Настоящее изобретение относится к устройству для соединения деталей из легких металлов и сплавов, в частности алюминиевых деталей, включающих в себя сплавы алюминия и гибриды/композиты, содержащие легкие металлы и, в частности, алюминий. Устройство использует принцип непрерывной экструзии с возможностью добавления проволоки присадочного металла в канавку, разделяющую детали, подлежащие соединению, и деформации сдвига для удаления поверхностных оксидов в канавке.
Уровень техники
Обычные технологии для соединения металлических деталей возникли в результате адаптации технологий, изначально предназначенных для соединения черных металлов.
Соединение металлов в значительной мере было связано со сваркой плавлением, когда и основной металл, и возможный присадочный металл плавились с помощью электрической дуги, электронного луча или лазерного луча, позволяя металлу обеспечивать металлическую связь, которая должна быть достигнута в хвостовой части сварочной ванны во время кристаллизации. При сварке плавлением только часть подаваемой энергии идет на плавление и тем самым на связывание. Большая часть подаваемой энергии приводит к локальному нагреву основного металла и образование так называемой зоны термического влияния (в литературе обычно называемой как HAZ) около сварного шва. Эта зона создает проблему, поскольку результирующие микроструктурные изменения приводят к постоянной механической деградации основного металла. Таким образом, свойства зоны сварки становятся ограничивающим фактором при инженерном проектировании и на практике определяют способность детали выдерживать нагрузку. Кроме того, подаваемая избыточная энергия (т.е. теплота) приводит к высоким остаточным напряжениям в области сварки, а также к общим деформациям и искривлениям. Эти проблемы являются более значительными при сварке алюминия, чем при сварке стали, поскольку возможности принятия необходимых мер предосторожности, например за счет модификации микроструктуры зоны термического влияния посредством подбора химической композиции основного металла, являются более сложными в первом случае.
Обычно использование более эффективных процессов сварки, наподобие лазерной сварки и сварки электронным лучом, обеспечивает более узкую зону термического влияния, что в этом отношении представляет значительное улучшение. Однако эти технологии вносят другие проблемы, связанные со стойкостью к образованию горячих трещин и образованием пор в зоне плавления. При этом они обладают недостатками в части более дорогостоящего и менее универсального оборудования. Кроме того, требования к допускам являются намного более строгими из-за того, что присадочный металл обычно не добавляется.
Ранее были предприняты некоторые попытки для развития альтернативных технологий для соединения легких металлов, из которых сварка трением или вариант, известный как сварка трением с перемешиванием (friction stir welding - FSW), возможно является наиболее известной. При сварке трением с перемешиванием две пластины, подлежащие соединению вместе, прижимаются крепко друг к другу, при этом вращающийся инструмент перемещается вдоль границы (кромки) между ними, удаляя оксидный слой, который - по меньшей мере для алюминия - всегда будет присутствовать на поверхности. Даже если возникает значительный фрикционный нагрев на поверхности контакта между вращающимся инструментом и основными алюминиевыми пластинами, подаваемая энергия и, тем самым, создаваемое тепло являются меньше, чем при сварке плавлением, так что основной металл около шва не будет плавиться и достигать жидкого состояния. Таким образом, сварка трением с перемешиванием является примером технологии соединения в твердом состоянии, которая представляет собой улучшение по сравнению со сваркой плавлением, поскольку некоторые из общих проблем благодаря этому уменьшены, а именно развитие высоких остаточных напряжений и горячих трещин, образование пор и низкая коррозионная стойкость. С другой стороны, эта новая технология обременена некоторыми недостатками, при этом один связан с требованием, чтобы поверхности, подлежащие соединению, должны были бы быть точно сопоставлены друг с другом, поскольку нет возможности использования присадочного металла. Другой недостаток состоит в том, что детали, подлежащие соединению, должны быть прижаты друг к другу со значительным усилием, что означает, что способ требует тяжелого и жесткого оборудования. Наконец, даже этот тип сварки трением приводит к образованию широкой зоны термического влияния, в которой результирующие микроструктурные изменения приводят к постоянному умягчению дисперсно-упрочненного металла.
