[0001] Настоящая заявка испрашивает приоритет по предварительной патентной заявке №61/695771, озаглавленной Ферритная нержавеющая сталь, обладающая превосходной стойкостью к окислению, хорошими жаропрочностью и формуемостью" (Ferritic Stainless Steels with Excellent Oxidation Resistance with Good High Temperature Strength and Good Formability), поданной 31 августа 2012 г., и полноценной патентной заявке №13/837500, озаглавленной Ферритная нержавеющая сталь, обладающая превосходной стойкостью к окислению, хорошими жаропрочностью и формуемостью" (Ferritic Stainless Steel with Excellent Oxidation Resistance, Good High Temperature Strength, and Good Formability), поданной 15 марта 2013 г. Описания, содержащиеся в заявках №61/695771 и №13/837500, включены в настоящую заявку посредством ссылки.
УРОВЕНЬ ТЕХНИКИ
[0002] Желательно произвести ферритную нержавеющую сталь, обладающую сопротивлением к окислению, жаропрочностью и хорошими характеристиками формуемости. Для получения жаропрочности добавляют определенное количество ниобия и меди, а для обеспечения сопротивления окислению в сталь добавляют определенное количество кремния и марганца. Ферритная нержавеющая сталь согласно настоящему изобретению обеспечивает более высокое сопротивление окислению по сравнению известными нержавеющими сталями, такими как 18Cr-2Mo и 15Cr-Cb-Ti-Si-Mn. Кроме того, ферритная нержавеющая сталь согласно настоящему изобретению менее дорогая в производстве, чем другие нержавеющие стали, такие как 18Cr-2Mo, и может быть произведена без отжига горячекатаной полосы.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
[0003] Ферритную нержавеющую сталь согласно настоящему изобретению производят с добавками титана и с низким содержанием алюминия для обеспечения формуемости при комнатной температуре литых заготовок с равноосной зернистой структурой, что раскрыто в патентах США №6855213 и №5868875, которые полностью включены в настоящую заявку посредством ссылки. Ниобий и медь добавляют в ферритную нержавеющую сталь для получения жаростойкости, а кремний и марганец добавляют, чтобы повысить сопротивление окислению.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
[0004] При производстве ферритной нержавеющей стали используются известные в уровне техники условия процессов производства ферритных нержавеющих сталей, такие как технологические процессы, описанные в патентах США №6,855,213 и 5,868,875, Ниобий и медь добавляют в ферритную нержавеющую сталь для жаростойкости, а кремний и марганец добавляют для повышения сопротивления окислению. Ферритную нержавеющую сталь можно получить из материала, имеющего в литом состоянии равноосную зернистую структуру.
[0005] Ферритный расплав для производства ферритной нержавеющей стали подают в плавильную печь, такую как электродуговая печь. Этот ферритный расплав можно получить в плавильной печи из твердого железосодержащего скрапа, скрапа углеродистой стали, скрапа нержавеющей стали, твердых железосодержащих материалов, включающих в себя оксиды железа, карбиды железа, прямовосстановленное железо, железо, полученное горячим брикетированием, либо расплав можно получить перед плавильной печью в доменной печи или в любой другой плавильной установке, выполненной с возможностью получения железосодержащего расплава. Железистый расплав затем будет рафинирован в плавильной печи либо направлен в конвертер для рафинирования, такой как конвертер для аргонокислородного обезуглероживания или в конвертер для вакуум-кислородного обезуглероживания, за которым следует станция обработки, такая как агрегат печь-ковш или станция подачи проволоки.
[0006] В некоторых вариантах реализации изобретения сталь разливают из расплава, содержащего достаточное количество титана и азота, а также заданное количество алюминия для образования небольших включений оксида титана, чтобы обеспечить необходимые центры зародышеобразования для формирования литой равноосной зернистой структуры, чтобы полученный из такой стали отожженный лист также обладал повышенными характеристиками волнистости и формуемостью.
