Воплощения раскрытого в данном описании объекта изобретения в общем относятся к защите от износа.
Уровень техники
В различных устройствах, в которых детали соприкасаются, может происходить износ. Износ обычно является нежелательным, поскольку он может снижать срок службы оборудования, увеличивать простой оборудования для устранения повреждений и стоимость. Одним из примеров устройства, в котором детали изнашиваются, является газовая турбина. Для выпуска горячих газообразных продуктов сгорания на первую ступень турбины в газовой турбине используют камеры сгорания. Каждая камера сгорания, применяемая в устройстве, обычно включает систему инжекции топлива, с одним или более соплами для подачи топлива, и пространство горения. Обычное пространство горения может включать жаровую трубу, переходную деталь, которая расположена между пространством горения и первой ступенью турбины и соединена с ними, а также кожух для потока воздуха. Между жаровой трубой и кожухом образуется проход, который позволяет вводить по меньшей мере часть выпускаемого из компрессора воздуха в жаровую трубу для смешивания с топливом, которое впрыскивают в устройство через сопла для топлива, а также с целью охлаждения. Дополнительно, переходная деталь направляет и поставляет горячие газообразные продукты сгорания на первую ступень турбины для получения энергии и расширения.
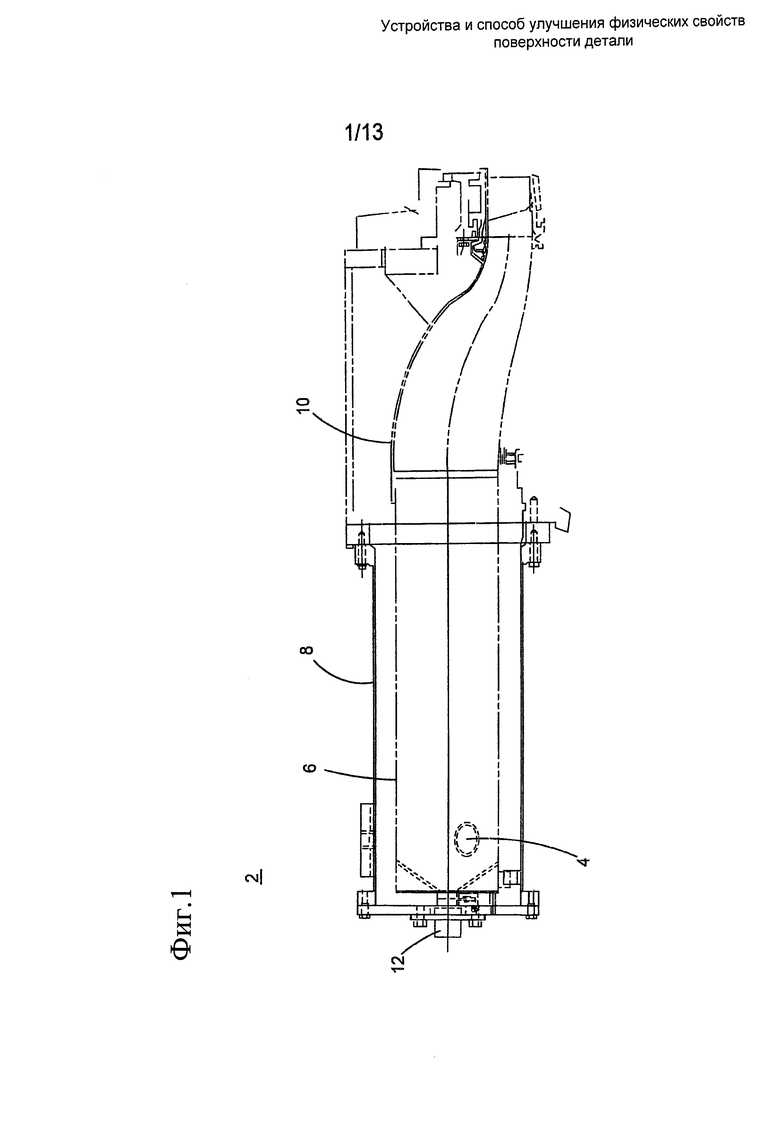
Более конкретно, камера сгорания и связанная с ней переходная деталь описаны в связи с Фиг.1. Камера 2 сгорания, используемая в газовой турбине, имеет пространство 4 горения, которое находится внутри жаровой трубы 6, которая может быть цилиндрической по форме. Топливо поступает в пространство 4 горения через сопло (сопла) 12. Жаровая труба 6 окружена, по существу, цилиндрическим кожухом 8. Однако между жаровой трубой 6 и цилиндрическим кожухом 8 существует радиальный зазор, который действует как проход для потока воздуха, чтобы вводить воздух в пространство 4 горения и смешивать его с топливом, вводимым через сопло 12 для топлива. Переходная деталь 10 соединяет жаровую трубу 6 с первой ступенью турбины (не показана).
При работе некоторые детали камеры сгорания подвергаются износу, вызванному, например, вибрацией установки. Этот износ приводит к необходимости обслуживания и значительным затратам, связанным с простоем для обслуживания и заменой деталей. В то время как детали камеры сгорания газовой турбины используют в качестве примера, другие детали, применяемые в других типах механического оборудования, также могут подвергаться износу. Одним из потенциально возможных способов снижения износа деталей является напыление износостойкого покрытия на поверхности этих деталей. Процесс напыления покрытий проводят с помощью распылительного сопла, расположенного под углом примерно 90° к желаемой поверхности напыления. Некоторые особенности геометрии деталей, на которые следует нанести покрытия, например углы и различные искривления, не всегда позволяют получить необходимый угол (между распылительным соплом для нанесения покрытия и поверхностью детали), что может привести к нанесению тонкого покрытия или, возможно, вообще к отсутствию покрытия.
Соответственно, являются желательными устройства и способы снижения износа, увеличивающие срок службы деталей и снижающие стоимость.
Краткое описание изобретения
В соответствии с примером воплощения данного изобретения имеется устройство для нанесения на поверхность детали износостойкого покрытия, которое представляет собой покрытие из карбида вольфрама (WC). Устройство включает: зеркальную деталь, выполненную с возможностью ее удаления, где зеркальная деталь имеет по меньшей мере одну поверхность с покрытием, которая зеркально отображает по меньшей мере одну поверхность детали, предназначенной для нанесения на ее поверхность покрытия, при этом устройство выполнено с возможностью переноса покрытия с поверхности зеркальной детали на по меньшей мере одну указанную поверхность детали посредством горячего изостатического прессования (ГИП).
В соответствии с другим примером воплощения имеется способ нанесения на поверхность детали износостойкого покрытия, которое представляет собой покрытие из карбида вольфрама (WC). Способ включает: нанесение покрытия по меньшей мере на одну поверхность зеркальной детали; перенос покрытия с зеркальной детали на деталь посредством горячего изостатического прессования (ГИП), при этом зеркальная деталь зеркально отображает по меньшей мере одну поверхность детали, и удаление зеркальной детали.
В соответствии с еще одним примером воплощения данного изобретения, имеется устройство для нанесения на поверхность детали износостойкого покрытия, которое представляет собой покрытие из карбида вольфрама (WC). Устройство включает: зеркальную деталь, выполненную с возможностью ее удаления и установленную с обеспечением заданного зазора между зеркальной деталью и деталью, предназначенной для нанесения на нее покрытия, при этом зеркальная деталь имеет по меньшей мере одну поверхность, которая является зеркальным отображением по меньшей мере одной поверхности детали, и порошок материала покрытия, размещенный в зазоре, образованном зеркальной деталью и деталью, при этом устройство выполнено с возможностью нанесения порошка материала покрытия по меньшей мере на одну поверхность детали посредством горячего изостатического прессования.
