Изобретения относятся к области автоматической сварки, в частности к автоматической сварке алюминиевых панелей с ребрами, и могут использоваться в различных отраслях машиностроения, например, для изготовления панелей и профилей, используемых в мостах, судах и металлических конструкциях.
Наиболее близким аналогом заявленного изобретения, относящегося к установке, является установка для изготовления высокопрочных длинномерных ребристых панелей, содержащая стенд, включающий две разнесенные стойки, размещенную между ними опорную плиту для установки и закрепления на ней настильного листа, механизм ориентированного закрепления и растягивания на рабочей позиции настильного листа ребра жесткости силовым агрегатом, а также перемещающийся относительно стенда портал, имеющий сварочные головки и вращающийся ролик, взаимодействующий с верхним краем ребра жесткости и предназначенный для его стабилизации. Стенд снабжен двумя узлами создания регулируемого зазора между настильным листом и ребром жесткости с возможностью его вертикального перемещения, а перемещающийся портал при этом снабжен дополнительным таким же вращающимся роликом, причем оба вращающихся ролика смонтированы на каретке корпуса подвижного портала перед сварочными головками с возможностью их контактирования с ребром жесткости без приложения усилий, препятствуя его смещению по вертикали вверх. Механизм ориентированного закрепления и растягивания ребра жесткости силовым агрегатом представляет собой два держателя с захватами, причем один из них подвижно закреплен на одной из стоек, а другой держатель смонтирован с возможностью осевого перемещения относительно своей стойки и имеет на одном конце захват, а вторым концом соединен со штоком силового гидроагрегата (см. патент на полезную модель RU 157025, МПК В21С 37/00, B23K 31/02, Е21В 37/04, опубл. 20.11.2015).
Наиболее близким аналогом заявленного изобретения, относящегося к способу, является техническое решение, раскрытое в описании к упомянутому выше патенту (RU 157025), в котором на опорную плиту стенда помещают настильный лист, закрепляют прижимами, а в захваты с помощью фиксаторов ответных технологических отверстий и отверстий траверс устанавливают ребро жесткости на рабочую позицию настильного листа с образованием предварительного зазора между ними. Поперечное положение ребра жесткости относительно настильного листа выравнивают смещением траверс по направляющим штангам, после чего, узлами вращая болты, регулируют величину зазора. После включения гидроцилиндра передаваемое им под углом усилие растягивает верхнюю кромку ребра жесткости, а в нижней его части создает сжимающие напряжения. Осуществив растяжение ребра, включают самоходный портал с двусторонними сварочными головками и двумя вращающимися роликами, которые подводят к верхней кромке ребра жесткости, препятствуя перемещению его вверх. Портал, перемещаясь вдоль стенда по направляющим, осуществляет автоматически сварку ребра по всей его толщине и на всю имеющуюся длину. После окончания сварки портал отводится в исходное положение, а готовая ребристая панель демонтируется из стенда и цикл повторяется вновь.
Недостатком упомянутого выше технического решения (RU 157025) является то, что описанные в нем установка и способ имеют низкую эффективность, обусловленную тем, что сварка выполняется со стороны ребра, а не со стороны листа панели. Тип сварного соединения тавровый и для него требуется применение присадочного материала для формирования сварного шва, что снижает производительность процесса и увеличивает деформации при сварке. При сварке алюминий деформируется намного больше по сравнению с конструкционной сталью, так как коэффициент термического расширения алюминия выше в 3 раза, чем у стали.
Задачей, на решение которой направлены заявленные изобретения, является обеспечение качественной и точной автоматической сборки и сварки длинномерных алюминиевых панелей с ребрами.
Техническим результатом заявленных изобретений является повышение эффективности автоматической сварки алюминиевой панели с ребром за счет повышения производительности, качества сборки и сварки, уменьшения деформации при сварке.
Технический результат обеспечивается тем, что установка автоматической сборки и сварки алюминиевых панелей с ребрами, содержащая раму для крепления алюминиевой панели, сварочную головку, установленную с возможностью перемещения по горизонтальной направляющей сварочного портала, и механизмы подачи и крепления ребра, снабжена механизмом горизонтального и вертикального перемещения рамы, выполненным в виде рольганга, состоящего из двух параллельных горизонтальных элементов, расположенных на вертикальных опорах, выполненных с возможностью регулирования их высоты, в верхней части горизонтальных элементов расположены ряды роликов, на которые опирается рама своими поперечными сторонами, причем механизм крепления ребра выполнен в виде ряда фиксаторов, расположенного параллельно продольным сторонам рамы, при этом сварочная головка расположена в одной вертикальной плоскости с привариваемым ребром, установленным в механизме подачи.
