Изобретение относится к области неразрушающего магнитного контроля металлических изделий и может быть использовано при наружной дефектоскопии труб в нефтегазодобывающей отрасли и других областях машиностроения, а также для контроля труб и цилиндрических объектов при их производстве и входном контроле.
Известна установка для электромагнитного контроля газо- и нефтепроводов (патент RU №2295721 МПК G01N 27/83 «Магнитный дефектоскоп», дата публикации 20.08.2006.), содержащая передвижные модули с блоками датчиков магнитного поля, установленные на колесных опорах разъемной рамы, состоящей из несущего основания и двух полурам, соединенных шарнирами и контактирующих с поверхностью трубопровода приводными колесами, связанными с мотор-редуктором продольного движения, опорные и прижимные колеса и роликовые опоры, при этом один модуль намагничивает стенку трубопровода в продольном направлении, а другой - в поперечном, мотор-редуктор привода окружного движения, одометры продольного и окружного движения, информационный блок, соединенный с датчиками магнитного поля и одометрами, и блок питания.
Известная установка используется для контроля трубопроводов больших диаметров. Однако, в силу конструктивных особенностей привода, она не может быть применена для магнитной дефектоскопии труб малых диаметров, например насосно-компрессорных труб, при их производстве или входном контроле.
Известна установка для магнитной дефектоскопии насосно-компрессорных труб (см. «Установка для магнитной дефектоскопии «УМД-104М», Институт физики металлов УрО РАН, г. Екатеринбург, 2008 г.), обеспечивающая автоматизированный контроль НК труб с навинченными муфтами и включающая два типа датчиков для выявления продольно ориентированных и поперечных или косо расположенных дефектов, при этом установка снабжена пневматической системой, обеспечивающей сведение-разведение полюсов электромагнита, а также доставку или отвод измерительных кассет в зону контроля при прохождении концов труб с муфтами.
В известной установке использованы высокоточные датчики, что позволяет обеспечить зазор между ними и трубой до 5 мм и повысить надежность работы датчиков. Однако наличие управляемой пневмосистемы для сведения и разведения полюсов электромагнита усложняет установку и увеличивает неконтролируемую - «мертвую» зону за счет времени задержки управляющего сигнала. Кроме того, предлагаемое устройство не обеспечивает контроль труб, имеющих на поверхности утолщения в виде высаженной части.
Наиболее близкой по назначению и конструктивному исполнению является установка для комплексного контроля труб (см. Установка «УРАН-3000Д» для комплексного контроля стальных труб, www.Uralnini.ru, ОАО «УралНИТИ», г. Екатеринбург, 2010 год), включающая последовательно установленные модули контроля, включающие сканирующее устройство с датчиками, при этом модуль контроля продольных дефектов и модуль контроля толщины стенки трубы установлены с возможностью вращения в одном направлении вокруг перемещающейся через них трубы и снабжены расположенными на входе и выходе устройствами для позиционирования сканирующего устройства относительно трубы, выполненными в виде, по меньшей мере, трех подвижно соединенных между собой с возможностью одновременного схождения-расхождения относительно трубы корпусов, в которых установлены датчики и направляющие элементы, выполненные в виде конусов, закрепленных с возможностью осевого вращения.
Выполнение известной установки для комплексного контроля труб с устройством позиционирования сканирующего устройства с направляющими элементами в виде конусов обеспечивает контроль труб с высаженной частью, а также автоматическое сведение-разведение корпусов с датчиками относительно поверхности трубы после прохождения расположенной на трубе муфты, а также обеспечивает контроль труб без переналадки в определенном диапазоне диаметров. Однако максимальный диаметр обрабатываемой трубы ограничен диаметром расположения вершины конусов, а минимальный диаметр трубы равен диаметру, вписанному между основаниями конусов, что ограничивает диапазон диаметров контролируемых труб до 1/2 диаметра основания конуса. Обработка контролируемых труб с диаметрами, выходящими за пределы этого диапазона, требует замены конусов. Однако увеличение размеров конусов сопряжено с увеличением габаритов и массы сканирующего устройства, что, в свою очередь, приводит к повышению уровня вибрационных нагрузок, износу механизмов и снижению скорости вращения сканирующего устройства. При этом вибрационные нагрузки приводят к снижению достоверности контроля за счет появления дополнительных шумов, что снижает качество контроля. Выполнение устройства позиционирования с направляющими элементами в виде конусов приводит к появлению значительной неконтролируемой «мертвой» зоны, что также снижает качество контроля.
