам и затем производят окончательную вытяжку-калибровку. Предварительно изготовленную на последнем вытяжном переходе заготовку устанавливают в матрицу, имеющую сквозное отверстие в дне, и пуансоном со срезанной вершиной на величину ее радиуса производят вытяжку-калибровку с получением готовой детали в соответствии с чертежом. Предотвращается искажение профиля дна и вершины конической детали. 3 ил.
Способ изготовления полой тонкостенной конической детали с малым углом конусности и дном с малым радиусом, включающий формирование исходной заготовки путем предварительных вытяжных операций с постепенным увеличением ее высоты и с образованием конической поверхности и цилиндрической полости и окончательную вытяжку-калибровку заготовки пуансоном с конической рабочей частью в матрице с конической рабочей частью и радиусным дном, отличающийся тем, что используют матрицу с выполненным в радиусном дне сквозным отверстием и пуансон со срезанной вершиной конической рабочей части, при этом в начальный момент окончательной вытяжки-калибровки осуществляют касание конической части пуансона конической поверхности исходной заготовки, при дальнейшем перемещении пуансона обеспечивают удаление имеющегося в нижней радиусной части дна матрицы воздуха через сквозное отверстие упомянутой матрицы, а получение дна конической детали обеспечивают в конечный момент вытяжки-калибровки посредством давления сжатого воздуха, находящегося между срезанной вершиной конической части пуансона и дном заготовки.
| Рудман Л.И | |||
| Справочник конструктора штампов: листовая штамповка, М., Машиностроение, 1988, с.280, рис.16,в | |||
| Способ штамповки цилиндрических деталей с коническим участком со стороны открытого торца | 1982 |
|
SU1050778A1 |
| СПОСОБ ШТАМПОВКИ ПОЛЫХ ДЕТАЛЕЙ | 1997 |
|
RU2157287C2 |
| Стимулятор роста хлопчатника | 1977 |
|
SU667193A1 |