Краткое описание чертежей
Сопровождающие чертежи иллюстрируют примеры воплощения данного изобретения, где:
Фиг. 1 описывает традиционную камеру сгорания и переходную деталь;
Фиг. 2 изображает две находящиеся в контакте детали по примерам воплощения данного изобретения;
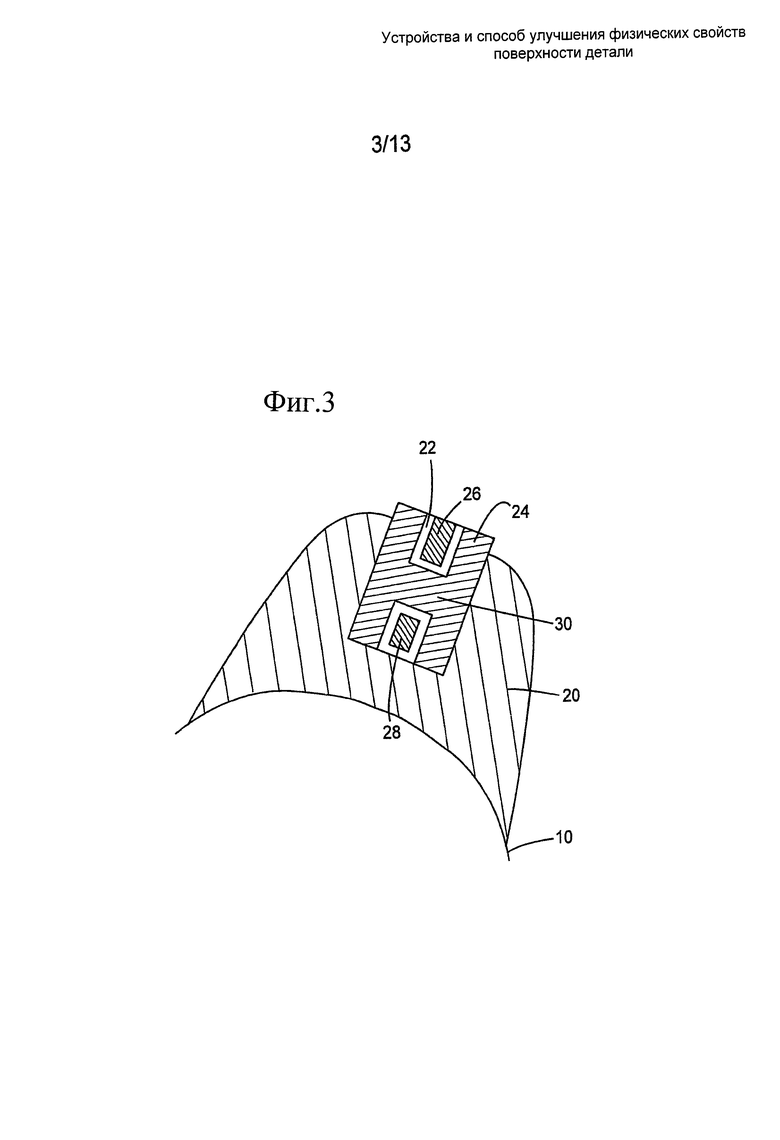
Фиг. 3 иллюстрирует Н-образный блок, присоединенный к фланцу, согласно примерам воплощения данного изобретения;
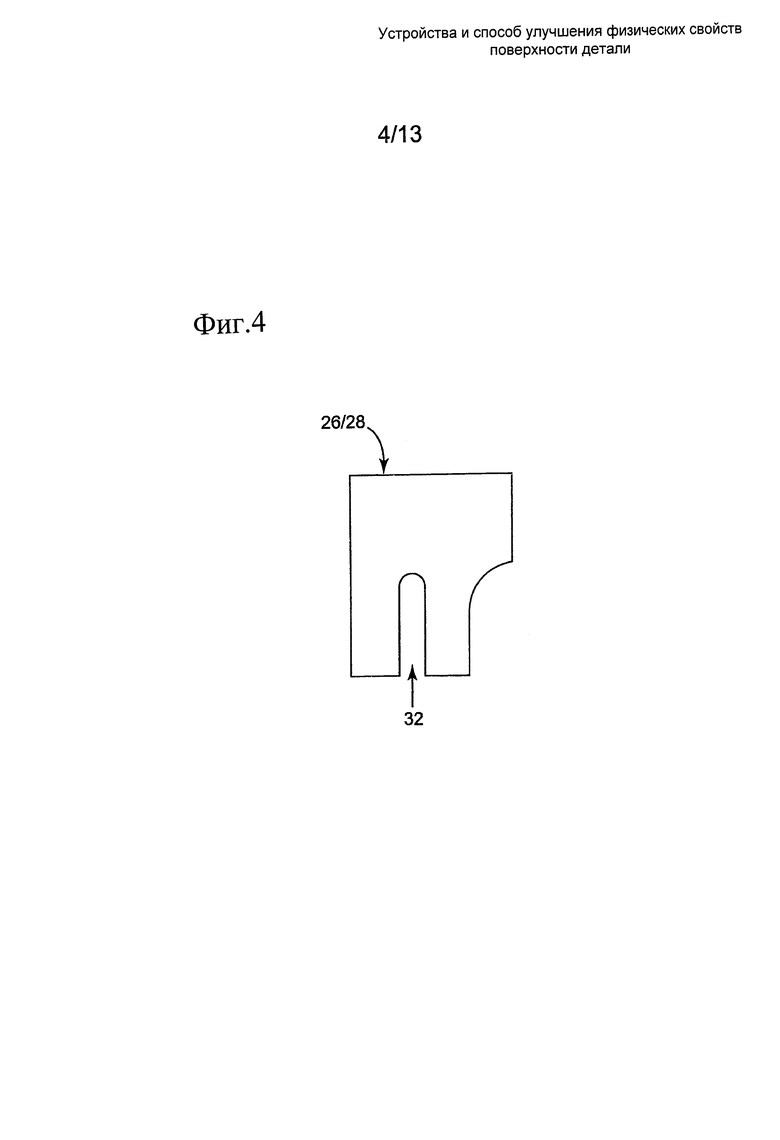