Кроме того, вращение модуля контроля продольных дефектов и модуля контроля толщины стенки трубы вокруг трубы в одном направлении вызывает поворот или вращение трубы, что приводит к смещению зон контроля и нарушению перекрытия зон сканирования датчиков, а также повышает вибрацию за счет биения о ролики транспортной системы вращающейся трубы, всегда имеющей естественную кривизну, что снижает надежность работы установки и качество контроля.
Техническим результатом является повышение качества контроля труб, расширение диапазона диаметров труб без увеличения габаритов установки, а также повышение надежности работы установки.
Указанный технический результат достигается тем, что установка для неразрушающего контроля труб, содержащая последовательно установленные модули контроля, включающие сканирующее устройство с датчиками, при этом модуль контроля поперечных дефектов установлен с возможностью охвата трубы по окружности, модули контроля продольных дефектов и толщины стенки трубы установлены с возможностью вращения вокруг трубы и снабжены устройством для позиционирования сканирующего устройства относительно трубы, выполненным в виде, по меньшей мере, трех подвижно соединенных между собой с возможностью одновременного схождения-расхождения относительно трубы корпусов, в которых установлены с возможностью вращения направляющие элементы, согласно изобретению направляющие элементы выполнены в виде снабженных кольцевыми скосами дисков, ось вращения которых расположена под углом к направлению сканирования, при этом контактная поверхность наружного скоса, взаимодействующая с трубой, выполнена с термоупрочняемым слоем, диски установлены с возможностью регулирования зазора между датчиками и трубой, сканирующие устройства модулей контроля продольных дефектов и толщины стенки трубы установлены с возможностью вращения их в противоположные стороны.
Выполнение направляющих элементов в виде дисков позволяет расширить диапазон контролируемых труб без увеличения габаритов и переналадки установки. Направление торца трубы при заходе в модуль по плоскости диска в отличие от захода по направляющей конуса позволяет избежать утыкания трубы, что повышает надежность работы установки.
Выполнение направляющих элементов в виде дисков позволяет также почти в два раза уменьшить неконтролируемую «мертвую» зону со стороны торцов трубы за счет расположения оси вращения диска под углом к направлению сканирования и наличия кольцевых скосов, значительно уменьшающих высоту диска в месте контакта с трубой, что позволяет уменьшить «мертвую» зону - расстояние между муфтой и началом зоны сканирования.
Выполнение кольцевых скосов дисков, взаимодействующих с трубой, с термоупрочняемым слоем, позволяет длительное время сохранять их контактную поверхность ровной, что способствует плавному перемещению дисков по трубе, сохранению зазора между трубой и датчиками.
Возможность вращения сканирующих устройств модулей контроля продольных дефектов и толщины стенки трубы в противоположные стороны исключает поворот трубы и вибрационные нагрузки, что позволяет расширить диапазон контролируемых труб, повысить качество контроля и надежность работы установки.
Таким образом, отличительные признаки в совокупности с известными признаками позволяют получить указанный технический результат, причем каждый отличительный признак задействован в получении каждого технического результата.
Технических решений, совпадающих с совокупностью существенных признаков заявляемого изобретения, не выявлено, заявляемые существенные отличительные признаки изобретения явным образом не следуют из уровня техники, что позволяет сделать вывод о соответствии изобретения условиям патентоспособности «новизна» и «изобретательский уровень».
Условие патентоспособности «промышленная применимость» доказано на примере конкретного выполнения изобретения.
