Область техники, к которой относится изобретение
Изобретение относится к технологиям формообразования, используемым в штамповочных машинах последовательного действия.
Уровень техники
Ковочные машины или машины для обработки металлов давлением в течение длительного времени применялись для придания цилиндрическим заготовкам более сложной формы. При обычном способе формообразования применяют высадочные или конические штампы, посредством которых заготовка сужается в осевом направлении и раздается в радиальном направлении. Существуют допуски на величину радиальной раздачи заготовки, которая может быть получена при единственном ударе в процессе штамповки без недопустимой деформации заготовки. Следовательно, в штамповочных машинах последовательного действия необходимо несколько рабочих позиций для изготовления детали с выступающим участком в радиальном направлении. С другой стороны, для некоторых деталей может потребоваться сужение поперечного сечения с использованием технологии прессования выдавливанием, но опять же, как общепризнано в промышленности, указанные процессы имеют физические ограничения. Более того, для изготовления некоторых деталей неправильной формы с использованием традиционных процессов может потребоваться удаление большого количества материала заготовки, в результате чего создающиеся отходы существенно увеличивают затраты процесса обработки.
Раскрытие изобретения
Согласно изобретению обеспечивается боковое выдавливание заготовки на рабочей позиции штамповочной машины последовательного действия. Изобретение позволяет изготавливать разнообразные металлические детали при меньшем количестве рабочих позиций, чем требовалось ранее, позволяет