Фиг. 4 иллюстрирует вилку по примерам воплощения данного изобретения;
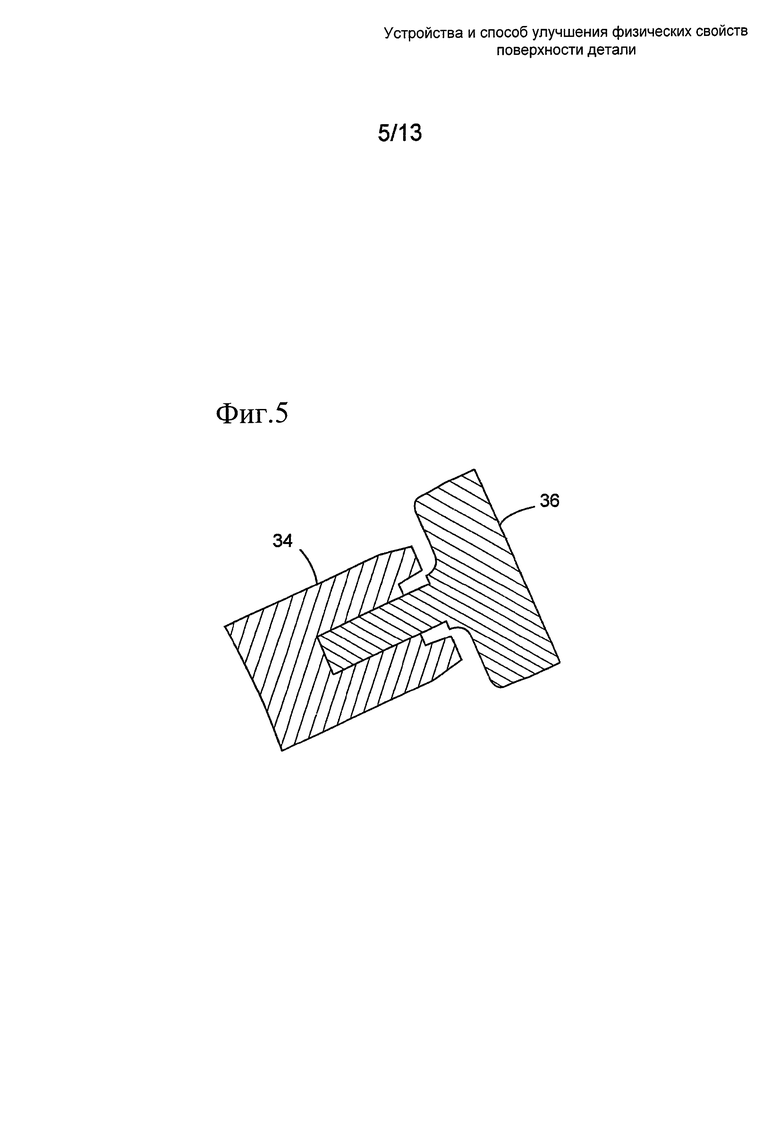
Фиг. 5 изображает ограничитель жаровой трубы и зеркально отображающую его деталь по примеру воплощения данного изобретения;
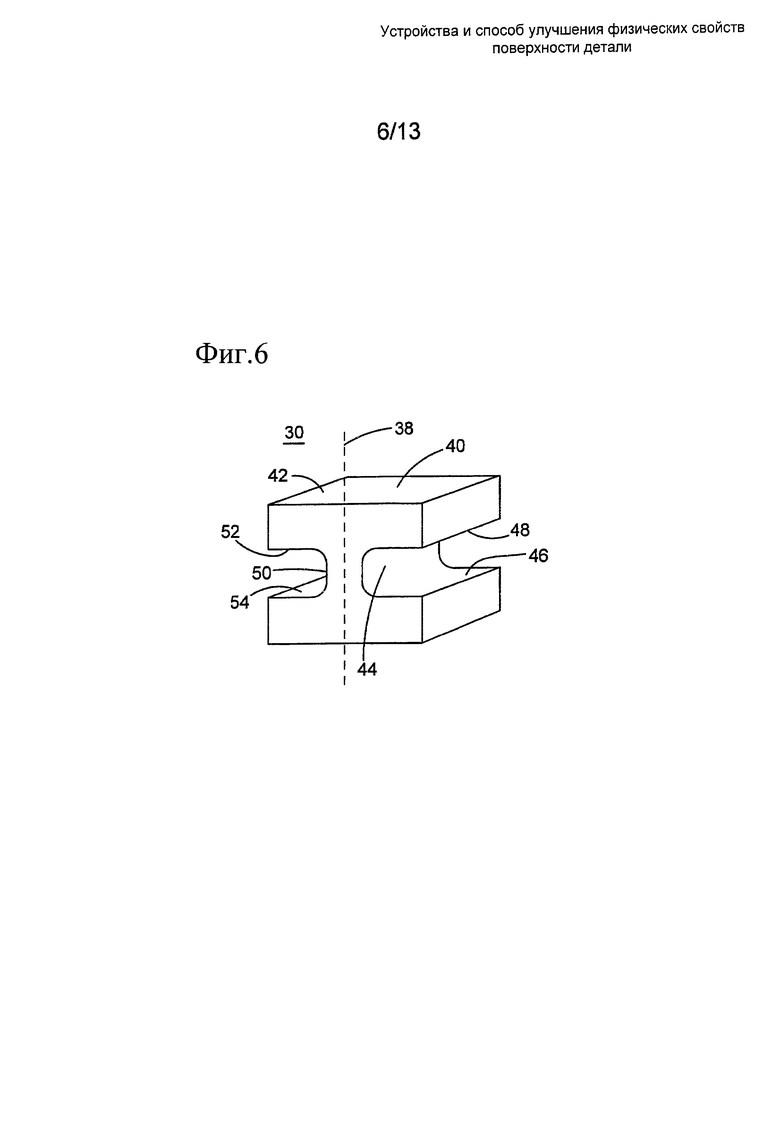
Фиг. 6 иллюстрирует Н-образный блок по примерам воплощения данного изобретения;
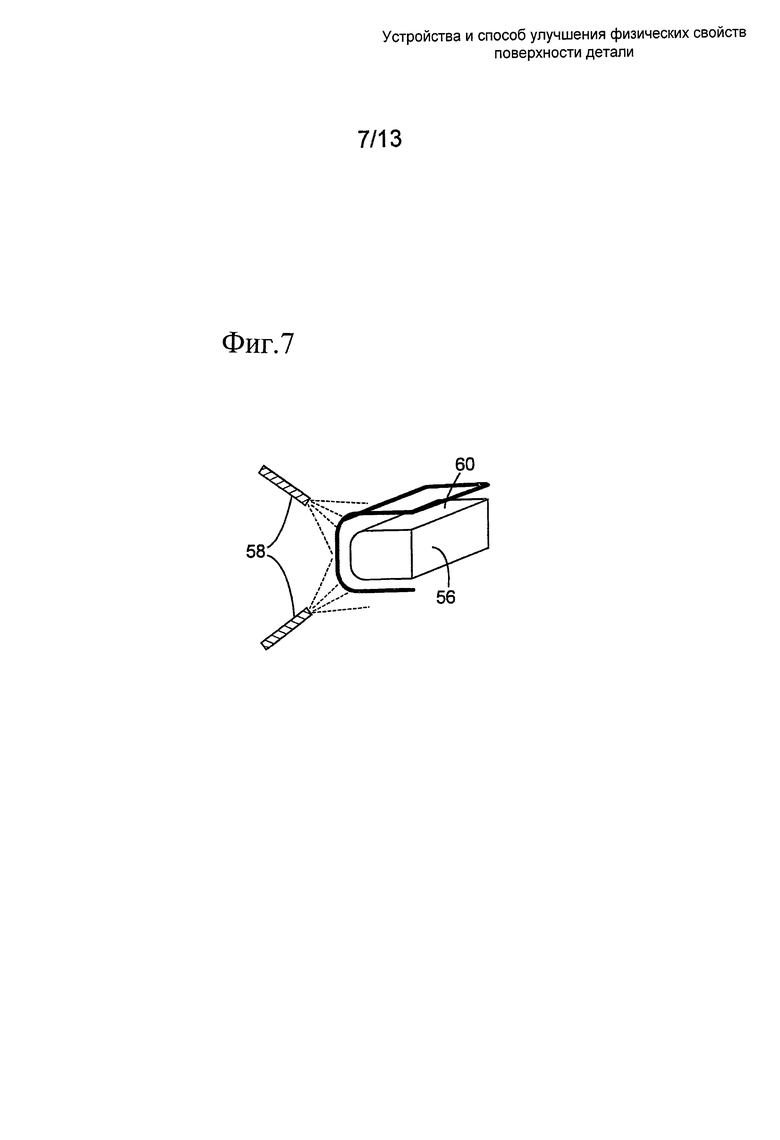
Фиг.7 изображает напыление износостойкого покрытия на зеркальную деталь по примерам воплощения данного изобретения;