[0007] В некоторых вариантах реализации изобретения для раскисления расплава в него перед разливкой добавляют титан. При раскислении расплава титаном образуются небольшие включения оксида титана, которые обеспечивают центры зародышеобразования, приводящие к формированию литой равноосной мелкозернистой структуры. Для минимизации образования включений окиси алюминия, т.е. оксида алюминия Al2O3, в некоторых вариантах реализации изобретения в этот рафинированный расплав алюминий в качестве раскислителя могут не добавлять, а в других вариантах реализации изобретения в этот рафинированный расплав алюминий могут добавлять в малом количестве. В некоторых вариантах реализации изобретения перед разливкой в расплаве могут присутствовать титан и азот, так что произведение концентрации титана и концентрации азота, поделенное на концентрацию остаточного алюминия, составляет по меньшей мере 0,14,
[0008] Если сталь необходимо стабилизировать, в расплав могут добавлять титан в достаточном количестве, превышающем необходимое для раскисления количество титана, для его соединения с углеродом и азотом, но предпочтительно в меньшем количестве, чем необходимо для насыщения азотом, т.е. в количестве ниже равновесного, благодаря чему удается избежать или, по крайней мере, минимизировать выделение крупных включений нитрида титана перед кристаллизацией. Максимальное количество титана «ниже равновесного» в общих чертах представлено на фиг. 4 патента США №.4964926, описание которого включено в настоящую заявку посредством ссылки. В некоторых вариантах реализации изобретения в расплав также могут добавлять один или более стабилизирующих элементов, таких как ниобий, цирконий, тантал и ванадий.
[0009] Из литой стали получают лист путем горячей обработки. В настоящем изобретении термин «лист» включает в себя непрерывную ленту или отрезные длины, полученные из непрерывной ленты, а термин «горячая обработка» означает, что литая сталь будет повторно нагрета, если необходимо, а затем толщину стали уменьшают до заданной величины, например, путем горячей прокатки. При горячей прокатке стальной сляб повторно нагревают до температуры от 2000° до 2350°F (1093°-1288°С), прокатывают в горячем состоянии при конечной температуре 1500-1800°F (816-982°C) и сворачивают в рулон при температуре 1000-1400°F (538-760°C). Горячекатаный лист еще называют «горячей полосой». В некоторых вариантах реализации изобретения горячую полосу могут подвергать отжигу при максимальной температуре металла 1700-2100°F (926-1149°C). В других вариантах реализации изобретения лист не подвергают стадии отжига горячей полосы. В некоторых вариантах реализации изобретения горячую полосу очищают от окалины и подвергают холодному обжатию по меньшей мере на 40% до получения желаемой конечной толщины листа. В других вариантах реализации изобретения горячую полосу очищают от окалины и подвергают холодному обжатию по меньшей мере на 50% до получения желаемой конечной толщины листа. Затем лист после холодного обжатия можно подвергать конечному отжигу при максимальной температуре металла 1800-2100°F (982-1149°C).
[0010] Ферритную нержавеющую сталь можно получить из горячеобработанного листа, полученного несколькими способами. Лист можно производить из слябов, полученных из слитков, или из непрерывнолитых слябов толщиной 50-200 мм, которые повторно нагревают до 2000°-2350°F (1093°-1288°C), а затем подвергают горячей прокатке для получения исходного горячеобработанного листа толщиной 1-7 мм; либо лист можно получить горячей обработкой ленты, полученной способом непрерывной разливки до толщины 2-52 мм. Предлагаемый способ применим для листа, произведенного способами, в которых непрерывнолитые слябы или слябы, полученные из слитков, подают непосредственно на стан горячей прокатки, подвергая или не подвергая значительному повторному нагреву, либо слитки подвергают горячему обжатию для получения слябов, имеющих температуру, достаточную для проведения горячей прокатки в лист с повторным нагревом или без него.