Среди других способов соединительной пайки следует упомянуть клепку и адгезионное связывание. Один или несколько из этих способов могут быть целесообразными для некоторых областей применения, но обычно они обеспечивают низкую надежность по разрушению и, следовательно, не являются реальными альтернативами сварке по несущей способности или грузоподъемности конструкций.
В WO 03/043775 описан конкретный способ для соединения деталей из легких металлов, например алюминия. Способ основан на принципе непрерывной экструзии, и целью является снижение или устранение недостатков избыточного нагрева, связанного со способом сварки трением с перемешиванием и другими способами предшествующего уровня техники. В WO 03/043775 также было принципиально описано соответствующее устройство. Хотя способ выглядит перспективным, устройство не разработано до уровня, позволяющего осуществить промышленное использование способа.
Таким образом, имеется необходимость в устройстве, которое можно использовать в индустриальном масштабе для соединения алюминиевых деталей и других деталей из легких металлов, основанного на экструзии.
Целью настоящего изобретения является создание устройства для соединения в индустриальном масштабе деталей из легких металлов, основанного на принципе экструзии, таким образом, устраняющее недостаток избыточного нагрева с тем, чтобы высокие остаточные напряжения, деформации, горячие трещины или экстраординарные проблемы коррозии, образование пор и низкая коррозионная стойкость не представляли большую проблему.
Наконец, целью является создание устройства для соединения в индустриальном масштабе деталей из легких металлов, которое является простым, недорогостоящим, надежным и прочным (которое может быть увеличено или уменьшено) и которое может быть роботизировано.
Сущность изобретения
Настоящее изобретение относится к устройству, характеризующемуся признаками, изложенными в пункте 1 формулы изобретения. Предпочтительные варианты осуществления настоящего изобретения раскрыты в зависимых пунктах формулы изобретения.
Устройство содержит специально выполненную экструзионную головку, которая составляет основу настоящего изобретения. Кроме того, устройство содержит электродвигатель и привод для шпинделя, оно также содержит удерживающее устройство и подающий механизм для проволоки, подлежащей экструдированию. Эти детали могут иметь любую форму, известную в уровне техники, и поэтому далее не описываются в этом документе.
Термин "легкий металл", как используется в данном описании, должен интерпретироваться как включающий сплавы легких металлов и, в частности, как алюминий и его сплавы.
Требуемая температура связывания достигается за счет использования тепла, которое выделяется при деформации и трении, при необходимости в комбинации с локальным нагревом, например, в виде электрического резистивного нагрева (или нагрева с помощью лазерного луча).
При использовании устройства согласно настоящему изобретению проволока из присадочного металла добавляется в соединение (канавку) между деталями, подлежащими соединению. Не требуется прикладывания большого усилия к деталям, что позволяет устройству быть выполненным компактно и просто и, если требуется, пригодным для переноски или для роботизированного использования.
Проволока из присадочного металла (исключая алюминий) пластифицируется посредством экструзионного процесса и может легко проходить через фильеру и заполнять канавку, в которую она направляется. Поскольку присадка с размером, определяемым каналом фильеры, входит в несколько более узкую канавку, будет возникать деформация сдвига и удаляться оксидный слой деталей, подлежащих соединению, таким образом обеспечивая непосредственный контакт и металлическую связь между атомами деталей, подлежащих соединению, и проволокой присадочного металла. Следовательно, без избыточного нагрева деталей и обусловленных им недостатков образуется соединение, подобное сварному. Даже когда применяется локальный нагрев к присадочному металлу, выходящему из канала фильеры, нагрев деталей, подлежащих соединению, является незначительным.
