Изобретение относится к области сварки, а именно к механизации сварочных процессов, преимущественно при сварке длинномерных изделий.
Цель изобретения - повышение производительности путем обеспечения автоматизации сборки и сварки длинномерных изделий.
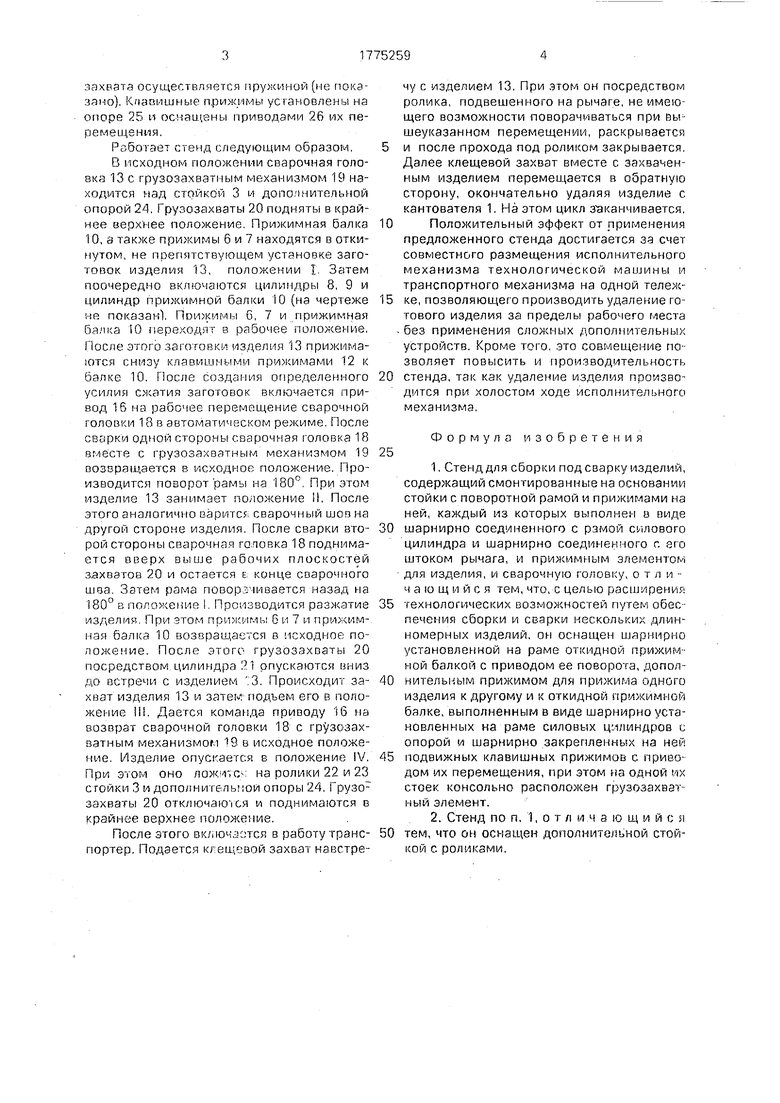
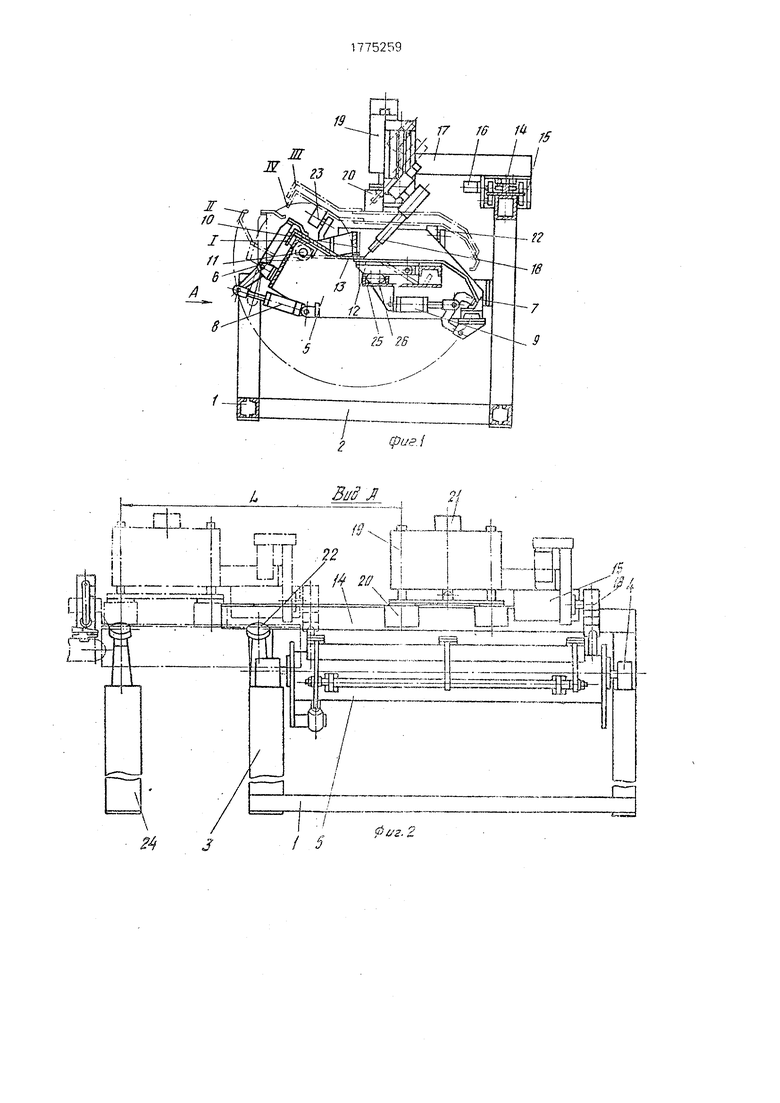
На фиг. 1 изображен стенд, вид сбоку: на фиг. 2 - вид А на фиг. 1; на фиг. 3 - вид на стенд сверху.
Стенд для сборки и сварки изделий содержит кантователь 1, состоящий из двух смонтированных на основании 2 стоек:приводной 3 и неприводной 4. На стойках 3 и 4 установлена поворотная в вертикальной плоскости рама 5, снабженная рычажными прижимами 6 и 7 с силовыми цилиндрами 8 и 9 откидной прижимной балкой 10, установленной на двух осях 11, и клавишными
прижимами 12, предназначенными для прижатия заготовок изделия 13 к балке 10. Кроме этого, на стойках 3 и 4 установлена горизонтальная направляющая 14 для продольного перемещения тележки 15 с приводом 16 и со смонтированными на ней посредством консоли 17 сварочной головкой 18 и жестко закрепленным грузозахватным механизмом 19, оснащенным грузозахватом 20 и силовым цилиндром 21. Стойка 3 снабжена опорными роликами 22 и 23 рядом с которой установлена дополнительная опора 24. также снабженная вышеуказанная роликами.
Дополнительная опора 24 установлена вблизи отводящего транспортера, оснащенного, как минимум, одним клещевым захватом, для раскрытия которого при встрече с концом изделия подвешен на неполноповоротном рычаге ролик. Закрытие клешивого
захвата осуществляется пружиной (не показано). Кпавмшные прижимы установлены на опоре 25 и оснащены приводами 26 их перемещения.
