[0001] Изобретение относится к инструменту для текстиля, в частности к игле, например, такой как игла иглопробивной машины, швейная игла, ворсопрошивная игла, вязальная игла, трикотажная игла, лезвие, пружина, платина вязальной машины, крючок для вытягивания петель, или тому подобные. Такие инструменты для текстиля используются для изготовления или обработки текстильных изделий машинным способом.
[0002] Инструменты для текстиля, в частности иглы, изготавливаются, как правило, из углеродистой стали и при необходимости закаливаются. Например, DE 199 36 082 АI раскрывает швейную иглу и трикотажную иглу, соответственно состоящую из углеродистой стали. Для повышения поверхностной твердости заготовка для изготовления иглы подвергается термической обработке и дробеструйному упрочнению. Тем самым достигается поверхностная закалка инструмента для текстиля.
[0003] DE PS 21 14 734 описывает способ отпуска закаленных игл, причем участки по длине приобретают различные степени твердости. Это достигается подведением различных количеств энергии к отдельным участкам по длине игл. При этом способе величина закаленных зон в значительной мере определяется размером нагреваемых во время процесса закалки зон на иглах.
[0004] Из US 4,049,430 известна закалка нержавеющей хромоникелевой стали способом дисперсионного твердения. Сталь главным образом состоит из структуры, содержащей хром, никель, медь и алюминий, причем содержание углерода ограничивается величиной менее 0,05%. Для создания заданной твердости предусматривается содержание никеля от 8,5% до 9,5%. Содержание хрома ограничено до 11,75%, чтобы избежать образования феррита.
[0005] В принципе также известна закалка хромсодержащих сталей науглероживанием. Для этого, например, в WO 2011/017495 АI, а также US PS 6,093,303 предусматривается, что с закаливаемого изделия из нержавеющей стали сначала удаляется препятствующий поступлению углерода пассивирующий слой оксида хрома, и затем оно подвергается воздействию при сравнительно низких температурах менее 540°С поставляющей углерод атмосферы при низком давлении. WO 2011/017495 АI предусматривает использование в качестве поставляющей углерод атмосферы газообразного ацетилена. В обеих публикациях принимаются меры для исключения образования карбидов в стали.
[0006] Как правило, инструменты для текстиля имеют относительно тонкие структуры, которые при эксплуатации подвергаются воздействию разнообразных условий. Например, так называемая рабочая часть в случае игл иглопробивных машин образована передним удлиненным острием, снабженным одним или несколькими крючками или зазубринами, в случае швейных игл сформирована ушком и остальными контактирующими с тканью и ниткой частями, в случае крючковой иглы создана крючками и непосредственно примыкающей частью хвостовика, для ворсопрошивной тафтинговой машины она сформирована нижним ребром для подхватывания петли, и в случае лезвия образована режущей кромкой. Эти рабочие части должны быть выполнены высокоизносостойкими и по возможности твердыми, но при этом устойчивыми к разрушению. Напротив, остальной хвостовик текстильного инструмента зачастую должен действовать в иных условиях. Отсюда возникает не только потребность в создании лишь локализованной закалки, но и желание добиться различных глубин закалки и, соответственно, градиентов закалки в инструменте для текстиля. К примеру, в случае швейной иглы может потребоваться все более и более глубокая закалка в области ушка, тогда как последующая, не контактирующая с ниткой стержневая часть должна быть упрочнена только с поверхности. Тем самым на различных местах поверхности инструмента для текстиля могут быть желательными различные глубины закалки. Кроме того, на различных местах этой поверхности могут быть желательными различные режимы закалки по направлению глубины инструмента для текстиля.
[0007] Кроме того, инструмент для текстиля подвергается воздействию условий хранения и эксплуатации в самом широком диапазоне. Он должен быть пригоден для долговременного хранения в разнообразных условиях температуры и влажности без утраты своих свойств или без возникновения коррозии. Обработки для улучшения качества, как предлагается в DE 199 36 082 АI, предусматриваются для повышения коррозионной стойкости. Такие обработки для улучшения качества могут представлять собой, например, гальваническое хромирование.
[0008] Задача изобретения состоит в создании системы действий, которая удовлетворяет этим требованиям.
[0009] Эта задача решается с помощью инструмента для текстиля согласно пункту 1 формулы изобретения, и также с помощью способа согласно пункту 10 формулы изобретения:
[0010] Соответствующий изобретению инструмент для текстиля имеет основу инструмента, то есть, основание, которое состоит из хромистой стали. Этим, естественно, обеспечивается его высокая коррозионная стойкость. Содержание хрома в нем находится в диапазоне от 11 (предпочтительно 12) до 30 весовых процентов. Предпочтительно речь идет о сплаве на основе железа. Общее содержание углерода свыше 0,8 процентов, по меньшей мере, в поверхностной области создает возможность закалки в результате формирования мартенсита. Этим путем могут быть изготовлены коррозионно-инертные инструменты для текстиля с высокой твердостью и тем самым с высокой износостойкостью.
