Изобретение относится к обработке металлов давлением, в частности к способам изготовления из листовой заготовки П-образной детали передней панели двери домашнего холодильника.
Известен способ центрирования полосового материала при штамповке, при котором усилие центрирования прикладывают на рабочей позиции к боковым кромкам полосового материала (см. авторское свидетельство SU 1156776, МПК B21D 28/00, опубликовано 23.05.1984 г.).
Недостатком способа является деформация боковых кромок полосы, что искажает наружную поверхность широкой полосы тонколистового материала в виде радиусного или волнообразного прогиба.
Наиболее близким к изобретению является способ центрирования полосового материала при изготовлении П-образных деталей описанный в патенте RU 2535823, МПК B21D 35/00, опубликовано 20.12.2014 г. «Способ изготовления П-образных деталей», включающий подачу материала до упора, образование выреза-скоса у торца материала и перемещение материала до упора на позицию формирования П-образной формы детали - прототип.
Недостатком известного способа является то, что при изготовлении деталей пониженной жесткости из тонколистового материала значительных габаритов по ширине, технологические вырезы-скосы на торцовых краях материала, упирающихся во временные утопающие упоры не обеспечивают центрирование материала относительно гибочных пуансонов, особенно при неперпендикулярности переднего торца материала, что ограничивает технологические возможности способа и снижает качество детали.
Технический результат изобретения направлен на расширение технологических возможностей способа за счет обеспечения точности осевого центрирования заготовки обеспечивающего повышение качества изготовления детали.
