Настоящее изобретение относится к нанотехнологиям и может быть использовано для получения фотонно-кристаллических волноводов с полой сердцевиной (ФКВ с ПС), с селективно запаянными внешними оболочками, для использования в различных целях, в т.ч. для изготовления конструктивных элементов сенсоров, с целью последующей модификации последних в т.ч. с помощью полимеров, белков, нано- и микрочастиц.
Известен способ групповой запайки ампул при помощи кассеты для фиксации (Авторское свидетельство СССР 1779371). Кассета содержит основание с отверстиями для капилляров ампул, ампулодержатель и крышку. Способ включает установку заполненных ампул, ориентированных капиллярами вверх, в ампулодержатель. При этом ампулы фиксируют в отверстиях основания в подвешенном положении за концы капилляров с помощью упругих элементов, капилляры всех ампул располагают на одном уровне, причем на контактирующие с капилляром поверхности нанесен не смачиваемый расплавленным стеклом материал. Запайка производится групповой горелкой, при этом на капилляры ампул действует пламя различной интенсивности, что обусловливает разное время их запайки.
Однако решение, предлагаемое в данном образце, является труднореализуемым в случае ФКВ с ПС по ряду причин. Во-первых, предлагаемая вертикальная схема расположения пакета ампул с механизмом прекращения воздействия тепла при запайке отдельной ампулы под действием силы тяжести, вызывающей опускание запаянной ампулы из зоны воздействия тепла газовой горелки, неприменима в случае ФКВ с ПС, т.к. микроампулы в ФКВ с ПС монолитно связаны между собой в единую конструкцию. Во-вторых, малые диаметры (от 15 до 200 микрометров) микроамул в ФКВ с ПС и отсутствие принудительного контроля времени воздействия пламени в случае вертикального расположения образца приводят к некачественной запайке и не исключают брак. Это объясняется различным тепловым воздействием пламени горелки на отдельные ампулы при их монолитной сборке. Обеспечить одинаково высокое качество запайки всех выбранных ампул можно лишь в том случае, если пламя горелки будет строго нормированным или же воздействие пламени на ампулу прекратится сразу же после оплавления капилляра, но при известных типах горелок невозможно выдержать пламя одной интенсивности.
Известен способ изготовления цилиндрической ампулы уровня (Авторское свидетельство SU 1020383), включающий вращение трубчатой заготовки, ее нагрев, оттягивание державы с последовательным запаиванием торцов и формованием на одном из них уса с отверстием, при этом для сохранения перпендикулярности торца на границе цилиндр-торец и получения необходимого диаметра отверстия в усе, формование уса с отверстием осуществляют путем введения внутрь заготовки после запайки одного из ее торцов нагретой калиброванной иглы, при этом вращение заготовки не прекращают. Данный способ позволяет получать отверстия с достаточно высокой точностью.
Однако невозможность извлечения введенной калибровочной иглы без отлома части сформированного капилляра делает этот способ для применения к селективной запайке внешних оболочек ФКВ с ПС труднореализуемым.
Наиболее близким к предлагаемому решению является способ запайки сосудов и устройство для его осуществления (Патент РФ 2111926), в котором для обеспечения качественной запайки сосудов с различной массой стекла, вводимой в зону запайки за счет образования равнотолщинных стенок, к вращающемуся сосуду подводится нагревательный элемент и одевается корпус механизма оттяжки. По истечении заданного времени приводится в движение шток, который прижимает отпаиваемую часть сосуда к краям отверстия в окне. По мере разогрева стекла замедляется вращение отпаиваемой части сосуда, но из-за вращения самого сосуда расплавленное стекло равномерно накручивается по окружности. По истечении заданного времени отводится механизм оттяжки, оттягивая и отрывая отпаиваемую часть сосуда.
Однако использование в прототипе механизма оттяжки и отрыва ампул приводит к полной запайке всего пакета микроампул ФКВ с ПС.
Задачей изобретения является разработка способа селективной запайки внешних полых оболочек ФКВ с ПС с возможностью быстрого прекращения теплового воздействие пламени на ФКВ с ПС и возможностью быстрого охлаждения образца без значительного снижения его прочностных характеристик сразу же после необходимого оплавления торцевой поверхности образца ФКВ с ПС.