[0011] Содержание никеля предпочтительно ограничивается значением ниже 12%, предпочтительно менее 11 вес.% или также менее 10 вес.%. Сталь предпочтительно не содержит алюминий и медь, но содержание алюминия предпочтительно составляет менее 0,3 вес.%, содержание меди ниже 0,4 вес.%. Сталь предпочтительно не легирована алюминием и медью преднамеренно, данные предельные значения могут быть заимствованы из стандарта DIN EN 10020:2000. Тем самым можно избежать нежелательной закалки всего текстильного инструмента в целом, и регулировать закалку локально различной диффузией углерода.
[0012] Изобретение имеет особенное преимущество в отношении неострых инструментов для текстиля. Зачастую это неострые иглы. Такие иглы также могут быть предназначены для того, чтобы прокалывать текстильные материалы, что происходит в случае швейных, фильцевальных и тафтинговых игл.
[0013] Общее содержание углерода включает связанный в карбидах и в кристаллической решетке металла углерод, то есть, весь присутствующий углерод в целом. Общее содержание углерода, в частности, может быть определено таким образом, что металл испаряется (образование плазмы), и компоненты сплава вводятся в спектрометр и там анализируются. По меньшей мере один поверхностный участок, на котором общие концентрации углерода отрегулированы по меньшей мере до 0,8 вес.%, предпочтительно находится в рабочей части и/или имеет высокую степень деформации, как более подробно описывается далее.
[0014] Закалка может быть ограничена определенным частичным участком (рабочей частью, стержневой частью), или же на различных частичных участках выполнена по-разному. В частности, на различных частичных участках инструмента для текстиля можно создавать различные уровни содержания углерода или различные характеристики распределения углерода. Например, углерод в стержневой части можно сконцентрировать по существу в приповерхностных областях, тогда как рабочая часть имеет более высокое содержание углерода также в отдаленных от поверхности, близких к сердцевине областях. Тем самым можно создавать различные свойства материала в стержневой части и в рабочей части. С помощью различных уровней содержания и/или характеристик распределения углерода в стержневой и рабочей части они могут быть подвергнуты одинаковой термической обработке, и, тем не менее, приобрести различные свойства.
[0015] Материал, из которого формируется основание, предпочтительно представляет собой стали марок X10Cr13, X20Cr13, X46Cr13, X65Cr13, X6Cr17, X6CrNi18-10 или X10CrNi18-8. Является благоприятным, когда в основании также присутствует материал, который содержит элемент углерод еще в своей исходной концентрации. В общем и целом, концентрация углерода в основании составляет 0,1-0,8 вес.%, однако предпочтительно 0,2-0,6 вес.% в самых обедненных углеродом областях основания, 0,8-1,2 вес.%, предпочтительно 0,9-1,1 вес.% в самых обогащенных углеродом его областях.
[0016] Основание предпочтительно содержит включения карбида хрома. Они могли бы быть созданы в процессе науглероживания. Тем самым в основном материале окончательно изготовленного инструмента для текстиля содержится большее количество карбида хрома, чем в хромистой стали, которая была использована в качестве исходного материала. Образованный в результате процесса науглероживания карбид хрома может, по меньшей мере, частично концентрироваться на поверхности инструмента для текстиля. Там он преимущественно образует слой округлых выступающих из поверхности кристаллов, которые отделены друг от друга небольшими промежутками. Соседние кристаллы предпочтительно не соединяются друг с другом или только редко связаны мостиками расплава.
[0017] Присутствующий карбид хрома придает значительную твердость, и поэтому противодействует износу поверхности. Присутствующий кроме того в основании углерод обеспечивает возможность закалки основания. В частности, основание предпочтительно имеет по меньшей мере один частичный участок, который вблизи поверхности имеет более высокое общее содержание углерода, чем в отдалении от поверхности (глубже). При этом в центре инструмента для текстиля могут находиться участки, которые по-прежнему имеют общую концентрацию углерода, как у исходного материала, предпочтительно не превышающую 0,3 вес.%.
[0018] Вообще говоря, глубина диффузии углерода может различаться на разных участках. Этим путем могут быть сформированы закаленные насквозь участки и закаленные только по поверхности участки на одной и той же заготовке. Как упоминалось, это также может быть достигнуто тем, что весь инструмент для текстиля при закалке подвергается единообразной термической обработке, а не термической обработке только на отдельных участках. Этим путем зональная закалка может быть получена более надежно и воспроизводимо. Основание может полностью или частично состоять из высокотвердого мартенсита.
[0019] Под «высокотвердым» при этом подразумевается максимальная достижимая мартенситом твердость, которая составляет около 67 HRC и называется также «твердостью стекла». Поскольку степень твердости стекла достигается напряжениями в мартенситной кристаллической решетке вследствие внедрения углерода, а общее содержание углерода может снижаться от поверхности к сердцевине, может быть так, что высокотвердый мартенсит имеется только в выбранных зонах инструмента для текстиля. Кроме того, напряжения в высокотвердом мартенсите могут быть сняты последующей термической обработкой (отпуском), и тем самым уменьшена его (локальная) твердость.
[0020] Основание может содержать закаленные насквозь, состоящие из высокотвердого мартенсита частичные участки, и прочие частичные участки, которые содержат высокотвердый мартенсит только на отдельных участках, например, в приповерхностной области, или состоят из такового. В частности, он на своей поверхности предпочтительно не содержит оксидов.
