Изобретение относится к машиностроению, а также может быть использовано в метоллургической промышленности для повышения точности размеров криволинейных заготовок.
Устройство для правки заготовок известны, см, например, монографию Ю.Л. Семененко. «Отделка профилей и труб давлением»; М.: Металлургия, 1972, 232 с. Предусмотрена реализация упругопластического изгиба при движении заготовки через систему роликов, реализующих упругопластический изгиб.
Однако эти устройства сложные по конструкции, требуют значительных производственных площадей и не обеспечивают правку криволинейных заготовок.
Известно также устройство по пат. Японии 61-141246 (заявка 2-45926)от 1990 г. (МКИ В21D).
Устройство содержит приводные стационарные опорные ролики, расположенные вдоль горизонтальной плоскости, и гибочные ролики в обоймах, установленные с возможностью их перемещения в параллельных направлениях (по вертикали) с помощью индивидуальных приводах. Однако эта конструкция имеет недостаток, поскольку она позволяет реализовать правку только прямолинейных заготовок.
Ближайшим аналогом данного изобретения является устройство, описанное в авторском свидетельстве СССР №1489880 А1, В21D 1/08 от 30.06.1989 г. Описанная конструкция включает ролики, расположенные по окружности, которые осуществляют деформацию растяжения кольцевой заготовки за счет ее радиальной раздачи до величины диаметра, определяемого предложенной в данном изобретении формулы.
Однако данное устройство не обеспечивает знакопеременный изгиб деформируемой заготовки, который обеспечил бы высокую точность правки. Данное изобретение направлено на решение технической задачи - обеспечения правки с высокой точностью размеров криволинейных заготовок с осью в виде дуги окружности.
Указанная техническая задача решается тем, что машина, содержащая пары приводных роликов для перемещение заготовки, предусматривает расположение этих приводных роликов и не приводных гибочных роликов вдоль кривой линии дуги окружности, соответствующей форме заготовки, причем пары гибочных роликов размещены в обоймах, выполненных с возможностью возвратно-поступательного перемещения в радиальном направлении по направляющим от приводов указанного перемещения. Кроме того, машина снабжена приводами перемещения упомянутых обойм в радиальном направлении. Также машина снабжена приводами перемещения в радиальном направлении упомянутых пар приводных роликов.