На фигуре 1 изображен общий вид установки.
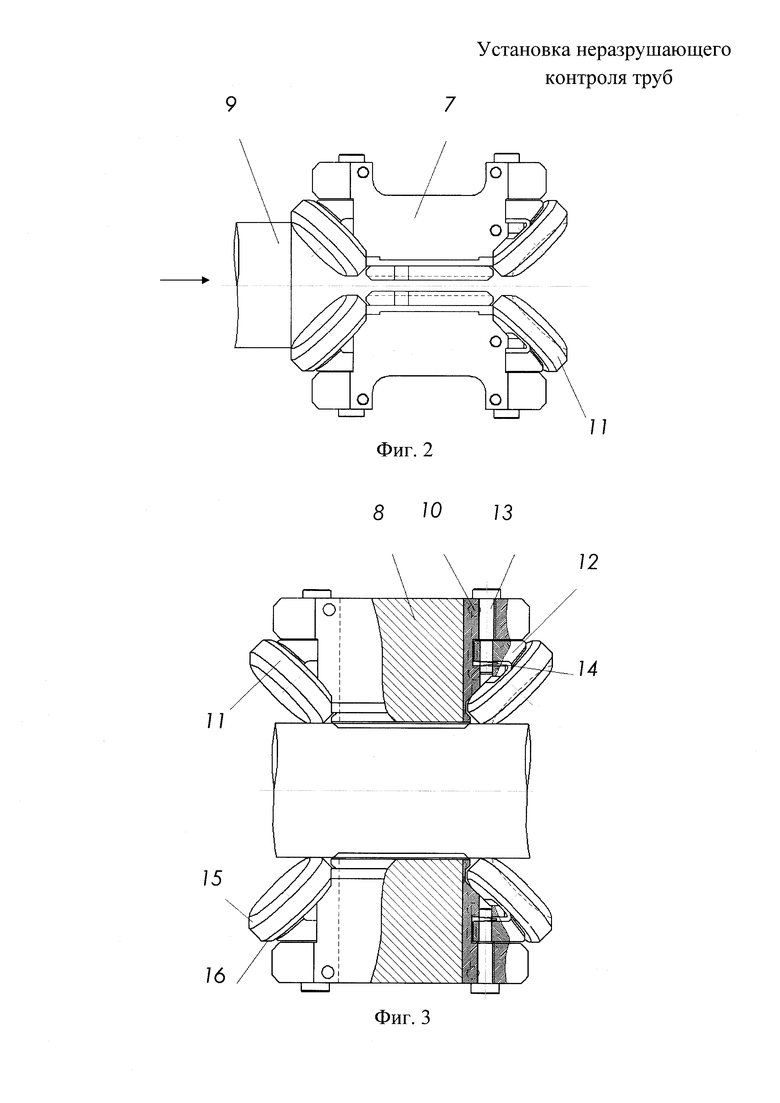
На фигуре 2 изображено устройство позиционирования в положении захода трубы.
На фигуре 3 изображено устройство позиционирования в положении сканирования.
