Изобретение касается обработки металлов давлением и относится к устройствам для изготовления полой тонкостенной конической детали с малым углом конусности и дном с малым радиусом из полой заготовки с конической наружной поверхностью, выполненной с цилиндрической полостью у дна.
Техническим результатом, на который направлено изобретение, является повышение качества путем предотвращения искажения профиля дна и вершины конической детали из-за наличия воздуха между вершиной пуансона и дном изготавливаемой детали.
Технический результат достигается тем, что в штампе для изготовления полой тонкостенной конической детали с малым углом конусности и дном с малым радиусом из полой заготовки с конической наружной поверхностью, выполненной с цилиндрической полостью у дна, содержащем матрицу с конической рабочей поверхностью и радиусным дном со сквозным отверстием и конический пуансон, срезанный от вершины на величину радиуса дна детали, выполненный с возможностью касания своей конической частью конической поверхности заготовки и без касания срезанной вершины упомянутой цилиндрической полости заготовки.
Совокупность признаков «содержащем матрицу с конической рабочей поверхностью и радиусным дном со сквозным отверстием и конический пуансон, срезанный от вершины на величину радиуса дна детали, выполненный с возможностью касания своей конической частью конической поверхности заготовки и без касания срезанной вершины упомянутой цилиндрической полости заготовки», позволяет достичь технического результата - повышения качества путем предотвращения искажения профиля дна и вершины полой тонкостенной конической детали, т.е. признаки находятся в причинно-следственной связи с указанным результатом и являются существенными, что позволяет сделать вывод о соответствии технического решения условию патентоспособности «новизна».
Согласно п. 24.5.3. Регламента проведена проверка изобретательского уровня:
- из уровня техники решений, имеющих признаки, совпадающие с признаками изобретения, не выявлены.
Следовательно, заявленное техническое решение соответствует условию патентоспособности «изобретательский уровень».
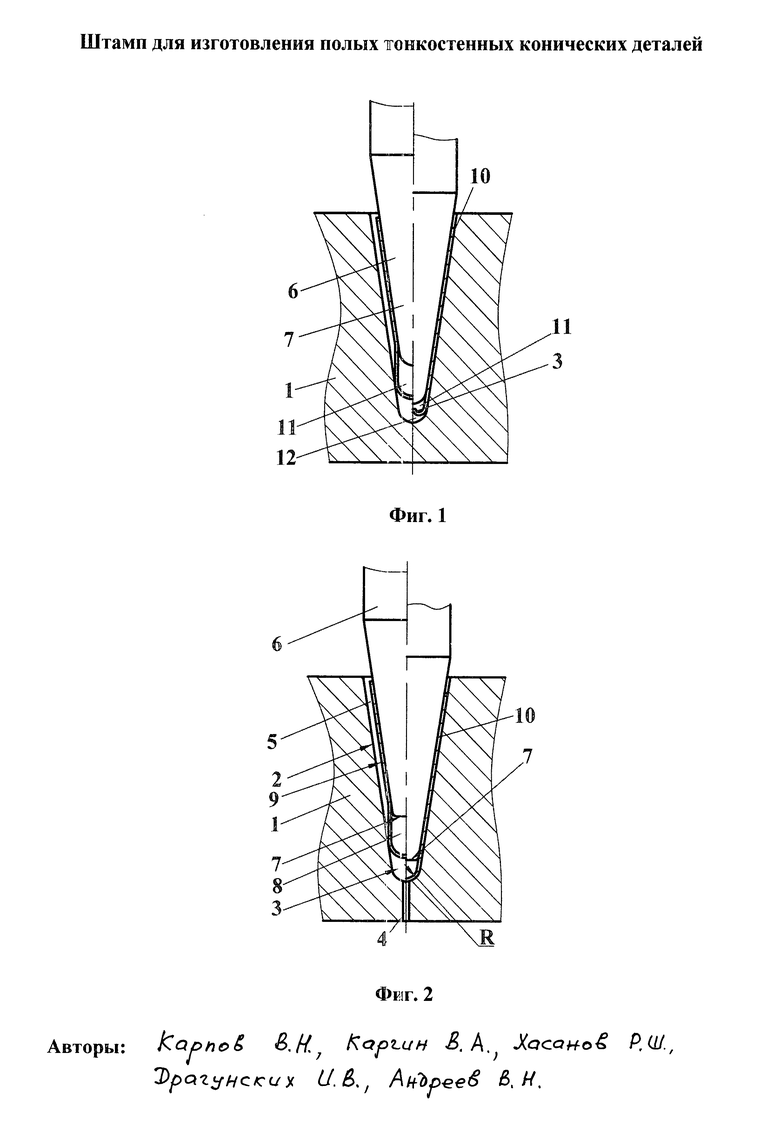
На фиг. 1 показана схема изготовления дефектной детали, продольный разрез, слева от оси в начальный момент штамповки, справа - в конечный момент штамповки; на фиг. 2 показан штамп, продольный разрез, слева показан в начальный момент штамповки, справа - в конечный момент вытяжки.