Технический результат обеспечивается тем, что в способе автоматической сборки и сварки алюминиевых панелей с ребрами, включающем в себя размещение панели на раме, сборку панели с ребром и сварку, раму с закрепленной на ней алюминиевой панелью устанавливают вне рабочей зоны сварки на механизм горизонтального и вертикального перемещения рамы, после чего в рабочую зону сварки подают ребро, которое зажимают в ряде фиксаторов таким образом, чтобы ребро и сварочная головка располагались в одной вертикальной плоскости, далее поднимают раму вверх и осуществляют перемещение рамы в горизонтальной плоскости, при этом упомянутое перемещение осуществляют таким образом, чтобы совместить линию на алюминиевой панели, где необходимо приварить ребро, с траекторией движения автоматической сварочной головки, затем раму опускают вниз до положения, при котором закрепленная на раме алюминиевая панель плотно прилегает к верхней поверхности ребра, после чего производят сварку ребра с алюминиевой панелью, а затем разжимают фиксаторы, раму поднимают вверх и осуществляют ее горизонтальное перемещение вне зоны сварки, после чего опускают раму вниз, а в рабочую зону сварки подают следующее ребро для сварки с алюминиевой панелью.
Заявленные изобретения обеспечивают уменьшение деформации ребра при сварке за счет жесткой фиксации ребра посредством механизма крепления ребра, выполненного в виде ряда фиксаторов, расположенного под рамой параллельно ее продольным сторонам.
При выполнении механизма крепления ребра в виде ряда фиксаторов, расположенного параллельно продольным сторонам рамы, обеспечивается возможность расположения сварочной ванны в нижнем положении, что значительно улучшает качество и стабильность формирования сварного шва. При этом сварку можно проводить на очень высокой скорости, не опасаясь недостаточного формирования сварного шва, так как применение присадочного материала не требуется.
Сущность предлагаемых изобретений поясняется чертежом.
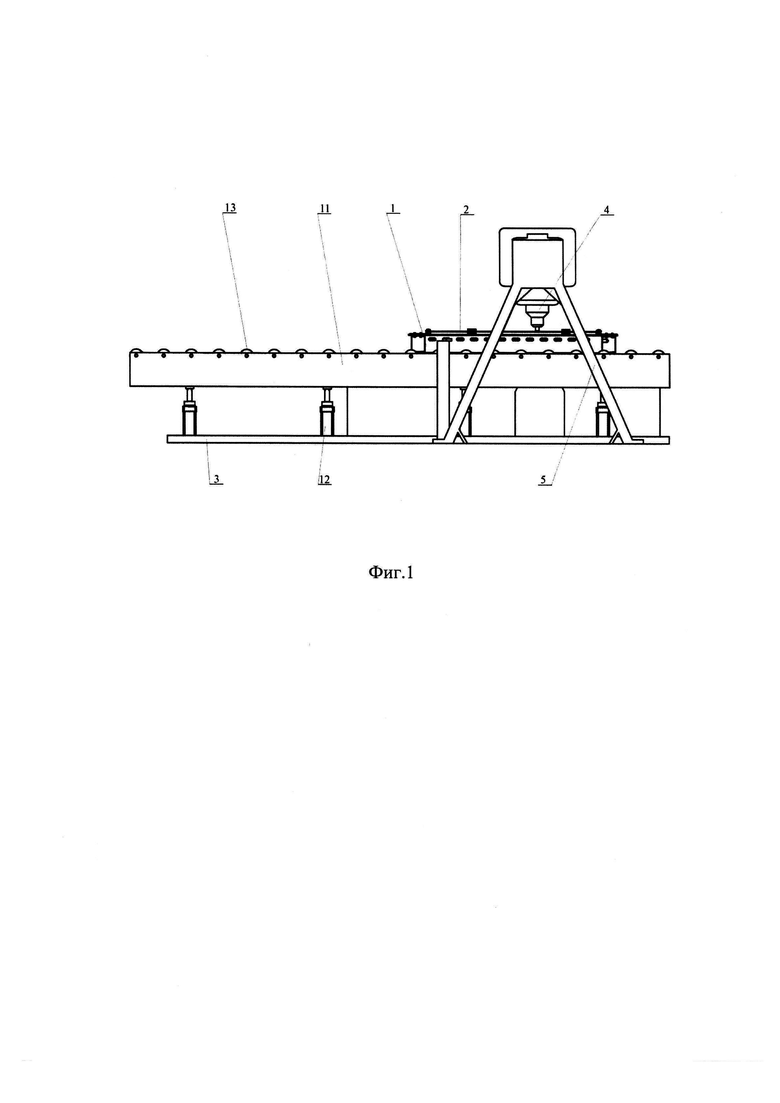
На фиг. 1 показана общая схема установки (вид спереди).