[0011] Перед разливкой для раскисления расплава ферритной нержавеющей стали используют титан. Количество титана в расплаве может быть 0,30% или меньше. Если явно не указано иначе, все приведенные концентрации в процентах % представлены в весовых процентах. В некоторых вариантах реализации изобретения может присутствовать титан в количестве ниже равновесного. Используемый в заявке термин «количество ниже равновесного» означает, что количество титана контролируют так, что произведение растворимости образуемых титановых соединений ниже уровня насыщения при температуре ликвидуса стали, благодаря чему удается избежать избыточного выделения нитрида титана в расплаве. Для сталеплавильных производств, осуществляющих рафинирование расплавов ферритной нержавеющей стали в конвертере для аргонокислородного обезуглероживания, избыточный азот не является проблемой. Азот по существу в концентрации ниже 0,010% можно получить при рафинировании нержавеющей стали в конвертере для аргонокислородного обезуглероживания, благодаря чему можно допустить присутствие повышенного количества титана и все еще сохранять количество ниже равновесного.
[0012] Для создания центров зародышеобразования, необходимых для формирования равноосных зерен феррита в литом состоянии, нужно, чтобы прошло достаточно времени после добавления титана в расплав для обеспечения перед разливкой расплава формирования включения оксида титана. Если расплав разливать сразу после добавления титана, структура отливки в литом состоянии может содержать более крупные столбчатые зерна. Специалист в области техники может определить соответствующий промежуток времени без необходимости проведения экспериментов. Слитки, отлитые в лаборатории менее чем через 5 минут после добавления титана в расплав, имели в литом состоянии структуру крупных столбчатых зерен, даже когда произведение концентрации титана и концентрации азота, поделенное на концентрацию остаточного алюминия, составляло по меньшей мере 0,14,
[0013] Перед разливкой в стали необходимо присутствие достаточного количества азота, чтобы произведение концентрации титана и концентрации азота, поделенное на концентрацию остаточного алюминия, составляло по меньшей мере 0,14. В некоторых вариантах реализации изобретения количество присутствующего азота составляло ≤0,020%.
[0014] Несмотря на то что концентрация азота после выплавки в электродуговой печи может составлять до 0,05%, количество растворенного N может быть снижено во время газового рафинирования аргоном в конвертере для аргонокислородного обезуглероживания до величины менее 0,02%. Выделения избыточного TiN можно избежать снижением количества Ti до количества ниже равновесного, добавляемого в расплав при любом заданном содержании азота. В альтернативном варианте можно уменьшать количество азота в расплаве в конвертере для аргонокислородного обезуглероживания исходя из ожидаемого количества Ti, содержащегося в расплаве.
[0015] Общее количество остаточного алюминия можно контролировать или минимизировать относительно количества титана и количества азота. В расплаве должно присутствовать минимальное количество титана и азота относительно количества алюминия. В некоторых вариантах реализации изобретения произведение концентрации титана и концентрации азота, поделенное на концентрацию остаточного алюминия, может составлять по меньшей мере приблизительно 0,14, а в других вариантах реализации изобретения по меньшей мере 0,23. Чтобы минимизировать необходимое количество титана и азота в расплаве в некоторых вариантах реализации изобретения количество алюминия составляет ≤0,020%. В одних вариантах реализации изобретения количество алюминия составляет ≤0,013%, а в других вариантах оно может сокращаться до ≤0,010%. Если расплав не легируют алюминием намеренно во время рафинирования или литья, например, для обезуглероживания непосредственно перед разливкой, общее количество алюминия можно контролировать или снизить до величины менее 0,020%. Следует учесть, что алюминий может случайно попасть в расплав в качестве примеси в легирующей добавке другого элемента, например титана. Титановые сплавы могут содержать до 20% Al, что может привести к общему увеличению содержания Al в расплаве. Тщательно контролируя процессы рафинирования и литья, можно получить расплав с содержанием алюминия <0,020%.