Штамп содержит матрицу 1 с конической рабочей поверхностью 2, радиусным дном 3 со сквозным отверстием 4, равным толщине заготовки 5, и конический пуансон 6, срезанный от вершины 7 на величину радиуса R дна детали.
Штамп работает следующим образом.
Предварительно изготовленная заготовка 5 вставляется в матрицу 1. В начальный момент штамповки пуансон 6 своей конической частью касается конической поверхности заготовки 5, при этом срезанная вершина 7 пуансона 6 не касается цилиндрической полости 8 заготовки 5, а наружная коническая поверхность 9 заготовки 5 свободна от контакта с конической рабочей поверхностью 5 матрицы 1.
При дальнейшем перемещении пуансона 6 производится вытяжка конической детали 10, при этом имеющийся воздух в нижней части дна 3 удаляется через сквозное отверстие 4, а воздух, находящийся между срезом пуансона 6 и дном заготовки 5, сжимается, и штамповка дна 3 детали с радиусом R производится с использованием давления текучей среды (сжатого воздуха).
На предложенном штампе производится изготовление годных деталей.
Изобретение промышленно применимо.
Подтверждением является факт разработки технологического процесса, инструмента и проведение работ по изготовлению полых тонкостенных конических деталей.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОЙ ТОНКОСТЕННОЙ КОНИЧЕСКОЙ ДЕТАЛИ С МАЛЫМ УГЛОМ КОНУСНОСТИ И ДНОМ С МАЛЫМ РАДИУСОМ | 2012 |
|
RU2582828C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНИЧЕСКИХ ДЕТАЛЕЙ | 1994 |
|
RU2070467C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ С КОНИЧЕСКОЙ ЧАСТЬЮ | 2014 |
|
RU2584195C1 |
| СПОСОБ ШТАМПОВКИ ТОНКОСТЕННЫХ КОЛЬЦЕВЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2428271C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ТИПА ТОНКОСТЕННОГО СОСУДА И ЗАГОТОВКА ДЛЯ КОМБИНИРОВАННОЙ ВЫТЯЖКИ СТАКАНА | 1992 |
|
RU2047412C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ СТУПЕНЧАТЫХ ДЕТАЛЕЙ | 2007 |
|
RU2344016C2 |