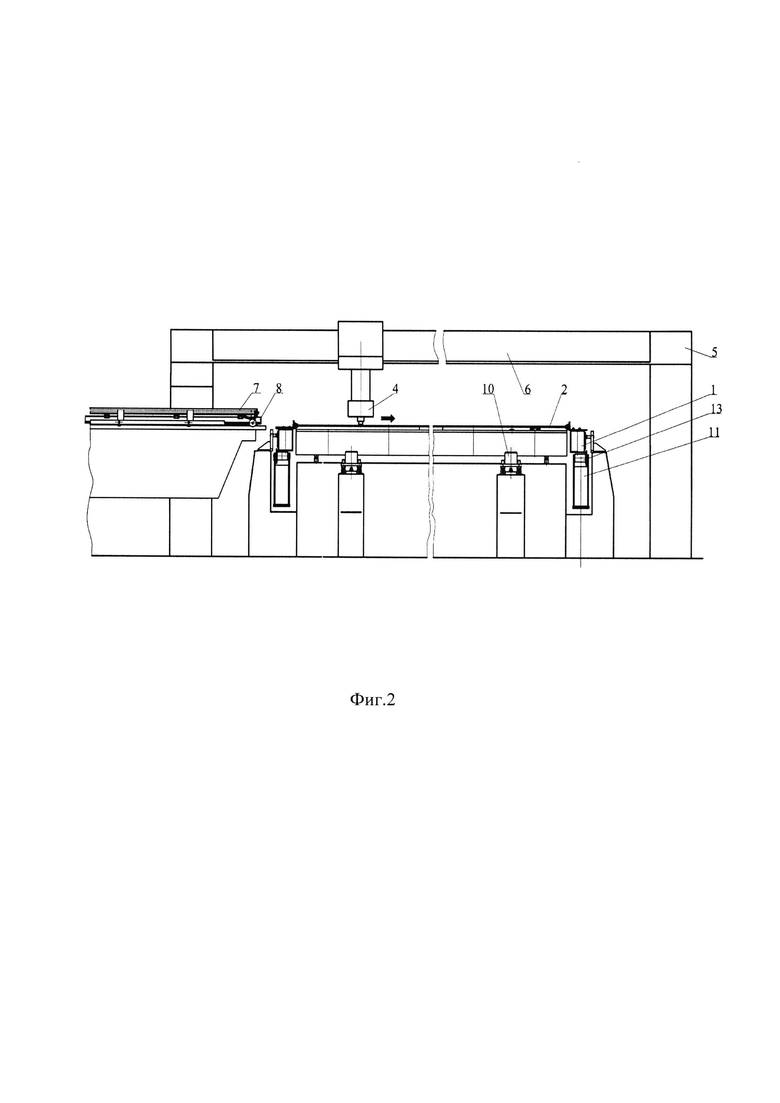
На фиг. 2 показан вид сбоку установки.
