Изобретение относится к области цветной металлургии, конкретно к горячей обработке давлением сплавов на основе интерметаллида титана TiAl (гамма-сплавы), и может использоваться при изготовлении деталей газотурбинных двигателей.
Известен способ обработки титановых сплавов на основе интерметаллидов Ti3Al [Ti-25Al-5Nb (мас.%)] (SU 1235244, C22F 1/18, опубл. 27.08.2015), который включает:
- гомогенизирующий отжиг заготовок при температурах 1000-1200°С, выдержку при этих температурах в течение 2-5 ч и охлаждение до комнатной температуры;
- упаковку термически обработанной заготовки в контейнер с толщиной стенки (0,01-0,08)×∅, где ∅ - диаметр заготовки, мм;
- нагрев контейнера до температур 1050-1200°С и выдержку при этих температурах в течение 2-8 ч, проведение подпрессовки со степенью деформации 5-30% и скоростью деформирования 10-50 мм/с, окончательное прессование со степенью деформации 20-85% при скорости деформирования 10-50 мм/с.
Недостатком этого способа является многочасовой гомогенизирующий отжиг заготовок перед прессованием и необходимость применения эффективной защиты их от окисления в процессе нагревов при повышенных температурах.
Наиболее близким аналогом, взятым за прототип, является способ получения полуфабрикатов из сплавов на основе титана, содержащих Ti-36Al (мас.%) (SU 1408805, C22F 1/18, опубл. 27.08.2015), который включает:
- формирование теплоизоляционного слоя с помощью нагрева до температур 1200-1250°С, выдержку при этих температурах в течение 2-2,5 ч и охлаждения заготовки до комнатной температуры со скоростью 5-7,5 град./с;
- упаковку полученной заготовки в металлическую оболочку, нагрев ее до температур 1290-1360°С, подпрессовку в контейнере пресса на степень деформации 29-38% и последующее прессование со скоростью 50-60 мм/с и степенью деформации 62-71% с обеспечением общей степени деформации 90-94%. Последующее охлаждение полученных полуфабрикатов производится на воздухе.
Несмотря на хорошее качество получаемых полуфабрикатов (мелкозернистая структура и высокие механические свойства), способ является экономически затратным, так как требует предварительного нагрева заготовки для создания теплоизоляционного слоя, что не обеспечивает требуемой производительности операции.
Технической задачей изобретения является разработка способа получения прессованных полуфабрикатов из литых заготовок гамма-сплава Ti-43Al-3Nb-2W-0,5Si (ат.%).
Техническим результатом является получение из труднодеформируемого сплава Ti-43Al-3Nb-2W-0,5Si (ат.%) прессованных полуфабрикатов с однородной структурой и повышенным комплексом механических свойств - пределом прочности и относительным удлинением при комнатной температуре.
Для достижения поставленного технического результата, предложен способ получения деформированных полуфабрикатов из гамма-сплава Ti-43Al-3Nb-2W-0,5Si, включающий нагрев и двухэтапное прессование литой заготовки в металлической оболочке, при этом литую заготовку покрывают теплоизоляционным покрытием из стекловолокна и/или каолинового волокна с температурой размягчения ≥1150°С и помещают в оболочку из титанового сплава с толщиной δ, определяемой по выражению δ=(0,02-0,05)×∅, где - ∅ диаметр заготовки в мм, затем заготовку нагревают и подвергают подпрессовке при температурах 1250-1380°С со степенью деформации 25-40%, скоростью деформации 50-60 мм/с, а затем окончательному прессованию со степенью деформации 96-98% с последующим охлаждением прессованных полуфабрикатов до комнатной температуры.
Предпочтительно, в качестве металлической оболочки используются титановые сплавы с температурой фазового перехода (Тпп) 1000-1050°С.
Выбор толщин оболочки связан с уменьшением контактных напряжений в поверхностных слоях заготовки при прессовании и использовании оболочки как дополнительной смазки.
Выбор в качестве теплоизоляционного покрытия стекловолокна или каолинового волокна обусловлен получением на внешней поверхности покрытой заготовки при температурах прессования газонепроницаемого пластичного слоя, который уменьшает окисляемость заготовки при нагреве, обеспечивает сохранение в заготовках заданной температуры нагрева, исключая их захолаживание при прессовании, образует технологическую смазку, снижающую усилия прессования заготовок.