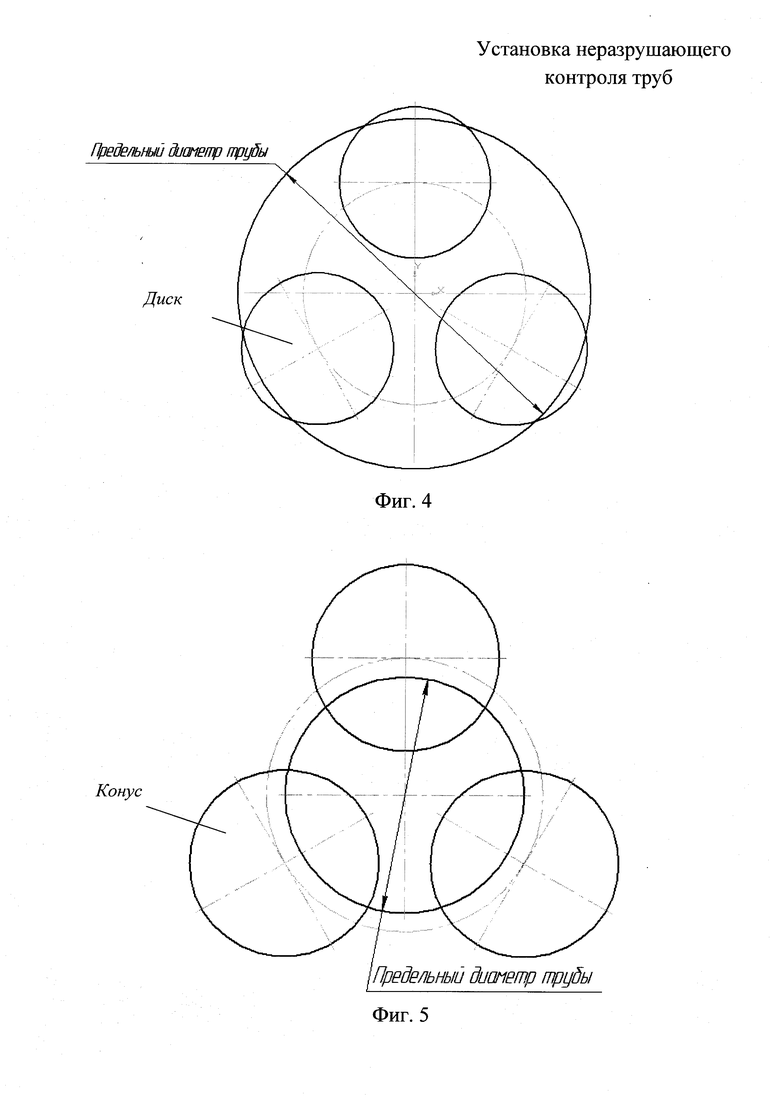
На фигуре 4 изображена схема расположения предельного диаметра трубы с направляющими элементами в виде диска.
На фигуре 5 изображена схема расположения предельного диаметра трубы прототипа с конусными направляющими элементами.
На фигуре 6 изображена «мертвая» зона заявляемой установки.
На фигуре 7 изображена «мертвая» зона прототипа.
Установка для неразрушающего контроля труб выполнена в виде последовательно установленных модуля 1 контроля толщины стенки трубы, модуля 2 контроля продольных дефектов, модуля 3 контроля поперечных дефектов (фиг. 1). Модули 1, 2, и 3 снабжены сканирующими устройствами соответственно 4, 5 и 6. Модуль 1 контроля толщины стенки и модуль 2 контроля продольных дефектов снабжены устройствами для позиционирования 7 сканирующих устройств 4 и 5 с датчиками 8 относительно трубы 9 (фиг. 2). Устройство для позиционирования 7 выполнено в виде, по меньшей мере, трех подвижно соединенных между собой корпусов 10, в которых установлены направляющие элементы, выполненные в виде диска 11, закрепленного с возможностью вращения в корпусе 10 под углом к оси трубы 9. Корпуса 10 вместе с дисками 11 и датчиками 8 установлены с возможностью одновременного схождения-расхождения относительно поверхности трубы 9. Диски 11 закреплены в корпусах 10 посредством соединительного элемента 12, винта 13 и пружины 14. Другой конец соединительного элемента 12 является осью вращения диска 11 (не показана). Диски 11 в корпусе 10 закреплены с двух сторон, а именно на входе и выходе из модулей 1 и 2. Диски 11 выполнены с кольцевыми скосами 15 и 16. Кольцевые скосы 15 являются контактной поверхностью с трубой 9 и выполнены с термоупрочняемым слоем. Кольцевые скосы 16 выполнены для уменьшения площади контакта с поверхностью трубы 9 за счет уменьшения высоты диска 11, что обеспечивает более компактное расположение дисков 11 относительно датчиков 8 и уменьшает несканируемую «мертвую» зону трубы. Зазор между трубой 9 и датчиками 8 устанавливают винтом 13 путем воздействия на соединительный элемент 12, подпружиненный относительно корпуса 10 пружиной 14. Сканирующие устройства 4 и 5 соединены с двигателями 17, соединенными с блоком управления (не показан) с возможностью вращения выходных валов в противоположные стороны, обеспечивая вращение указанных сканирующих устройств в противоположные стороны. Для поступательного перемещения трубы относительно модулей 1, 2 и 3 предусмотрена транспортная система 18, выполненная в виде стоек, на которых расположен приводной двигатель, приводные и прижимные ролики (не показаны). Сканирующие устройства 4, 5 и 6 соединены с блоком управления.
