Область техники, к которой относится изобретение
Изобретение относится к глубокому бурению, в частности к ремонту и восстановлению насосно-компрессорных труб нефтяного сортамента. Цель изобретения - повышение технологичности и качества ремонта, а также существенное уменьшение доли НКТ, отправляемой в металлолом.
Уровень техники
Из уровня техники известны различные способы восстановления насосно-компрессорных труб (НКТ), например способы, раскрытые в патентных источниках RU 2566520 и RU 2007138060.
В качестве наиболее близкого аналога выбран известный способ восстановления НКТ, описанный на странице интернета, расположенной по адресу http://www.uralniti.ru/main.php?cid=36. Известный способ включает следующие операции: Мойка и очистка НКТ от нефтепарафинов и солевых отложений; зачистка торцов муфт; механическая зачистка внутренней поверхности труб; контроль шаблоном согласно ГОСТ633-80; дефектоскопия; отвертывание муфт; отрезка дефектных участков трубы; нарезка резьбы; навертывание новых муфт.
Недостатком данного известного способа является то, что согласно технологическому процессу при ремонте и диагностике НКТ, трубы с длиной менее 5,5 м должны отбраковываться. То есть, если после выявления и отрезания дефектного участка длина годного участка составит менее 5,5 м, то он тоже подлежит отбраковке, т.е. отбраковывается вся НКТ. В количественном выражении это составляет порядка 110000 НКТ в год. Таким образом, НКТ с годными участками вместе с браком сдается в металлолом. Согласно аналитике доля таких труб составляет 70 процентов. При усредненной длине годного участка, равной 3.5 м (в отбракованных НКТ), - годовое количество отбраковки таких участков составляет более 380 км.
Такое большое количество фактически годной, но не соответствующей техническим нормам продукции, которая списывается и отправляется в металлолом, приводит к огромным затратам для нефтяных компаний на восполнение основного фонда НКТ (закупка новых труб взамен отбракованных).
Сущность изобретения
Задачей, на решение которой направлено настоящее изобретение, является создание способа, который позволит использовать в процессе восстановления участки труб, ранее подлежащие отбраковке, позволяющего быстро соединять данные участки НКТ, выполнять соединение качественно и технологично.