[0016] Для стабилизации расплава помимо титана можно также использовать другие стабилизирующие элементы, включающие ниобий, цирконий, тантал, ванадий или их смеси. В некоторых вариантах реализации изобретения, если в сочетании с титаном используют другой стабилизирующий элемент, например ниобий или ванадий, содержание такого второго стабилизирующего элемента может быть ограничено до ≤0,50%, когда требуется получить глубокую формуемость. В некоторых вариантах реализации изобретения добавляли ниобий при концентрации 0,5% или менее. В некоторых вариантах реализации изобретения добавляли ниобий в концентрации 0,28-0,43%. Может присутствовать ванадий в количестве менее 0,5%. В некоторых вариантах реализации изобретения ферритная нержавеющая сталь содержала ванадий в количестве 0,008-0,098%.
[0017] Медь улучшает жаропрочность. Ферритная нержавеющая сталь содержит 1,0-2,0% меди. В некоторых вариантах реализации изобретения содержание меди составляет 1,16-1,31%.
[0018] Кремний обычно присутствует в ферритных нержавеющих сталях в количестве 1,0-1,7%. В некоторых вариантах реализации изобретения содержание кремния составляет 1,27-1,35%. Небольшое количество кремния обычно содержится в ферритной нержавеющей стали для обеспечения формирования ферритной фазы. Кремний также повышает сопротивление высокотемпературному окислению и обеспечивает высокотемпературную прочность. В большинстве вариантов реализации изобретения содержание кремния не превышает примерно 1,7%, поскольку сталь может стать слишком твердой и может быть оказано отрицательное воздействие на относительное удлинение.
[0019] Марганец присутствует в ферритных нержавеющих сталях в количестве 0,4-1,5%. В некоторых вариантах реализации изобретения содержание марганца составляет 0,97-1,00%. Марганец улучшает сопротивление окислению и сопротивление образованию волосовин при высоких температурах. Соответственно, в некоторых вариантах реализации изобретения марганец содержится по меньшей мере в количестве 0,4%. Однако марганец способствует образованию аустенита и влияет на стабилизацию ферритной фазы. Если количество марганца превышает примерно 1,5%, это может повлиять на стабилизацию и формуемость стали.
[0020] Углерод присутствует в ферритных нержавеющих сталях в количестве до 0,02%. В некоторых вариантах реализации изобретения углерод содержится в количестве ≤0,02%. В других вариантах реализации изобретения его содержание составляет 0,0054-0,0133%.
[0021] В некоторых вариантах реализации изобретения хром присутствует в ферритных нержавеющих сталях в количестве 15-20%. Если содержание хрома превышает примерно 25%, формуемость стали может быть снижена.
[0022] В некоторых вариантах реализации изобретения кислород присутствует в стали в количестве <100 ppm. Если стальной расплав выплавляют последовательно в рафинирующем конвертере для аргонокислородного обезуглероживания и агрегате печь-ковш, содержание кислорода в расплаве может быть в пределах 10-60 ppm, обеспечивая очень чистую сталь с малыми включениями оксида титана, которые способствуют формированию центров зародышеобразования, ответственных за мелкозернистую равноосную структуру в литом состоянии.
[0023] Сера присутствует в ферритных нержавеющих сталях в количестве ≤0,01%.
[0024] Фосфор может ухудшать формуемость при горячей прокатке и может быть причиной образования питтинга. Он присутствует в ферритных нержавеющих сталях в количестве ≤0,05%.
[0025] Подобно марганцу никель способствует образованию аустенита и влияет на стабилизацию ферритной фазы. Соответственно, в некоторых вариантах реализации изобретения содержание никеля ограничено до ≤1,0%. В некоторых вариантах реализации изобретения содержание никеля составляет 0,13-0,19%.
[0026] Молибден также улучшает коррозионную стойкость. В некоторых вариантах реализации изобретения содержание молибдена составляет 3,0% или менее. В некоторых вариантах реализации изобретения содержание молибдена 0,03-0,049%.