изготавливать детали с боковыми выступающими участками, имеющими значительное сужение поперечного сечения и/или уменьшенную конечную толщину, а также позволяет уменьшить процентную долю отходов за счет исключения удаления материала или уменьшения количества материала, который должен быть удален при применении традиционных способов изготовления асимметричных и/или некруглых деталей.
Согласно изобретению применяется подпружиненный подвижный инструмент. Во время скользящего перемещения инструмент, взаимодействующий с противолежащим инструментом, располагается так, чтобы обеспечивалось боковое выдавливание материала заготовки. Подпружиненный подвижный инструмент позволяет на заключительной части хода плунжера переместить материал заготовки через боковой канал, ограниченный подвижным инструментом и противолежащим инструментом. Пружина обеспечивает удержание инструментов в фиксированном положении в процессе выдавливания заготовки, противодействуя силам, развивающимся в заготовке.
Подвижный инструмент может быть установлен как на ползуне, так и на опоре штампа штамповочной машины последовательного действия. Пружина позволяет подвижному инструменту опускаться на участок машины, на котором он установлен, когда плунжер приближается к передней мертвой точке (FDC) и перемещает материал заготовки через канал для бокового выдавливания.
Краткое описание чертежей
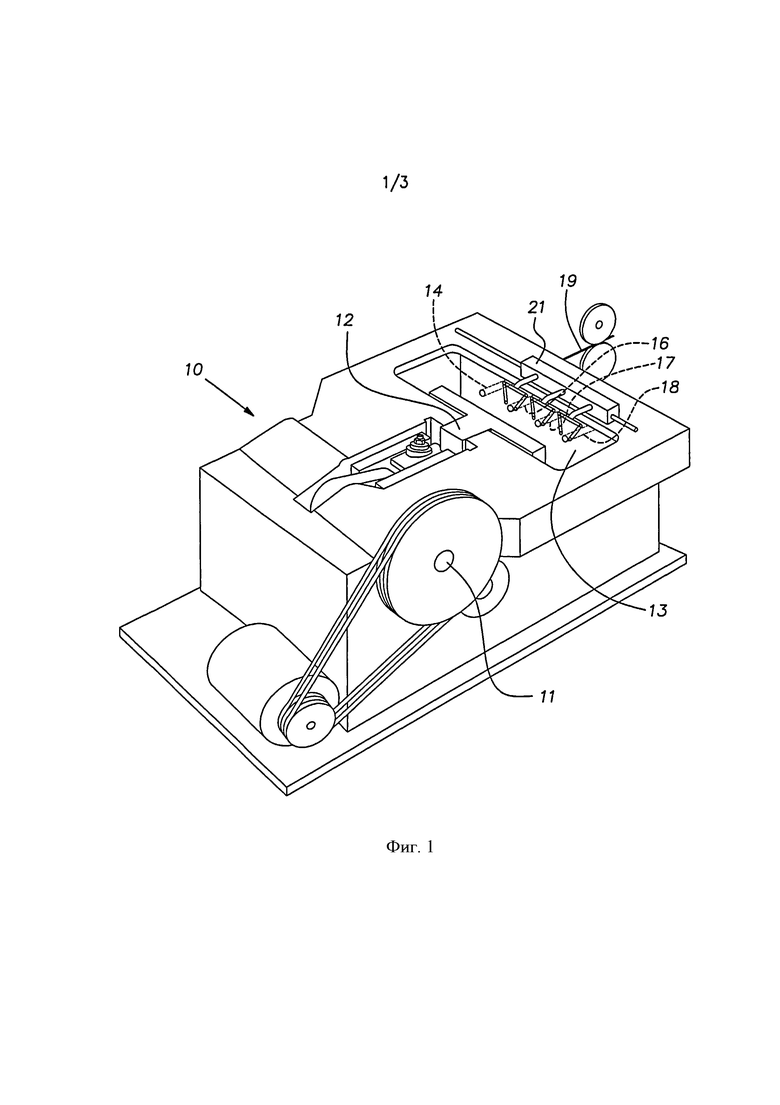
Фиг.1 - схематичное изометрическое изображение штамповочной машины последовательного действия, применяемой для реализации изобретения.
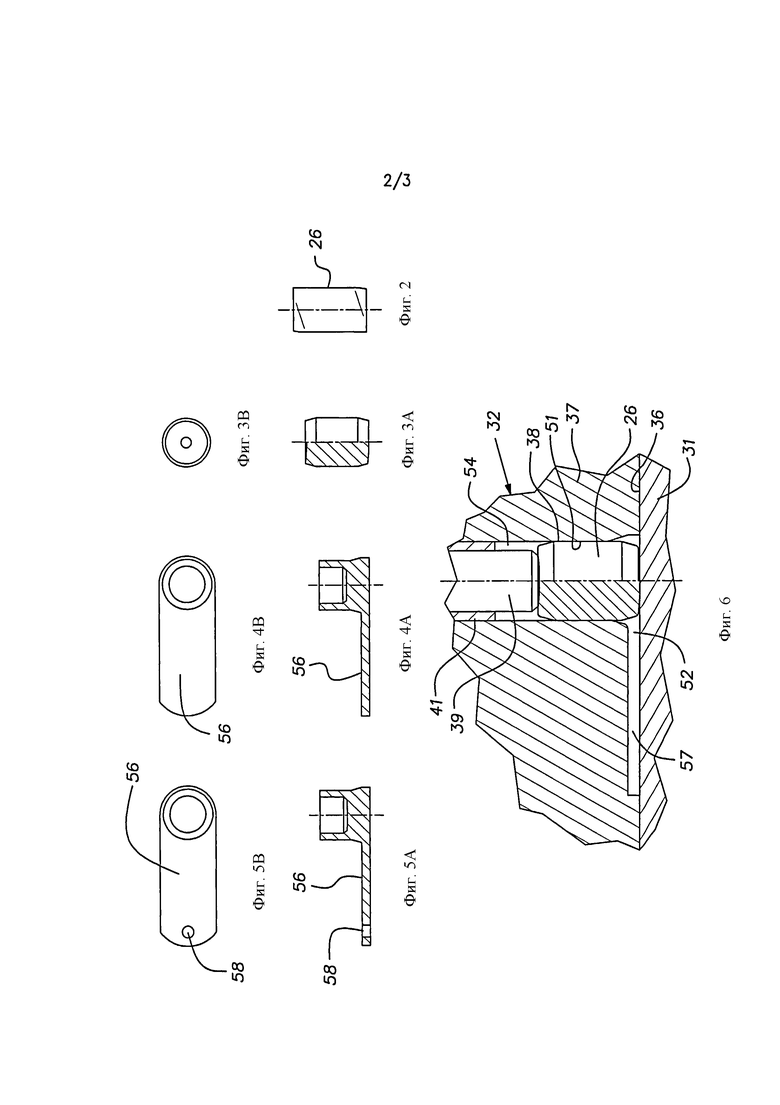
Фиг.2-5 - изображения заготовки после разных этапов формообразования согласно изобретению.
