Изобретение относится к способам восстановления деталей наплавкой крупногабаритных круглых деталей типа валов и может быть использовано для судовых гребных и промежуточных валов, подвергаемых наплавке для восстановления их до первоначальных эксплуатационных размеров на участке интенсивного износа при эксплуатации.
Известны способы ремонта деталей, патенты на изобретения RU 2337803 С2, 10.11.2008 и RU 2212030 С2, 10.09.2003, включающие проведение предварительного контроля наплавляемых либо свариваемых поверхностей деталей, определяемые параметры которых учитываются при составлении технологий ремонта.
Недостатками данных изобретений является то, что при предварительном контроле восстанавливаемых поверхностей учитываются только дефекты в виде несплошностей металла, что не обеспечивает достаточную долговечность и надежность в эксплуатации данных отремонтированных деталей.
Наиболее близким к предлагаемому изобретению по технической сущности и достигаемому результату является способ восстановления деталей наплавкой, изложенный в изобретении RU 2537418 С2, 10.01.2015, «Способ ремонта валов», включающий предварительный контроль восстанавливаемой поверхности на наличие дефектов в виде несплошностей металла, исследование неразрушающим методом контроля макроструктуры металла в поперечном сечении детали на предполагаемом участке перехода от металла наплавки к основному металлу, соответствующем опасному сечению детали, при этом выявляют наличие скоплений неметаллических включений, с учетом расположения которых определяют участки начала и окончания наплавочного процесса.
Недостатком способа является недостаточная точность предварительного контроля восстанавливаемой поверхности детали под наплавку за счет отсутствия при контроле макроструктуры участков обезуглероживания металла у неметаллических включений, влияющих на безопасность при эксплуатации, надежность и долговечность отремонтированных деталей, имеющих на восстанавливающих поверхностях дефекты подобного рода.
Задача изобретения - повышение безопасности при эксплуатации, надежности и долговечности деталей, отремонтированных наплавкой, за счет более полного выявления дефектов при предварительном контроле наплавляемых поверхностей при обнаружении участков обезуглероживания металла вблизи выявленных неметаллических включений и учета их параметров при составлении технологии ведения наплавочного процесса.
Для решения поставленной задачи предлагается способ восстановления детали наплавкой, включающий предварительный контроль восстанавливаемой поверхности на наличие дефектов в виде несплошностей металла, исследование неразрушающим методом контроля макроструктуры металла в поперечном сечении детали на предполагаемом участке перехода от металла наплавки к основному металлу, соответствующем опасному сечению детали, при этом выявляют наличие скоплений неметаллических включений, с учетом расположения которых определяют участки начала и окончания наплавочного процесса, в котором при исследовании макроструктуры металла в упомянутом поперечном сечении детали определяют границы обезуглероживания участков металла, окаймляющих выявленные неметаллические включения, а участки начала и окончания наплавочного процесса определяют на расстоянии К≥с от ближайшей границы обезуглероживания, где с - зона его термического влияния.