В ходе решения данной задачи достигается совокупность технических результатов: снижение расхода металла, качественное и технологичное соединение бывших в эксплуатации труб, т.е. труб, имеющих неодинаковые соединяемые торцы.
Данный технический результат достигается тем, что способ восстановления НКТ лазерной сваркой включает следующую совокупность признаков:
- очистка наружной и внутренней поверхности труб от отложений и загрязнений;
- дефектоскопия (поиск дефектов с помощью неразрушающих методов контроля);
- отрезание дефектных участков труб;
- зачистка стыкуемых поверхностей не менее 50 мм симметрично стыкуемой поверхности механическим методом до металлического блеска и химическим методом обработки для удаления органических составляющих;
- проточка кромок торца труб;
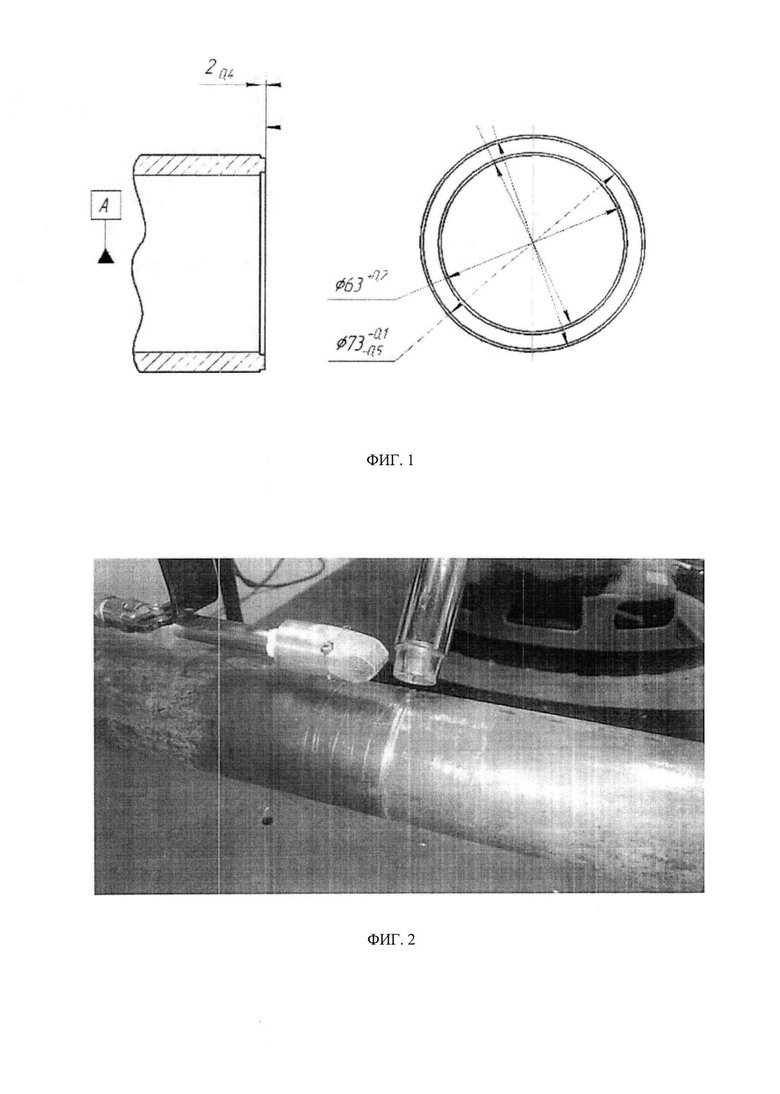
- состыковывка труб с проточкой перед началом сварки;
- сварка труб в два прохода, при этом оба прохода осуществляют с присадочной проволокой;
- по завершении соединения, если на одном из соединяемых участков резьба отсутствовала, нарезка резьбы;
- наворот муфт.
Особенностью настоящего изобретения является то, что оно позволяет использовать подлежащие выбраковке участки труб, а также то, что оно позволяет качественно соединять лазерной сваркой трубы, бывшие в употреблении и имеющие различную степень износа.
Краткое описание чертежей
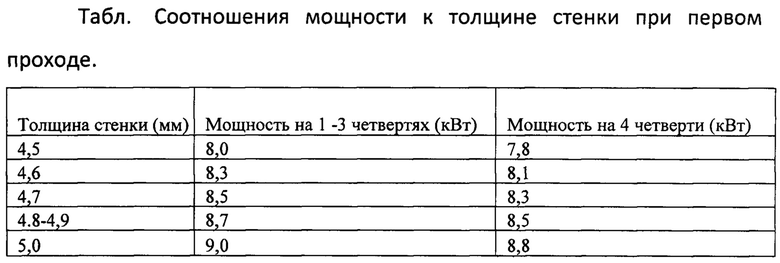
На фиг. 1 представлен чертеж проточки торца трубы;
на фиг. 2 изображены состыкованные трубы с проточкой непосредственно перед началом сварки;
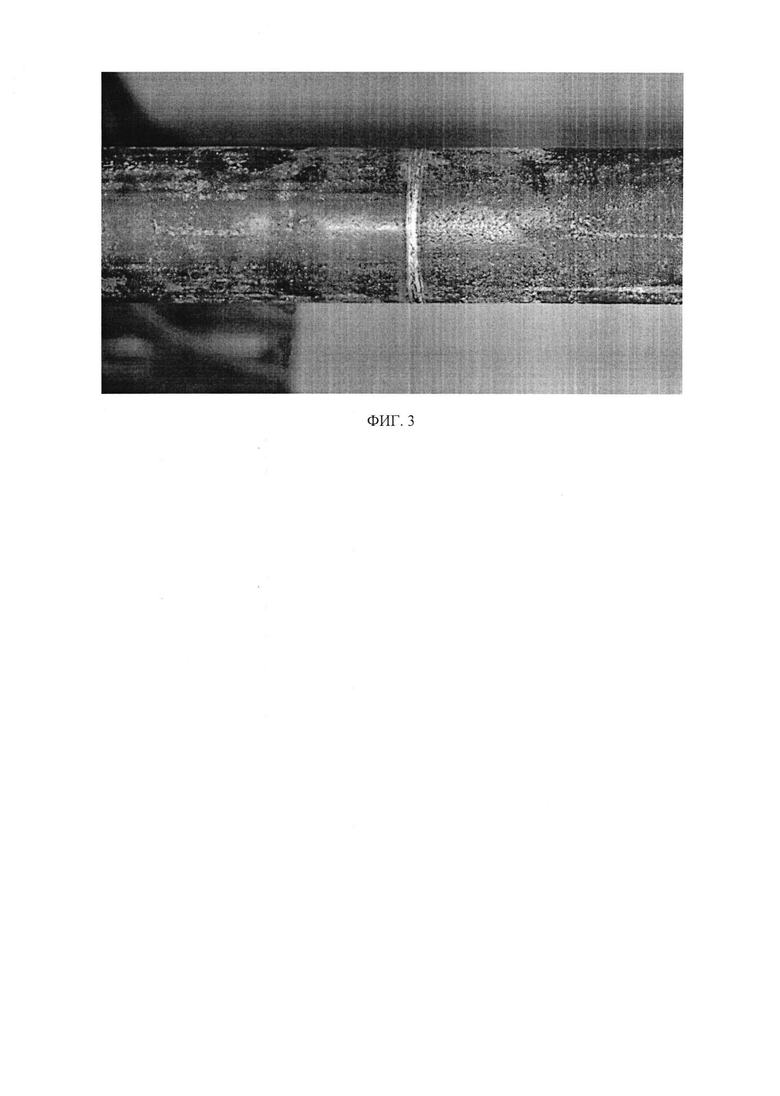
на фиг. 3 изображена восстановленная НКТ.
Осуществление изобретения
Реализацию изобретения проиллюстрируем на примере насосно-компрессорных труб (НКТ), бывших в употреблении (БУ), изготовленных по ГОСТ 633-80 и ГОСТ Р 52203-2004, наружным диаметром 73 мм и толщиной стенок 5,5 мм.
Наружную и внутреннею поверхности БУ труб очищают от отложений и загрязнений.
Проводят дефектологический контроль с целью выявления скрытых дефектов. Отрезают дефектные участки труб.