[0021] Основание предпочтительно содержит частичные участки с различными геометрическими формами и различными степенями деформации. Как правило, высокие степени деформации находятся, в частности, в рабочей части инструмента для текстиля. Эти частичные участки имеют, как правило, увеличенное число дислокаций и, кроме того, чаще всего повышенное отношение поверхность/объем. Эти частичные участки предпочтительно являются закаленными насквозь. Несвязанный с образованием карбида хрома углерод здесь может до некоторой степени равномерно распределяться по всему поперечному сечению материала. Напротив, частичные участки с более низкой степенью деформации (и/или с не увеличенным отношением поверхность/объем) предпочтительно имеют явные градиенты содержания углерода, то есть, снижение содержания углерода от поверхности внутрь основания. Основание предпочтительно имеет свою наивысшую твердость на частичных участках с наибольшими степенями деформации и/или с повышенным отношением поверхность/объем. Частичные участки, которые должны иметь наибольшую твердость и наибольшую глубину закалки, как правило, выполняются с высокой и наивысшей степенью деформации и/или с повышенным отношением поверхность/объем. Таким образом, тогда перед закалкой проводится предпочтительно пластическое деформирование заготовки инструмента, которое создает пластическую деформацию по всему поперечному сечению материала. Участие всего поперечного сечения в процессе течения материала приводит к увеличенному числу дислокаций, которые создают дополнительные пути диффузии для углерода и тем самым высокую глубину проникновения. Дополнительно или альтернативно имеющееся увеличенное отношение поверхность/объем создает предпосылку для усиленного внедрения углерода.
[0022] Соответствующий изобретению способ включает стадию изготовления заготовки инструмента из хромистой стали с содержанием хрома по меньшей мере 11 процентов, предпочтительно 12 процентов или более. Сталь предпочтительно содержит мало никеля или совсем не содержит, но содержание никеля во избежание неконтролируемого формирования аустенита в каждом случае составляет менее 12 вес.%. Содержание меди, алюминия и других металлических, содействующих дисперсионному твердению компонентов предпочтительно составляет в совокупности менее 2 вес.%. В следующей стадии различные частичные участки заготовки подвергаются в различной степени сильной деформации, так что деформируются по меньшей мере одна рабочая часть и по меньшей мере одна стержневая часть. При этом рабочая часть предпочтительно деформируется значительно сильнее, чем стержневая часть. Дополнительно или альтернативно, геометрическая форма рабочей части создается таким образом, что задается повышенное отношение поверхность/объем. После этой стадии выполняется науглероживание заготовки инструмента с образованием карбида хрома. В последующей стадии обработки науглероженная заготовка инструмента доводится до подходящей для закалки температуры. Для закалки может понадобиться охлаждение или нагревание заготовки инструмента. Во время воздействия высокой температуры несвязанный в карбид хрома избыточный углерод диффундирует от приповерхностных областей в более глубоколежащие, отдаленные от поверхности области.
[0023] Предпочтительно используется сталь, которая не содержит никель или содержит лишь мало никеля. Но содержание никеля в каждом случае составляет менее 12%. Кроме того, исключаются металлические компоненты сплава, которые содействуют механизмам дисперсионного твердения, например, такие как алюминий (максимально 0,3 вес.%), медь (максимально 0,4 вес.%), ниобий (максимально 0,1 вес.%).
[0024] Для закалки заготовки инструмента она выдерживается при температуре закалки и после этого резко охлаждается, причем образуется мартенсит с локально различной твердостью.
[0025] При данном способе заготовка инструмента как при науглероживании, так и при закалке соответственно доводится до единообразной температуры. В частности, рабочая часть и стержневая часть по существу подвергаются воздействию одинаковой температуры. Это открывает возможность обеспечить протекание диффузионного процесса в науглероженной заготовке в течение более длительного периода времени (на протяжении нескольких минут). Разность температур на заготовке не должна поддерживаться. Благодаря этому устраняются неравномерности в отношении величины закаливаемой области, искажения формы или прочих нежелательных эффектов при резком охлаждении заготовки инструмента.
[0026] Деформирование заготовки инструмента, по меньшей мере, в рабочей части, предпочтительно распространяется на материал всего поперечного сечения инструмента. Так, степень деформации является более высокой, чем в стержневой части. Кроме того, отношение поверхность/объем предпочтительно является более высоким, чем в стержневой части. В результате этого становится более высокой твердость при последующем науглероживании и резком охлаждении в этих более интенсивно деформированных областях.
[0027] Стадия активирования для удаления пассивирующих слоев не является безусловно необходимой. Науглероживание предпочтительно выполняется при температуре между 900° и 1050°, причем не только происходит диффузия углерода внутрь заготовки инструмента, но также образуются карбиды, в частности, карбиды хрома, например, Cr23С6, но также смешанные карбиды МЕ23С6 и другие.
[0028] Науглероживание предпочтительно производится при незначительном давлении (нескольких миллибар) и в присутствии углеродсодержащего газа, например, углеводорода, предпочтительно этана, этена (этилена) или этина (ацетилена). Газ может подаваться на инструмент для текстиля в реакционном резервуаре непрерывно или циклически (порциями). В общем и целом, способ может быть осуществлен как способ науглероживания при пониженном давлении, как это раскрыто, например, в ЕР 882811 В1. Эти способы позволяют изготавливать свободные от случайного окисления инструменты.