Далее настоящее изобретение будет дополнительно описано в форме неограничивающего варианта осуществления со ссылкой на чертежи, в которых:
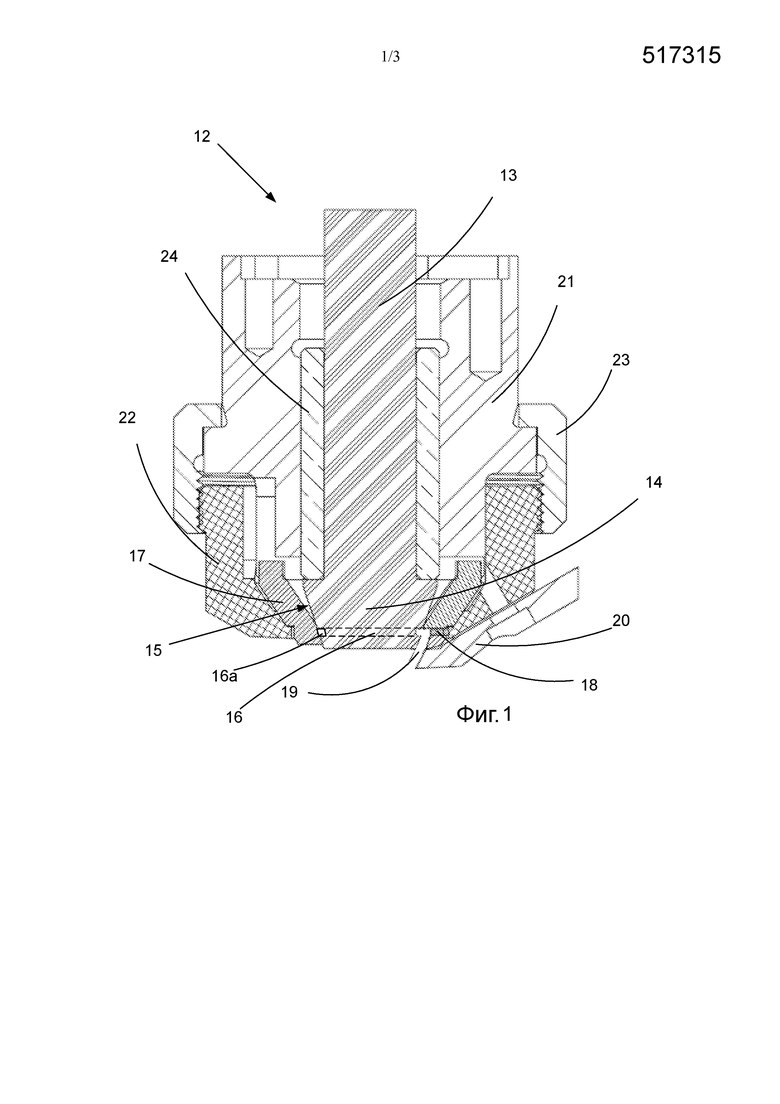
фиг. 1 представляет собой вид сбоку в разрезе согласно варианту осуществления экструзионной головки в соответствии с настоящим изобретением.
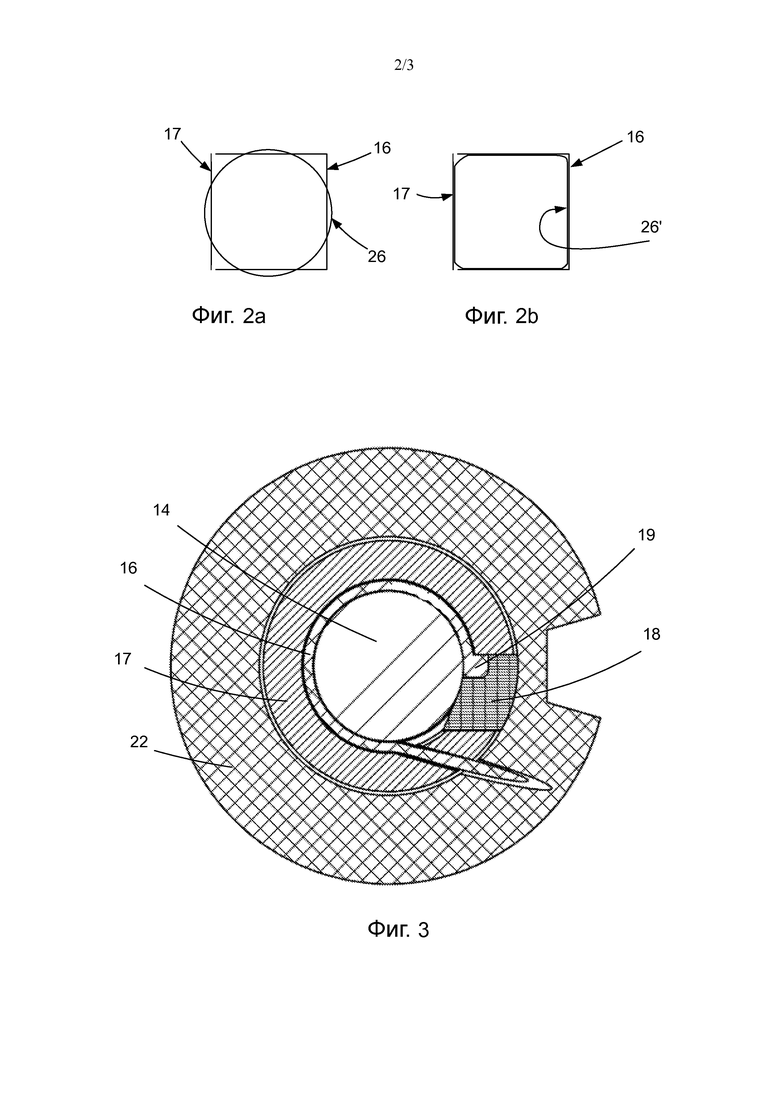
Фиг. 2а и 2b представляют собой схематичные чертежи сечения экструзионной камеры и проволоки присадочного металла перед и во время экструзии соответственно.