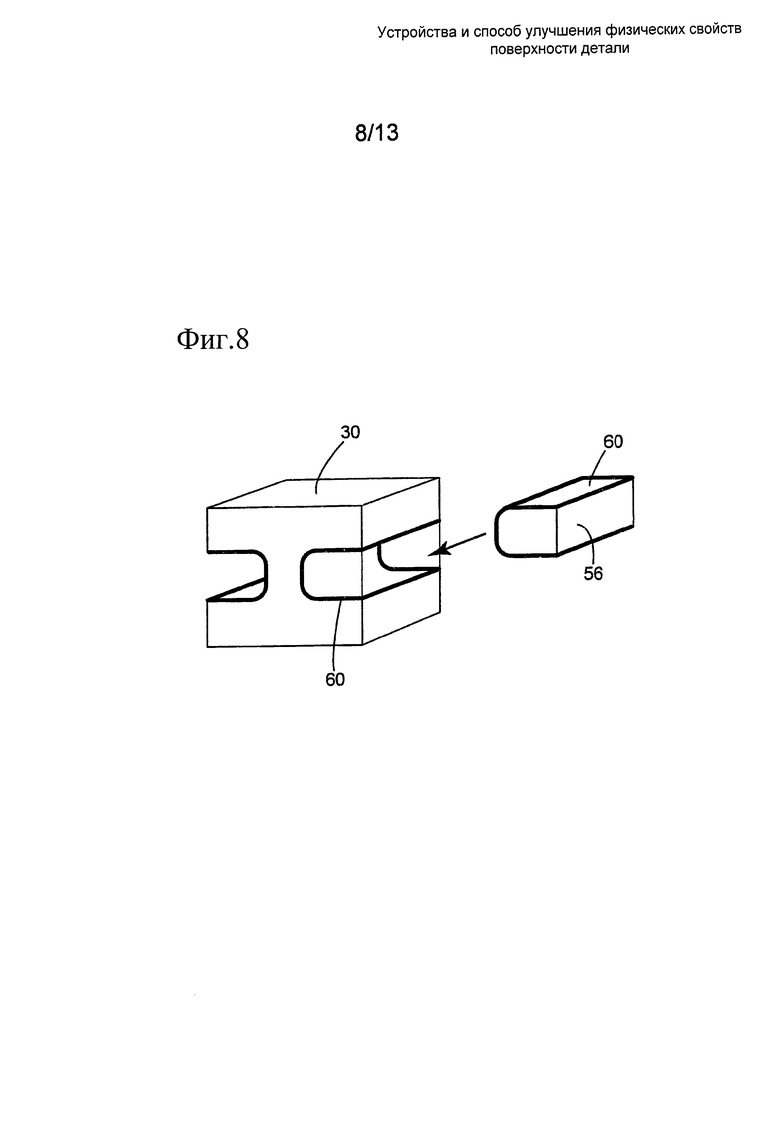
Фиг.8 иллюстрирует перенос износостойкого покрытия с зеркальной детали на Н-образный блок по примерам воплощения данного изобретения;
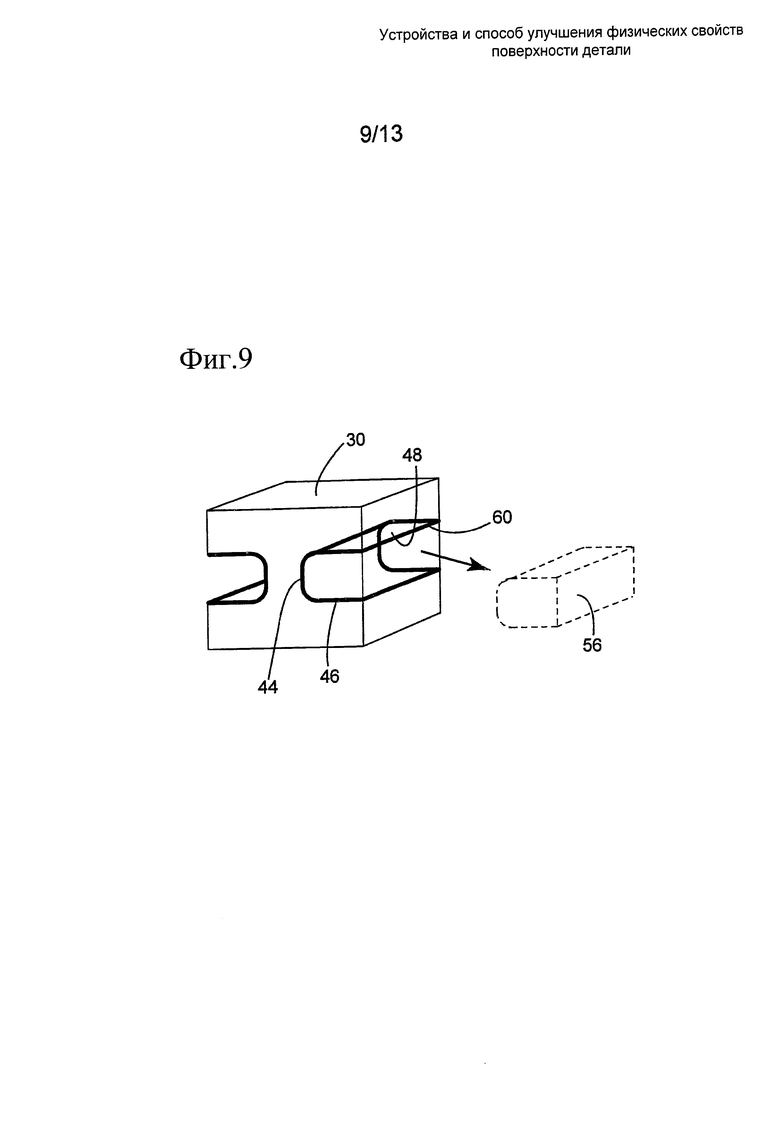
Фиг.9 изображает удаление зеркальной детали по примерам воплощения данного изобретения;
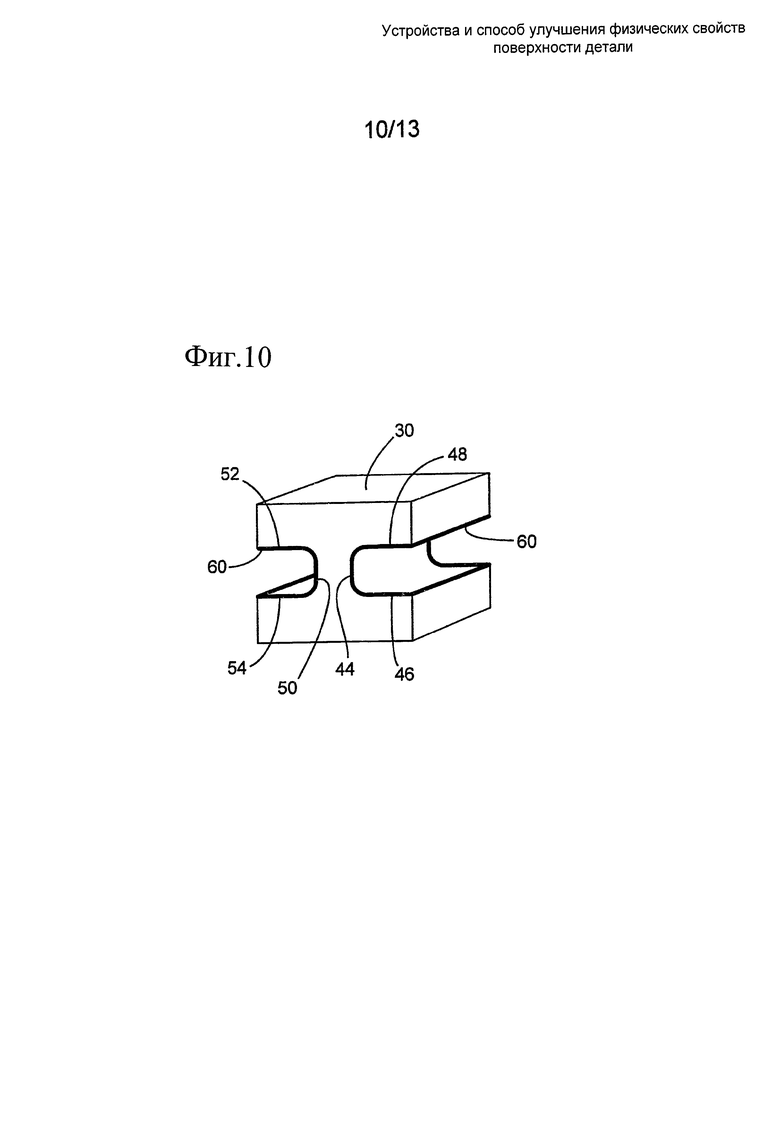
Фиг.10 изображает Н-образный блок с износостойким покрытием по примерам воплощения данного изобретения;
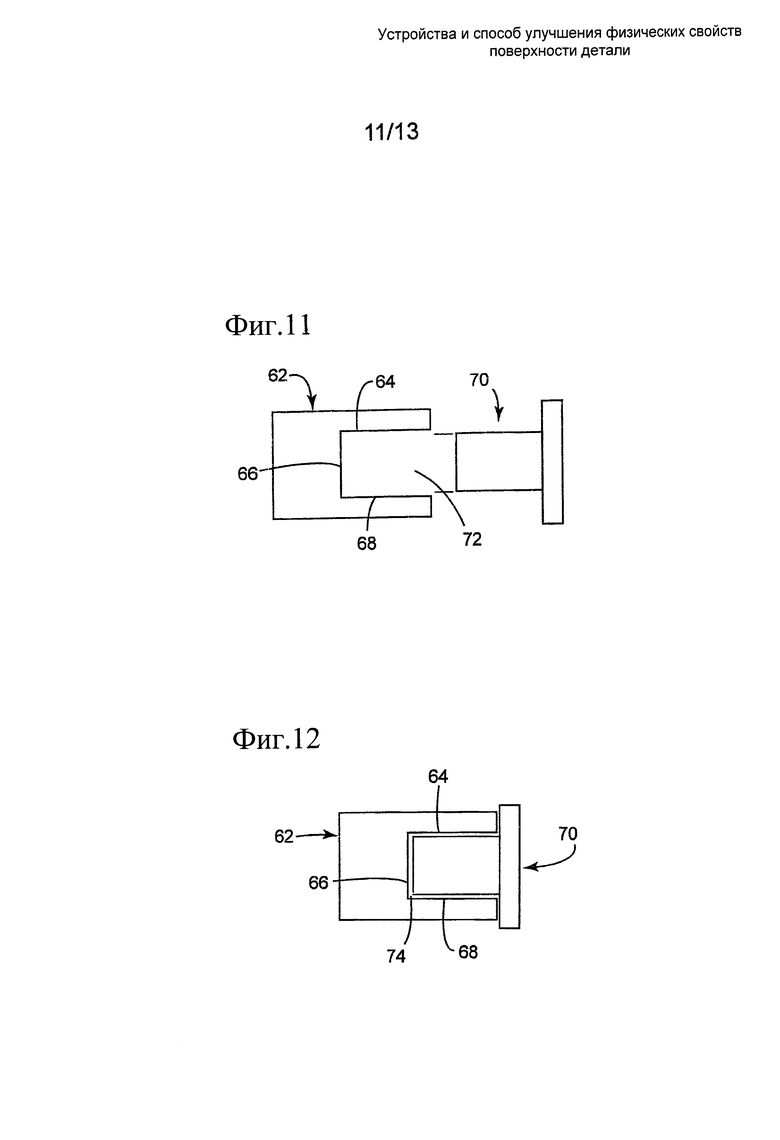