Выбранное теплоизоляционное покрытие на основе стекловолокна и/или каолинового волокна имеет близкие температуры размягчения и коэффициенты теплопроводности при температурах 1250-1380°С, поэтому качество теплоизоляционного покрытия литой заготовки будет одинаково как для каждого в отдельности, так и их смеси.
Предпочтительно, нагрев литых заготовок с теплоизоляционным покрытием в оболочке из титанового сплава проводят в газовой среде, состоящей из 75±1 об.% водорода и 25±1 об.% азота, при содержании кислорода ≤0,004 об.% и паров воды ≤0,001 об.% при температуре точки росы ≤-60°С.
Предложенная среда нагрева заготовок обеспечивает повышенную технологическую пластичность литого сплава, уменьшает высокотемпературное окисление заготовок, обеспечивает взрывобезопасность операции, поскольку нагрев заготовок в среде чистого водорода повышает опасность возникновения взрывного горения, вызывающего разрушение конструкции печи.
Предпочтительно, охлаждение прессованных полуфабрикатов проводят со скоростью 10-20 град./с до комнатной температуры. Предлагаемые режимы охлаждения заготовок связаны с уменьшением термических напряжений, вызывающих коробление прессованных полуфабрикатов (в особенности тонкостенных профилей) при охлаждении с температур деформации.
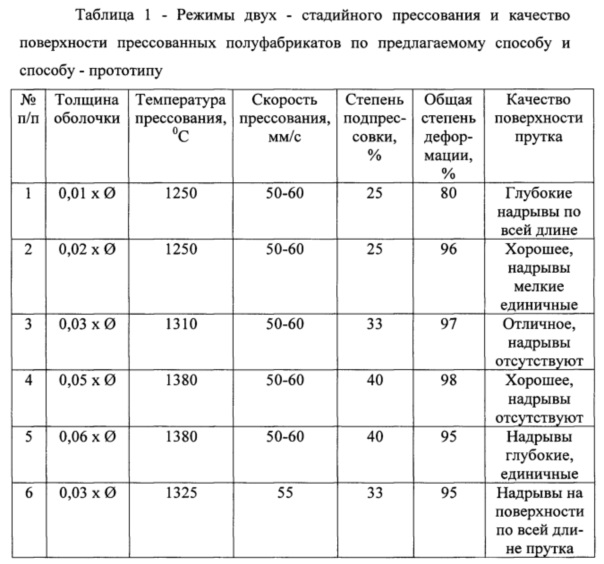
Как показано в таблицах 1 и 2 (варианты 1 и 5), при применении на заготовках металлической оболочки с толщиной менее 0,02×∅ образующиеся растягивающие напряжения вызывают разрушение металлической оболочки, обнажение поверхности заготовок и их захолаживание, что приводит к появлению поверхностных надрывов и трещин. При толщинах покрытий более 0,05×∅ растягивающие напряжения не разрушают металлическую оболочку, позволяют сохранить температуру заготовки и обеспечить нормальное течение материала. Несмотря на преимущества толстых покрытий, их использование снижает выход годного материала, повышает стоимость полуфабрикатов и возникают проблемы с утилизацией использованных теплоизоляционных покрытий и оболочек.
