Изобретение относится к области создания защитных покрытий, а именно к технологии механосинтеза интерметаллических покрытий из смеси металлических порошков. Полученные покрытия на основе интерметаллических соединений обладают высокой коррозионной стойкостью, жаропрочностью и жаростойкостью, износостойкостью. Особенностью данного способа получения покрытий явилась замена стандартного отжига в печи после процесса механосинтеза на лазерную обработку. После лазерной обработки происходит гомогенизация покрытия, устраняются дефекты в виде трещин и пор.
В патенте [Патент RU 2003 122 967 А. Опубликовано: 27.01.2005] приведен способ получения интерметаллидных покрытий путем газотермического напыления разогретой смеси порошков на подложку. В качестве основы использую кобальт, никель или железо. При напылении происходит самораспространяющийся высокотемпературный синтез.
В патенте [Патент RU 167018 U1. Опубликовано: 20.12.2016] рассмотрен способ получения слоистого композиционного материал системы «металл-интерметаллид», включающий чередующиеся слои пластичного металла и упрочненного слоя из интерметаллида. упрочненный слой имеют толщину от 10-8 до 5*10-6 м, а размер частиц интерметаллидов в слое составляет от 10-9 м до 10-7 м. Такие слоистые материалы получены по средством искрового плазменного спекания. Основным недостатком данного изобретения является то, что данным методом нельзя получить покрытия на уже готовой детали и наличие отдельных частиц интерметаллидов в материале. В этом случае композит обладает низкими прочностными характеристиками. Предлагаемый же способ механосинтеза с последующем лазерным отжигом позволяет получить равномерное гомогенное покрытие.
Способ получения интерметаллидов методом взрыва описан в патентах [Патент RU 2350442 С2. Опубликовано: 27.03.2009]. Данный метод позволяет получать пластины с износостойкими покрытиями, но сама технология требует высоких температур обработки до 1000°С и сварки взрывом, поэтому это не подходит для материалов с низкой температурой плавления и для готовых изделий. Лазерная обработка же в предлагаемой нами технологии позволяет производить локальный нагрев и избегать деформаций и структурных изменений в материале, на который нанесено покрытие.
О технологии электродуговой наплавки жаростойких покрытий на базе Fe3Al на стальную подложку заявлено в патенте [Патент RU 2414336 C1. Опубликовано: 20.03.2011]. Наплавку производят проволокой, содержащей Fe и Al. После наплавки производят термическую обработку, которая необходима для формирования интерметаллидной фазы Fe3Al с содержанием алюминия 20-25% по массе. Представленный способ наиболее близок к тому методу, который представлен нами. Отличием является то, что для наплавки необходима проволока.
Техническим результатом настоящего изобретения является разработка высокоэффективного и надежного способа создания интерметаллических защитных покрытий высокой плотности и стойкости на поверхности металлических изделий. Исключение дорогостоящих материалов при создании подобных покрытий. Замена стандартного длительного отжига покрытия на высокоэффективную лазерную обработку поверхности. Данный технический результат может иметь решение за счет возможностей технологий механоактивационной обработки и лазерной обработки.
Технический результат получения интерметаллических покрытий для защиты поверхности изделий из металлов включает механоактивационную обработку смеси порошков интерметаллического соединения в шаровой мельнице совместно с металлическим изделием продолжительностью 30-60 минут для получения покрытия, и последующую лазерную обработку получившегося покрытия в диапазоне мощностей 100-200 Вт и скоростью сканирования 40-80 мм/с для получения равномерного покрытия.
Для пояснения сущности изобретения были представлены графические изображения.