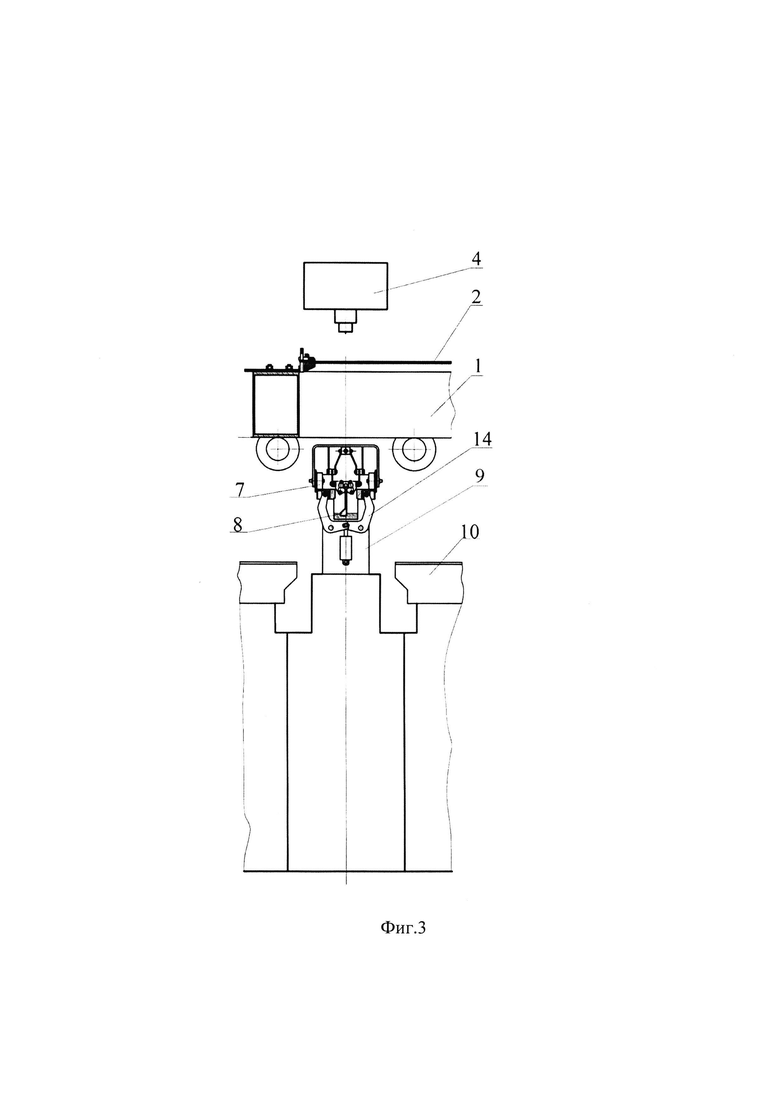
На фиг. 3 показан механизм подачи ребра.
Установка автоматической сборки и сварки алюминиевых панелей с ребрами содержит раму 1 для крепления алюминиевой панели 2, автоматический механизм 3 перемещения рамы 1, обеспечивающий горизонтальное и вертикальное перемещение рамы, автоматическую сварочную головку 4, установленную на сварочном портале 5, снабженном горизонтальной направляющей 6 для перемещения автоматической сварочной головки 4, автоматический механизм подачи 7 ребра 8 и автоматический механизм крепления 9 ребра 8.
Автоматическая сварочная головка 4 установлена на сварочном портале 5 и имеет возможность перемещения по горизонтальной направляющей 6. Рама 1 имеет расположенные по ее периметру крепежные элементы для закрепления на ней алюминиевой панели 2.
Между поперечными сторонами рамы 1 расположены вертикальные, параллельные друг другу опорные стойки 10.
Автоматический механизм 3 перемещения рамы 1 представляет собой рольганг в виде двух параллельных горизонтальных элементов 11, расположенных на вертикальных опорах 12.
Автоматический механизм 3 перемещения рамы обеспечивает горизонтальное и вертикальное перемещение рамы. В верхней части горизонтальных элементов 11 установлены горизонтальные ряды роликов 13, обеспечивающих перемещение по ним рамы 1 в горизонтальной плоскости. Вертикальные опоры 12 снабжены механизмом изменения их высоты, что обеспечивает вертикальное перемещение горизонтальных элементов 11.
Горизонтальные элементы 11 могут иметь два стационарных положения: нижнее - в процессе автоматической сборки и сварки алюминиевой панели с ребрами, и верхнее - при перемещении рамы из нерабочей зоны в рабочую зону сварки и обратно. Рама 1 опирается на ряды роликов 13 горизонтальных элементов 11 своими поперечными сторонами.
Автоматический механизм подачи 7 ребра 8 расположен с одной из поперечных сторон рамы 1 параллельно ее продольным сторонам.
Автоматический механизм крепления 9 ребра 8 представляет собой ряд фиксаторов, выполненных в виде клещевых зажимов 14. Ряд фиксаторов расположен параллельно продольным сторонам рамы.