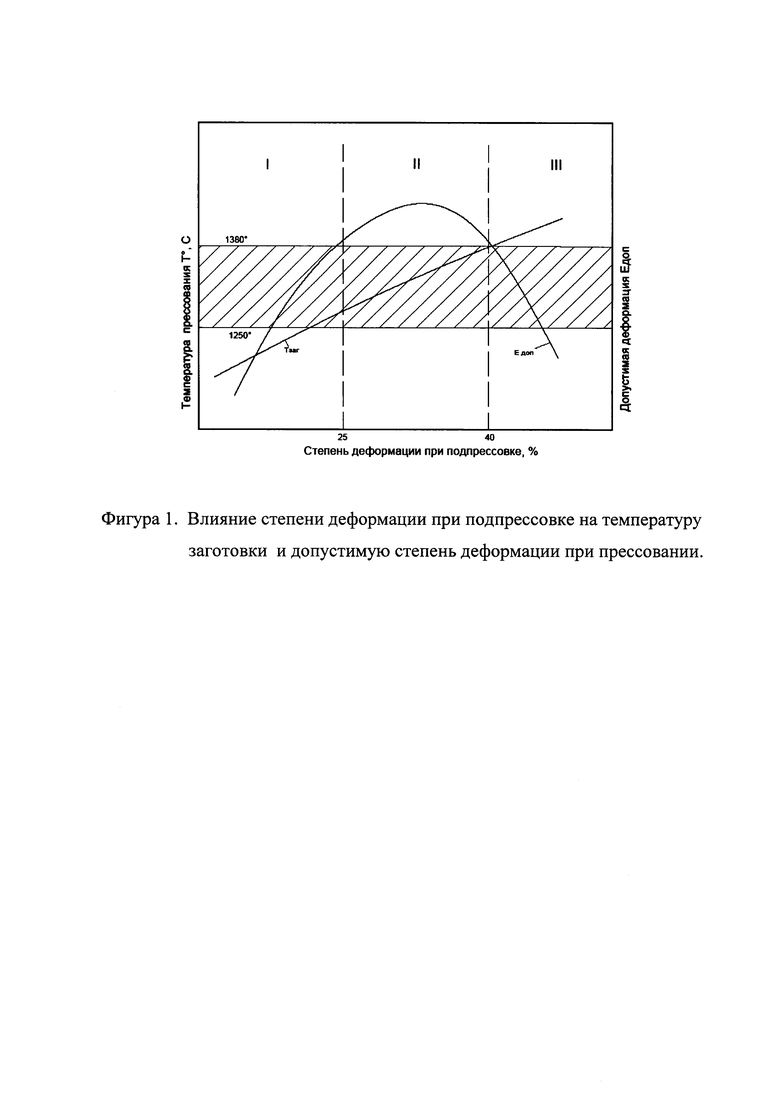
На фигуре 1 представлены зависимости влияния температуры прессования и допустимой степени деформации при подпрессовке на качество получаемых полуфабрикатов. Из этих зависимостей видно, что при степени подпрессовки менее 25% (область I) наблюдается потеря технологической пластичности материала за счет захолаживания заготовки и появления высоких напряжений течения, что приводит к образованию глубоких надрывов и трещин. При степени подпрессовки заготовок более 40% (область III) заготовки подвержены значительной пластической деформации, что вызывает сильный разогрев заготовок и повышение температур в область с интенсивной рекристаллизацией и ростом зерна. Оптимальной областью температур прессования, обеспечивающей повышенную технологичность сплавов, является область II, которая представлена на фигуре 1.
Примеры осуществления.
Слитки сплава состава Ti-43Al-3Nb-2W-0,5Si (ат.%) изготавливали по технологии, принятой при производстве серийных титановых сплавов. Использовались следующие шихтовые материалы - титановая губка, лигатуры с указанными легирующими элементами. Изготовление слитков включало получение расходуемого электрода, выплавку слитков вакуумно-дуговым переплавом, механическую обработку слитков. Литые заготовки диаметром 150 мм и длиной 180 мм покрывали теплоизоляционным материалом и упаковывали в оболочку из титанового сплава с температурой фазового превращения (Тпп) в пределах (1000-1050)°С (например, сплава марки ВТ20). Подготовленные заготовки в оболочке из титанового сплава с теплоизоляционным покрытием сразу нагревались до заданных температур прессования и подвергались горячей обработке давлением двухэтапным прессованием для получения конечных полуфабрикатов. Прессованные полуфабрикаты разрезались на заготовки, из которых изготавливались образцы для исследования структуры (определения размера микрозерна) и испытаний механических свойств при комнатной температуре. В таблице 1 представлены результаты экспериментов по двухстадийному прессованию заготовок сплава Ti-43Al-3Nb-2W-0,5Si (ат.%) по предлагаемому способу (варианты №2-4) и способу-прототипу (вариант №6).
В таблице 2 представлены размеры зерна (dЗ) и механические свойства (σВ, σ0,2 и δ) при температуре 20°С прессовок сплава Ti-43Al-3Nb-2W-0,5Si (ат.%) по предлагаемому способу (варианты №№2-4) и способу-прототипу (вариант №6).