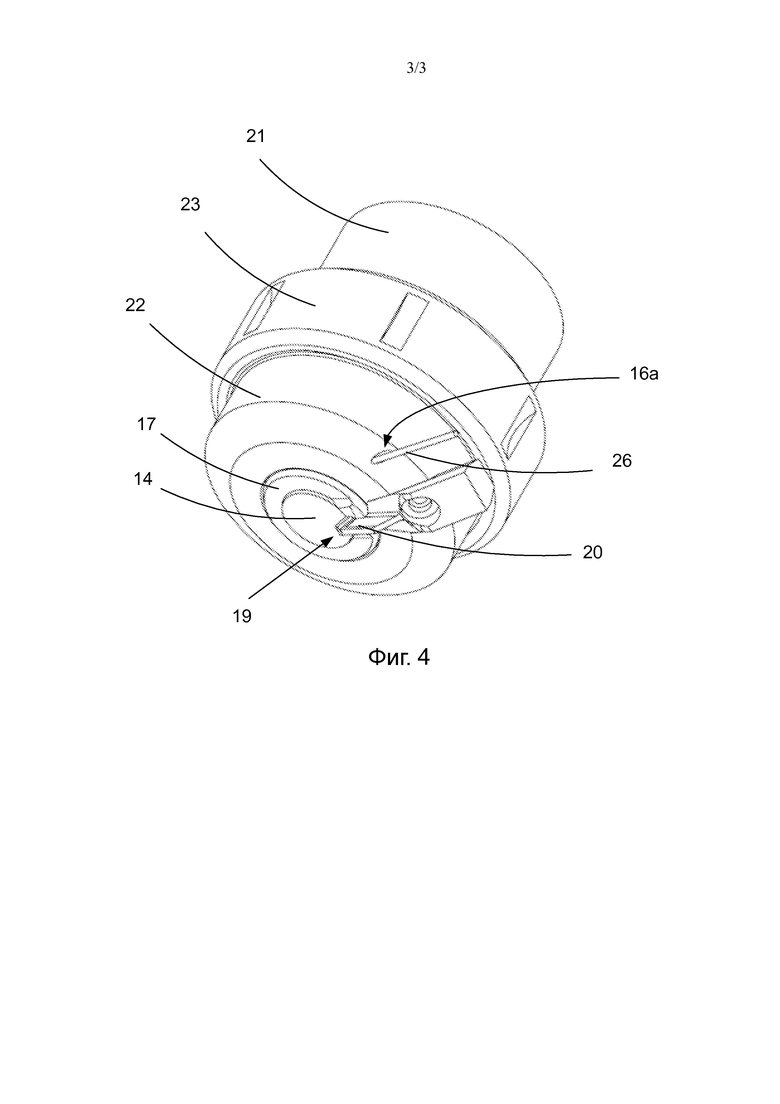
Фиг. 3 представляет собой вид с торца в разрезе экструзионной головки согласно фиг. 1.
Фиг. 4 представляет собой вид в перспективе экструзионной головки согласно настоящему изобретению.