[0027] Для некоторых случаев применения желательно иметь бор в составе стали в соответствии с настоящим изобретением в количестве ≤0,010%. В некоторых вариантах реализации изобретения содержание бора составляет 0,0001-0,002%. Бор может улучшить сопротивление охрупчиванию стали при вторичной обработке, так что стальной лист будет менее подвержен раскалыванию во время глубокого вытягивания и при многостадийном формовании.
[0028] В некоторых вариантах реализации изобретения ферритная нержавеющая сталь может также содержать другие элементы, известные из уровня техники в области производства стали, которые могут быть либо добавлены специально, либо присутствовать в виде остаточных элементов, т.е. примесей, образовавшихся во время процесса производства стали.
ПРИМЕР 1
[0029] Вариант реализации изобретения ферритных нержавеющих сталей и сравнительные образцы сталей из уровня техники были произведены с составами, приведенными ниже в Таблице 1,
[0030] Материалы, обозначенные «Лаб. Материал», были изготовлены на лабораторном оборудовании в соответствии со следующими параметрами. Каждый слиток подвергался повторному нагреву до температуры 2300°F (1260°C). Горячей прокаткой из него изготавливали ленту толщиной 0,200'' (5,08 мм). Затем лента в горячем состоянии подвергалась отжигу при температуре 1825-1975°C (996-1079°C). Затем она подвергалась холодной прокатке до толщины 0,079-0,098'' (2,0-2,5 мм). Холоднокатаная лента подвергалась конечному отжигу при температуре 1885-1950°F (1029-1066°C).
[0031] Материалы, обозначенные «Пром. Материал» были изготовлены на заводе на производственном оборудовании в соответствии со следующими параметрами. Каждый сляб подвергался повторному нагреву до температуры 2273-2296°F (1245-1258°C). Затем горячей прокаткой из него изготавливали ленту толщиной 0,200-0,180'' (5,08-4,57 мм). Кроме отдельно оговоренных ниже случаев, горячекатаная лента подвергалась отжигу в горячем состоянии при температуре 1950-2000°F (1066-1083°C). После холодной прокатки до толщины 0,079-0,059'' (2,0-1,5 мм) она подвергалась конечному отжигу при температуре 1900-2000°F (1038-1093°C).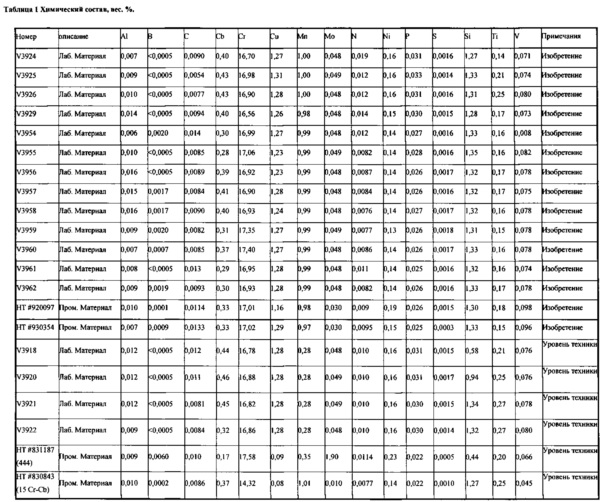
[0032] Материалы, отмеченные как «Изобретение» в колонке с комментариями, представляют собой варианты реализации ферритных нержавеющих сталей в соответствии с настоящим изобретением. Материалы, обозначенные как "Уровень техники", не являются вариантами реализации ферритных нержавеющих сталей в соответствии с настоящим изобретением. Фактически они представляют собой примеры хорошо известных сталей из уровня техники: HT #831187 - это нержавеющая сталь марки 444, а HT #830843 - это нержавеющая сталь 15 CrCb, произведенная корпорацией AK Steel Corporation, Вест Честер, штат Огайо.