| УСТРОЙСТВО ДЛЯ ПРОБИВКИ ДНА ЗАГОТОВКИ ТИПА "СТАКАН" С ГЛАДКОЙ КРУГЛОЙ ВНУТРЕННЕЙ ЦИЛИНДРИЧЕСКОЙ ПОВЕРХНОСТЬЮ | 1999 |
|
RU2169629C2 |
| СПОСОБ МНОГООПЕРАЦИОННОЙ ВЫТЯЖКИ ОСЕСИММЕТРИЧНОЙ ДЕТАЛИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ НА ПРЕССАХ ПРОСТОГО ДЕЙСТВИЯ ИЛИ МНОГОПОЗИЦИОННОМ ПРЕССЕ-АВТОМАТЕ | 2013 |
|
RU2557042C2 |
| Способ изготовления полой детали бутылочной формы | 2020 |
|
RU2744804C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВКИ ПОРШНЯ МЕТОДОМ ЛИСТОВОЙ ШТАМПОВКИ | 2004 |
|
RU2278759C1 |
Изобретение относится к области листовой штамповки, в частности, для изготовления вытяжкой полых тонкостенных глубоких конических деталей с малым углом конусности и с малым радиусом на дне. Штамп содержит матрицу с конической рабочей поверхностью, радиусным дном и сквозным отверстием в дне, равным толщине заготовки, а также пуансон, выполненный в виде усеченного конуса, срезанного от вершины на величину радиуса. Предотвращается искажение профиля дна и вершины конической детали. 2 ил.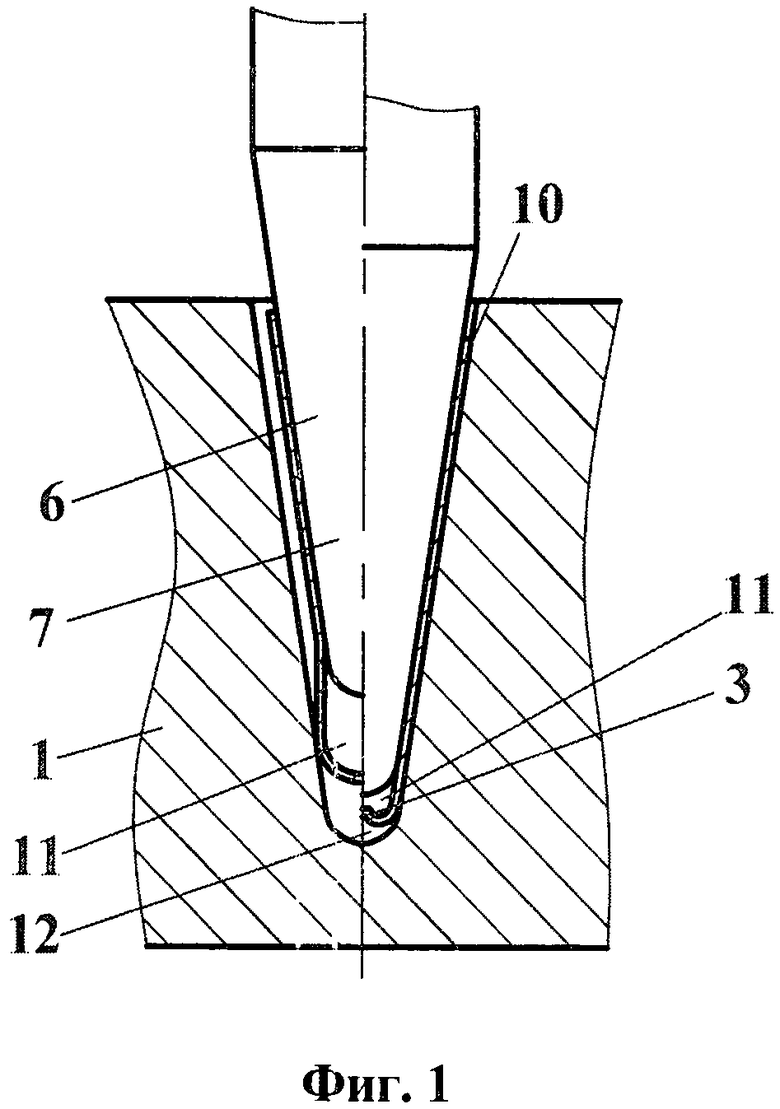
Штамп для изготовления полой тонкостенной конической детали с малым углом конусности и дном с малым радиусом из полой заготовки с конической наружной поверхностью, выполненной с цилиндрической полостью у дна, содержащий матрицу с конической рабочей поверхностью и радиусным дном со сквозным отверстием и конический пуансон, срезанный от вершины на величину радиуса дна детали, выполненный с возможностью касания своей конической частью конической поверхности заготовки и без касания срезанной вершины упомянутой цилиндрической полости заготовки.
| Способ штамповки цилиндрических деталей с коническим участком со стороны открытого торца | 1982 |
|
SU1050778A1 |
| СПОСОБ ШТАМПОВКИ ПОЛЫХ ДЕТАЛЕЙ | 1997 |
|
RU2157287C2 |
| Стимулятор роста хлопчатника | 1977 |
|
SU667193A1 |
| ЗУБЦОВ М.Е | |||
| Листовая штамповка, Ленинград, Машиностроение, 1980, с.354, рис.199. | |||