Фиг.6 - упрощенный увеличенный местный вид в разрезе инструментальной оснастки и заготовки перед формообразованием на рабочей позиции, представленной на фиг.7.
Фиг.7 - вид сбоку рабочей позиции машины, представленной на фиг.1, на которой выполняют этапы формообразования заготовки согласно изобретению.
Осуществление изобретения
На фиг.1 схематично представлена штамповочная машина 10 последовательного действия. При вращении коленчатого вала 11 плунжер или ползун 12 совершает возвратно-поступательное движение к опоре штампа или штамподержателю 13 или от него. Машина 10 показана с равномерно размещенными режущим устройством 14 и тремя рабочими позициями 16-18, которые расположены горизонтально. Изобретение, как очевидно для специалистов в данной области техники, может быть осуществлено с помощью машин, имеющих разное количество рабочих позиций. Традиционным способом заготовки отрезают ножницами от круглого прутка 19 на режущем устройстве 14 и затем перемещают посредством механизма 21 к последовательным рабочим позициям 16-18 синхронно возвратно-поступательному движению плунжера.
На фиг.2-5 показана заготовка после проведения разных этапов формообразования согласно изобретению. На фиг.2 показана первоначальная заготовка 26 после отрезки на режущем устройстве 14. Как правило, после отрезки на режущем устройстве 14 цилиндрическая заготовка 26 имеет неровные концы. Заготовку 26 загоняют в матрицу и подвергают штамповке на первой рабочей позиции 16, позволяющей отторцевать ее концы и таким образом улучшить качество готовой детали; на фиг.3A и 3B показана заготовка после проведения указанной операции.
На второй рабочей позиции 17 заготовку 26 согласно изобретению подвергают уникальному формообразованию на этапе поперечного или бокового выдавливания, сформированная заготовка показана на фиг.4A и 4B. Для получения иллюстративной детали заготовку 26 на указанной второй рабочей позиции 17 также подвергают обратному выдавливанию. На третьей рабочей позиции 18 завершается изготовление иллюстративной детали из заготовки посредством пробивки отверстия на участке заготовки, выполненном боковым выдавливанием, полученная деталь показана на фиг.5A и 5B.
Операции резки, торцевания и пробивки отверстия, а также инструментальная оснастка для выполнения указанных операций на режущем устройстве, первой и третьей рабочих позициях, являются, как правило, традиционными и не нуждаются в каком-либо дальнейшем объяснении для понимания изобретения.
На фиг.6 в увеличенном масштабе показана инструментальная оснастка, содержащая инструмент или матрицу 31 и инструмент или штамп в сборе 32 на второй рабочей позиции 17. Инструментальная оснастка 31, 32 показана в положении, при котором заготовка 26 поступила из первой рабочей позиции 16, где она была отторцована; на указанной второй рабочей позиции заготовка подвергается формообразованию, когда плунжер 12 достигает передней мертвой точки.