ПРИМЕР 2
[0033] Сопротивление окислению нескольких составов сталей, приведенных выше в Примере 1 и в Таблице 1, испытывали при 930°C в течение 200 часов на воздухе. Результаты испытаний приведены ниже в Таблице 2, Отдельные составы обозначены своим соответствующим номером образца. Сопротивление окислению оценивали, используя два фактора. Первый - это величина привеса, а второй - это степень образования волосовин. Для каждого материала, кроме HT #920097, приведенное в таблице значение привеса - это усредненное значение по результатам двух испытаний. Для HT #920097 испытывали восемь образцов, и в таблице приведены максимальное, минимальное и среднее значения по результатам восьми испытаний.

ПРИМЕР 3
[0034] Свойства при продольном растяжении нескольких составов сталей из Примера 1 при высоких температурах измеряли в соответствии с методикой стандарта испытаний на растяжение ASTM Standard E21. Результаты испытаний приведены ниже:

ПРИМЕР 4
[0035] Свойства при продольном растяжении нескольких составов сталей из Примера 1 испытывали в соответствии с методикой по стандарту ASTM Standard E8/E8M. Кроме того, определяли коэффициенты анизотропии пластической деформации в соответствии с методикой по стандарту ASTM Standard E517. Сопротивление к волнистости составов также определяли, используя качественную шкалу от 0 до 6, где 0 означает наилучший результат испытаний, а 6 - неприемлемый. Результаты испытаний приведены ниже:

ПРИМЕР 5
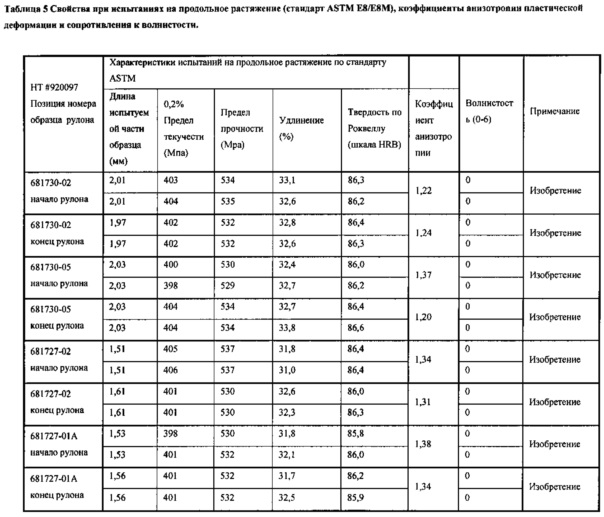
[0036] Свойства при продольном растяжении нескольких составов сталей из Примера 1 испытывали в соответствии с методикой по стандарту ASTM Standard E8/E8M. Кроме того, определяли коэффициенты анизотропии пластической деформации в соответствии с методикой по стандарту ASTM Standard E517. Сопротивление к волнистости составов также определяли, используя качественную шкалу от 0 до 6, где 0 означает наилучший результат испытаний, а 6 - неприемлемый. Результаты испытаний приведены ниже:
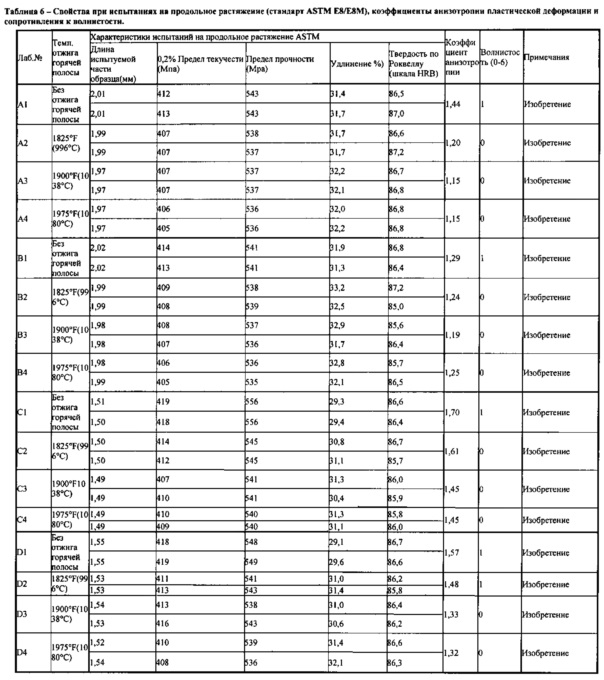
Пример 6
[0037] Четыре образца горячей полосы A, B, C, и D из плавки №920097 были изготовлены на заводе. Проведено лабораторное исследование, чтобы определить влияние процесса отжига горячей полосы и температур отжига горячей полосы для более высоких значений коэффициентов анизотропии (пластичность при вытяжке или способность к вытяжке); результаты исследования приведены далее в Таблице 6. Более низкая температура отжига горячей полосы и технология без отжига горячей полосы приводили к более высоким значениям коэффициентов анизотропии при несколько меньшем относительном удлинении и меньшем сопротивлении к волнистости, но при этом все параметры оставались в приемлемом диапазоне величин.