Установка для неразрушающего контроля труб работает следующим образом. Трубу 9 подают приводными роликами транспортной системы 18 в направлении модуля 1. При подходе к устройству позиционирования 7 она своим торцом начинает взаимодействовать с плоскостью дисков 11. При дальнейшей подаче трубы 9 диски 11 начинают расходиться, и труба занимает положение между датчиками 8. Начинается процесс сканирования трубы 9. При выходе заднего конца трубы за пределы дисков 11 корпуса 10 вместе с датчиками 8 занимают исходное положение. Конструктивное исполнение устройства позиционирования с направляющими элементами в виде дисков 11 позволяет контролировать трубы в более широком диапазоне по сравнению с прототипом (см. фиг. 4 и 5). «Мертвая» зона сканирования заявляемой установки почти в два раза меньше, чем у прототипа, что повышает качество контроля и эффективность работы установки.
| название | год | авторы | номер документа |
|---|---|---|---|
| НАРУЖНЫЙ СКАНИРУЮЩИЙ ДЕФЕКТОСКОП | 2013 |
|
RU2539777C1 |
| МАГНИТНЫЙ ДЕФЕКТОСКОП | 2005 |
|
RU2295721C2 |
| МЕХАНИЗМ УСТАНОВКИ ДАТЧИКОВ ДЛЯ СКАНИРУЮЩЕГО УСТРОЙСТВА ДЕФЕКТОСКОПИИ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 2000 |
|
RU2186367C1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СВАРНЫХ СОЕДИНЕНИЙ ТРУБ МАЛОГО ДИАМЕТРА | 2009 |
|
RU2394235C1 |
| Намагничивающее устройство дефектоскопа | 2019 |
|
RU2715473C1 |
| УСТАНОВКА ДЛЯ АВТОМАТИЗИРОВАННОГО УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ЖЕЛЕЗНОДОРОЖНЫХ КОЛЕС | 2024 |
|
RU2823048C1 |
| УСТРОЙСТВО ДЛЯ СПЛОШНОГО СКАНИРУЮЩЕГО КОНТРОЛЯ КАЧЕСТВА НЕПОВОРОТНЫХ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2011 |
|
RU2455625C1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ РОТОРОВ ПАРОВЫХ ТУРБИН ПО ОСЕВОМУ КАНАЛУ | 2015 |
|
RU2612729C1 |
| Устройство намагничивания для средств неразрушающего контроля длинномерных изделий | 2019 |
|
RU2702809C1 |
| КОМПЛЕКС ДЕФЕКТОСКОПИИ ТЕХНОЛОГИЧЕСКИХ ТРУБОПРОВОДОВ | 2012 |
|
RU2516364C1 |


Использование: для наружной дефектоскопии труб. Сущность изобретения заключается в том, что установка выполнена в виде модуля контроля толщины стенки трубы, модуля контроля продольных дефектов, модуля контроля поперечных дефектов, снабженных соответствующими сканирующими устройствами. Модуль контроля толщины стенки и модуль контроля продольных дефектов снабжены устройствами для позиционирования сканирующих устройств с датчиками относительно трубы. Устройство для позиционирования выполнено в виде трех корпусов и закрепленных в нем с возможностью вращения направляющих элементов в виде диска, закрепленного