Фиг. 1 изображает экструзионную головку 12, в которой вращающийся приводной шпиндель 13 является основным элементом. На его нижнем конце приводной шпиндель 13 продолжается до головки 14 приводного шпинделя, имеющей гладкую внешнюю поверхность 15, при этом поверхность обычно является усеченной конической, но также может быть цилиндрической. По окружности головки приводного шпинделя выполнена посредством механической обработки канавка в 360 градусов, образующая части экструзионной камеры 16, как объяснено более подробно ниже. В зависимости от положения точки 16а ввода для проволоки присадочного металла фактическая экструзионная камера может обычно продолжаться на 180 градусов или более вокруг периферии поверхности 15 головки 14 приводного шпинделя, более типично около 270 градусов, и начинается в точке 16а ввода и оканчивается в канале 19 фильеры. Таким образом, экструзионная камера 16 имеет общую форму дуги окружности, а не полной окружности, как лучше показано на фиг. 3.
Ограничение экструзионной камеры 16 выполнено эффективно посредством отдельного опорного элемента 18, размещаемого в канавке, смежной с каналом 19 фильеры, и предпочтительно удерживаемого надежно на месте во время операции способом, который будет описан ниже. Функция опорного элемента 18 состоит в отклонении пластифицированной металлической проволоки, протягиваемой через экструзионную камеру, от кругового перемещения и наружу через канал 19. Необходимо, чтобы имело место увеличение давления перед опорным элементом, что обеспечивает пластификацию металлической проволоки и облегчает выход из экструзионной головки через канал 19 фильеры.
Радиально снаружи от экструзионной камеры 16 размещен стационарный металлический башмак 17, выполненный с возможностью ограничения экструзионной камеры радиально наружу. Поверхность металлического башмака 17, обращенная к поверхности 15 головки 14 приводного шпинделя, размещена под углом, который соответствует наклону поверхности 15 в области вокруг экструзионной камеры 16, с возможностью образования по существу плотной посадки. Однако в вышеупомянутой области предпочтительно, что угол наклона металлического башмака 17 отклоняется от угла наклона головки приводного шпинделя для того, чтобы избежать большей поверхности контакта между двумя поверхностями, чем необходимо, что будет нежелательно увеличивать трение между двумя поверхностями. Таким образом, предпочтительно, что стационарный металлический башмак 17, окружающий головку 14 приводного шпинделя, имеет внутреннюю поверхность, таким образом согласованную с усеченной конической или цилиндрической поверхностью головки 14 приводного шпинделя, чтобы она плотно контактировала с поверхностью головки 14 приводного шпинделя в ограниченной области с обеих сторон экструзионной камеры 16.
Металлический башмак может быть выполнен с опорным элементом, как его цельной частью, однако износ опорного элемента является значительным и, следовательно, более удобно иметь опорный элемент 18 как отдельный, заменяемый элемент. Металл стационарного металлического башмака 17 предпочтительно представляет собой закаленную легированную сталь.
Наиболее предпочтительно, хотя не является необходимым, чтобы экструзионная головка была снабжена средством для локального нагревания канала 19 фильеры, таким образом, для снижения давления системы и, тем самым, износа деталей. Такое средство для локального нагревания может иметь форму электрического резистивного нагревания, предпочтительно выполненное таким образом, чтобы металл, выходящий из канала фильеры, был частью электрического контура. Другое средство для локального нагревания может иметь вид индукционного нагрева (или даже лазерного локального нагрева).
Далее описаны функциональные части экструзионной головки. Для практических целей и в целях безопасности экструзионная головка защищена корпусом, который частично служит для удерживания частей вместе, частично предохраняет важные детали от загрязнения и повреждения и, в частности защищает персонал от несчастных случаев. Корпус может содержать кольцеобразный корпус 21 шпинделя, окружающий вращающийся приводной шпиндель, и кольцеобразный корпус 22 головки шпинделя, окружающий головку 14 приводного шпинделя, и металлический башмак 17, при этом корпус 21 шпинделя и корпус 22 головки шпинделя прочно скреплены с помощью резьбовой гайки 23. Предпочтительно, что опорный подшипник 24, например латунный подшипник, размещен между приводным шпинделем 13 и корпусом 21 шпинделя для обеспечения низкого трения и высокой жесткости экструзионной головки.