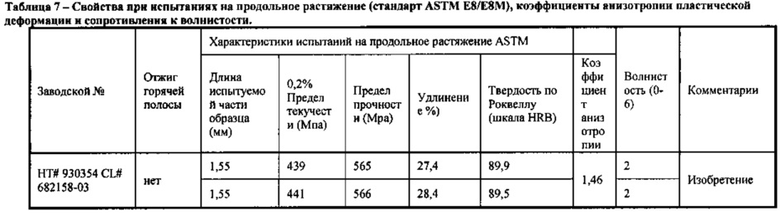
ПРИМЕР 7
[0038] Один произведенный на заводе рулон горячей полосы с составом, приведенным в Таблице 1 (HT #930354, CL #681158-03), подвергали конечной обработке без отжига горячей полосы для получения образцов с длиной испытуемой части 1,5 мм. Включение в технологию стадии отжига горячей полосы для произведенных на заводе рулонов из сплава HT #930354 приводило к получению значений коэффициентов анизотропии, равных 1,34, 1,31, 1,38, и 1,34, что показано в Таблице 5. Когда стадия отжига горячей полосы отсутствовала, это привело к более высокому значению коэффициента анизотропии, равному 1,46, что показано ниже в Таблице 7,
[0039] Понятно, что могут быть созданы различные модификации настоящего изобретения, не выходящие за пределы его сути и объема. Поэтому ограничения объема настоящего изобретения следует определять исходя из прилагаемой формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭКОНОМИЧНАЯ ФЕРРИТНАЯ НЕРЖАВЕЮЩАЯ СТАЛЬ | 2013 |
|
RU2598739C2 |
| ЛЕГИРОВАННАЯ ХРОМОМ ФЕРРИТНАЯ СТАЛЬ С ВЫСОКОЙ СТОЙКОСТЬЮ ПРОТИВ ВОЗНИКНОВЕНИЯ ВОЛНИСТОСТИ, ВЫПОЛНЕННЫЙ ИЗ НЕЕ ЛИСТ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 1998 |
|
RU2227172C2 |
| ФЕРРИТНАЯ НЕРЖАВЕЮЩАЯ СТАЛЬ | 2019 |
|
RU2808643C2 |
| ЛИСТОВАЯ ФЕРРИТНАЯ НЕРЖАВЕЮЩАЯ СТАЛЬ, СПОСОБ ЕЕ ПРОИЗВОДСТВА И ЕЕ ПРИМЕНЕНИЕ, ОСОБЕННО В ВЫХЛОПНЫХ СИСТЕМАХ | 2012 |
|
RU2603519C2 |
| РУЛОННЫЙ ПРОКАТ ИЗ ХОЛОДНОКАТАНОЙ СТАЛИ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2023 |
|
RU2821636C1 |
| ВЫСОКОПРОЧНАЯ МНОГОФАЗНАЯ СТАЛЬ ДЛЯ ХОЛОДНО-ИЛИ ГОРЯЧЕКАТАНОЙ СТАЛЬНОЙ ПОЛОСЫ И СПОСОБ ИЗГОТОВЛЕНИЯ ХОЛОДНО- И ГОРЯЧЕКАТАНОЙ СТАЛЬНОЙ ПОЛОСЫ | 2011 |
|
RU2581940C2 |
| СТАЛЬ ДЛЯ ГОРЯЧЕЙ ШТАМПОВКИ ИЛИ ЗАКАЛКИ В ИНСТРУМЕНТЕ, ОБЛАДАЮЩАЯ УЛУЧШЕННОЙ ПЛАСТИЧНОСТЬЮ | 2008 |
|
RU2423532C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОЙ СТАЛИ | 2001 |
|
RU2197542C1 |
| СПОСОБ ПРОДУВКИ ВЫСОКОХРОМИСТЫХ СТАЛЕЙ | 2004 |
|
RU2268948C2 |
| ХОЛОДНОКАТАНЫЙ СТАЛЬНОЙ ЛИСТ, ОБЛАДАЮЩИЙ ПРЕВОСХОДНОЙ СГИБАЕМОСТЬЮ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2012 |
|
RU2524021C2 |