в корпусе, с наклоном относительно оси трубы. Диски закреплены в корпусе посредством соединительного элемента, винта и пружины и расположены на входе и выходе из первых двух модулей. Корпуса подвижно соединены между собой с возможностью одновременного схождения-расхождения относительно трубы. Диски выполнены с кольцевыми скосами. Одни из кольцевых скосов являются контактной поверхностью с трубой и выполнены с термоупрочняемым слоем. Другие кольцевые скосы обеспечивают более компактное расположение дисков относительно датчиков для уменьшения «мертвой» зоны сканирования. Сканирующие устройства установлены с возможностью вращения в противоположные стороны. Технический результат: повышение качества контроля труб, расширение диапазона контролируемых диаметров труб без увеличения габаритов установки, а также повышение надежности работы установки. 7 ил.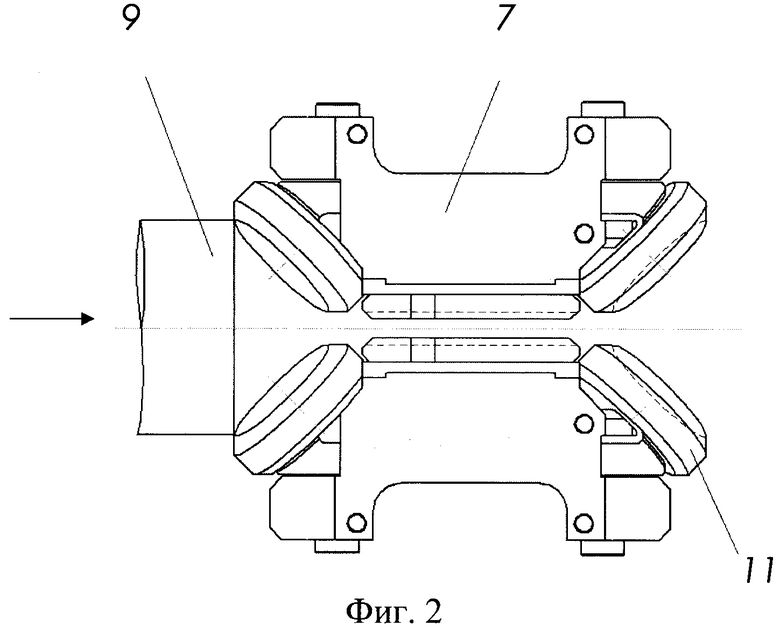
Установка для неразрушающего контроля труб, содержащая последовательно установленные модули контроля, включающие сканирующее устройство с датчиками, при этом модуль контроля поперечных дефектов установлен с возможностью охвата трубы по окружности, модули контроля продольных дефектов и толщины стенки трубы установлены с возможностью вращения вокруг трубы и снабжены устройством для позиционирования сканирующего устройства относительно трубы, выполненным в виде, по меньшей мере, трех подвижно соединенных между собой с возможностью одновременного схождения-расхождения относительно трубы корпусов, в которых установлены направляющие элементы, отличающаяся тем, что направляющие элементы выполнены в виде снабженных кольцевыми скосами дисков, ось вращения которых расположена под углом к направлению сканирования, при этом контактная поверхность наружного скоса, взаимодействующая с трубой, выполнена с термоупрочняемым слоем, диски установлены с возможностью регулирования зазора между датчиками и трубой, сканирующие устройства модулей контроля продольных дефектов и толщины стенки трубы установлены с возможностью вращения их в противоположные стороны.
| Устройство для переключения ступеней вторичной обмотки трансформатора на электроподвижном составе | 1960 |
|
SU139681A1 |
| Устройство для контроля цилиндрических изделий | 1991 |
|
SU1826058A1 |
| СПОСОБ АВТОМАТИЗИРОВАННОГО НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ КАЧЕСТВА ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2351925C1 |
| Устройство для ультразвукового контроля цилиндрических изделий | 1987 |
|
SU1587433A1 |
| US 7707865B2, 04.05.2010 | |||
| US 5007291A, 16.04.1991. | |||