[0029] Однако, более экономически выгодным является способ науглероживания инструмента при атмосферном давлении. Здесь, помимо всего прочего, известно науглероживание в солевой ванне, как это описано, наряду с прочим, в DE 10 2006 026 883 В3.
[0030] При последующей закалке устанавливается подходящая температура закалки, которая может быть равной температуре науглероживания. Однако температура закалки может быть на величину до 100 градусов Кельвина выше или ниже этой температуры. Все эти меры обеспечивают достижение определенных преимуществ.
[0031] Резкое охлаждение может включать одну или несколько стадий охлаждения, и может быть проведено на частях инструмента для текстиля или сразу на всем инструменте для текстиля в целом. К резкому охлаждению предпочтительно относится глубокое охлаждение. Оно может быть проведено в жидком азоте.
[0032] Приведенные здесь предельные значения концентраций могут быть измерены следующим образом. Концентрация Cr в стали может быть определена с помощью искрового спектрометра или, соответственно, оптико-эмиссионного спектрометра. Концентрация углерода в стали может быть определена с использованием анализатора углерода и серы (CSA). Для измерения образец материала расплавляется при высокой температуре (около 2000°С), продувается чистым кислородом, и улетучивающийся СО2-газ измеряется инфракрасной измерительной ячейкой. Но в альтернативном варианте возможны также менее предпочтительные измерения с помощью дисперсионной спектроскопии по длине волны, при которой образец возбуждается электронным пучком, и проводится спектроскопическое измерение рентгеновского спектра.
[0033] Наличие мартенсита и, соответственно, карбидов может быть подтверждено оценкой структуры на шлифе.
[0034] Дополнительные подробности предпочтительных вариантов осуществления изобретения следуют из чертежа, описания или пунктов формулы изобретения. Показано:
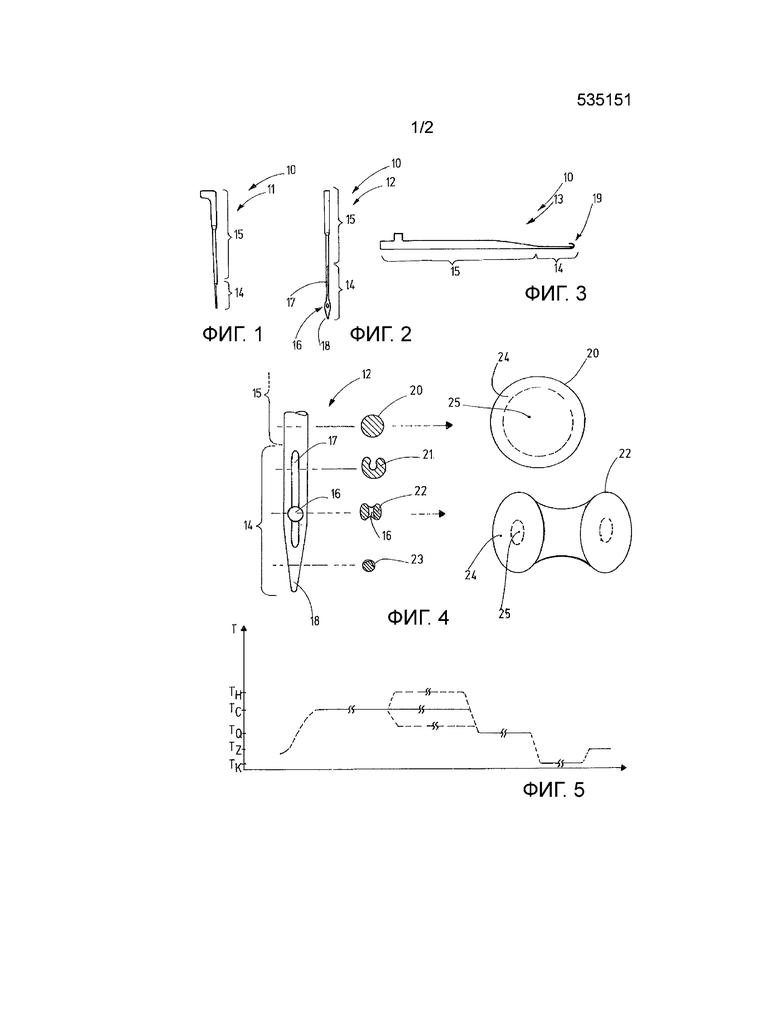
[0035] Фиг. 1-3 представляют в схематическом изображении различные варианты исполнения инструментов для текстиля.