На фиг.7 более подробно показана инструментальная оснастка 31, 32 на второй рабочей позиции 17, причем плунжер 12 находится в передней мертвой точке; заготовка 26, полностью сформированная на данном этапе при проведении последовательных операций, показана на фиг.4A и 4B. Матрица 31, которая установлена на опоре штампа, обозначенной на фиг.7 ссылочной позицией 13, в иллюстративном варианте осуществления изобретения имеет гладкую поверхность 36, причем указанная поверхность матрицы, на которой заготовка 26 подвергается формообразованию, поперечна горизонтальной оси перемещения плунжера. Инструмент или штамп в сборе 32, установленный на плунжере 12, содержит вставку 37, имеющую внутреннюю полость 38 для формообразования заготовки 26, пуансон 39 и гильзу 41, которые заключены в корпус 42. Корпус 42 установлен подвижно и может ограниченно перемещаться относительно поршня 12 в держателе 43, закрепленном к плунжеру. Вставка 37 упруго смещается через опорный корпус 42 к матрице 31 посредством рычага 46, создающего высокое давление, например, описанного в патенте США 8,024,952. Рычаг 46, способный поворачиваться относительно поршня 12, увеличивает усилие, развиваемое пневматической пружиной 47, стационарно установленной на раме машины рядом с опорой 13 штампа. Пневматическая пружина 47 действует на рычаг 46, когда плунжер 12 подходит к передней мертвой точке.
Инструментальная оснастка на второй рабочей позиции 17 последовательно перемещается после поступления заготовки к указанной рабочей позиции (и одновременной передачи предшествующей заготовки к последующей рабочей позиции 18). После поступления заготовки 26 плунжер 12 продвигается к опоре 13 штампа, перенося сборку 32 инструментов, смещенную пружиной 47 и рычагом 46 таким образом, что инструменты направляются плунжером. Перед передней мертвой точкой поверхность вставки 37 сборки инструментов сцепляется с матрицей 31. Полость вставки 37 и матрица 31 определяют форму заготовки 26, которая будет получена на указанной рабочей позиции 17. Форма заготовки показана на фиг.4A и 4B. Большинство наружных поверхностей заготовки 26, сформированной на указанной рабочей позиции 17, определяется внутренними поверхностями полости 38 инструментальной вставки 37.
Полость 38 имеет цилиндрический канал 51, диаметр которого достаточно большой для вмещения заготовки 26, сформированный на первой рабочей позиции 16. Поверхность инструментальной вставки 37 сопрягается с матрицей 31, плотно прилегая к ровной поверхности матрицы. С одной стороны канала 51 имеется прямоугольное отверстие, граница которого частично сформирована поверхностью матрицы 31. Поверхности инструментальной вставки 37 и матрицы 31 плотно удерживаются вместе посредством рычага 46, создающего высокое давление для предотвращения выхода материала заготовки 26 по границе раздела указанных поверхностей, при этом плунжер 12 продвигается к опоре 13 штампа, вдавливая пуансон 39 в заготовку.
Первоначально перемещение пуансона 39 и гильзы 41 происходит синхронно с плунжером 12, заготовка 26 подвергается обратному выдавливанию и заполняет пространство 54 (фиг.6) позади ведущего конца пуансона и перед гильзой 41. Небольшие вентили (не показано) расположены продольно наружной поверхности гильзы 41 для выпуска воздуха и смазки, которые захвачены в этой области. После заполнения пространства 54 позади передней поверхности пуансона 39 материал заготовки выдавливается сбоку через канал 52, который ограничен вставкой 37 штампа и матрицей 31. Пространство 54 вокруг пуансона 39 заполняется материалом заготовки до начала бокового выдавливания, поскольку для указанного обратного выдавливания требуется меньшее давление на материал, чем при выдавливании через боковой или поперечный канал 52. Процесс выдавливания материала заготовки для формирования бокового выступающего участка или полки 56 продолжается до тех пор, пока плунжер 12 не достигает передней мертвой точки.