Фиг.11 изображает изнашиваемую деталь и зеркальную деталь по примерам воплощения данного изобретения;
Фиг.12 иллюстрирует зазор между деталью и зеркальной деталью по примерам воплощения данного изобретения;
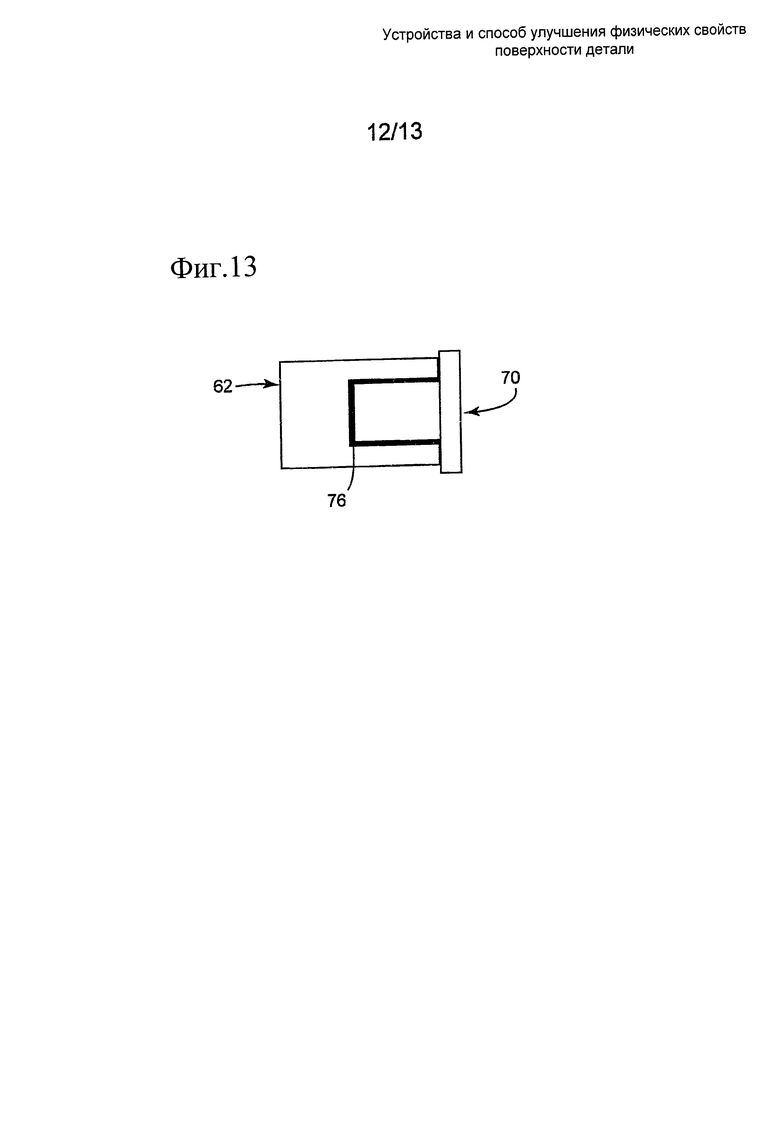
Фиг.13 изображает заполнение зазора порошком карбида вольфрама по примерам воплощения данного изобретения и
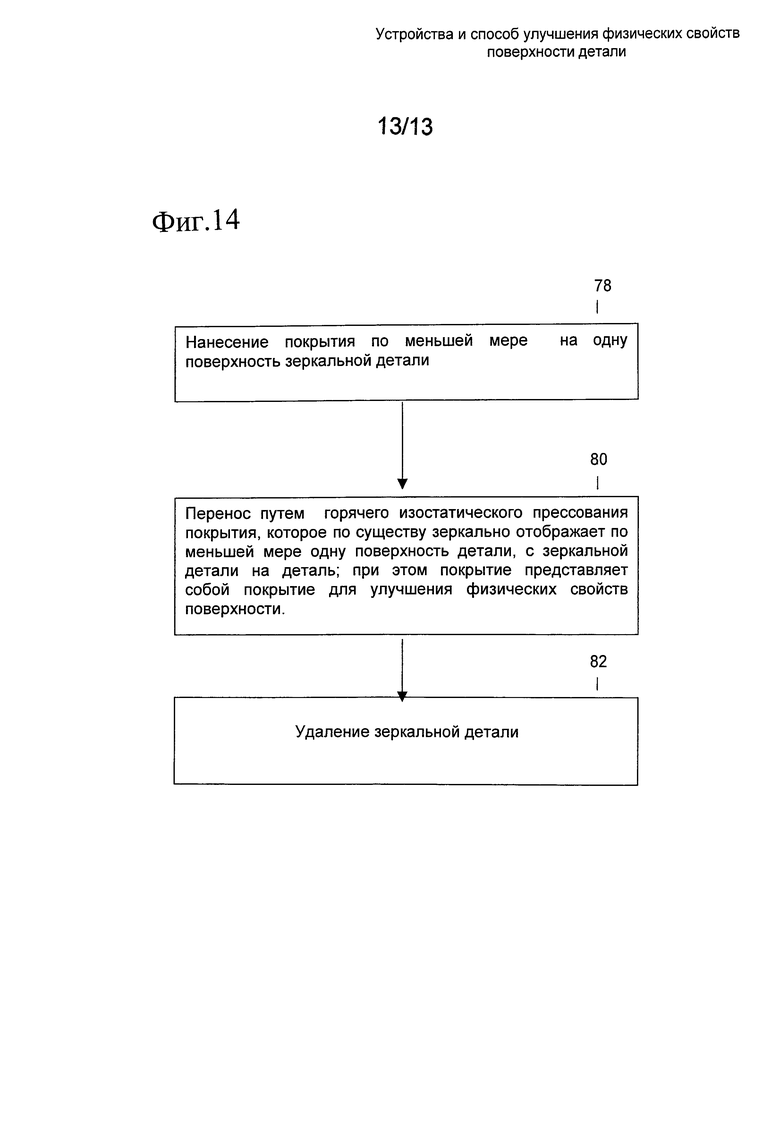
Фиг.14 представляет блок-схему, иллюстрирующую способ снижения износа, по примерам воплощения данного изобретения.