[0036] Фиг. 4 представляет в схематическом виде сбоку в разрезе швейную иглу согласно Фиг. 2, с поперечными сечениями,
[0037] Фиг. 5 представляет график «температура/время» для закалки инструмента для текстиля,
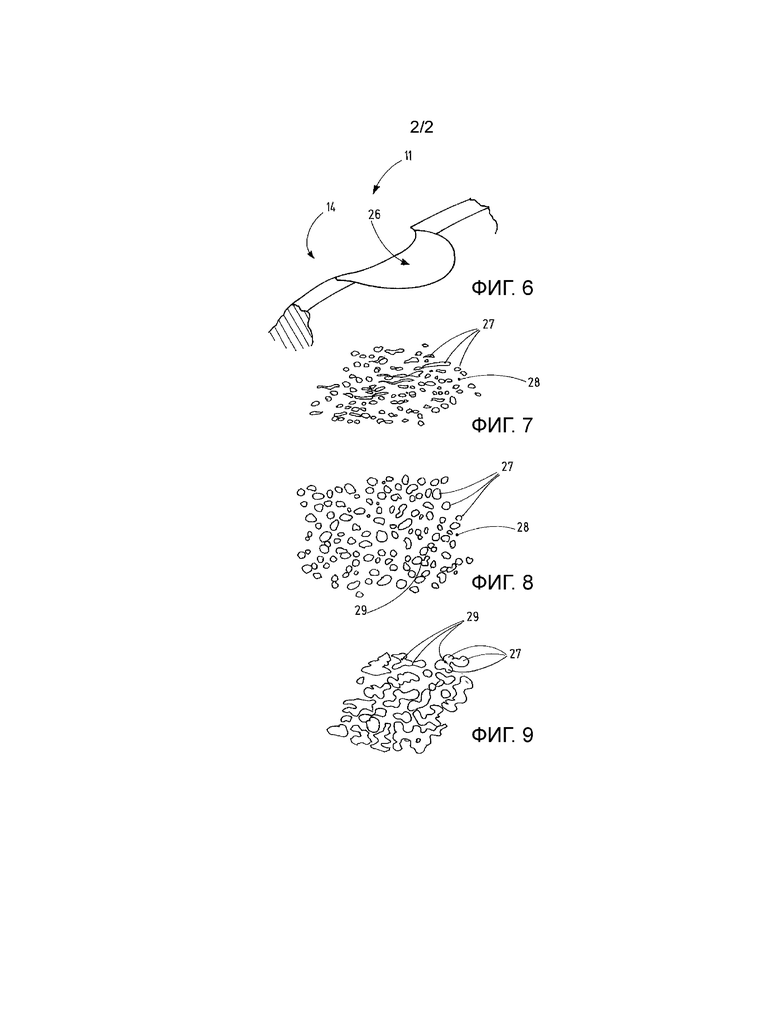
[0038] Фиг. 6 представляет сильно увеличенный вид участка рабочей части инструмента для текстиля согласно Фиг. 1,
[0039] Фиг. 7 представляет сильно увеличенный вид поверхности рабочей части согласно Фиг. 6 в области ее углубления,
[0040] Фиг. 8 представляет сильно увеличенный вид поверхности рабочей части согласно Фиг. 6 в области ее острия, и
[0041] Фиг. 9 представляет сильно увеличенный вид поверхности рабочей части согласно Фиг. 6 в области ее острия при недостаточном качестве поверхности.
[0042] На Фиг. 1-3 наглядно показан инструмент 10 для текстиля в различных вариантах исполнения. Фиг. 1 показывает инструмент 10 для текстиля в виде иглы 11 иглопробивной машины. Фиг. 2 показывает инструмент 10 для текстиля в виде швейной иглы 12. Фиг. 3 показывает инструмент 10 для текстиля в виде трикотажной иглы 13. Кроме того, инструмент 10 для текстиля может представлять собой вязальную иглу, ворсопрошивную иглу, тамбурную иглу, крючок для вытягивания петель, платину или тому подобные.
[0043] Как правило, инструмент для текстиля имеет, независимо от конструкции, рабочую часть 14, которая может приходить в контакт с нитками, пряжей или волокнами. Кроме того, инструмент для текстиля имеет стержневую часть 15, которая служит для захвата инструмента для текстиля и направления и поддержки рабочей части 14.
[0044] Инструмент 10 для текстиля предпочтительно изготавливается из удлиненной заготовки материала, например, отрезка проволоки, листовидной полоски или тому подобных. После изготовления такой заготовки она подвергается обработке в процессе формования с пластической деформацией, чтобы сформировать желательные структуры на рабочей части 14 и стержневой части 15. Как правило, в рабочей части 14 они значительно больше отличаются от первоначальной формы, чем в стержневой части 15. На примере иглы 11 иглопробивной машины можно различить, что рабочая часть 14 была уменьшена в диаметре существенно сильнее, чем стержневая часть 15. Поперечное сечение также может явно отклоняться от округлой формы. Изменение формы на участках, которые позднее должны иметь высокую твердость, преимущественно производится путем пластической деформации. Используются способы формования, которые генерируют большое число дислокаций. В частности, процесс проводится таким образом, что сильной пластической деформации подлежат те зоны, которые позже должны иметь высокую твердость. Также возможно, вместо этого или в дополнение к этому, проведение обработки резанием, чтобы создать или придать желательные геометрические формы поверхности. При этом в области рабочей части могут быть образованы участки, отношение поверхность/объем на которых является бóльшим, нежели в других областях.
[0045] Присутствующей в рабочей части 14 материал обычно пластически деформирован значительно сильнее, чем в стержневой части 15. Кроме того, отношение поверхность/объем может быть более высоким, чем в других областях. Это касается как сокращения диаметра, так и не разъясняемых дополнительно, размещенных на рабочей части 15 крючков и/или зазубрин. На примере швейной иглы 12 можно различить, что, в частности, область ее ушка 16, а также примыкающей к ней ниточной канавки 17, а также ее острия 18, была подвергнута сильной пластической деформации, и при необходимости также удалению материала, чтобы создать заданные структуры. В случае трикотажной иглы 13 рабочая часть 14 также была деформирована значительно сильнее, чем стержневая часть 15. В частности, ее крючок 19, который был изготовлен пластической деформацией, отличается значительно более сильным течением материала во время изготовления, чем это может быть отмечено на стержневой части 15.