Предпочтительно, размер поперечного сечения канала 52 несколько меньше размера пространства 57, которое вмещает и, в общем, ограничивает выдавленный материал. Иначе говоря, размер вмещающего пространства 57 несколько увеличен, т.е. его поперечное сечение несколько больше поперечного сечения канала 52. Указанное увеличение размера вмещающего пространства обеспечивает уменьшение сопротивления течению материала заготовки через пространство 57. Конец вмещающего пространства или канала 57 может быть закрытым (если не считать соответствующего дренажа для воздуха и смазки) для формирования оконечности выступающего участка 56 или может быть открытым. Вмещающее пространство 57, главным образом, сформировано во вставке 37, но его часть сформирована матрицей 31.
Плунжер 12 перемещается назад; когда перемещение плунжера назад больше скользящего перемещения штампа 32, штамп в сборе, который установлен на плунжере 12, отходит от матрицы 31, освобождая заготовку 26 для передачи на третью позицию 18. В иллюстративной конструкции гильза 41 штампа в сборе может использоваться для поддержания заготовки 26 в рабочем положении на ровной поверхности матрицы 31 до перемещения при помощи механизма 21. На третьей позиции 18 может быть сформирован боковой выступающий участок 56 заготовки; на фиг.5A и 5B показана заготовка, в которой посредством штампа выполнено отверстие 58. На указанной третьей позиции 18 или на любой дополнительной рабочей позиции может быть выполнена другая обработка выступающего участка 56 заготовки и/или остальной части заготовки 26, например отделка, гибка, кручение, придание чашеобразной формы, формообразование.
Процесс выдавливания отличается от традиционного процесса высадки или сужения, при проведении которого материал заготовки вдавливается с получением экструдированного профиля и который заключается в том, что контактирующие, насаживающиеся, ограничивающие и формообразующие штамповые, а также пробойные инструменты целиком перемещаются последовательно приращению материала заготовки. В процессах высадки или сужения материал заготовки не перемещается вдоль ограничивающих поверхностей штампа и матрицы.
Технология бокового или поперечного выдавливания согласно изобретению, представленная предшествующим примером, обеспечивает множество преимуществ по сравнению с традиционными способами формообразованию. Деталь, полученная выдавливанием, как показано, может быть ограничена частью окружности заготовки, благодаря чему уменьшается или исключается необходимость в удалении материала заготовки, окончательная форма которой является ассиметричной или некруглой. Канал 52 может иметь размер, позволяющий получить на заготовке боковой выступающий участок 56 окончательной толщины или окончательного поперечного сечения. На одной рабочей позиции можно сформировать изделие или деталь с несколькими выступающими участками в разных местоположениях по окружности. Канал может распространяться вокруг оси исходной заготовки на 360°, что позволяет создать на детали полный обод или фланец. Поверхность матрицы может иметь конфигурацию, отличающуюся от ровной поверхности, описанной выше, благодаря чему обеспечивается образование канала для выдавливания материала и вмещающего пространства, аналогичного пространству 57, что позволяет при взаимодействии штампа в сборе и матрицы сформировать деталь с выдавленным выступающим участком, после чего деталь с выдавленным выступающим участком извлекается. В отличие от иллюстративной конструкции подпружиненный подвижный инструмент может быть установлен на опоре штампа или штамподержателе 13, а не на плунжере 12.