Именно указанные отличительные признаки обеспечивают решение поставленной задачи, позволяя реализовать правку криволинейных заготовок в форме дуги окружности.
Предложенное устройство иллюстрируется чертежами.
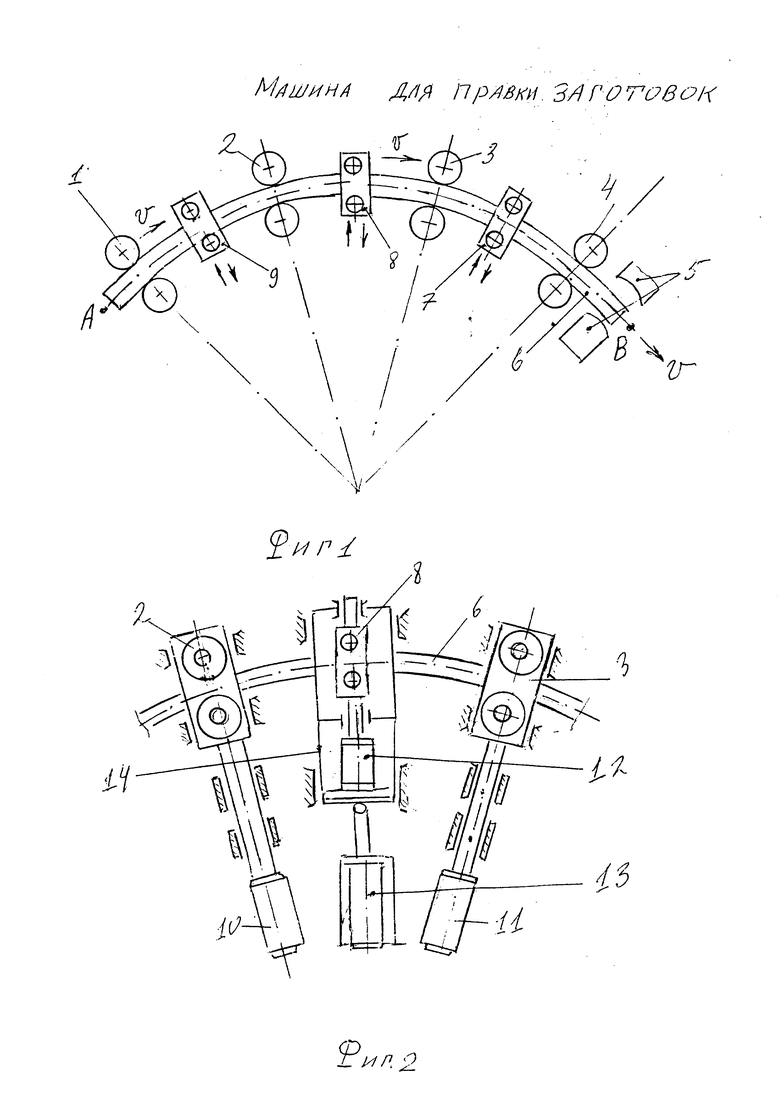
На фиг. 1 показана схема расположения приводных роликов, обеспечивающих перемещение заготовки, точно также показаны неприводные ролики, обеспечивающие знакопеременный изгиб.
На фиг. 2 показана расположение в обоймах гибочных роликов, а также приводных роликов, обеспечивающих перемещение заготовки.
На фиг. 3 показан вариант конструкции, обеспечивающей реализацию знакопеременного изгиба.
На фиг. 1-3 обозначены пары приводных роликов: 1, 2, 3, 4, расположенных вдоль дуги окружности АВ. Предусмотрен также пресс 5 для деформации переднего конца заготовки 6, имеющей форму дуги окружности.
Расположенные в обоймах пары роликов 7, 8 и 9 обеспечивают деформацию изгиба (с прогибами в радиальных направлениях). Направления вектора скорости заготовки 6 - V, а также направления возвратно-поступательного движения обойм с роликами 7, 8, 9 указаны на фиг. 1 стрелками. Приводы валков клетей 1-4 обычные от электродвигателей (или гидравлические) на чертежах не показаны. Предусмотрены гидравлические приводы в виде цилиндров 10, 11 для перемещения пары валков 2 и 3 в радиальном направлении, если изменяется радиус (кривизна) заготовки 6, которую необходимо подвергнуть правке для повышения точности ее размеров (и кривизны).
Возвратно-поступательное движение обоймы 8 с гибочными роликами обеспечивает гидравлический цилиндр 12.
Если короткоходовой цилиндр 12 обеспечивает перемещение в радиальном направлении порядка до 10-15 мм для изгиба заготовки 6, то при изменении кривизны (радиуса) заготовки, во избежание сложной перестройки машины, предусмотрен привод перемещения обоймы 8 гидравлическим цилиндром 13, который обеспечивает перемещение в радиальном направление станины 14 (совместно с цилиндром 12 и обоймой гибочных роликов 8).
На фиг. 3 показан вариант конструкции, в котором для возвратно поступательного изгиба используется не гидравлический, а электромеханический привод. В этом варианте предусмотрена правка изгибом квадратного профиля 15 (при изгибе в направлении диагонали профиля). Валы 16, 17 вращаются с втулками 18, а на них надеты подшипники 19, 20 и с эксцентриситетом «е» втулки 21, 22. Эти втулки не имеют привода вращения, привод обеспечивает их возвратно-поступательное движение за счет эксцентриситета (биений).
Устройство работает следующим образом.