После чего подготавливают свариваемую поверхность. Качество подготовки свариваемых поверхностей непосредственно влияет на сварочный процесс. Свариваемая поверхность должна быть зачищена до металлического блеска механическим методом. Зачистка должна производиться равномерно. Наличие окисленных включений недопустимо. Для удаления органических составляющих с поверхности НКТ необходимо предусмотреть также химический метод обработки. Ширина зачистки стыкуемых поверхностей должна составлять не менее 50 мм симметрично стыкуемой поверхности.
Износ труб имеет неравномерный характер. Кроме того, трубы имеют продольный сварной шов. Данный факт сказывается отрицательно, т.к. утолщение поперечного сварного шва сконцентрировано в одном месте трубы и несостыковка двух таких швов при соединении труб приводит к двум непроварам лазерной варкой по диаметру трубы.
Для устранения проблемы разнотолщинности стыкуемых труб осуществляется проточка торцов стыкуемых труб для выравнивания параметров стыкуемых труб. Кроме того, проточка обеспечивает однородности поверхности, по которой двигается лазерный луч, т.к. такие параметры как поглощение и отражение лазерного луча существенно влияют на процесс сварки.
Реализация примера изобретения проводилась на модуле гибридной лазерной сварки 30 в составе:
1. Иттербиевый волоконный лазер JIC-30 №13022860
2. Чиллер вода-воздух RiedeIPC-1001, №7116740001
3. Манипулятор - робот KUKAKR120 R2700 extraHA, №630461
4. Лазерная оптическая головка для сварки KUGLER, №AD 10021
5. Триангуляционный датчик ScansonicTH6D, №14100029
6. Дуговой сварочный аппарат, №24412484
7. Платформа с поворотным 2-осевым позиционером, №150983
8. Фильтровентиляционная установка Kemper 8000, №00126315301
9. Система подготовки газов WITTKM 20-3, №925839
10. Сварочно-монтажный стол Siegmund «Professional» с базовой оснасткой и прижимным устройством (для плоских изделий), №004 А А
11. Модуль управления с предустановленным программным обеспечением, №014556
Заявителем в ходе проведенных исследовательских работ установлены параметры лазерной сварки НКТ, позволяющие получить с достоверностью в 95% свойства металла сварного шва идентичны свойствам основного металла трубы. Погрешность в 5% объясняется наличием ультрамелкодисперсных нарушений сплошности различных зон сварного шва, наблюдаемых при увеличении более 10000 раз (электронный сканирующий микроскоп), размер которых не превышает 0,01 мкм. Данные нарушения локализованы. Системного выстраивания зафиксированных нарушений (выстраивание с образованием трещины) не обнаружено.