Следует отметить, что термины "верхний" и "нижний", как используется в данном документе, приводятся только в отношении чертежей, поскольку ориентация экструзионной головки может изменяться, хотя экструзионная головка обычно будет размещена таким образом для использования, чтобы она была размещена по существу вертикально, для практических целей предпочтительно размещение под углом в несколько градусов от вертикального положения для того, чтобы только отверстие канала фильеры приходило в контакт с деталями, подлежащими соединению, обычно размещаемыми в горизонтальной плоскости под экструзионной головкой.
Фиг. 2а изображает обычное и по существу квадратное сечение экструзионной камеры 16, где три стенки образованы посредством головки 14 приводного шпинделя, при этом четвертая стенка образована посредством металлического башмака 17. Проволока 26 присадочного металла, также показанная на фиг. 2а, имеет по существу круглое сечение и диаметр, который несколько больше, чем линейный размер экструзионной камеры. Фиг. 2а изображает сечение перед тем, как проволока введена в экструзионную камеру.
При введении в экструзионную камеру металлическая проволока сжимается стенками экструзионной камеры 16 таким образом, чтобы она достигла формы сечения, которая является почти квадратной, как показано на фиг. 2b. Диаметр проволоки присадочного металла выбирается таким образом, чтобы площадь сечения была несколько меньше для металлической проволоки 26, чем общая площадь экструзионной камеры 16, поэтому будет меньше открытых пустот в углах экструзионной камеры 16. Согласование диаметра проволоки присадочного металла и размера экструзионной камеры является важным практическим параметром, который может быть определен эмпирически. С одной стороны, важно, чтобы размер проволоки присадочного металла был достаточно большим для обеспечения хорошего сжатия, с другой стороны, он не должен быть настолько большим, что проволока не могла войти в экструзионную камеру. Как характеристика размера, если диаметр металлической проволоки 26 является на 7% больше, чем линейный размер квадратной экструзионной камеры, площадь сечения последней является на 10% больше, чем площадь сечения проволоки 26.
Когда проволока удерживается и вытягивается посредством силы трения с помощью стенок экструзионной камеры 16, она окружена тремя стенками, которые тянут в направлении перемещения, при этом также сжимается одной стационарной стенкой, а именно металлическим башмаком 17, который прикладывает силу трения, стремящуюся к замедлению или противодействию перемещению. Эта последняя сила трения, хотя недостаточна для остановки перемещения проволоки, обеспечивает ее нагревание и придает пластичность. Таким образом, имеет место более или менее непрерывное увеличение пластичности металлической проволоки 26 от ее входа 16а в экструзионную камеру и до канала 19 фильеры.
На практике сочленение металлического башмака 17 и внешней боковой стороны головки 14 приводного шпинделя выполняется так, чтобы допускалась незначительная "утечка" пластифицированного легкого металла из экструзионной камеры 16, при этом пластифицированный легкий металл функционирует как смазка между взаимно перемещающимися головкой 14 шпинделя и металлическим башмаком 17.
Выбор присадочного металла и состава сплава всегда выполняется таким образом, чтобы их свойства соответствовали свойствам металлических деталей, подлежащих соединению.
Фиг. 3 представляет собой вид с торца в разрезе экструзионной головки согласно фиг. 1. На фиг. 3 нижний конец головки 14 приводного шпинделя является видимым, как также опорная экструзионная камера 16, металлический башмак 17, опорный элемент 18, канал 19 фильеры и корпус 22 головки шпинделя.
Фиг. 4 представляет собой вид в перспективе головки приводного шпинделя, при этом основными видимыми элементами опять являются головка 14 приводного шпинделя, вход 16а в экструзионную камеру, металлический башмак 17, верхний 21 и нижний корпус 22 шпинделя, гайка 23 и проволока 26 металла, подлежащая пластификации и используемая как присадочный металл для соединения. Как видно с помощью фиг. 4, стационарный металлический башмак 17 размещен на свободной, круглой и по существу плоской стороне головки 14 приводного шпинделя.