Очевидно, что в изобретение, которое описано с помощью примера, могут быть внесены различные изменения посредством введения дополнительных деталей, модификации или исключения деталей, не выходя за рамки объема изобретения. Таким образом, изобретение не ограничивается конкретными деталями описания и возможны отклонения от них в пределах сущности и объема изобретения, определенных в формуле изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМПОВАННАЯ ПРЕЦИЗИОННАЯ ПАТРОННАЯ ГИЛЬЗА | 2013 |
|
RU2732462C1 |
| ШТАМПОВАННАЯ ПРЕЦИЗИОННАЯ ПАТРОННАЯ ГИЛЬЗА | 2013 |
|
RU2607853C2 |
| СПОСОБ ШТАМПОВКИ СТЕРЖНЕВЫХ ДЕТАЛЕЙ С ГОЛОВКОЙ С РАДИАЛЬНЫМИ ОТРОСТКАМИ, ПУАНСОН ДЛЯ ПРЕДВАРИТЕЛЬНОГО ФОРМООБРАЗОВАНИЯ ОТРОСТКОВ СТЕРЖНЕВЫХ ДЕТАЛЕЙ И ПУАНСОН ДЛЯ ОКОНЧАТЕЛЬНОГО ФОРМООБРАЗОВАНИЯ ОТРОСТКОВ ГОЛОВКИ СТЕРЖНЕВЫХ ДЕТАЛЕЙ | 1992 |
|
RU2034677C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ ФАСОННЫХ ДЕТАЛЕЙ ИЗ ЛИСТОВОГО МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2018390C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ ЗАГОТОВКИ, ВЫПОЛНЕННОЙ ИЗ ТРУДНОДЕФОРМИРУЕМОГО МЕТАЛЛА ИЛИ СПЛАВА | 2014 |
|
RU2589965C2 |
| ШТАМП ДЛЯ ГОРЯЧЕЙ ШТАМПОВКИ КОЛЕНЧАТОГО ВАЛА | 2003 |
|
RU2241567C1 |
| Способ изготовления формовочного инструмента свободным выдавливанием | 1978 |
|
SU764822A1 |
| ГОРЯЧЕШТАМПОВОЧНЫЙ ПРЕСС ТРОЙНОГО ДЕЙСТВИЯ | 2009 |
|
RU2411102C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ТИПА ДИСКОВ, КОЛЕЦ, ФЛАНЦЕВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2232663C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВОК ГОРЯЧИМ ВЫДАВЛИВАНИЕМ НА ТРУБОПРОФИЛЬНЫХ ПРЕССАХ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2375134C2 |

Изобретение относится к обработке металлов давлением и может быть использовано при получении изделий в многопозиционной штамповочной машине последовательного действия. Машина содержит части в виде неподвижной опоры и плунжера, на которых установлены противолежащие инструменты. Инструменты при сопряжении образуют рабочую полость для заготовки и боковой канал для выдавливания. Во время заключительного периода перемещения плунжера до достижения передней мертвой точки один инструмент удерживают относительно другого посредством механизма удерживания. При этом обеспечивается неподвижность инструментов с фиксацией конфигурации бокового канала при противодействии силам давления, создаваемым в заготовке. Затем производят боковое выдавливание металла заготовки через боковой канал, при котором отводят один из инструментов относительно части машины, на которой он установлен. В результате обеспечивается возможность получения деталей различной формы при меньшем количестве рабочих позиций. 2 н. и 5 з.п. ф-лы, 7 ил.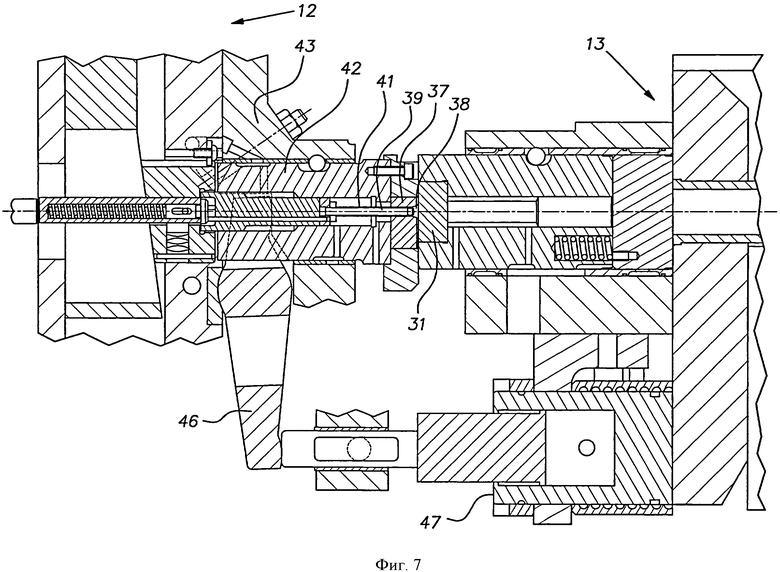
1. Способ формообразования изделия в многопозиционной штамповочной машине последовательного действия, включающий перемещение металлической заготовки на рабочую позицию штамповочной машины, содержащей части в виде неподвижной опоры штампа и выполненного с возможностью возвратно-поступательного движения относительно опоры штампа плунжера, на которых установлены противолежащие инструменты, образующие при сопряжении друг с другом рабочую полость для размещения заготовки и боковой канал для выдавливания металла заготовки, при этом один из инструментов снабжен механизмом его удерживания