В качестве рабочего фокусного расстояния принято Af=+10, т.к. при данном расстоянии получаем большую величину сварочной ванны, что положительно влияет на компенсацию геометрической нестабильности стыкуемых труб.
Все дефекты, возникающие при данном фокусном расстоянии, устраняются с помощью присадочной проволоки марки 08Г2С (усадочные эффекты металла, подрезы, нестабильный проплав). Данная проволока обеспечивает равномерное распределение по возникающим порам при сварке, а также практически идентична свариваемому металлу.
Расфокусировка нужна для успешного плавления проволоки и отсутствия «кипения», и вследствие разбрызгивания расплавленных капель, а также испарения металла на поверхности труб. Выбрано значение расфокусировки +10 мм, такое поднятие фокуса обеспечивает необходимый диаметр лазерного пятна без сильных потерь в мощности (чем больше лазерное пятно, тем меньше приходится энергии излучения на площадь).
Тем не менее, данного диаметра лазерного пятна не достаточно для создания необходимой ширины сварочной ванны. Помимо расфокуса в изобретении используется технология сканирования лазерного пучка. Метод сканирования применяется для того, чтобы увеличить площадь воздействия лазерного излучения. Реализуется при помощи системы повортных зеркал, встроенных в лазерную голову (по сути, лазерная точка превращается в полосу, с заданной амплитудой и частотой колебания). Как установлено, сканирование позволяет улучшать дегазацию в сварном шве, особенно в корневой его части и, соответственно, снижать или полностью устранять пористость. Сканирование обеспечивает более равномерное распределение плотности мощности в пятне фокусировки, что способствует устранению корневых дефектов, а также позволяет изменять форму сварных швов, получать более однородную структуру шва, выравнивать процесс и регулировать скорости кристаллизации по глубине и ширине сварного шва, что, соответственно, снижает вероятность образования трещин, пор и подрезов.
Кроме того, применение сканирования лазерного пучка способствует перемешиванию материала проволоки с материалом труб. Значения осцилляции:
1. Частота сканирования: 20 Гц
2. Ширина сканирования: 4000 ед. на сторону (3 мм)
3. Тип: синусоидальная волна
При сварке используется сварочная проволока марки 08Г2С, диаметр 1.2 мм. Скорость подачи проволоки в оба прохода - 3 м/мин. Проволока подается непосредственно в сварочную ванну под углом в 30°, плавится лазерным излучением.
Защитный газ - сварочная смесь 18% СО2, 82% Аr, расход 25 л.
Экспериментально было установлено, что лазерное излучение рассеивается в столбе дыма, появляющегося при сварке (в связи с кипением металла на поверхности и плавлением проволоки). Во избежание потери мощности лазерного излучения и достижения подачи в сварочную ванну постоянной мощности, решено, установить воздушный нож (система щелевых эжекторов для формирования высокоскоростного ламинарного потока воздуха). Расположение боковое, на минимально допустимой высоте к поверхности сварки, не сбивая при этом защитный газ. В зазоре между свариваемой поверхностью и источникам лазерного луча - 0,1-0,25 мм.
Процесс сварки происходит в 2 прохода:
1. Первый проход - является основным проходом, при котором осуществляется провар труб на всю толщину на высокой мощности.
2. Второй проход - «залечивающий» проход, наплавляется проволока на шов, для устранения усадочной ванны. Также при втором проходе основной шов нормализуется, происходит отпуск.