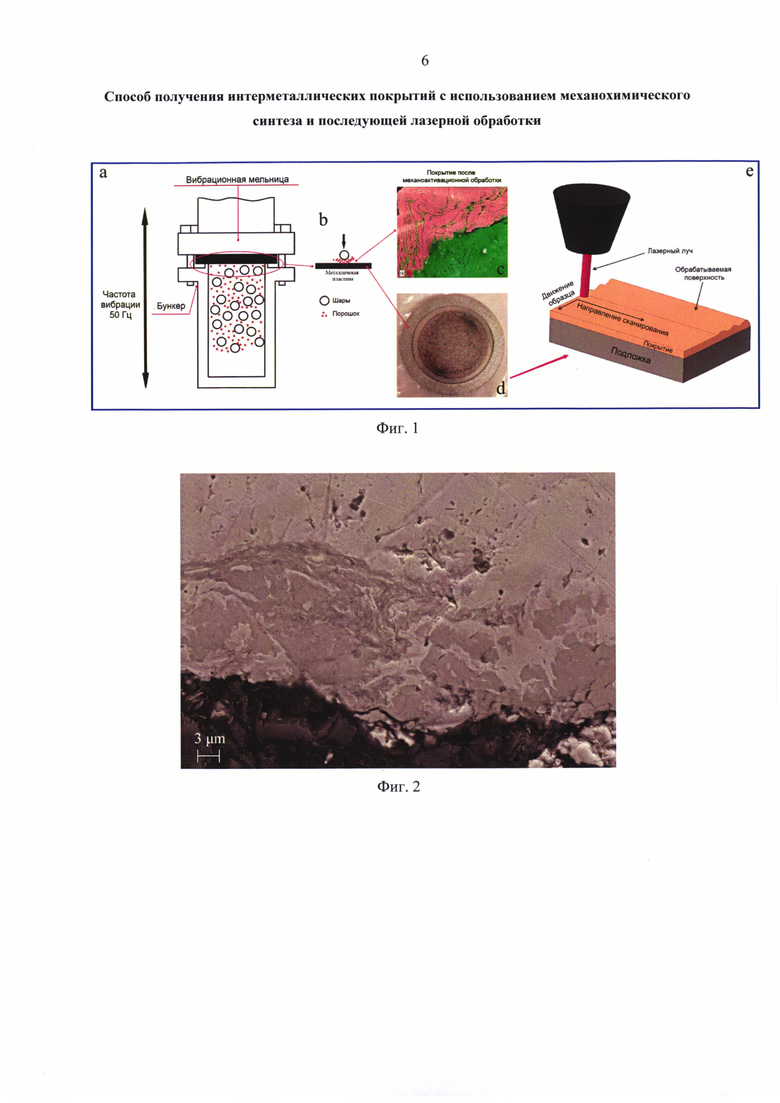
Где на фигуре 1 представлена схема получения покрытия на образце из Fe с покрытием из NiAl.
На фигуре 2 - Микроструктура покрытия NiAl после МА - 60 мин. Увеличение ×1500.
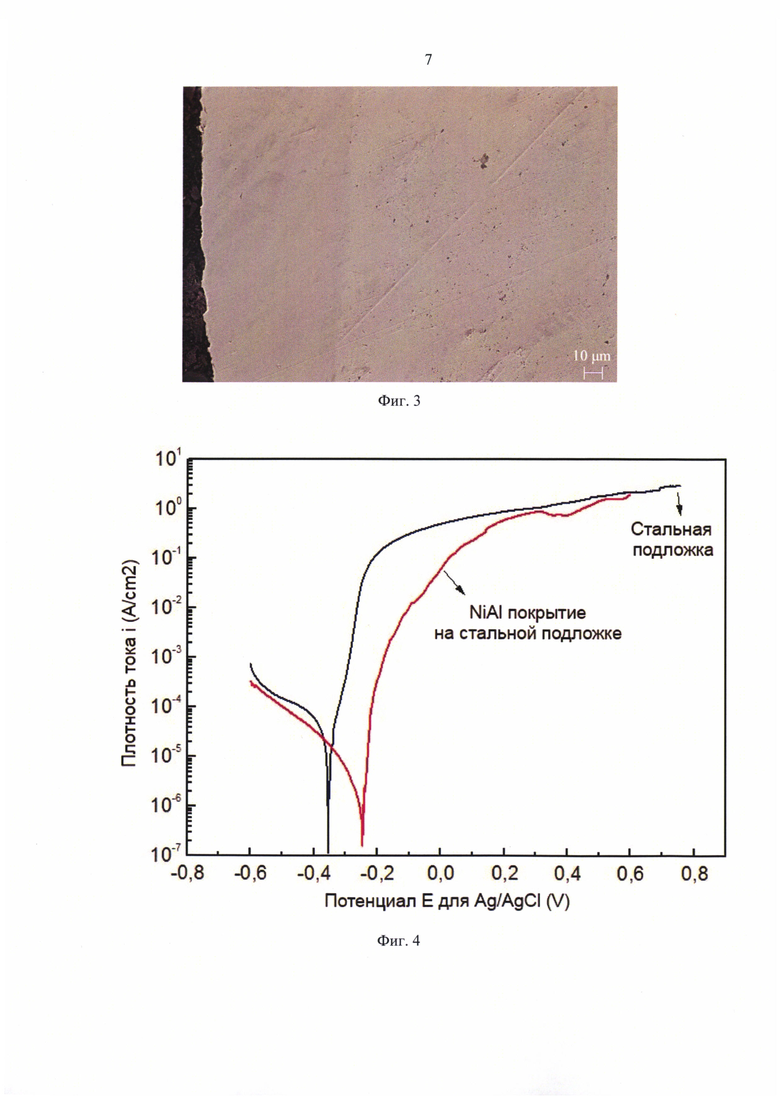
На фигуре 3 - Микроструктура покрытия NiAl после лазерной обработки с плотностью энергии 4,3 Дж/мм2. Увеличение ×1500.
На фигуре 4 - Поляризационная кривая полученная при коррозионных испытаниях покрытия.
Технология включает в себя:
1. Добавление требуемого количества порошков металлов Ni и Al в вибрационную мельницу. Компоненты отмеряются по массе в зависимости от стехиометрического соотношения в формуле интерметаллида NiAl или Ni3Al. Компоненты нужно смешивать в соотношении 25 масс. % Ni и 75 масс. % Al для Ni3Al и 50 масс % Ni и 50 масс. % Al для NiAl. Общая масса смеси составляет 10% от веса шаров в вибрационном активаторе. В случае, если масса шаров составляет 20 гр., то масса смеси порошков равна 2 гр.
2. Механоактивационная обработка смеси порошков металлов происходит в вибрационной шаровой мельнице с одновременным нанесением покрытия на поверхность изделия. Изделие представляет собой металлическую пластину. Получение интерметаллического соединения NiAl и Ni3Al на поверхности изделия происходит при помощи механоактивационной обработки в течение 60 минут.
3. После нанесения покрытия на металлическое изделие его поверхность обрабатывают лазерным излучением по заданным режимам.
Предлагаемый способ получения интерметаллических покрытий позволяет заменить стандартный отжиг покрытия, который проводится для устранения дефектов в виде пор, трещин и для гомогенизации покрытия, на лазерный отжиг. Лазерная обработка требует меньше времени. При лазерной обработке происходит нагрев только поверхностных слоев, что позволяет избежать структурных изменений и короблений в изделии.