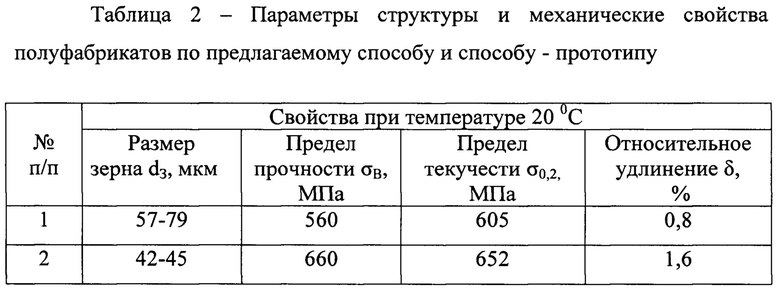
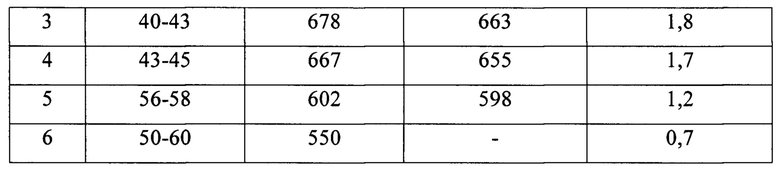
Как видно из таблиц 1 и 2, предлагаемый способ получения полуфабрикатов из сплава Ti-43Al-3Nb-2W-0,5Si (ат.%), по сравнению со способом-прототипом обеспечивает повышение технологической пластичности сплава, расширяет диапазон допустимых величин деформации при подпрессовке (25-40)% вместо (29-38)%. Это создает возможность для благоприятного течения материала в матрице, что обеспечивает высокие значения общей деформации на конечных стадиях прессования. Такие явления приводят к формированию высококачественных мелкозернистых заготовок с меньшим размером зерна на 23,6% и повышенными механическими свойствами при температуре 20°С - пределом прочности на 18,8% и относительным удлинением на 58%.
Предлагаемый способ изготовления прессованных полуфабрикатов из гамма-сплава Ti-43Al-3Nb-2W-0,5Si (ат.%) позволяет получать деформированные мелкозернистые заготовки, обладающие повышенными механическими свойствами при комнатной температуре. Получаемые полуфабрикаты с такой структурой и механическими свойствами могут использоваться на окончательных операциях изготовления деталей с меньшим количеством переходов и припусками на механическую обработку, обеспечивая повышенные значения коэффициента использования металла (КИМ) и снижение стоимости механической обработки.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИНТЕРМЕТАЛЛИДНЫЙ СПЛАВ НА ОСНОВЕ γ-TiAl ФАЗЫ ДЛЯ ИЗГОТОВЛЕНИЯ ЛОПАТКИ ТУРБИНЫ НИЗКОГО ДАВЛЕНИЯ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ И СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВКИ ЛОПАТКИ ИЗ ИНТЕРМЕТАЛЛИДНОГО СПЛАВА НА ОСНОВЕ γ-TiAl ФАЗЫ | 2021 |
|
RU2777775C1 |
| Способ производства прутков диаметром менее 60 мм из жаропрочного сплава на никелевой основе ВЖ175-ВИ методом горячей экструзии | 2020 |
|
RU2752819C1 |
| СПОСОБ ОБРАБОТКИ ЛИТЫХ ЗАЭВТЕКТОИДНЫХ СПЛАВОВ НА ОСНОВЕ АЛЮМИНИДОВ ТИТАНА γ-TiAl И α-TiAl | 2001 |
|
RU2203976C2 |
| Способ изготовления прутковых заготовок из сплавов на основе интерметаллида титана с орто-фазой | 2015 |
|
RU2644830C2 |
| Способ термической обработки интерметаллидных титановых Орто-сплавов | 2022 |
|
RU2800089C1 |
| СПОСОБ ПРОИЗВОДСТВА ПРУТКОВ ДИАМЕТРОМ МЕНЕЕ 70 ММ ИЗ ПРЕЦИЗИОННОГО СПЛАВА МАРКИ Н70Х20Ф8Я7 МЕТОДОМ ГОРЯЧЕЙ ЭКСТРУЗИИ | 2023 |
|
RU2824780C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК СВЕРХУПРУГИХ ТИТАНОВЫХ СПЛАВОВ МЕДИЦИНСКОГО НАЗНАЧЕНИЯ | 2022 |
|
RU2792355C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ α+β-ТИТАНОВОГО СПЛАВА | 2008 |
|
RU2368700C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕФОРМИРОВАННЫХ ПОЛУФАБРИКАТОВ ИЗ ВЫСОКОПРОЧНЫХ ПСЕВДО-β-ТИТАНОВЫХ СПЛАВОВ | 2022 |
|
RU2808755C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНЫХ ЗАГОТОВОК НА ОСНОВЕ ТИТАНА | 2015 |
|
RU2612106C2 |