Лазерная голова неподвижна, скорость вращения патрона остается постоянной при сварке и равна:
- Линейная скорость сварки VnUH=0,028/с
- Угловая скорость сварки (ω) рад = при R=0,0365 м
- Программная скорость (скорость вращения патрона в %) 39%
Ввиду того что трубы имеют разный износ, толщина стенки трубы может оказаться слишком малой для проделки проточки толщиной 5 мм. По факту, толщина стенки после проточки может оказаться толщиной от 4,5 до 5 мм. Поэтому для каждой толщины стенки была подобрана мощность.
Также мощность лазера при сварке последней четверти трубы была уменьшена, т.к. процесс сварки начинается на не разогретом участке трубы, а заканчивается уже на прогретой в процессе сварки.
Соотношения мощности при первом проходе к толщине стенки представлены в таблице.
Мощность лазерного излучения при втором проходе (мощность, необходимая для расплавления проволоки и создания «валика» поверх шва) является неизменной и равна 4 кВт.
Данный вариант реализации способа является частным примером реализации и способ может быть применен для труб различного диаметра. Кроме того, данный способ может быть применен не только для восстановления НКТ, а также для восстановления любых труб, бывших в эксплуатации.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ орбитальной лазерной сварки нефтяных стальных труб, устройство и система, его реализующие | 2020 |
|
RU2759457C1 |
| Способ гибридной лазерно-дуговой сварки кольцевых поворотных стыков трубопроводов | 2022 |
|
RU2792346C1 |
| Способ гибридной лазерно-дуговой сварки продольного шва трубы | 2017 |
|
RU2637035C1 |
| Способ комбинированной автоматической двухсторонней лазерно-дуговой сварки неповоротных кольцевых стыковых соединений трубопроводов | 2024 |
|
RU2832257C1 |
| Способ устранения дефекта сварного шва трубной сформованной заготовки, выполненного с использованием лазера | 2017 |
|
RU2668623C1 |
| Способ соединения и разъединения труб для добычи битуминозной нефти и устройство для лазерной сварки и резки при реализации способа | 2016 |
|
RU2630327C1 |
| Способ устранения дефекта сварного шва трубной сформованной заготовки, выполненного с использованием лазера | 2017 |
|
RU2668621C1 |
| СПОСОБ УПРАВЛЕНИЯ ТЕРМИЧЕСКИМ ЦИКЛОМ МНОГОПРОХОДНОЙ ЛАЗЕРНОЙ СВАРКИ НЕПОВОРОТНЫХ КОЛЬЦЕВЫХ СОЕДИНЕНИЙ В УЗКОЩЕЛЕВУЮ РАЗДЕЛКУ СО СВАРОЧНОЙ ПРОВОЛОКОЙ | 2020 |
|
RU2754216C1 |
| Способ формирования монолитной буровой колонны из обсадных труб орбитальной лазерной сваркой | 2021 |
|
RU2776125C1 |
| СПОСОБ РЕМОНТА НАСОСНЫХ ШТАНГ | 1989 |
|
SU1725503A1 |
Изобретение относится к глубокому бурению, в частности к ремонту и восстановлению насосно-компрессорных труб нефтяного сортамента. Технический результат - повышение технологичности и качества ремонта, а также существенное уменьшение доли насосно-компрессорных труб (НКТ), отправляемой в металлолом. Способ восстановления НКТ лазерной сваркой состоит в том, что очищают наружную и внутреннюю поверхность труб от отложений и загрязнений, осуществляют дефектоскопический контроль труб, по результатам контроля отрезают дефектные участки труб, годные участки труб стыкуют между собой и сваривают лазерной сваркой. При этом перед стыковкой труб осуществляют зачистку стыкуемых поверхностей и протачивают кромки стыкуемых торцов труб, а сварку осуществляют в два прохода, используя присадочную проволоку. Сварку осуществляют со сканированием лазерного пучка, а также с использованием боковых воздушных ножей. 25 з.п. ф-лы, 3 ил., 1 табл.
1. Способ восстановления насосно-компрессорных труб (НКТ) лазерной сваркой, состоящий в том, что очищают наружную и внутреннюю поверхность труб от отложений и загрязнений, осуществляют дефектоскопический контроль труб, по результатам контроля отрезают дефектные участки труб, отличающийся тем, что годные участки труб стыкуют между собой и сваривают лазерной сваркой, при этом перед стыковкой труб осуществляют зачистку стыкуемых поверхностей и протачивают кромки стыкуемых торцов труб, а сварку осуществляют в два прохода, используя присадочную проволоку.