Подробное описание изобретения
Следующее далее подробное описание примеров воплощения ссылается на сопровождающие чертежи. Одинаковые номера сносок в различных чертежах обозначают одинаковые или сходные элементы. Кроме того, чертежи не обязательно выполнены в масштабе. Также, последующее подробное описание не ограничивает данное изобретение. Вместо этого объем данного изобретения определен прилагаемой формулой изобретения.
Ссылка, сделанная по ходу данного описания на «один из примеров воплощения» или «воплощение», означает, что конкретная отличительная особенность, структура или характеристика, описанная в связи с каким-либо примером воплощения, включена по меньшей мере в одно воплощение раскрываемого объекта изобретения. Таким образом, появление фраз «в одном из примеров воплощения» или «в воплощении изобретения» в различных местах по ходу данного описания не обязательно относится к одному и тому же примеру воплощения. Кроме того, конкретные отличительные особенности, структуры или характеристики могут быть объединены любым подходящим образом в одном или большем количестве примеров воплощения.
Согласно примерам воплощения данного изобретения можно улучшить одно или большее количество физических свойств поверхности детали или компонента. Примеры улучшений поверхностных физических свойств включают улучшения для деталей, которые можно использовать в вызывающих износ средах, в кислой среде, коррозионных средах и/или использовать в качестве термических барьеров. Эти детали могут иметь многочисленные поверхности и применяться в различных применениях, например, таких как детали в машиностроении, в трубопроводах, соединительных элементах и т.п.
Одним из примеров поверхностных физических свойств, которые можно улучшить, является снижение износа. Согласно примеру воплощения износостойкое покрытие можно нанести на поверхность или поверхности детали, которая подвержена износу. Эта деталь может включать по меньшей мере одну поверхность, которая подвержена износу, например, из-за физического контакта с другой деталью. Такой физический контакт между двумя деталями может происходить в силу различных механизмов, например, трения, контакта, вызванного движением при старте / остановке, вибрации и т.п. Деталь в большинстве случаев может иметь любую форму и размер. Примеры геометрий подверженных износу поверхностей могут включать (но не ограничены этим) плоские поверхности, поверхности сложной формы, внутренние поверхности, выпуклые поверхности, вогнутые поверхности и поверхности других геометрических форм. Например, две любые прилегающие друг к другу детали могут испытывать износ при различных обстоятельствах. Пример двух деталей, находящихся в контакте друг с другом, показан на Фиг.2, где первая деталь 14 находится в контакте со второй деталью 16, и между этими двумя деталями возникает износ, если система, в которой они расположены, находится в рабочих условиях, например, при вибрации первой детали 14 и второй детали 18. Износ происходит на обеих частях общей поверхности 6 контакта.
Согласно примерам воплощения данного изобретения, характеристики износа в точках и поверхностях контакта, связанных с подверженными износу деталями, можно модифицировать так, чтобы увеличить полезный срок службы деталей. Перед обсуждением этих примеров воплощения будут описаны Фиг.3-5, чтобы обеспечить контекст в отношении деталей, которые имеют тенденцию изнашиваться в камере сгорания газовой турбины. При использовании камеры сгорания газовой турбины в качестве чисто иллюстративного примера системы, в которой детали подвержены износу, следует понять, что другие детали в других системах также могут подвергаться износу. Различные другие детали, части машин и системы могут получать преимущества от описанных в данном тексте примеров воплощения.
Как видно на Фиг.3, переходная деталь 10 может иметь секцию 20 с фланцами, которая имеет отверстие 22. Внутри отверстия 22 имеется Н-образный блок (или, по существу, Н-образный блок) 24, присоединенный к секции 20 с фланцами. В то время как Фиг.3 изображает только один Н-образный блок 24 и одну секцию 20 с фланцами, к переходной детали 10 могут быть присоединены два или более таких деталей / секций. Вилки 26 и 28 подвижно входят в Н-образный блок 24 таким образом, что обращенные в противоположные стороны поверхности выступы могут быть вставлены с противоположных сторон сечения 30 Н-образного блока 24. Износ может происходить на внутренних поверхностях Н-образного блока 24, если вилки 26 и 28 подвергать трению или вибрации. Износ может также происходить на наружных поверхностях вилок 26 и 28, которые контактируют с внутренними поверхностями Н-образного блока 24. В соответствии с примерами воплощения, Фиг.4 также изображает вилки 26 и 28, включая внутреннюю U-образную поверхность 32, которая также может иметь поверхности, на которых происходит износ.
Фиг.5 изображает ограничитель 34 жаровой трубы и входящую в него соответствующую деталь 36. Там, где эти детали соприкасаются друг с другом, также находятся области, где может происходить износ при работе камеры 2 сгорания. Кроме того, Н-образные блоки 24, ограничители 34 камеры сгорания и соответствующим входящие в них детали могут быть изготовлены из жаропрочного сплава на основе кобальта, например, L-605, Hastelloy X или других так называемых жаропрочных сплавов.
Если некоторые из различных подверженных износу деталей при работе могут иметь относительно короткий срок службы, это может привести к более частым проверкам и заменам, чем это желательно. В соответствии с примерами воплощения данного изобретения, применение износостойких покрытий может увеличить износостойкость различных подвергающихся износу деталей, таким образом снижая частоту проверок и замены различных подверженных износу деталей. Соображения в отношении износостойкого покрытия, которые следует применять, включают, не ограничиваясь этим, хрупкость, пластичность и твердость. В износостойкое покрытие можно вводить различные легирующие элементы, чтобы получить желаемые свойства для соответствующих условий.
Согласно примерам воплощения данного изобретения, износостойкое покрытие можно напылить на зеркальную деталь, например, на вставку из низкоуглеродистой стали, для нанесения на подверженную износу поверхность, на которую нельзя нанести покрытие средствами прямого напыления. Геометрия так называемой «зеркальной детали» обычно отражает геометрию поверхности или поверхностей детали, на которую будут переносить покрытие. Толщина износостойкого покрытия, напыленного на зеркальную деталь, может изменяться в зависимости от таких факторов, как материал покрытия, желаемая толщина перенесенного покрытия и предполагаемые свойства при переносе, основанные на температуре и давлении, применяемых при переносе, а также от диффузионных свойств материала, применяемого при изготовлении подвергающейся износу детали. Слой карбида вольфрама можно перенести с зеркальной детали на одну или более подвергающиеся износу поверхности детали с помощью способа горячего изостатического прессования (ГИП).