Изобретение относится к области металлургии, а именно к горячей обработке давлением сплавов на основе интерметаллида титана, и может использоваться при изготовлении деталей газотурбинных двигателей. Способ получения деформированных полуфабрикатов из гамма-сплава Ti-43Al-3Nb-2W-0,5Si включает нагрев и двухэтапное прессование литой заготовки в металлической оболочке. Литую заготовку покрывают теплоизоляционным покрытием из стекловолокна и/или каолинового волокна с температурой размягчения ≥1150°С и помещают в оболочку из титанового сплава с толщиной δ, определяемой по выражению δ=(0,02-0,05)×∅, где ∅ - диаметр заготовки в мм. Затем заготовку нагревают и подвергают подпрессовке при температурах 1250-1380°С со степенью деформации 25-40%, скоростью деформации 50-60 мм/с, а затем окончательному прессованию со степенью деформации 96-98% с последующим охлаждением прессованных полуфабрикатов до комнатной температуры. Получают однородную структуру заготовки, которая обеспечивает высокие значения предела прочности и относительного удлинения при комнатной температуре, жаропрочности при температурах до 800°C. 3 з.п. ф-лы, 1 ил., 2 табл., 6 пр.
1. Способ получения деформированных полуфабрикатов из гамма-сплава Ti-43Al-3Nb-2W-0,5Si, включающий нагрев и двухэтапное прессование литой заготовки в металлической оболочке, отличающийся тем, что литую заготовку покрывают теплоизоляционным покрытием из стекловолокна и/или каолинового волокна с температурой размягчения ≥1150°С и помещают в оболочку из титанового сплава с толщиной δ, определяемой по выражению δ=(0,02-0,05)×∅, где ∅ - диаметр заготовки в мм, затем заготовку нагревают и подвергают подпрессовке при температурах 1250-1380°С со степенью деформации 25-40%, скоростью деформации 50-60 мм/с, а затем окончательному прессованию со степенью деформации 96-98% с последующим охлаждением прессованных полуфабрикатов до комнатной температуры.
2. Способ по п. 1, отличающийся тем, что в качестве металлической оболочки используют титановые сплавы с температурой фазового перехода (Тпп) 1000-1050°С.
3. Способ по п. 1 или 2, отличающийся тем, что нагрев литых заготовок с теплоизоляционным покрытием в оболочке из титанового сплава проводят в газовой среде, состоящей из 75±1 об.% водорода и 25±1 об.% азота, при содержании кислорода ≤0,004 об.% и паров воды ≤0,001 об.% при температуре точки росы ≤-60°С.
4. Способ по п. 1 или 2, отличающийся тем, что охлаждение прессованных полуфабрикатов проводят со скоростью 10-20 град./с до комнатной температуры.
| СПОСОБ ПОЛУЧЕНИЯ ПОЛУФАБРИКАТОВ ИЗ СПЛАВОВ НА ОСНОВЕ ТИТАНА | 1986 |
|
SU1408805A1 |
| СПОСОБ ОБРАБОТКИ ТИТАНОВЫХ СПЛАВОВ НА ОСНОВЕ ИНТЕРМЕТАЛЛИДОВ | 1984 |
|
SU1235244A1 |
| СПОСОБ ОБРАБОТКИ ЛИТЫХ ЗАЭВТЕКТОИДНЫХ СПЛАВОВ НА ОСНОВЕ АЛЮМИНИДОВ ТИТАНА γ-TiAl И α-TiAl | 2001 |
|
RU2203976C2 |
| СПОСОБ ОБРАБОТКИ ЗАГОТОВОК ИЗ ЗАЭВТЕКТОИДНЫХ γ+α СПЛАВОВ | 1999 |
|
RU2164263C2 |
| US 5746846 A, 05.05.1998 | |||
| US 5328530 A, 12.07.1994. | |||