Технический результат заявляемого изобретения заключается в повышении процента выхода ФКВ с ПС с однородно селективно запаянными внешними оболочками, простотой и дешевизной процесса и обеспечивает максимальную устойчивость полученных образцов при дальнейшей химической модификации.
Указанный технический результат достигается тем, что для получения образца ФКВ с ПС с селективно запаянными внешними оболочками образец ФКВ с ПС, который представляет собой отрезок ФКВ с ПС, изготовленный из кварцевого, оптического либо иного другого стекла или органического оптически прозрачного материала произвольной длины, подвергают следующей обработке: нагреву пламенем газовой горелки или иного источника тепла достаточной мощности, в устройстве, позволяющем осуществлять осевое вращение образца ФКВ с ПС в горизонтальной плоскости, в любом направлении с автоматическим контролем скорости вращения образца и времени нахождения образца в пламени газовой горелки или иного источника тепла достаточной мощности, при этом температура обработки образца не должна превышать температуру начала размягчения материала образца более чем на 70°С, время обработки образца не должно превышать 4 секунд, охлаждение образца производится направленным газовым потоком с расходом газа-охладителя от 1 до 100 по отношению к массе образца ФКВ с ПС.
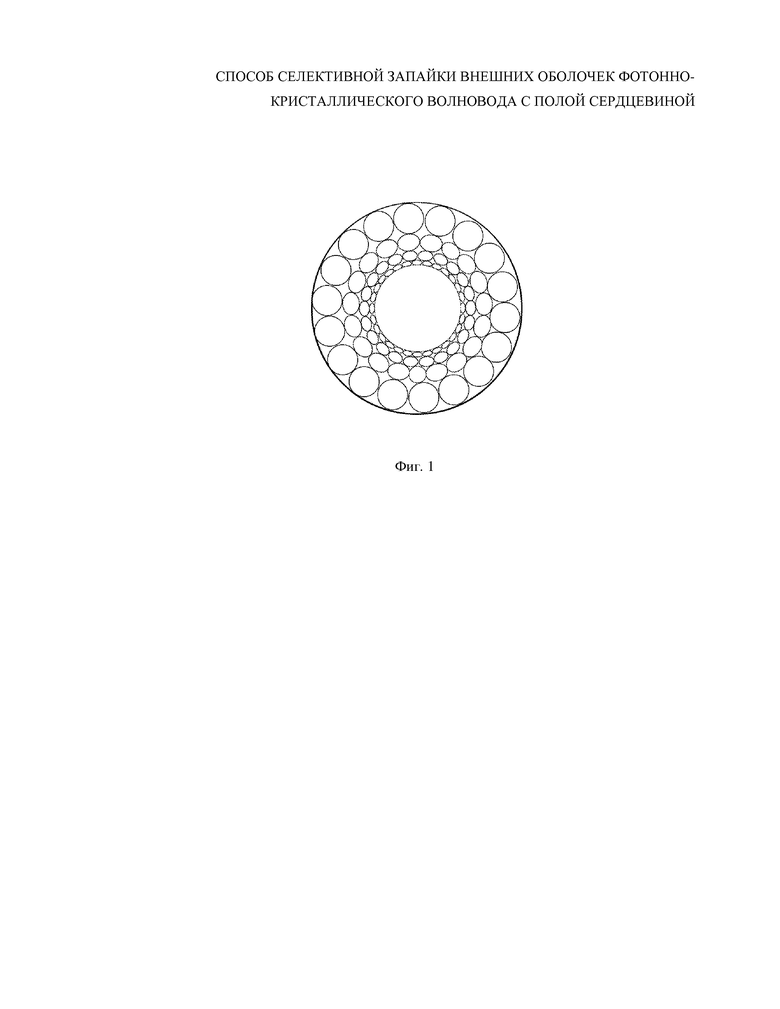
Изобретение проиллюстрировано фиг. 1, на которой представлен поперечный разрез ФКВ с ПС. Диаметры ампул капиллярных слоев по направлению от внешней оболочки к центру составляют 50, 30, 25, 12 мкм, диаметр полой сердцевины - 210 мкм.