2. Способ восстановления насосно-компрессорных труб (НКТ) лазерной сваркой по п. 1, отличающийся тем, что сварку осуществляют со сканированием лазерного пучка.
3. Способ восстановления насосно-компрессорных труб (НКТ) лазерной сваркой по любому из пп. 1 или 2, отличающийся тем, что в процессе сварки используют боковой воздушный нож.
4. Способ восстановления насосно-компрессорных труб (НКТ) лазерной сваркой по любому из пп. 1 или 2, отличающийся тем, что сварку осуществляют с рабочим фокусным расстоянием Af=+10.
5. Способ восстановления насосно-компрессорных труб (НКТ) лазерной сваркой по п. 3, отличающийся тем, что сварку осуществляют с рабочим фокусным расстоянием Af=+10.
6. Способ восстановления насосно-компрессорных труб (НКТ) лазерной сваркой по любому из пп. 1, 2 или 5, отличающийся тем, что в качестве защитного газа используют сварочную смесь 18% СО2, 82% Аr с расходом 25 л.
7. Способ восстановления насосно-компрессорных труб (НКТ) лазерной сваркой по п. 3, отличающийся тем, что в качестве защитного газа используют сварочную смесь 18% СО2, 82% Аr с расходом 25 л.
8. Способ восстановления насосно-компрессорных труб (НКТ) лазерной сваркой по п. 4, отличающийся тем, что в качестве защитного газа используют сварочную смесь 18% СО2, 82% Аr с расходом 25 л;
9. Способ восстановления насосно-компрессорных труб (НКТ) лазерной сваркой по любому из пп. 1, 2, 5, 7 или 8, отличающийся тем, что при сварке используют сварочная проволока марки 08Г2С, диаметром 1,2 мм, при этом скорость подачи проволоки в оба прохода составляет 3 м/мин и проволока подается непосредственно в сварочную ванну под углом в 30°.
10. Способ восстановления насосно-компрессорных труб (НКТ) лазерной сваркой по п. 3, отличающийся тем, что при сварке используют сварочная проволока марки 08Г2С, диаметром 1.2 мм, при этом скорость подачи проволоки в оба прохода составляет 3 м/мин и проволока подается непосредственно в сварочную ванну под углом в 30°.
11. Способ восстановления насосно-компрессорных труб (НКТ) лазерной сваркой по п. 4, отличающийся тем, что при сварке используют сварочная проволока марки 08Г2С, диаметром 1,2 мм, при этом скорость подачи проволоки в оба прохода составляет 3 м/мин и проволока подается непосредственно в сварочную ванну под углом в 30°.
12. Способ восстановления насосно-компрессорных труб (НКТ) лазерной сваркой по п. 6, отличающийся тем, что при сварке используют сварочная проволока марки 08Г2С, диаметром 1,2 мм, при этом скорость подачи проволоки в оба прохода составляет 3 м/мин и проволока подается непосредственно в сварочную ванну под углом в 30°.
13. Способ восстановления насосно-компрессорных труб (НКТ) лазерной сваркой по любому из пп. 1, 2, 5, 7, 8, 10, 11 и 12, отличающийся тем, что в первый проход сварки на четвертой четверти окружности используют мощность лазера, меньшую, чем мощность лазера на первых трех четвертях, а второй проход осуществляют с неизменной мощностью.
14. Способ восстановления насосно-компрессорных труб (НКТ) лазерной сваркой по п. 3, отличающийся тем, что в первый проход сварки на четвертой четверти окружности используют мощность лазера, меньшую, чем мощность лазера на первых трех четвертях, а второй проход осуществляют с неизменной мощностью.
15. Способ восстановления насосно-компрессорных труб (НКТ) лазерной сваркой по п. 4, отличающийся тем, что в первый проход сварки на четвертой четверти окружности используют мощность лазера, меньшую, чем мощность лазера на первых трех четвертях, а второй проход осуществляют с неизменной мощностью.