Присадочный металл может, по желанию, также содержать разные металлы и элементы для улучшения механических и электрических свойств. Обычно присадочный металл, подлежащий использованию, должен соответствовать основному металлу и может быть подобран в соответствии с этим для оптимизации свойств, подобных экструдируемости, придает прочность на растяжение, ударную прочность, пластичность, сопротивление усталости и устойчивость к коррозии во время или после операции соединения. Таким образом, присадочный металл может изначально содержать различные элементы или фазы, которые известны из практики экструзии и промышленной термической обработки, например для подавления рекристаллизации и ускорения образования осадка, тем самым обеспечивая дополнительную прочность после естественного или искусственного старения. За исключением таких минимальных отклонений, химическая композиция должна быть настолько близкой, насколько возможно к композиции основного металла для достижения желательных коррозионных свойств.
Способ согласно настоящему изобретению преимущественно предназначен для соединения всех типов листа, труб и профилей, которые могут быть соединены с помощью обычных процессов и способов сварки, и во всех положениях. Преимущественно он может применяться для точечной сварки листов (также в комбинации с адгезионным связыванием) в качестве альтернативы электрической контактной сварке сопротивлением, заклепочному соединению или другой форме механического соединения. Другой аспект состоит в том, что способ может быть осуществлен с помощью компактного, легковесного и недорогого оборудования.
Изобретение относится к области устройств для соединения деталей из легких металлов, например алюминия. В устройстве используется принцип непрерывной экструзии с возможностью добавления проволоки присадочного металла в канавку, разделяющую детали, подлежащие присоединению. Устройство содержит вращающийся приводной шпиндель (13) с головкой (14) на его конце. На верхней поверхности (15) головки (14) приводного шпинделя выполнена канавка в форме дуги, образующая экструзионную камеру (16), которая ограничена радиально снаружи посредством стационарного кольцеобразного металлического башмака (17), окружающего головку (14) приводного шпинделя, и опорным элементом (18) для возможности отклонения проволоки присадочного металла от ее кругового перемещения в экструзионной камере (16) через канал (19) подачи. 13 з.п. ф-лы, 4 ил.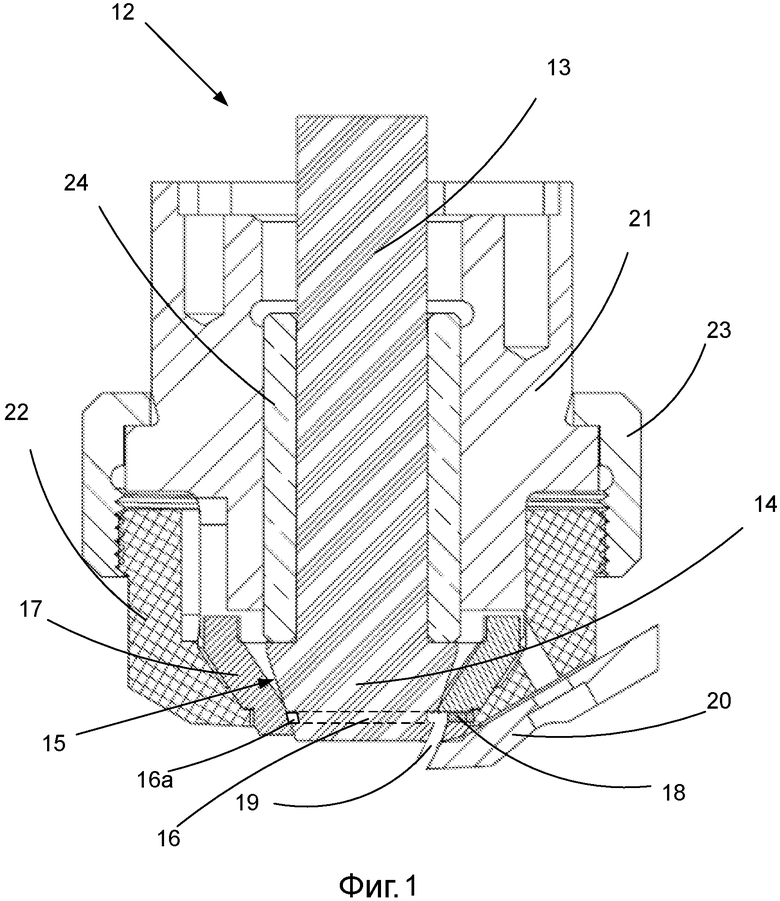
1. Устройство для соединения деталей из легких металлов путем непрерывной экструзии с добавлением присадочного металла в канавку, разделяющую упомянутые детали, содержащее вращающийся приводной шпиндель (13) с головкой (14) шпинделя на его конце, отличающееся тем, что оно снабжено стационарным кольцеобразным металлическим башмаком (17), установленным вокруг головки (14) шпинделя, и опорным элементом (18), выполненным встроенным или съемным, при этом на внешней поверхности (15) головки (14) шпинделя посредством механической обработки выполнена канавка в виде дуги окружности с образованием экструзионной камеры (16), ограниченной упомянутым опорным элементом (18) и радиально снаружи упомянутым башмаком (17), а упомянутый опорный элемент (18) установлен с возможностью обеспечения отклонения подачи присадочного металла в виде проволоки (26) от кругового перемещения в экструзионной камере (16) наружу через выходной канал (19) для подачи упомянутой проволоки к соединяемым деталям.