Согласно примерам воплощения данного изобретения, примером детали, которая может получить преимущества от нанесения покрытия, является Н-образный блок 30, который можно изготовить посредством механической обработки так, чтобы он имел форму, показанную на Фиг.6. Н-образный блок 30 может включать некоторый избыточный припуск, например 2 мм. Н-образный блок 30 имеет три подверженные износу поверхности во внутренней части каждой «половины», где половины Н-образного блока 30 разделены пунктирной линией 38. Первая половина 40 Н-образного блока 30 имеет внутренние подверженные износу поверхности 44, 46 и 48. Вторая половина 42 Н-образного блока 30 имеет три внутренние подверженные износу поверхности 50, 52 и 54. Поверхности, подверженные износу, могут представлять собой внутренние поверхности Н-образного блока 30, и их можно описать как первую поверхность 46, по существу, перпендикулярную второй поверхности 44, которая, по существу, перпендикулярна третьей поверхности 48, при этом третья поверхность 48, по существу, параллельна первой поверхности 46 и имеет, по существу, такую же площадь поверхности.
Как описано выше, износостойкое покрытие можно напылить на поверхность, подверженную износу. Согласно примерам воплощения данного изобретения, износостойкое покрытие можно нанести, посредством высокоскоростного кислородно-топливного напыления или плазменного напыления, посредством сопел 58, на вставку 56, как показано на Фиг.7. Геометрия зеркальной детали 56 обычно отражает геометрию подверженной износу поверхности, на которую следует нанести покрытие, в данном случае - подверженных износу поверхностей 44, 46 и 48 Н-образного блока.
Согласно примерам воплощения данного изобретения, затем покрытие 60 из карбида вольфрама можно перенести на подвергающиеся износу поверхности 44, 46 и 48 Н-образного блока 30 с помощью процесса ГИП, как показано на Фиг.8. Способ ГИП можно осуществить примерно при 1200°С и 100 МПа, однако для обеспечения желаемой диффузии покрытия 60 из карбида вольфрама в Н-образный блок 30 можно использовать альтернативные температуры и давления. Кроме того, хотя это и не показано, эту операцию можно провести для обеих сторон 40 и 42 Н-образного блока 30. Дополнительно, в случае других деталей, для способа ГИП можно применять другие композиции износостойкого покрытия (или другой тип покрытия), различные температуры и давления.
Согласно примерам воплощения данного изобретения, как показано на Фиг.9, зеркальную деталь 56 можно удалить путем выщелачивания (или вытравливания) кислотой, и/или путем механической обработки, или другим способом. Пунктирные линии вокруг зеркальной детали 56 указывают на удаление зеркальной детали 56 из Н-образного блока 30. Кроме того, присутствие покрытия 60 из карбида вольфрама на подверженных износу поверхностях 44, 46 и 48 Н-образного блока 30 указывает, что эти поверхности покрыты покрытием 60 из карбида вольфрама, который продиффундировал, как это желательно, в Н-образный блок 30. После травления кислотой избыточный припуск, например примерно 2 мм, материала с незащищенных и/или непокрытых поверхностей, измененных при травлении кислотой, можно удалить механической обработкой. Затем, если желательно, Н-образный блок 30 можно подвергнуть механической обработке до его окончательных размеров. Завершенный Н-образный блок 30 показан на Фиг.10 и включает все внутренние, подверженные износу, поверхности 44-54 с нанесенным на них покрытием из карбида вольфрама. Для переноса износостойкого покрытия с зеркальной детали на одну или более подверженных износу поверхностей вилок 26 и 28, а также подверженной износу поверхности 32 ограничителей 26 и 28 жаровой трубы, можно использовать такие же способы, как описанные выше. Покрытие 60 из карбида вольфрама следует рассматривать в качестве примера покрытия, однако, если желательно, можно использовать и другие покрытия, которые обеспечивают желательное улучшение физических свойств поверхности, в зависимости, например, от окружающей среды, в которой применяют детали.
В соответствии с примерами воплощения данного изобретения можно применять другой способ нанесения покрытия на поверхность детали, как это будет описано теперь со ссылкой на Фиг.11-13; это покрытие может представлять собой износостойкое покрытие или покрытие, связанное с улучшением других физических свойств поверхности. Фиг.11 изображает деталь 62 с тремя внутренними поверхностями 64, 66 и 68. Также изображена зеркальная деталь 70, которая может быть изготовлена из низкоуглеродистой стали или другого материала, если это желательно. Зеркальная деталь 70 обычно отражает три внутренние поверхности 64, 66 и 68; эту зеркальную деталь 70 помещают в отверстие 72 детали 62, как показано на Фиг.12. Согласно примерам воплощения данного изобретения, между тремя внутренними поверхностями 64, 66, 68 и зеркальной деталью 70 может существовать зазор. Желаемую величину зазора 74 можно регулировать, изменяя размеры зеркальной детали 70. Кроме того, величину зазора 74 можно, по желанию, проверять с помощью различных средств измерения. Этот зазор 74 можно заполнить порошком, который может обеспечивать износостойкость или другие улучшения физических свойств поверхности для трех внутренних поверхностей 64, 66 и 68.
Согласно примерам воплощения, как показано на Фиг.13, зазор 74 можно заполнить порошком 76 WC. Затем можно провести горячее изостатическое прессование, чтобы превратить порошок 76 WC в покрытие на трех внутренних поверхностях 64, 66 и 68 детали 62. Согласно примерам воплощения, затем используют травление кислотой, для удаления зеркальной детали 70, с последующей окончательной механической обработкой детали 62, для достижения желательных окончательных размеров и/или удаления избыточного припуска, который был поврежден в процессе травления кислотой. Согласно альтернативному примеру воплощения зеркальную деталь можно изготовить из двух или более кусков, некоторые из которых можно удалить механически. Это можно сделать для снижения необходимой степени травления кислотой и окончательной механической обработки, и это может быть желательно в зависимости от формы зеркальной детали 70.
В соответствии с примерами воплощения данного изобретения, как описано выше, покрытие можно напылить на металлическую зеркальную деталь или нанести в виде порошка перед проведением процесса ГИП. Покрытие может представлять собой карбид вольфрама. В альтернативном случае, если желательно, в качестве износостойкого покрытия также можно применять другие элементы и сплавы. Например, к карбиду вольфрама можно добавить кобальт и/или хром для достижения желательных характеристик покрытия. В соответствии с примером воплощения диапазон композиции карбида вольфрама с кобальтом может составлять, включая конечные значения, от 83% карбида вольфрама и 17% кобальта до 91% карбида вольфрама и 9% кобальта. В альтернативном случае можно добавить хром, например 4% хрома, соответственно регулируя процентный состав по карбиду вольфрама и/или кобальту. Следует понимать, что эти диапазоны композиции не следует рассматривать как ограничивающие, и что можно использовать другие диапазоны композиции (и/или материалы) для того, чтобы получить желаемые характеристики в износостойком покрытии. Кроме того, можно использовать другие покрытия, которые обеспечивают желаемые механические свойства/свойства материалов и которые можно наносить посредством технологий высокоскоростного кислородно-топливного и/или термического напыления. Согласно примеру воплощения толщина покрытия на поверхности (поверхностях) может быть, по существу, однородной. Согласно альтернативному примеру воплощения, можно применять переменную толщину покрытия.