Работает стенд следующим образом, В исходном положении сварочная головка 13 с грузозахватным механизмом 19 находится над стойкой 3 и дополнительной опорой 24. Груэозахваты 20 подняты в крайнее верхнее положение. Прижимная балка 10, а также прижимы 6 и 7 находятся в отки yтoм, не препятст8уюш,ем установке заготовок изделия 13, положении Г. Затем поочередно включаются цилиндры 8, 9 и цилиндр прижимной балки 10 (на чертеже ив показан. б, 7 и прижимная балка 10 переходят в рабочее положение. После этого заготовки изделия 13 прижимаются снизу клавишными при.м имами 12 к балке 10. После создания определенного усилия сжатия заготовок включается привод 16 на рабочее перемещение сварочной головки 18 в автоматическом режиме. После сварки одной стороны сварочная головка 18 fSMCCTe с грузозахватным механизмом 19 возвращается в исходное положение. Производится поворотрамы на 180°. При этом изделие 13 занимает положение П. После этого аналогично варится сварочный шов на другой стороне изделия. После сварки второй стороны сварочная головка 18 поднимается вверх выше рабочих плоскостей захватов 20 и остается Е; конце сварочного шва. Затем рама поворачивается назад на 180 в положение 1. Производится разжатие изделия. При этом прижимь: 6 и 7 и прихимная балка 10 возвращается в исходное положение. После этого грузозахваты 20 посредством цилиндра 21 рпускаются вниз до встречи с изделием . Происходит захват изделия 13 и затеьг подъем его в положение П1. Дается команда приводу 16 на возврат сварочной головки 18 с грузозахватным механизмом 19 в исходное положение. Изделие опускается в положение IV. При этом оно лож 1тсм на ролики 22 и 23 стойки 3 и дополнитбльмои опоры 24, Грузозахваты 20 отключаются и поднимаются в крайнее оерхнее положение.