[0046] Это обстоятельство более подробно разъясняет Фиг. 4 на примере швейной иглы 12. В области округлого хвостовика поперечник является по существу круглым. Если игла 12 была изготовлена из проволоки, то поперечное сечение 20 изменяется лишь незначительно. Здесь материал мало обжимается и меньше течет. Напротив, в области ниточной канавки 17 поперечное сечение 21 деформируется значительно сильнее. При пластической деформации изменению формы подвергался весь поперечник 21 в целом. Еще большей является степень деформации в области ушка 16. Здесь поперечное сечение 22 разъединено и в целом очень сильно деформировано. Несколько меньшей является степень деформации опять к острию 18, как показано поперечником 23.
[0047] Швейная игла 12 в своей стержневой части 15 и своей рабочей части 14 имеет различные уровни твердости. Они создаются в одной единообразной обработке закалкой. При этом игла 12, как и всякий другой инструмент 10 для текстиля, в рамках соответствующего изобретению способа может быть подвергнута нагреванию и резкому охлаждению соответственно как на рабочей части 14, так и на стержневой части 15 в одной и той же нагревательной и охлаждающей среде. Тем не менее, несмотря на филигранную структуру инструмента для текстиля и обусловленную этим почти одинаковую скорость охлаждения стержневой части 15 и рабочей части 14, могут быть сформированы различные профили твердости. Например, поперечное сечение в стержневой части 15 в наружной приповерхностной зоне 24 может иметь относительно высокое содержание углерода и высокую твердость, тогда как отдаленная от поверхности сердцевинная зона 25 может иметь меньшее содержание углерода и тем самым меньшую твердость. В поперечном сечении 22 равным образом могут присутствовать приповерхностная зона 24 и сердцевинная зона 25. Однако здесь приповерхностная зона 24 предпочтительно является более толстой. Отдаленная от поверхности сердцевинная зона 25 является значительно меньшей. Она также может вообще исчезнуть. Содержание углерода в приповерхностной зоне 24 стержневой части 15 может быть столь же высоким или также меньшим, чем содержание углерода в приповерхностной зоне 24 рабочей части 14, например, на ушке 16. В то время как содержание углерода в стержневой части 15 снижается от поверхности к сердцевине, содержание углерода в рабочей части 14 проявляет незначительное уменьшение от поверхности к сердцевине. Кроме того, содержание углерода в рабочей части 14 в совокупности может быть более высоким, чем в стержневой части 15. Также возможно, что содержание углерода является постоянным во всем поперечном сечении 22 (21 или 23) рабочей части 14.
[0048] Инструмент 10 для текстиля перед термической обработкой предпочтительно состоит из хромистой стали, например, X10Cr13, X20Cr13, X46Cr13, X65Cr13, X6Cr17, X6CrNi18-10 или X10CrNi18-8. После термической обработки они могут дополнительно содержать углерод и карбиды хрома.
[0049] На Фиг. 6 представлен сильно увеличенный участок рабочей части 124 иглы 11 иглопробивной машины согласно Фиг. 1 в области углубления 26. Поверхность при примерно 4000-кратном увеличении в области углубления 26 имеет вид согласно Фиг. 7. Как очевидно, поверхность выглядит как вытисненная многочисленными округлыми или также удлиненными кристаллами карбида, в частности, кристаллами 27 карбида хрома, которые имеют приблизительно форму фасолин или гороха, и выступают наружу из определяемой остальной поверхностью плоскости 28. Однако они предпочтительно не образуют взаимосвязанного слоя и почти не сливаются или совсем мало соединяются между собой. Отдельные округлые кристаллы карбида имеют диаметр предпочтительно от 0,2 до 1 мкм. Если они являются удлиненными, они могут иметь продольный размер между 2 и 3 мкм, и поперечный размер между 0,5 и 2 мкм.
[0050] Снаружи углубления 26, в частности в области острия рабочей части, поверхность сформирована почти так, как видно на Фиг. 8. Кристаллы 27 карбида стохастически распределены по поверхности 28 и преимущественно имеют округлую форму фасолин или гороха. Опять же, в целом получается выглядящая бугристой поверхность со слоем из кристаллов карбида, которые утоплены в поверхность и частично выступают из нее наружу. Отдельные кристаллы 27 карбида отдалены друг от друга и только изредка сливаются или вообще не соприкасаются между собой. Мостики 29 расплава могут возникать только для предельно малого числа отдельных кристаллов карбида, то есть, преимущественно менее чем для 20 процентов их. Величина отдельных кристаллов 27 карбида колеблется между 0,3 мкм и 1,5 мкм. Большинство кристаллов карбида имеет примерно круглые формы с диаметром между 0,3 и 1,5 мкм. Удлиненные типы имеют поперечный размер до 1,5 мкм и продольный размер до 4 мкм.