2. Устройство по п. 1, отличающееся тем, что выходной канал (19) для подачи проволоки (26) присадочного металла к соединяемым деталям образован упомянутыми головкой (14) шпинделя, башмаком (17) и опорным элементом (18).
3. Устройство по п. 1, отличающееся тем, что упомянутая головка (14) шпинделя выполнена с поверхностью в форме усеченного конуса или цилиндра.
4. Устройство по п. 1, отличающееся тем, что внутренняя поверхность упомянутого башмака (17) выполнена соответствующей поверхности упомянутой головки (14) шпинделя с возможностью плотного контакта с ней в ограниченной области с обеих сторон экструзионной камеры (16).
5. Устройство по п. 1, отличающееся тем, что оно снабжено средством (20) для локального нагрева проволоки (26) присадочного металла, выходящей из упомянутого канала (19), и деталей, подлежащих соединению.
6. Устройство по п. 5, отличающееся тем, что средство (20) для локального нагрева выполнено в виде средства для электрического нагрева сопротивлением или индукционного нагрева с возможностью нагрева деталей, подлежащих соединению, и проволоки (26), выходящей из упомянутого канала (19), до заданной температуры.
7. Устройство по п. 1, отличающееся тем, что упомянутый шпиндель (13) снабжен кольцеобразным корпусом (21) шпинделя, выполненным с возможностью прикрепления одним концом к упомянутому башмаку (17).
8. Устройство по п. 7, отличающееся тем, что оно снабжено опорным подшипником (24), установленным между упомянутыми шпинделем (13) и корпусом (21) шпинделя.
9. Устройство по п. 1, отличающееся тем, что ширина упомянутой канавки, образующей экструзионную камеру (16), соответствует диаметру проволоки (26) присадочного металла, подлежащего экструдированию.
10. Устройство по п. 1, отличающееся тем, что ширина и глубина упомянутой канавки, образующей экструзионную камеру (16), меньше, чем диаметр проволоки (26) присадочного металла, при этом площадь сечения упомянутой канавки превышает площадь сечения проволоки (26) присадочного металла.
11. Устройство по п. 1, отличающееся тем, что упомянутый башмак (17) выполнен из закаленной легированной стали.
12. Устройство по п. 1, отличающееся тем, что опорный элемент (18) установлен в пазу упомянутого башмака (17) с возможностью доступа к его свободному концу для удаления и замены опорного элемента.
13. Устройство по п. 1, отличающееся тем, что опорный элемент (18) выполнен в виде составной части упомянутого башмака (17).
14. Устройство по любому из пп. 1-13, отличающееся тем, что оно предназначено для соединения деталей из алюминия.
| WO 03043775 A1, 30.05.2003 | |||
| Устройство для осуществления способа холодной сварки | 1981 |
|
SU1049218A2 |
| Способ изготовления листовых конструкций из алюминиевых сплавов | 1990 |
|
SU1757823A1 |
| WO 9615867 A1, 30.05.1996 | |||
| ПНЕВМАТИЧЕСКИЙ СЕПАРИРУЮЩИЙ ЛОТОК | 1999 |
|
RU2149714C1 |