После этого вк/1ючзотся в работу транспортер. Подается клещевой захват навстречу с изделием 13. При этом он посредством ролика, подвешенного на рычаге, не имеющего возможности поворачиваться при вышеуказанном перемещении, раскрывается
и после прохода под роликом закрывается. Далее клещевой захват вместе с захваченным изделием перемещается в обратную сторону, окончательно удаляя изделие с кантователя 1, На этом цикл заканчивается,
Положительный эффект от применения
предложенного стенда достигается за счет совместного размещения исполнительного механизма технологической машины и транспортного механизма на одной тележке, позволяющего производить удаление готового изделия за пределы рабочего места без применения сложных дополнительных устройств. Кроме того, .это совмещение позволяет повысить и производительность
стенда, так как удаление изделия производится при холостом ходе исполнительного механизма.
Формула изобретения
1.Стенд для сборки под сварку изделий, содержащий смонтированные на основании стойки с поворотной рамой и прижимами на ней, каждый из которых выполнен а виде
шарнирно соединенного с рзмой силового
цилиндра и шарнирно соединенного г. его
штоком рычага, и прижимным злементом
для изделия, и сварочную голов1су, о т л и ч а 1о щ и и с я тем, что, с целью расширения
технологических возможностей путем обеспечения сборки и сварки нескольких длинномерных изделий, он оснащ.ен шарнирно установленной на раме откидной прижимной балкой с приводом ее поворота, дополнительиым прижимом для прижима одного изделия к другому и к откидной прижимной балке, выполненным в виде шарнирно установленных на раме силовых ц 1лмндров с опорой и шарнирно закрепленных на ней
подвижных клавишных прижимов с приводом их перемещения, при этом на одной мх стоек консольно расположен грузозахватный элемент,
2.Стенд по п, 1, о т /1 ил( а 10 щ и и с я тем, что он оснащен дополнительной стойкой с роликами.
-Q
BuS J
ери г. I
1 7
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU939174A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОКОВЫХ СТЕН ГРУЗОВЫХ ВАГОНОВ И УСТРОЙСТВО ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2575112C2 |
| СТЕНД ДЛЯ СБОРКИ И ДВУСТОРОННЕЙ СВАРКН ЛИСТОВОГО МАТЕРИАЛА В ПОЛОТНИЩА | 1973 |
|
SU366951A1 |
| Устройство для фиксации и прижима свариваемых деталей | 1977 |
|
SU707741A1 |
| Стенд для сборки и сварки крупногабаритных изделий | 1981 |
|
SU1038159A1 |
| Устройство для сборки и автоматической дуговой сварки под флюсом стыковых швов изделий | 1982 |
|
SU1147543A1 |
| Поточная линия для сборки и сварки листов в полотнища | 1976 |
|
SU647090A1 |
| Линия сборки и сварки балок в составе двух боковых и среднего продольных профилей | 1976 |
|
SU695790A1 |
| Установка и способ автоматической сборки и сварки алюминиевых панелей с ребрами | 2017 |
|
RU2660468C1 |
| Стенд сборочно- сварочный | 1977 |
|
SU725858A1 |
Использование: в изготовлении длинномерных изделий. Сущность изобретения: стенд для сборки и сварки изделий содержит кантователь 1 с поворотной рамой 5 и прижимами на ней 6,7,10,12, размещенной между смонтированными на основании 2 стойками 3 и 4 с направляющей 14, на которой установлена тележка 15, несущая консоль 17 со сварочной головкой 18, при этом на консоли 17 жестко закреплен грузозахватный механизм 19, а вблизи одной из стоек 3 установлена дополнительная опора. Кроме того, дополнительная опора и стойка, расположенная вблизи нее, снабжены роликами 22 и 23. 1 з.п.ф-лы, 3 ил.on
3,
:Н-Н
LTS
ш
| Общемашиностроительные типовые и руководящие материалы- в области технологии и организации производства | |||
| Оборудование для комплексной механизации сварочного производства, ОМТРМ 5436- 006-67 | |||
| ч.З | |||
| НИИинформмаш, 1967, с.57, рис.36. |