Линия, по которой движется в процессе сварки сварочная головка 4 (ось симметрии сварного шва), ось симметрии ребра 8 при его установке в автоматическом механизме подачи 7 и оси симметрии каждого клещевого зажима 14 находятся в одной вертикальной плоскости.
Установка может быть дополнительно оснащена различного рода дополнительными устройствами, повышающими качество алюминиевой панели в целом. Например, на механизме подачи ребра без ущерба для производительности линии дополнительно могут быть установлены: устройство правки ребра, устройство очистки кромки ребра и т.д.
На установке автоматической сборки и сварки длинномерных алюминиевых панелей с ребрами реализуется способ автоматической сборки и сварки длинномерных алюминиевых панелей с ребрами.
Способ автоматической сборки и сварки длинномерных алюминиевых панелей с ребрами осуществляется следующим образом.
Раму 1 устанавливают на опущенные вниз горизонтальные элементы 11 автоматического механизма перемещения рамы, таким образом, что рама 1 находится вне зоны сварки, а именно в крайне левом (нерабочем) положении.
На раму сверху крепят алюминиевую панель 2. При помощи автоматического механизма подачи 7 ребра 8 осуществляют подачу ребра в рабочую зону сварки, где ребро 8 размещают между губками клещевых зажимов 14 автоматического механизма крепления 9 ребра 8. Таким образом, происходит фиксация ребра 8 клещевыми зажимами 14, при этом ось ребра 8 и ось симметрии рабочего инструмента автоматической сварочной головки 4 располагаются в одной вертикальной плоскости.
Далее при помощи механизма изменения высоты вертикальных опор 12 горизонтальные элементы 11 вместе с рамой 1 и закрепленной на ней панелью 2 поднимаются в верхнее положение.
Перемещают раму 1 в горизонтальной плоскости посредством цилиндрических роликов 13 в рабочую зону сварки. Это перемещение осуществляют таким образом, чтобы совместилась линия на алюминиевой панели 2, где необходимо приварить ребро 8, с траекторией, по которой будет двигаться автоматическая сварочная головка 4.
Затем посредством механизма изменения высоты вертикальных опор 12 горизонтальные элементы 11 опускают в нижнее положение, при этом рама 1 ложится на опорные стойки 10, а закрепленная на раме алюминиевая панель 2 плотно прилегает к верхней поверхности ребра 8, зафиксированного в клещевых зажимах 14.
Автоматическая сварочная головка 4, перемещается по направляющей 6 и производится сварка ребра 8 с алюминиевой панелью 2. По завершению процесса сварки сварочную головку выводят за габариты рамы.
Далее разжимают клещевые зажимы 14, а с помощью автоматического механизма перемещения 3 раму 1 поднимают вверх до освобождения приваренного ребра из автоматического механизма крепления 9. После чего раму 1 перемещают в горизонтальном направлении в крайнее левое (нерабочее) положение и опускают вниз. Затем с помощью автоматического механизма подачи 7 подают следующее ребро и фиксируют его в автоматическом механизме крепления 9.
Автоматический механизм перемещения 3 производит подъем, горизонтальное перемещение до заданной позиции и опускание рамы 1 с алюминиевой панелью 2 на опорные стойки 10. Процесс сварки повторяется.