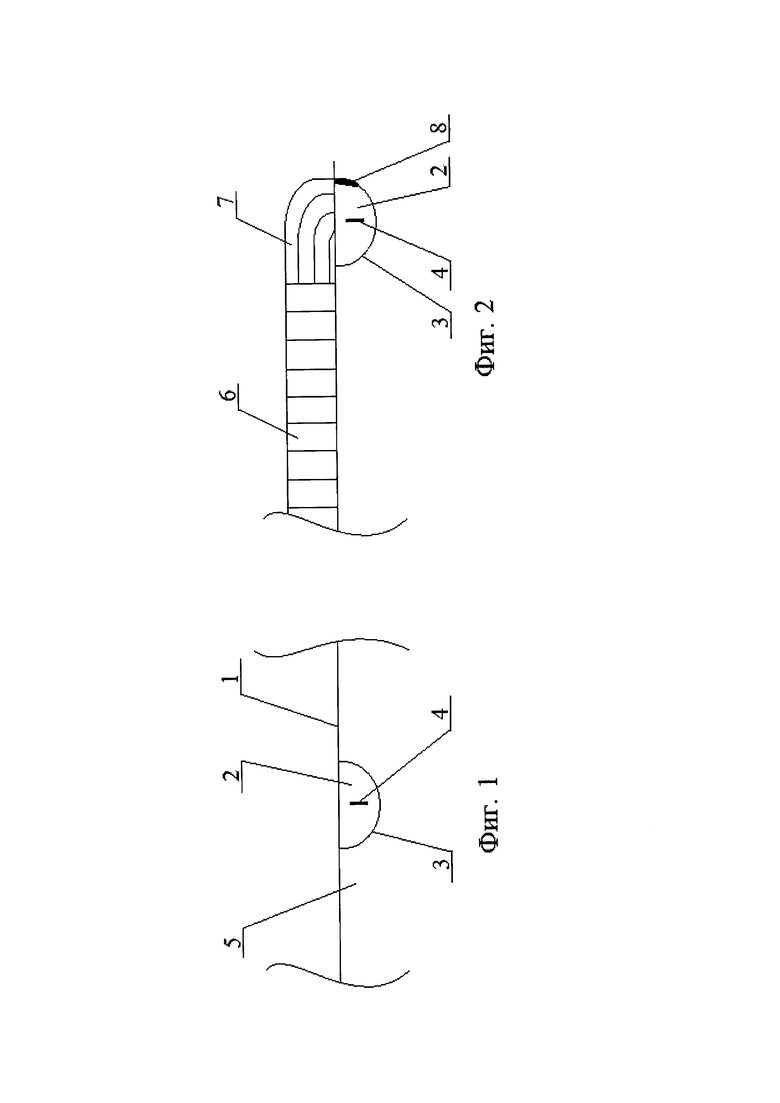
На фиг. 1 представлен внешний вид поверхности детали под наплавку со структурной и химической неоднородностями, где 1 - поверхность детали под наплавку, 2 - обезуглероженный участок металла, имеющий четко выраженную границу раздела 3, в котором располагается единичное неметаллическое включение 4. Участки 2-5 имеют различный химический и структурный состав, а вследствие этого различные механические свойства. Так, участок 2 имеет почти полное отсутствие углерода и вследствие этого обладает пониженной прочностью, но повышенной пластичностью по сравнению с данными свойствами зоны 5. На границе раздела 3 при выплавке металла формируется структура с максимально возможным количеством углерода в стали в пределах 0.8% и выше, обладающих повышенными хрупкостью и твердостью.
На фиг. 2 представлен вариант расположения границы 3 участка обезуглероживания 2 в опасном сечении перехода 7 от наплавки 6 к поверхности детали вне наплавки. При таком расположении участка обезуглероживания металла 2 возможно образование трещины 8 уже при первых циклах нагружения конструкции в процессе ее эксплуатации.