[0051] Для лучшего пояснения Фиг. 9 наглядно показывает еще одну менее желательную конфигурацию поверхности, при которой отдельные кристаллы 27 карбида часто соединяются друг с другом мостиками 29 расплава. В результате этого образуются нерегулярной формы связанные кристаллы карбида, длина и ширина которых превышает 1 мкм, причем многие взаимосвязанные участки кристаллов карбида также имеют размеры свыше 2 мкм.
[0052] Игла 11 иглопробивной машины и, в общем, инструмент 10 для текстиля с закаленной поверхностной структурой согласно Фиг. 7 и 8 в рабочей части 14 отличается незначительной чувствительностью к излому, высокой твердостью и малым сопротивлением скольжению нити.
[0053] Сравнение Фиг. 7 и 8 с Фиг. 9 показывает, как поверхности, которые оказались предпочтительными, качественно отличаются от показанной на Фиг. 9 поверхности.
[0054] Карбиды на Фиг. 7 и 8 имеют преимущественно выпуклую форму и практически не имеют вогнутых участков, тогда как карбиды на Фиг. 9 сформированы преимущественно вогнутыми. Карбиды на Фиг. 7 и 8 практически не имеют мостиков расплава.
[0055] Науглероживание инструмента может быть выполнено следующим образом:
[0056] На первой стадии изготавливается заготовка инструмента, которая, например, состоит из полосы листа, отрезка проволоки или тому подобного, из стали с содержанием хрома по меньшей мере 11 весовых процентов. Здесь под сталью понимается сплав на основе железа. Заготовка инструмента предпочтительно состоит из стали марок X10Cr13, X20Cr13, X46Cr13, X65Cr13, X6Cr17, X6CrNi18-10 или X10CrNi18-8. Эта заготовка инструмента теперь подвергается обработке формованием без снятия стружки и/или со снятием стружки. Эти процессы формования включают, по меньшей мере, в рабочей части 14, процессы пластической деформации. При процессах пластической деформации материал течет в рабочей части 14 значительно сильнее, чем в стержневой части 15. Процессы деформации могут включать штамповку, прокатку, радиально-ковочную вытяжку, и тому подобные способы пластической деформации. На прокаливаемых насквозь местах рабочей части 14 пластическая деформация охватывает все поперечное сечение материала. При этом более сильно деформированный материал имеет больше дислокаций, чем слабее деформированный материал. Кроме того, в рамках пластической деформации или также в рамках обработки со снятием стружки достигается увеличение отношения поверхность/объем.
[0057] В следующей технологической стадии заготовка инструмента доводится до температуры Tc карбонизации. Она предпочтительно составляет 900°С - 1050°С. Карбонизация осуществляется в вакуумной печи. В нее при низком давлении на уровне нескольких миллибар подается углеродсодержащий газ, например, ацетилен. Это может производиться в виде непрерывного потока газа или также порционно (импульсами). При этом поверхностный слой обогащается углеродом. Часть углерода реагирует с содержащимся в хромистой стали хромом с образованием карбида хрома. Увеличение поверхности может приводить к тому, что во время науглероживания в соответственных областях происходит более интенсивное внедрение углерода.
[0058] В последующем процессе закалки предпочтительно весь инструмент 10 для текстиля доводится до температуры закалки.
[0059] В следующей стадии инструмент 10 для текстиля резко охлаждается, начиная от температуры TH закалки. При этом обработка проводится в одном или нескольких этапах охлаждения. Например, инструмент 10 для текстиля сначала может быть охлажден до температуры TQ резкого охлаждения, которая, например, находится на уровне комнатной температуры или немного выше ее. После периода времени от нескольких секунд до минут инструмент 10 для текстиля может быть далее охлажден до температуры TK глубокого охлаждения, чтобы оставаться при ней в течение длительного времени (от одной минуты до нескольких часов). Процесс изготовления затем завершается нагреванием инструмента 10 для текстиля обратно до комнатной температуры TZ.
[0060] Сообразно соответствующей изобретению концепции может быть получен инструмент для текстиля с градиентами твердости как по продольному, так и по поперечному направлениям, снаружи внутрь, а также от рабочей части 14 к стержневой части 15. Достигается более высокая износостойкость и, несмотря на высокое содержание углерода, высокая устойчивость к ржавлению. Обеспечивается увеличенный срок службы. Способ обходится без активирования поверхности. Вследствие карбонизации при высокой температуре пассивирующие слои на поверхности инструмента для текстиля не препятствуют внедрению углерода.
[0061] Соответствующий изобретению инструмент 10 для текстиля состоит из хромистой стали, в которую в процессе карбонизации в локально различной степени был внедрен углерод. При термической обработке образование высокотвердого мартенсита достигается в таких зонах, в которых было создано повышенное содержание углерода. Тем самым может быть изготовлен инструмент для текстиля с зонально различными уровнями закалки, без необходимости подвергать отдельные по-разному закаливаемые зоны обработке в различных технологических условиях. Регулирование твердости выполняется сообразно степени деформации текстильного инструмента.