Изобретение относится к области металлургии, а именно к ферритной нержавеющей стали. Сталь содержит следующие элементы, вес.%: углерод 0,020 или менее, азот 0,020 или менее, хром 15-20, титан 0,30 или менее, ниобий 0,50 или менее, медь 1,0-2,0, кремний 1,0-1,7, марганец 0,4-1,5, фосфор 0,050 или менее, сера 0,01 или менее, алюминий 0,020 или менее, остальное - железо и примеси, при этом отношение произведения концентраций титана и азота, к концентрации алюминия ((Ti×N)/Al), обеспечивающее равноосную зернистую структуру, составляет по меньшей мере 0,14. Сталь может дополнительно содержать по меньшей мере один элемент из, вес.%: молибден 3,0 или менее, бор 0,010 или менее, ванадий 0,5 или менее и никель 1,0 или менее. Обеспечивается высокие сопротивление окислению, жаропрочность и формуемость. 1 з.п. ф-лы, 7 табл., 7 пр.
1. Ферритная нержавеющая сталь, содержащая следующие элементы, вес.%:
углерод 0,020 или менее;
азот 0,020 или менее;
хром 15-20;
титан 0,30 или менее;
ниобий 0,50 или менее;
медь 1,0-2,00;
кремний 1,0-1,7;
марганец 0,4-1,5;
фосфор 0,050 или менее;
сера 0,01 или менее;
алюминий 0,020 или менее;
при этом отношение произведения концентраций титана и азота к концентрации алюминия ((Ti×N)/Al), обеспечивающее равноосную зернистую структуру, составляет по меньшей мере 0,14; и
остальное - железо и примеси.
2. Ферритная нержавеющая сталь по п. 1, которая дополнительно содержит по меньшей мере один из указанных ниже элементов, вес.%:
молибден 3,0 или менее;
бор 0,010 или менее;
ванадий 0,5 или менее и
никель 1,0% или менее.
| Способ и приспособление для нагревания хлебопекарных камер | 1923 |
|
SU2003A1 |
| НЕРЖАВЕЮЩАЯ ФЕРРИТНАЯ СТАЛЬ С УЛУЧШЕННОЙ ОБРАБАТЫВАЕМОСТЬЮ | 1995 |
|
RU2132886C1 |
| ЖАРОСТОЙКАЯ СТАЛЬ | 2009 |
|
RU2415963C2 |
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |
| Пресс для выдавливания из деревянных дисков заготовок для ниточных катушек | 1923 |
|
SU2007A1 |
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| Способ и приспособление для нагревания хлебопекарных камер | 1923 |
|
SU2003A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |