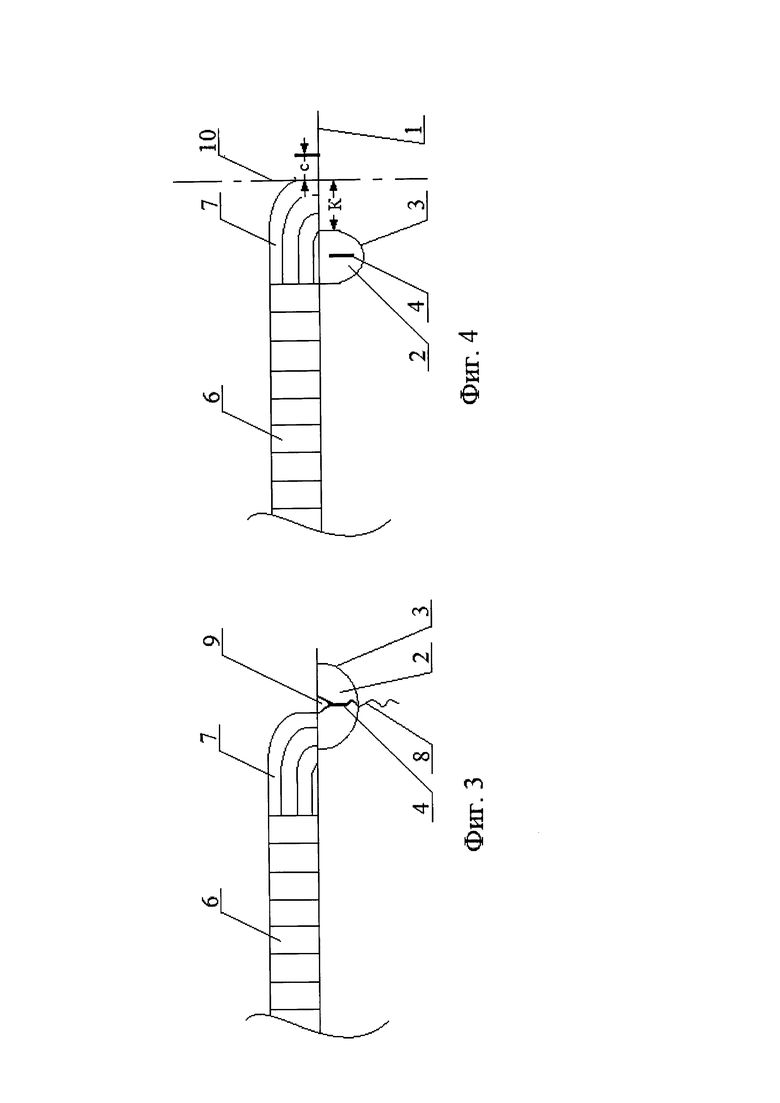
На фиг. 3 - вариант расположения участка обезуглероживания 2 как под наплавкой 6, так и вне ее, но вблизи от опасного сечения. При этом неметаллическое включение 4 ориентировано перпендикулярно поверхности наплавляемой детали. За счет малой прочности и высокой пластичности участка 2 при локальном внешнем воздействии велика вероятность образования вмятины на глубину 9 и выхода неметаллического включения 4 на поверхность детали в опасном сечении, а затем - образование трещины 8.
На фиг. 4 изображено безопасное расположение участка 2 относительного опасного сечения 10, а именно на расстоянии К от ближайшей границы локального участка обезуглероживания металла, где К≥с, где с - зона термического влияния наплавочного процесса.
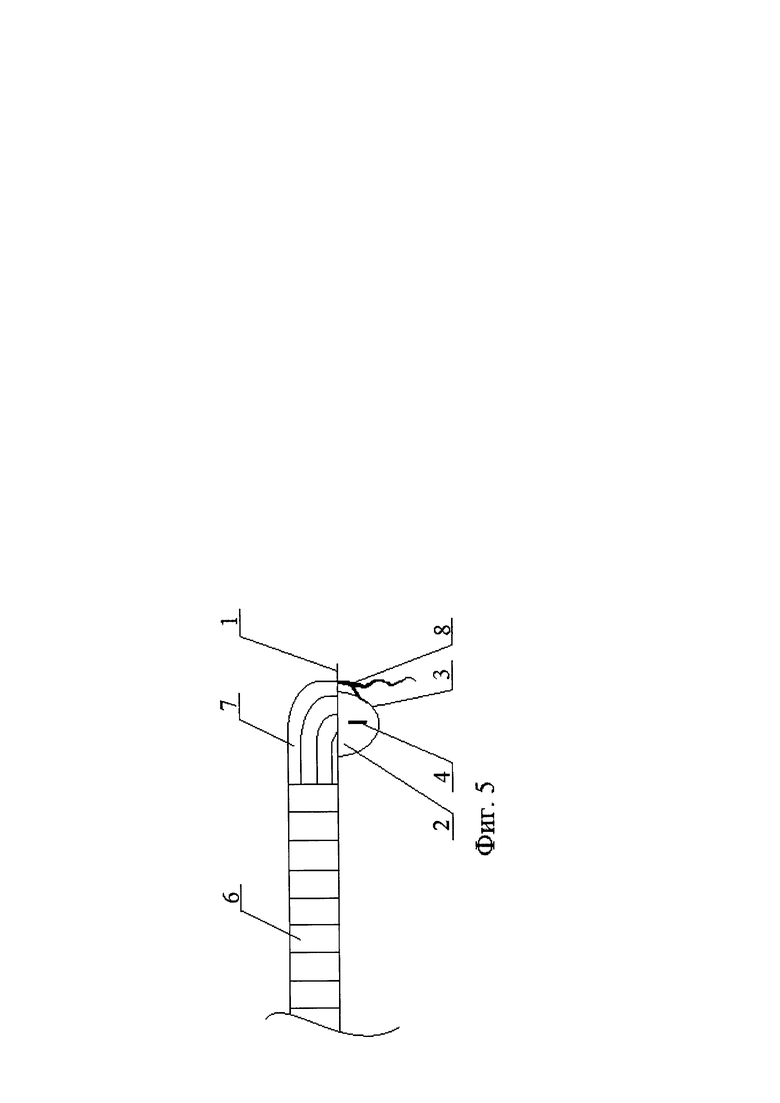
На фиг. 5 представлен вариант разрушения ремонтной конструкции с наплавкой при К<с. При таком близком расположении границы 3 обезуглероженного участка 2, выполняющего роль структурного концентратора, к опасному сечению возможно образование разветвленных трещин 8, от которых происходит дальнейшее разрушение отремонтированной конструкции при ее эксплуатации.
Способ выполняют следующим образом.
Контролируют поверхность детали под наплавку на наличие недопустимых дефектов в виде несплошностей металла, затем выявляют макроструктуру поперечного сечения вала неразрушающим методом в опасных сечениях участков перехода от металла наплавки к основному металлу вала, при котором определяют наличие в металле участков скоплений неметаллических включений. После этого контролируют участки металла, окаймляющие неметаллические включения, расположенные на поверхности вала под наплавку, либо вблизи от нее, на наличие обезуглероживания, при обнаружении которого определяют границы этой зоны. По полученным параметрам контроля составляют технологию ведения наплавочного процесса, а именно по расположению участков скоплений неметаллических включений выбирают участки начала и окончания наплавочного процесса, а расположение опасного сечения перехода от наплавки к поверхности детали вне ее по отношению к ближайшей границе обезуглероживания намечают на расстоянии К>с, где с - зона термического влияния наплавочного процесса.
Данный способ восстановления деталей наплавкой позволяет повысить безопасность, надежность и долговечность в эксплуатации отремонтированных вышеуказанным способом валов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕМОНТА ВАЛОВ | 2013 |
|
RU2537418C2 |
| СПОСОБ КОНТРОЛЯ НАХЛЕСТОЧНОГО СВАРНОГО СОЕДИНЕНИЯ ЭЛЕМЕНТОВ РАЗЛИЧНОЙ ТОЛЩИНЫ | 2018 |
|
RU2715408C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ВЫПОЛНЕННОГО В ВИДЕ ЕДИНОЙ ДЕТАЛИ ОБЛОПАЧЕННОГО ДИСКА, А ТАКЖЕ ТЕСТОВЫЙ ОБРАЗЕЦ (ВАРИАНТЫ) | 2006 |
|
RU2397329C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ГРЕБНЕЙ КОЛЕС РЕЛЬСОВЫХ ТРАНСПОРТНЫХ СРЕДСТВ | 1995 |
|
RU2095211C1 |
| Способ ремонта изделий из полимерных композиционных материалов | 2021 |
|
RU2793585C1 |
| Способ многоэлектродной наплавки | 1989 |
|
SU1756054A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПЕРА ЛОПАТКИ ТУРБОМАШИНЫ | 1997 |
|
RU2121419C1 |
| Способ ремонта изделий из полимерных композиционных материалов | 2020 |
|
RU2740214C1 |
| Способ ремонта гребешков лабиринтных уплотнений дисков газотурбинного двигателя | 2022 |
|
RU2786555C1 |
| Способ ремонта отливок с применением дуговой сварки | 2015 |
|
RU2630080C2 |
Изобретение может быть использовано при восстановлении наплавкой крупногабаритных деталей типа валов, в частности судовых гребных и промежуточных валов. После предварительного контроля восстанавливаемой поверхности на наличие дефектов в виде несплошностей металла исследуют неразрушающим методом контроля макроструктуру металла в поперечном сечении детали на предполагаемом участке перехода от металла наплавки к основному металлу, соответствующем опасному сечению детали. В упомянутом поперечном сечении детали определяют границы обезуглероживания участков металла, окаймляющих выявленные неметаллические включения. С учетом расположения скоплений неметаллических включений определяют участки начала и окончания наплавочного процесса на расстоянии К≥с от ближайшей границы обезуглероживания, где с - зона его термического влияния. Способ обеспечивает повышение надежности и долговечности эксплуатации отремонтированных валов. 5 ил.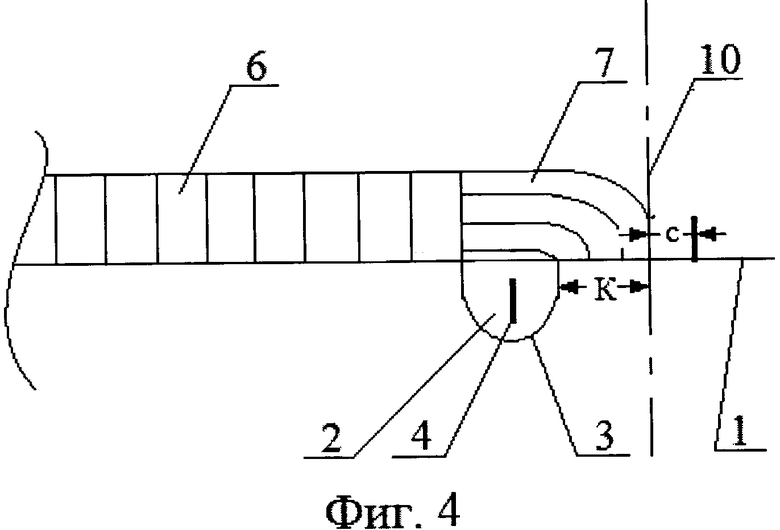
Способ восстановления детали наплавкой, включающий предварительный контроль восстанавливаемой поверхности на наличие дефектов в виде несплошностей металла, исследование неразрушающим методом контроля макроструктуры металла в поперечном сечении детали на предполагаемом участке перехода от металла наплавки к основному металлу, соответствующем опасному сечению детали, при этом выявляют наличие скоплений неметаллических включений, с учетом расположения которых определяют участки начала и окончания наплавочного процесса, отличающийся тем, что при исследовании макроструктуры металла в упомянутом поперечном сечении детали определяют границы обезуглероживания участков металла, окаймляющих выявленные неметаллические включения, а участки начала и окончания наплавочного процесса определяют на расстоянии К≥с от ближайшей границы обезуглероживания, где с - зона его термического влияния.
| СПОСОБ РЕМОНТА ВАЛОВ | 2013 |
|
RU2537418C2 |
| СПОСОБ РЕМОНТА ТРУБ СВАРКОЙ | 2003 |
|
RU2247890C1 |
| СПОСОБ РЕМОНТА ТРУБ МАГИСТРАЛЬНЫХ ГАЗОПРОВОДОВ СО СТРЕССКОРРОЗИОННЫМИ ТРЕЩИНАМИ | 2006 |
|
RU2337803C2 |
| СПОСОБ ОБНАРУЖЕНИЯ НЕПРОВАРА | 2001 |
|
RU2212030C2 |
| JPS 62207580 A, 11.09.1987. | |||