Структуру ФКФ с ПС можно представить в виде ампулы микрообъема с изолированными друг от друга отдельными микроампулами круглого или любого другого сечения (Фиг. 1). При разработке на основе ФКВ с ПС конструктивных элементов сенсоров, в которых внутренняя поверхность ФКВ с ПС может быть покрыта различными активными группами, а также любыми органическими и неорганическими веществами для ковалентного и нековалентного связывания биомолекул, важной является задача селективной изоляции части микроампул, из которых состоят внешние оболочки ФКВ с ПС.
Для получения ФКВ с ПС с селективно запаянными внешними оболочками используют способ запайки внешних полых оболочек при помощи газовой горелки или иного источника тепла достаточной мощности с введением образца ФКВ с ПС в пламя горелки во вращающемся состоянии от 1 до 800 об-1 с возможностью автоматического и ручного регулирования как температуры пламени горелки, времени нахождения образца в пламени горелки, так и скорости вращения образца, закрепленного в цанговом или в любом ином фиксирующем устройстве, а также закрепленного любым иным способом, позволяющим осуществить его крепление к электрическому либо любому иному приводу с необходимой прочностью и точностью. Решение поставленной задачи достигается также тем, что в известном устройстве для запайки сосудов, содержащем узел вращения, нагревательный элемент с механизмом его перемещения, механизм оттяжки отпаиваемой части сосуда, механизм зажима, образец ФКВ с ПС располагают в горизонтальной плоскости и не производят оттяжки и отрыва ампул.
При этом для каждого типа ФКВ с ПС выбираются индивидуальные режимы обработки, имеющие общие рамочные ограничения: температура обработки образца не должна превышать температуру начала размягчения материала образца более чем на 70°С, время обработки образца не должно превышать 4 секунд. Селективная запайка микроампул внешних оболочек образца ФКВ с ПС достигается за счет накопления микрообъема размягченного материала на внешней зоне торца образца ФКВ с ПС и воздействия центробежной силы на данный микрообъем, не допуская при этом проникновения размягченного материала в центральный канал ФКВ с ПС и его запайки. Время нагрева образца определяется в зависимости от геометрических размеров и материала изготовления ФКВ с ПС, при этом ввод и вывод образца из зоны нагрева осуществляется в ручном или автоматическом режиме при помощи соответствующих исполнительных устройств, представляющих из себя устройства с контроллерами времени нахождения образца в пламени горелки, устройства с контроллерами температуры образца, устройства с контроллерами геометрических параметров запайки образца. Использование направленного потока газа-охладителя с расходом от 1 до 100 по отношению к массе образца ФКВ с ПС позволяет, с одной стороны, немедленно зафиксировать нужную степень запайки образца и, с другой стороны, обеспечить необходимый тепловой режим обработки образца для избежания его растрескивания, что необходимо в случае дальнейшей химической модификации образца.
Пример 1
Для получения образца ФКВ с ПС, изготовленного из стекла с температурой начала размягчения 750°С, с селективно запаянными внешними оболочками, образец ФКВ с ПС вводят посредством устройства с механическим приводом в пламя газовой горелки, при этом образец вводится в горизонтальной плоскости во вращающемся состоянии. Температурный режим обработки - 730°С в первую секунду обработки, 775°С - во вторую и третью секунды обработки. Скорость вращения образца 300 об-1. По окончании процесса запайки внешних полых оболочек ФКВ с ПС образец выводится из пламени горелки и остывает до комнатной температуры без прекращения вращения образца.
Пример 2
Для получения ФКВ с ПС, изготовленного из стекла с температурой начала размягчения 680°С, с селективно запаянными внешними оболочками, образец ФКВ с ПС вводят посредством устройства с пневматическим приводом коаксиально в пламя газовой горелки с подачей газовых микроразмерных факелов по окружности к вводимому образцу. Температурный режим обработки - 450°С в 1 секунду обработки, 720°С - в 2 секунды обработки. Скорость вращения образца 250-560 об-1. По окончании процесса запайки внешних полых оболочек ФКВ С ПС образец выводится из пламени горелки и остывает до комнатной температуры с увеличением скорости вращения до 800 об-1 на протяжении 5 секунд с последующим снижением скорости вращения до 10 об-1 на протяжении 15 секунд.