В систему пар приводных роликов 1, 2, 3, 4 подают криволинейную заготовку. Осуществить при этом пластическую деформацию ее концевого участка невозможно, поэтому предусмотрен пресс 5 с криволинейными штампами для деформации штамповки концевого участка заготовки 6 после поступления этого участка в зону пресса в процессе движения заготовки 6, фиг. 1. Заготовка 6 перемещается со скоростью V последовательно через ролики 1, 2, 3 и 4, и при этом обоймы 7, 8 и 9 совершают возвратно-поступательное движение в радиальном направлении, перпендикулярном вектору скорости V. За время движения заготовки между приводными роликами 1-2, затем 2-3 и 3-4 обоймы 7, 8 и 9, с неприводными роликами совершают 8-10 циклов возвратно-поступательного движения, за счет чего реализуется процесс упругопластического изгиба и правки заготовки 6. Амплитуда колебаний последовательно уменьшается от обоймы 9 до обоймы 6 и при этом уменьшаются колебания величины кривизны.
Если необходимо осуществлять правку заготовок различной кривизны, т.е. широкого сортамента, то можно расположить приводные ролики, например 2 и 3, с возможностью перемещения в радиальных направлениях гидравлическими цилиндрами 10, 11, в случае необходимости изменить радиус (кривизну) заготовки 6, см. фиг. 2.
При этом также необходимо переместить и обойму с роликами 8 в радиальном направлении, совместно с приводом их возвратно-поступательного движения 12. Это осуществляется дополнительным гидравлическим цилиндром 13, который перемещает станину 14 с обоймой 8 и цилиндром 12.
В варианте по схеме фиг. 3 необходимо осуществлять правку криволинейной (с осью в форме дуги окружности) заготовки 15. При этом не приводные ролики перемещают при вращении валов 16 и 17 с втулками 18. Через подшипники 19 и 20 вращение не передается кольцевым втулкам 21 и 22 (т.е. эти ролики не приводные), но за счет эксцентриситета «е», фиг. 3, обеспечивают их перемещение в радиальном направлении на величину (2е) за каждый оборот валов 16 и 17. За счет этого можно увеличить число циклов деформации за время движения любого участка заготовки в промежутке между каждой парой приводных роликов и за счет этого уменьшить колебания величины кривизны, т.е. повысить точность размеров и качество заготовок.
Данная машина обеспечивает уменьшение отклонений кривизны заготовки от номинального заданного значения кривизны, что способствует повышению качества данной заготовки.

Изобретение относится к машиностроению и может быть использовано в металлургии для повышения точности размеров криволинейных заготовок. Машина содержит стационарные приводные ролики для перемещения заготовки и гибочные ролики, совершающие возвратно-поступательное перемещение. Все ролики расположены вдоль дуги окружности, соответствующей форме заготовки. Гибочные ролики выполнены с возможностью возвратно-поступательного движения в радиальных направлениях. Причем гибочные ролики и приводные ролики снабжены приводами перемещения в радиальных направлениях. Повышается точность размеров и кривизны криволинейных заготовок. 2 з.п. ф-лы, 3 ил.
1. Машина для правки криволинейных заготовок в форме дуги окружности путем знакопеременного упругопластического изгиба, содержащая пары приводных роликов для перемещения заготовки и гибочные ролики, отличающаяся тем, что приводные ролики для перемещения заготовки и гибочные ролики расположены вдоль дуги окружности, соответствующей форме заготовки, причем пары гибочных роликов размещены в обоймах, выполненных с возможностью возвратно-поступательного перемещения в радиальном направлении по направляющим.
2. Машина по п. 1, отличающаяся тем, что она снабжена приводами перемещения упомянутых обойм в радиальном направлении.
3. Машина по п. 1 или 2, отличающаяся тем, что она снабжена приводами перемещения в радиальном направлении упомянутых пар приводных роликов.
| Способ обработки кольцевых заготовок | 1988 |
|
SU1489880A1 |
| Устройство для правки колец | 1988 |
|
SU1579601A2 |
| Способ правки кольцевых изделий | 1985 |
|
SU1318319A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ОБРЕЗКИ НИТЕЙ ИГЛ И ПЕТЛИТЕЛЯ НА ПЛОСКОШОВНОЙ ШВЕЙНОЙ МАШИНЕ | 0 |
|
SU400639A1 |