16. Способ восстановления насосно-компрессорных труб (НКТ) лазерной сваркой по п. 6, отличающийся тем, что в первый проход сварки на четвертой четверти окружности используют мощность лазера, меньшую, чем мощность лазера на первых трех четвертях, а второй проход осуществляют с неизменной мощностью.
17. Способ восстановления насосно-компрессорных труб (НКТ) лазерной сваркой по п. 9, отличающийся тем, что в первый проход сварки на четвертой четверти окружности используют мощность лазера, меньшую, чем мощность лазера на первых трех четвертях, а второй проход осуществляют с неизменной мощностью.
18. Способ восстановления насосно-компрессорных труб (НКТ) лазерной сваркой по п. 13, отличающийся тем, что мощность лазера на четвертой четверти окружности трубы меньше на 2,5 процента, чем мощность прохода первых трех четвертей окружности.
19. Способ восстановления насосно-компрессорных труб (НКТ) лазерной сваркой по любому из пп. 14-17, отличающийся тем, что мощность лазера на четвертой четверти окружности трубы меньше на 2,5 процента, чем мощность прохода первых трех четвертей окружности
20. Способ восстановления насосно-компрессорных труб (НКТ) лазерной сваркой по любому из пп. 1, 2, 5, 7, 8, 10, 11, 12, 14, 15, 16, 17 и 18, отличающийся тем, что зачистку стыкуемых поверхностей осуществляют не менее 50 мм симметрично стыкуемой поверхности механическим и химическим методами.
21. Способ восстановления насосно-компрессорных труб (НКТ) лазерной сваркой по п. 3, отличающийся тем, что зачистку стыкуемых поверхностей осуществляют не менее 50 мм симметрично стыкуемой поверхности механическим и химическим методами.
22. Способ восстановления насосно-компрессорных труб (НКТ) лазерной сваркой по п. 4, отличающийся тем, что зачистку стыкуемых поверхностей осуществляют не менее 50 мм симметрично стыкуемой поверхности механическим и химическим методами.
23. Способ восстановления насосно-компрессорных труб (НКТ) лазерной сваркой по п. 6, отличающийся тем, что зачистку стыкуемых поверхностей осуществляют не менее 50 мм симметрично стыкуемой поверхности механическим и химическим методами.
24. Способ восстановления насосно-компрессорных труб (НКТ) лазерной сваркой по п. 9, отличающийся тем, что зачистку стыкуемых поверхностей осуществляют не менее 50 мм симметрично стыкуемой поверхности механическим и химическим методами.
25. Способ восстановления насосно-компрессорных труб (НКТ) лазерной сваркой по п. 13, отличающийся тем, что зачистку стыкуемых поверхностей осуществляют не менее 50 мм симметрично стыкуемой поверхности механическим и химическим методами.
26. Способ восстановления насосно-компрессорных труб (НКТ) лазерной сваркой по п. 19, отличающийся тем, что зачистку стыкуемых поверхностей осуществляют не менее 50 мм симметрично стыкуемой поверхности механическим и химическим методами.
| СПОСОБ РЕМОНТА НАСОСНО-КОМПРЕССОРНЫХ ТРУБ | 2007 |
|
RU2338053C2 |
| Способ восстановления насосно-компрессорных труб | 1987 |
|
SU1775262A1 |
| СПОСОБ РЕМОНТА ТРУБ СВАРКОЙ | 2003 |
|
RU2247890C1 |
| СПОСОБ РЕМОНТНО-ВОССТАНОВИТЕЛЬНЫХ РАБОТ НА ТРУБАХ МАГИСТРАЛЬНЫХ ТРУБОПРОВОДОВ | 2004 |
|
RU2277667C1 |
| СПОСОБ РЕМОНТА НАСОСНО-КОМПРЕССОРНЫХ ТРУБ БАНДАЖИРОВАНИЕМ | 2007 |
|
RU2358183C2 |
| СПОСОБ РЕМОНТА НАСОСНО-КОМПРЕССОРНОЙ ТРУБЫ | 2008 |
|
RU2375548C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ СЛУЖЕБНЫХ СВОЙСТВ НАСОСНО-КОМПРЕССОРНЫХ ТРУБ ЛЕЙНИРОВАНИЕМ | 2014 |
|
RU2566520C1 |