Пример 3
Для получения ФКВ с ПС, изготовленного из стекла с температурой начала размягчения 810°С, с селективно запаянными внешними оболочками образец ФКВ с ПС вводят посредством устройства с электрическим приводом в пламя газовой горелки. Температурный режим обработки - 700°С в 1 секунду обработки, 880°С - в 2-3 секунды обработки. Скорость вращения образца 300 об-1. По окончании процесса запайки внешних полых оболочек образец выводится из пламени горелки устройством с электрическим приводом без прекращения вращения образца, при этом на образец поступает поток азота комнатной температуры в течение 15 секунд для создания инертной среды и равномерного охлаждения образца.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СЕЛЕКТИВНОЙ ЗАПАЙКИ ВНЕШНИХ ОБОЛОЧЕК ФОТОННО-КРИСТАЛЛИЧЕСКИХ ВОЛНОВОДОВ С ПОЛОЙ СЕРДЦЕВИНОЙ | 2016 |
|
RU2629133C1 |
| СПОСОБ ЗАКРЫТИЯ КАПИЛЛЯРОВ ФОТОННО-КРИСТАЛЛИЧЕСКИХ ВОЛНОВОДОВ С ПОЛОЙ СЕРДЦЕВИНОЙ | 2017 |
|
RU2679460C1 |
| Способ запайки ампул | 1983 |
|
SU1146284A1 |
| Машина для запайки стеклоизделий | 1973 |
|
SU533551A1 |
| Способ запайки ампул и устройство для его осуществления | 1991 |
|
SU1811507A3 |
| Машина для запайки ампул | 1980 |
|
SU945096A2 |
| Способ запайки заполненных жидкостью ампул и устройство для его осуществления | 1989 |
|
SU1678778A1 |
| Способ изготовления ампулы с электролитом для первичного литиевого источника тока ампульного типа | 2023 |
|
RU2840173C2 |
| Устройство для запайки ампул из стекла | 1987 |
|
SU1447758A1 |
| Машина для запайки ампул | 1977 |
|
SU662510A2 |
Настоящее изобретение относится к нанотехнологиям и может быть использовано для получения фотонно-кристаллических волноводов с полой сердцевиной (ФКВ с ПС) с селективно запаянными внешними оболочками для использования в различных целях, в т.ч. для изготовления конструктивных элементов сенсоров, с целью последующей модификации последних, в т.ч. с помощью полимеров, белков, нано- и микрочастиц. Технический результат заключается в повышении процента выхода фотонно-кристаллических волноводов с полой сердцевиной с однородно селективно запаянными внешними оболочками, в устойчивости полученных образцов при дальнейшей химической модификации. Способ запайки торцевой поверхности образца включает вращение вокруг горизонтальной оси с угловой скоростью от 1 до 800 об-1, нагрев до температуры, не более чем на 70°С превышающей температуру начала размягчения материала образца, нагрев осуществляют в течение не более 4 с, после чего образец охлаждают направленным газовым потоком. 1 ил., 3 пр.
Способ запайки торцевой поверхности образца, включающий нагрев вращающегося образца, отличающийся тем, что в качестве образца выбирают фотонно-кристаллический волновод с полой сердцевиной, вращение образца осуществляют вокруг горизонтальной оси с угловой скоростью от 1 до 800 об-1, образец нагревают до температуры, не более чем на 70°С превышающей температуру начала размягчения материала образца, нагрев осуществляют в течение не более 4 с, после чего образец охлаждают направленным газовым потоком.
| СПОСОБ ЗАПАЙКИ СОСУДОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2111926C1 |
| Способ заварки ножек электровакуумных приборов | 1990 |
|
SU1715719A1 |
| Машина для запайки стеклоизделий | 1973 |
|
SU533551A1 |
| Способ изготовления цилиндрической ампулы уровня | 1982 |
|
SU1020383A1 |
| US 2004239038, A1 02.12.2004. | |||