Заявленные установка и способ автоматической сборки и сварки длинномерных алюминиевых панелей с ребрами обеспечивают чрезвычайно простой, легкий и производительный процесс автоматической сварки алюминиевой панели с ребрами без деформации ребра.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕБРИСТЫХ ПАНЕЛЕЙ | 2010 |
|
RU2443527C2 |
| Станок для сборки и сварки полотнищ с поперечными ребрами | 1976 |
|
SU662302A1 |
| Стенд для сборки под сварку изделий | 1990 |
|
SU1775259A1 |
| Способ изготовления теплообменников и стан для его осуществления. Устройство для передачи длинномерных изделий на обработку. Трубогибочная машина | 1981 |
|
SU1011322A1 |
| Стенд для сборки и сварки кольцевых швов | 1980 |
|
SU948595A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТАВРОВЫХ ЭЛЕМЕНТОВ ОРТОТРОПНОЙ ПЛИТЫ | 2005 |
|
RU2288824C1 |
| Способ изготовления коррозионно-стойкой трубы (варианты) | 2016 |
|
RU2634644C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОКОВЫХ СТЕН ГРУЗОВЫХ ВАГОНОВ И УСТРОЙСТВО ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2575112C2 |
| Агрегат для сборки под сварку иСВАРКи РЕбЕР жЕСТКОСТи C лиСТОВыМипОлОТНищАМи | 1979 |
|
SU846207A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ | 2005 |
|
RU2294274C1 |
Изобретения относятся к установке и способу автоматической сборки и сварки алюминиевых панелей с ребрами. Установка содержит раму, автоматический механизм перемещения рамы в горизонтальном и вертикальном направлении, автоматическую сварочную головку, автоматический механизм подачи ребра и автоматический механизм крепления ребра. Ось симметрии рабочего инструмента автоматической сварочной головки и ось симметрии свариваемого ребра расположены в одной вертикальной плоскости. Раму с закрепленной на ней алюминиевой панелью устанавливают вне рабочей зоны сварки на автоматический механизм перемещения рамы, а в рабочую зону сварки подают ребро, которое зажимают в ряде фиксаторов. Осуществляют перемещение рамы таким образом, чтобы совместить линию на алюминиевой панели, где необходимо приварить ребро, с траекторией движения автоматической сварочной головки. Раму опускают вниз до положения, при котором закрепленная на раме алюминиевая панель плотно прилегает к верхней поверхности ребра. Производят сварку ребра с алюминиевой панелью. Технический результат - повышение эффективности автоматической сварки алюминиевой панели с ребром, повышение качества сборки и сварки за счет уменьшения деформаций при сварке. 2 н.п. ф-лы, 3 ил.
1. Установка автоматической сборки и сварки алюминиевых панелей с ребрами, содержащая раму для крепления алюминиевой панели, сварочную головку, установленную с возможностью перемещения по горизонтальной направляющей сварочного портала, и механизмы подачи и крепления ребра, отличающаяся тем, что она снабжена механизмом горизонтального и вертикального перемещения рамы, выполненным в виде рольганга, состоящего из двух параллельных горизонтальных элементов, расположенных на вертикальных опорах, выполненных с возможностью регулирования их высоты, в верхней части горизонтальных элементов расположены ряды роликов, на которые опирается рама своими поперечными сторонами, причем механизм крепления ребра выполнен в виде ряда фиксаторов, расположенного параллельно продольным сторонам рамы.
2. Способ автоматической сборки и сварки алюминиевых панелей с ребрами, включающий в себя размещение панели на раме, сборку панели с ребром и сварку, отличающийся тем, что раму с закрепленной на ней алюминиевой панелью устанавливают вне рабочей зоны сварки на механизм горизонтального и вертикального перемещения рамы, после чего в рабочую зону сварки подают ребро, которое зажимают в ряде фиксаторов таким образом, чтобы ребро и сварочная головка располагались в одной вертикальной плоскости, далее поднимают раму вверх и осуществляют перемещение рамы в горизонтальной плоскости, при этом упомянутое перемещение осуществляют таким образом, чтобы совместить линию на алюминиевой панели, на которой необходимо приварить ребро, с траекторией движения автоматической сварочной головки, затем раму опускают вниз до положения, при котором закрепленная на раме алюминиевая панель плотно прилегает к верхней поверхности ребра, после чего производят сварку ребра с алюминиевой панелью, а затем разжимают фиксаторы, раму поднимают вверх и осуществляют ее горизонтальное перемещение вне зоны сварки, после чего опускают раму вниз, а в рабочую зону сварки подают следующее ребро для сварки с алюминиевой панелью.
| 0 |
|
SU157025A1 | |
| Агрегат для сборки и сварки набора Г-образных ребер жесткости с криволинейным по контуру полотнищем | 1981 |
|
SU1027004A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕБРИСТЫХ ПАНЕЛЕЙ | 2012 |
|
RU2483848C1 |
| Устройство для сборки полотнищ с ребрами жесткости | 1988 |
|
SU1625637A1 |
| Станок для сборки и сварки полотнищ с поперечными ребрами | 1976 |
|
SU662302A1 |
| US 6036075 A1, 14.03.2000 | |||
| CN 204686280 U, 07.10.2015 | |||
| JP 60240384 A, 29.11.1985 | |||
| CN 204747841 U, 11.11.2015. | |||