относительно противолежащего инструмента, штамповку заготовки при перемещении плунжера к опоре штампа с обеспечением во время заключительного периода перемещения плунжера до достижения передней мертвой точки удерживания указанного одного инструмента относительно противоположного инструмента посредством механизма удерживания с силой, обеспечивающей неподвижность указанных инструментов относительно друг друга с фиксацией конфигурации бокового канала при противодействии силам давления, создаваемым в заготовке, и боковое выдавливание металла заготовки через боковой канал с получением бокового выступающего участка, при котором производят отведение одного из инструментов относительно части штамповочной машины, на которой он установлен.
2. Способ по п. 1, в котором боковой канал имеет форму, соответствующую по меньшей мере частично требуемой форме изделия.
3. Способ по п. 1, в котором получают боковой выступающий участок заготовки, площадь поперечного сечения которого меньше площади поперечного сечения заготовки, поступившей на рабочую позицию, имеющую боковой канал.
4. Способ по п. 1, в котором инструменты, образующие боковой канал, расположены с образованием вмещающего пространства, имеющего форму бокового канала, и выполнены с обеспечением ограничения поперечно выступающего участка заготовки для получения изделия требуемой формы.
5. Способ по п. 4, в котором вмещающее пространство выполнено с размером поперечного сечения, превышающим размер поперечного сечения бокового канала.
6. Способ по п. 1, в котором заготовку с полученным боковым выступающим участком перемешают к последующей рабочей позиции многопозиционной штамповочной машины последовательного действия для ее обработки с необратимым изменением формы бокового выступающего участка.
7. Устройство для формообразования изделия в многопозиционной штамповочной машине последовательного действия, имеющей части в виде неподвижной опоры штампа и выполненного с возможностью возвратно-поступательного движения относительно опоры штампа плунжера, содержащее противолежащие инструменты, выполненные с возможностью установки на опоре штампа и на плунжере и образования при сопряжении друг с другом рабочей полости для размещения металлической заготовки и бокового канала для выдавливания металла заготовки, штампуемого в указанной рабочей полости с боковым выдавливанием через боковой канал, и выполненный в виде пружины механизм удерживания одного из инструментов, подвижно установленного на соответствующей части штамповочной машины, относительно противолежащего инструмента, при этом пружина выполнена с возможностью смещения указанного подвижно установленного инструмента к противолежащему инструменту, удерживания его с силой, обеспечивающей неподвижность указанных инструментов относительно друг друга с фиксацией конфигурации бокового канала до достижения плунжером при его движении передней мертвой точки и противодействия силам, стремящимся разделить инструменты в процессе бокового выдавливания металла заготовки через боковой канал.
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПОКОВОК С БОКОВЫМ ОТРОСТКОМ | 2007 |
|
RU2344898C2 |
| Способ поперечного выдавливания | 1978 |
|
SU742023A1 |
| Способ изготовления изделий типа стаканов с наружными боковыми выступами | 1979 |
|
SU1026923A1 |
| Колосоуборка | 1923 |
|
SU2009A1 |