Пример 1
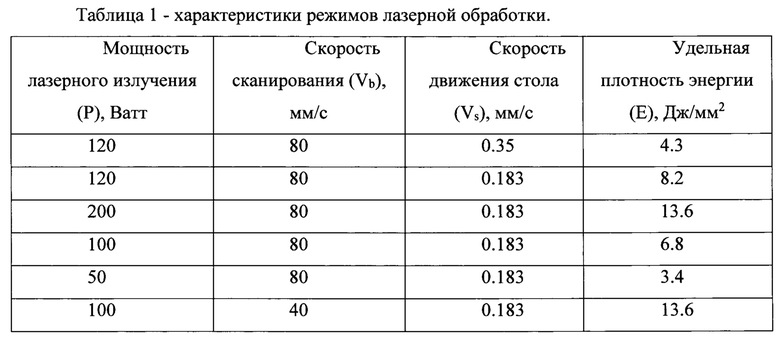
Смесь порошков Ni и Al в соотношении 50 масс. % к 50 масс. % и изделие из Fe в виде пластинки толщиной 4 мм и диаметром 30 мм подвергались обработке в вибрационной шаровой мельнице продолжительностью 60 минут (при таком времени обработки достигается необходимая толщина покрытия на поверхности металлического изделия). После получения покрытия NiAl на поверхности пластины (Фигура 1) проводилась лазерная обработка. Обработка проводится в течении 1 минуты по режиму с удельной плотностью энергии 4,3 Дж/мм2, указанному в Таблице 1. При таком времени обработки на поверхности изделия получается равномерное гомогенное покрытие. Режимы обработки зависят от типа материала изделия и от типа интерметаллического покрытия.
Полученное покрытие для подтверждения результата исследовалось методами оптической и электронной микроскопии, проводился рентгеноструктурный анализ (Фигура 2 и 3) и измерялась твердость. Также проводились коррозионные испытания, которые подтвердили, что покрытие из NiAl является более стойким к агрессивным средам, чем изделие из Fe (Фигура 4). Характеристики и режимы лазерной обработки представлены в Таблице 1.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ формирования покрытия, содержащего интерметаллические соединения системы Ni-Al, на подложке из алюминия или его сплава | 2017 |
|
RU2685613C1 |
| КЕРМЕТЫ С МНОГОМАСШТАБНОЙ СТРУКТУРОЙ ДЛЯ ЭКСПЛУАТАЦИИ ПРИ ВЫСОКОЙ ТЕМПЕРАТУРЕ В УСЛОВИЯХ ЭРОЗИИ И КОРРОЗИИ | 2004 |
|
RU2360024C2 |
| ТВЕРДЫЙ СПЛАВ С АЛЬТЕРНАТИВНЫМ СВЯЗУЮЩИМ | 2019 |
|
RU2771728C1 |
| ШИХТА ДЛЯ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННОГО МЕТАЛЛОАЛМАЗНОГО МАТЕРИАЛА | 2008 |
|
RU2386515C2 |
| Способ наплавки алюминида железа на стальную поверхность | 2018 |
|
RU2693988C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОТЕМПЕРАТУРНОГО МНОГОСЛОЙНОГО КОМПОЗИТА НА МЕТАЛЛИЧЕСКОЙ ПОВЕРХНОСТИ | 2015 |
|
RU2605018C1 |
| СПОСОБ НАНЕСЕНИЯ ЖАРОСТОЙКОГО ПОКРЫТИЯ НА ОСНОВЕ АЛЮМИНИДА ЖЕЛЕЗА НА ПОВЕРХНОСТЬ ИЗДЕЛИЙ, РАБОТАЮЩИХ В УСЛОВИЯХ ВЫСОКОТЕМПЕРАТУРНОЙ ГАЗОВОЙ КОРРОЗИИ | 2021 |
|
RU2772342C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЯЧЕЙКИ ТВЕРДООКСИДНОГО ТОПЛИВНОГО ЭЛЕМЕНТА НА НЕСУЩЕЙ МЕТАЛЛИЧЕСКОЙ ОСНОВЕ | 2014 |
|