[0062] Список условных обозначений:
Изобретение относится к инструменту для текстиля и может быть использовано для изготовления или обработки текстильных изделий машинным методом. Инструмент для обработки текстильных изделий машинным методом имеет науглероженное основание, которое состоит из хромистой стали и имеет области рабочей части и стержневой части, материал которых имеет различные степени деформации. Упомянутое основание имеет содержание хрома от 11 до 30 вес.%, содержание алюминия менее 0,3 вес.%, содержание меди менее 0,4 вес.% и общее содержание углерода по меньшей мере на одном участке поверхности более 0,8 вес.%. Способ изготовления упомянутого инструмента включает следующие стадии: получение заготовки инструмента из хромистой стали, содержащей хром по меньшей мере 11 вес.%, алюминий менее 0,3 вес.% и медь менее 0,4 вес.%, деформирование различных областей заготовки с различными степенями деформации для создания по меньшей мере одной рабочей части и одной стержневой части, науглероживание заготовки инструмента с образованием карбида хрома и общим содержанием углерода по меньшей мере на одном участке поверхности более 0,8 вес.%, закалку науглероженной заготовки инструмента, при которой проводят нагрев заготовки до температуры закалки, и резкое охлаждение заготовки инструмента с образованием мартенсита. Обеспечивается инструмент для текстиля с зонально различными уровнями закалки, без необходимости подвергать отдельные по-разному закаливаемые зоны обработке в различных технологических условиях, при этом регулирование твердости выполняется сообразно степени деформации текстильного инструмента. 2 н. и 14 з.п. ф-лы, 9 ил.
1. Инструмент (10) для обработки текстильных изделий машинным методом, имеющий науглероженное основание, которое состоит из хромистой стали и имеет области рабочей части (14) и стержневой части (15), материал которых имеет различные степени деформации, при этом упомянутое основание имеет содержание хрома от 11 до 30 вес.%, содержание алюминия менее 0,3 вес.%, содержание меди менее 0,4 вес.% и общее содержание углерода по меньшей мере на одном участке поверхности более 0,8 вес.%.
2. Инструмент по п. 1, отличающийся тем, что основание состоит из науглероженной хромистой стали с исходным содержанием углерода не более 0,7 вес.% или 0,5 вес.%, предпочтительно не более 0,3 вес.%.
3. Инструмент по п. 1 или 2, отличающийся тем, что основание состоит из хромистой стали с содержанием никеля не более 12 вес.%.
4. Инструмент по п. 1, отличающийся тем, что основание содержит карбиды хрома.
5. Инструмент по п. 1, отличающийся тем, что основание в приповерхностных областях имеет более высокое содержание углерода, чем в отдаленных от поверхности областях.
6. Инструмент по п. 1, отличающийся тем, что основание полностью или частично состоит из высокотвердого мартенсита, имеющего твердость 67 HRC.
7. Инструмент по п. 1, отличающийся тем, что основание выполнено удлиненным и вдоль своей длины имеет область рабочей части (14) и стержневой части (15) с различной степенью деформации и/или с различным отношением площадь поверхности/объем.
8. Инструмент по п. 1, отличающийся тем, что основание в области рабочей части (14) имеет более высокую степень деформации и/или более высокое соотношение площадь поверхности/объем, чем в области стержневой части (15).
9. Инструмент по п. 1, отличающийся тем, что основание в области стержневой части (15) с меньшей степенью деформации закалено на меньшую глубину, чем в области рабочей части (14) с более высокой степенью деформации.
10. Инструмент по п. 1, отличающийся тем, что он представляет собой иглу.
11. Способ изготовления инструмента (10) для обработки текстильных изделий машинным методом, включающий следующие стадии: получение заготовки инструмента из хромистой стали, содержащей хром по меньшей мере 11 вес.%, алюминий менее 0,3 вес.% и медь менее 0,4 вес.%, деформирование различных областей заготовки с различными степенями деформации для создания по меньшей мере одной рабочей части (14) и одной стержневой части (15), науглероживание заготовки инструмента с образованием карбида хрома и общим содержанием углерода по меньшей мере на одном участке поверхности более 0,8 вес.%, закалку науглероженной заготовки инструмента, при которой проводят нагрев заготовки до температуры закалки, и резкое охлаждение заготовки инструмента с образованием мартенсита.
12. Способ по п. 11, отличающийся тем, что деформирование заготовки инструмента в рабочей части (14) включает пластическую деформацию по всему поперечному сечению материала упомянутой заготовки или пластическую деформацию с удалением материала сердцевинной зоны заготовки.
13. Способ по п. 11 или 12, отличающийся тем, что науглероживание осуществляют при температуре 900–1050оС.
14. Способ по п. 11, отличающийся тем, что науглероживание осуществляют с помощью углеродсодержащего газа-носителя, предпочтительно углеводорода, этана, этена или этина.
15. Способ по п. 11, отличающийся тем, что нагрев упомянутой заготовки при закалке осуществляют при температуре, которая больше, равна или меньше температуры науглероживания.
16. Способ по п. 11, отличающийся тем, что в качестве инструмента изготавливают иглу.
| US 4049430 A, 20.09.1977 | |||
| Способ обработки деталей из нержавеющих хромистых сталей | 1990 |
|
SU1765250A1 |
| СПОСОБ ОБРАБОТКИ ХИРУРГИЧЕСКИХ ИГЛ | 2005 |
|
RU2294970C1 |
| US 3753412 A, 21.08.1973. | |||