Как описано выше, можно подготовить зеркальные детали, которые, по существу, зеркально отображают другие поверхности (или части поверхности), для которых прямое напыление методом высокоскоростного кислородно-топливного и/или плазменного напыления может быть нежелательным, или даже невыполнимым. Согласно примерам воплощения, формы, отличные от ранее описанных, могут обладать преимуществами по сравнению с приведенными в качестве примеров системами и способами, раскрытыми в данном описании. Например, другие поверхности, которые могут быть плоскими, искривленными, вогнутыми (или даже замкнутыми, как, например, внутренняя поверхность трубы) или иметь другую желательную геометрическую форму, могут иметь покрытия, нанесенные на них с применением данных, приведенных в качестве примера, способов или устройств.
Способ улучшения физических свойств поверхности с использованием приведенных выше в качестве примера устройств в соответствии с примерами воплощения данного изобретения приведен на технологической схеме Фиг.14. Способ улучшения физических свойств поверхности по меньшей мере одной детали включает: стадию 78 нанесения покрытия по меньшей мере на одну поверхность зеркальной детали; стадию 80 переноса путем горячего изостатического прессования покрытия, которое, по существу, зеркально отображает по меньшей мере одну поверхность детали, с зеркальной детали на деталь, при этом покрытие представляет собой покрытие для улучшения физических свойств поверхности; и стадию 82 удаления зеркальной детали.
Предполагается, что вышеописанные примеры воплощения данного изобретения во всех отношениях являются иллюстративными, а не ограничивающими. Таким образом, при подробной реализации специалист может осуществить данное изобретение во многих вариантах, вытекающих из описания, содержащегося в данном тексте. Предусматривается, что все такие вариации и модификации входят в объем и сущность данного изобретения, как оно определено в последующей формуле изобретения. Никакой элемент, действие или инструкцию, используемые в данном патентном описании, не следует считать критичным или существенным для данного изобретения, если они явно не указаны как таковые. К тому же, как используют в тексте данного описания, предполагается, что термины в единственном числе включают также и множественное число.
Данное патентное описание применяет раскрытые примеры объекта изобретения, чтобы дать возможность любому специалисту осуществить их, включая изготовление и использование любых устройств или систем и осуществление любых включенных способов. Патентоспособный объем объекта изобретения выражен в формуле изобретения и может включать другие примеры, которые могут встретиться специалистам. Предполагают, что такие другие примеры входят в объем формулы изобретения.
Изобретение относится к устройству для нанесения износостойкого покрытия (60), которое представляет собой покрытие из карбида вольфрама (WC), на поверхность детали и к способу нанесения указанного покрытия. Устройство для нанесения на поверхность детали (30) упомянутого покрытия (60) содержит зеркальную деталь (56), выполненную с возможностью ее удаления, при этом зеркальная деталь (56) имеет по меньшей мере одну поверхность с покрытием (60), которая зеркально отображает по меньшей мере одну поверхность детали (30), предназначенной для нанесения на ее поверхность покрытия (60). Упомянутое устройство выполнено с возможностью переноса покрытия (60) с поверхности зеркальной детали (56) на по меньшей мере одну указанную поверхность детали (30) посредством горячего изостатического прессования (ГИП). Способ нанесения на поверхность детали (30) указанного износостойкого покрытия (60) включает операцию нанесения (78) покрытия (60) по меньшей мере на одну поверхность зеркальной детали (56), операцию переноса (80) покрытия (60) с зеркальной детали (56) на деталь (30) посредством горячего изостатического прессования (ГИП) и операцию удаления (82) зеркальной детали (56). В другом варианте осуществления изобретения устройство для нанесения на поверхность детали (62) указанного покрытия (60) содержит зеркальную деталь (70), выполненную с возможностью ее удаления и установленную с обеспечением заданного зазора (74), образованного между зеркальной деталью (70) и деталью (62), предназначенной для нанесения на нее покрытия, и порошок материала покрытия, размещенный в зазоре (74), образованном зеркальной деталью (70) и деталью (62). Упомянутое устройство выполнено с возможностью нанесения порошка материала покрытия по меньшей мере на одну поверхность детали (62) посредством горячего изостатического прессования. Улучшаются поверхностные физические свойства, обеспечивающие износостойкость покрытия в кислой среде, коррозионных средах и/или позволяющие использовать нанесенное покрытие в качестве термического барьера. 3 н. и 3 з.п. ф-лы, 14 ил.
1. Устройство для нанесения на поверхность детали (30) износостойкого покрытия (60), которое представляет собой покрытие из карбида вольфрама (WC), содержащее зеркальную деталь (56), выполненную с возможностью ее удаления, где зеркальная деталь (56) имеет по меньшей мере одну поверхность с покрытием (60), которая зеркально отображает по меньшей мере одну поверхность детали (30), предназначенной для нанесения на ее поверхность покрытия (60), при этом устройство выполнено с возможностью переноса покрытия (60) с поверхности зеркальной детали (56) на по меньшей мере одну указанную поверхность детали (30) посредством горячего изостатического прессования (ГИП).
2. Устройство по п. 1, в котором деталь (30) представляет собой Н-образный блок, предназначенный для закрепления переходного элемента камеры сгорания газовой турбины на элементе крепежной оснастки, и по меньшей мере одна поверхность Н-образного блока включает первую поверхность, перпендикулярную второй поверхности, которая перпендикулярна третьей поверхности, при этом третья поверхность параллельна первой поверхности и имеет такую же площадь поверхности.
3. Способ нанесения на поверхность детали (30) износостойкого покрытия (60), которое представляет собой покрытие из карбида вольфрама (WC), включающий:
операцию нанесения (78) покрытия (60) по меньшей мере на одну поверхность зеркальной детали (56);
операцию переноса (80) покрытия (60) с зеркальной детали (56) на деталь (30) посредством горячего изостатического прессования (ГИП), при этом зеркальная деталь (56) зеркально отображает по меньшей мере одну поверхность детали (30), и
операцию удаления (82) зеркальной детали (56).
4. Способ по п. 3, в котором деталь (30) представляет собой Н-образный блок, предназначенный для закрепления переходного элемента камеры сгорания газовой турбины на элементе крепежной оснастки, и по меньшей мере одна поверхность Н-образного блока включает первую поверхность, перпендикулярную второй поверхности, которая перпендикулярна третьей поверхности, при этом третья поверхность параллельна первой поверхности и имеет такую же площадь поверхности.
5. Устройство для нанесения на поверхность детали (62) износостойкого покрытия (60), которое представляет собой покрытие из карбида вольфрама (WC), содержащее:
зеркальную деталь (70), выполненную с возможностью ее удаления и установленную с обеспечением заданного зазора (74), образованного между зеркальной деталью (70) и деталью (62), предназначенной для нанесения на нее покрытия, при этом зеркальная деталь (70) имеет по меньшей мере одну поверхность, которая является зеркальным отображением по меньшей мере одной поверхности детали (62), и
порошок материала покрытия, размещенный в зазоре (74), образованном зеркальной деталью (70) и деталью (62), при этом устройство выполнено с возможностью нанесения порошка материала покрытия по меньшей мере на одну поверхность детали (62) посредством горячего изостатического прессования.
6. Устройство по п. 5, в котором деталь (62) представляет собой Н-образный блок, предназначенный для закрепления переходного элемента камеры сгорания газовой турбины на элементе крепежной оснастки, и по меньшей мере одна поверхность Н-образного блока включает первую поверхность, перпендикулярную второй поверхности, которая перпендикулярна третьей поверхности, при этом третья поверхность параллельна первой поверхности и имеет такую же площадь поверхности.
| US 4623087 A1, 18.11.1986 | |||
| СПОСОБ ПОЛУЧЕНИЯ МАГНИТНОЙ ЖИДКОСТИ | 2008 |
|
RU2388091C1 |
| Способ изготовления биметаллических корпусных деталей нефтегазопромыслового устьевого оборудования | 1990 |
|
SU1793996A3 |
| Способ изготовления многослойного прокатного валка | 1989 |
|
SU1761380A1 |
| WO 2010081118 A1, 15.07.2010. | |||