RU2571824C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОБЪЕМНО-ПОРИСТЫХ СТРУКТУР СПЛАВОВ-НАКОПИТЕЛЕЙ ВОДОРОДА, СПОСОБНЫХ ВЫДЕРЖИВАТЬ МНОГОКРАТНЫЕ ЦИКЛЫ ГИДРИРОВАНИЯ-ДЕГИДРИРОВАНИЯ БЕЗ РАЗРУШЕНИЯ | 2013 |
|
RU2532788C1 |
| Способ получения легированных порошков в виброкипящем слое | 2015 |
|
RU2606358C2 |
Изобретение относится к способу создания интерметаллических покрытий на основе соединений NiAl и Ni3Al. Осуществляют механоактивационную обработку в шаровой мельнице в течение 30-60 минут совместно с металлическим изделием, на которое наносится покрытие. Затем проводят лазерную обработку полученного покрытия мощностью 100-200 Вт и со скоростью сканирования 40-80 мм/c. В качестве подложки используются различные металлы и сплавы, такие как сталь, титан, алюминий, никель. В качестве покрытия наносится смесь порошков Ni и Al в пропорции 1:1 по массе. Техническим результатом изобретения является получение покрытий, обладающих высокой твердость и коррозионной стойкостью, с заменой длительного отжига на высокоэффективную лазерную обработку. 4 ил., 1 пр., 1 табл.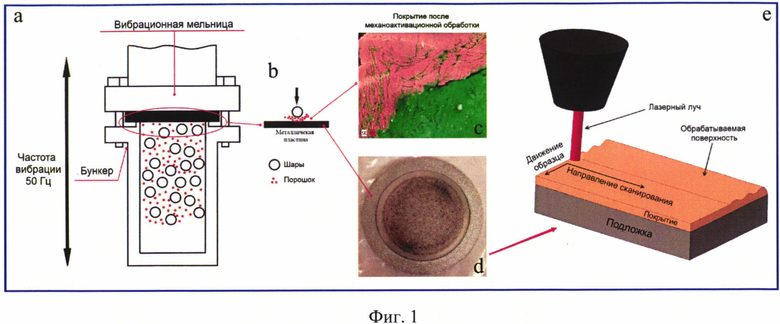
Способ получения интерметаллического покрытия на поверхности металлического изделия в виде пластины, отличающийся тем, что покрываемую пластину устанавливают в вибрационной шаровой мельнице, затем осуществляют механоактивационную обработку пластины смесью порошков Ni и Al в пропорции 1:1 по массе, входящих в состав интерметаллического покрытия, в течение 30-60 мин, после чего проводят обработку полученного покрытия лазерным излучением мощностью 100-200 Вт со скоростью сканирования 40-80 мм/с.
| СПОСОБ ПОЛУЧЕНИЯ ДИАГНОСТИЧЕСКОЙ ПРОТИВОГРИППОЗНОЙ ЛОШАДИНОЙ СЫВОРОТКИ | 0 |
|
SU167018A1 |
| RU 2003122967 A, 27.01.2005 | |||
| СПОСОБ ПОЛУЧЕНИЯ ИЗНОСОСТОЙКИХ ПОКРЫТИЙ | 2007 |
|
RU2350442C2 |
| СПОСОБ ФОРМИРОВАНИЯ ИЗНОСОСТОЙКИХ, ЖАРОСТОЙКИХ ПОКРЫТИЙ | 2009 |
|
RU2414336C1 |
| СПОСОБ ЛАЗЕРНОЙ НАПЛАВКИ МЕДНО-НИКЕЛЕВЫХ СПЛАВОВ НА ДЕТАЛИ ИЗ АЛЮМИНИЕВОЙ БРОНЗЫ | 2007 |
|
RU2359797C2 |
| СОЛНЕЧНЫЙ ПОДОГРЕВАТЕЛЬ ЖИДКОСТИ | 1930 |
|
SU21590A1 |
| СПОСОБ НАПЫЛЕНИЯ ПОКРЫТИЯ НА ИЗДЕЛИЕ ИЗ НАТУРАЛЬНОГО КАМНЯ ИЛИ ИЗ МЕТАЛЛИЧЕСКОГО МАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2489519C2 |
| US 20160175929 A1, 23.06.2016 | |||
| EP 2003228 A9, 22.04.2009. | |||