Технический результат обеспечивается тем, что способ изготовления из листовой заготовки П-образной детали, включающий подачу листовой заготовки в установку на позицию вырубки по нижней плите между направляющими до утопающих упоров, установленных на нижней плите, вырубку технологических V-образных вырезов у обоих торцов листовой заготовки по ее центру посредством вырубных пуансонов, установленных на верхней плите установки, центрирование листовой заготовки по упомянутым технологическим вырезам посредством ловителей, установленных на нижней плите установки, и ее гибку в П-образную деталь посредством гибочных пуансонов, установленных на верхней плите установки.
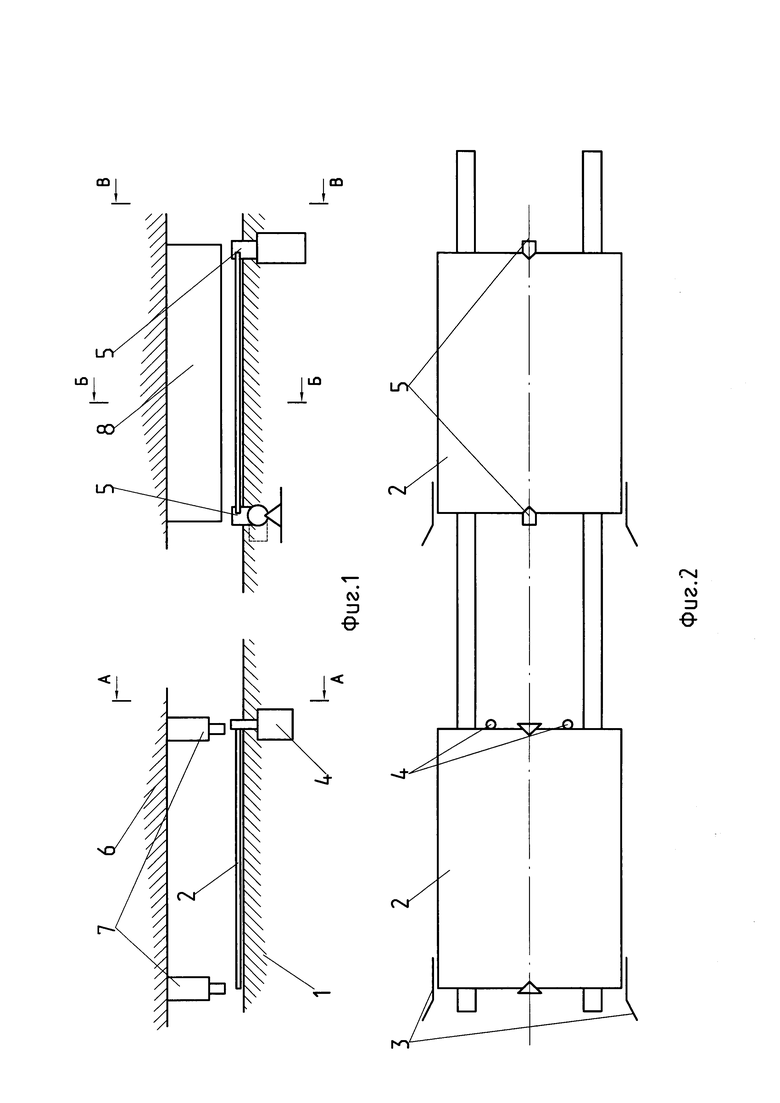
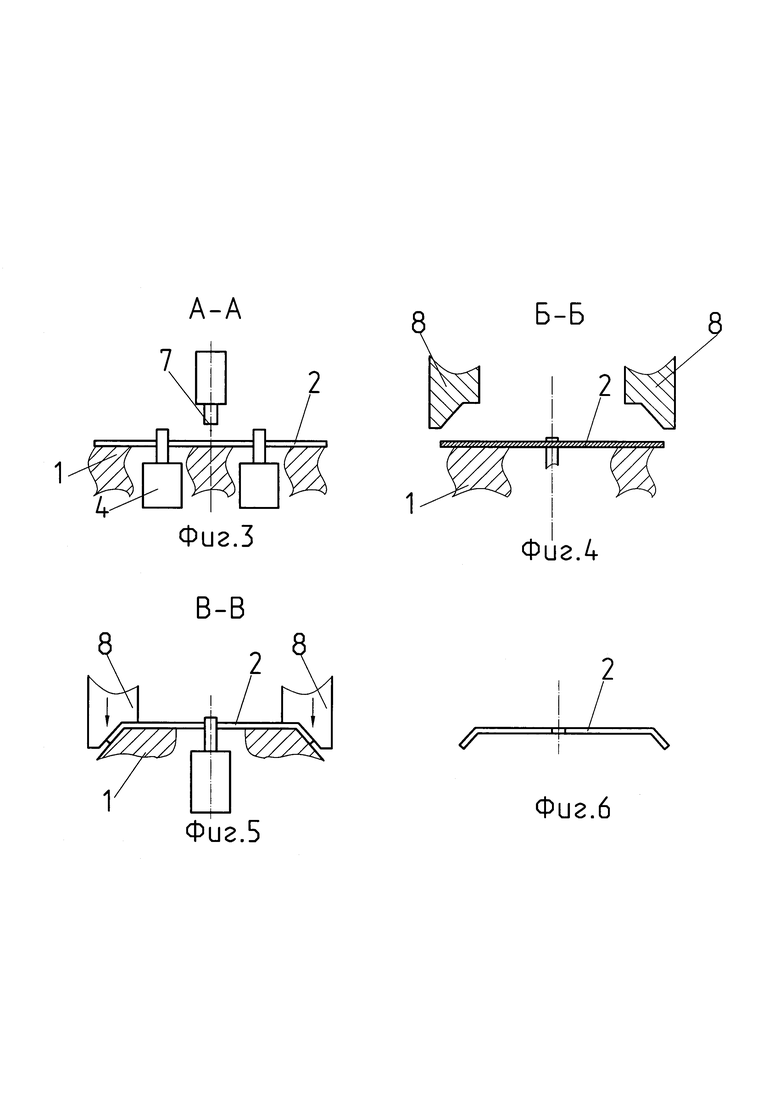
На фиг. 1 показана установка для изготовления П-образных деталей для осуществления способа; на фиг. 2 - то же вид в плане; на фиг. 3 - сечение А-А на фиг. 1; на фиг. 4 - сечение Б-Б на фиг. 1 перед гибкой; на фиг. 5 - сечение В-В на фиг. 1 в момент гибки; на фиг. 6 изображена готовая деталь.
Установка содержит последовательно установленные на нижней плите 1 с каждой стороны относительно направления обрабатываемой заготовки 2 направляющие 3 и утопающие упоры 4 на позиции вырубки, а также ловители 5 на позиции гибки.
На верхней плите 6 также последовательно установлены вырубные 7 и гибочные 8 пуансоны. Вырубные пуансоны 7 размещены на верхней плите 6 по оси направления перемещения обрабатываемой листовой заготовки 2 по ее центру, на расстоянии равном длине заготовки 2, а гибочные пуансоны 8 расположены с обеих боковых сторон по длине заготовки.
Установка работает следующим образом.
Заготовка 2 транспортером (не показан) по нижней плите 1 подается на позицию вырубки между направляющими 3 до утопающих упоров 4, и при перемещении вниз верхней плиты 6 вырубные пуансоны 7 у обоих торцах листовой заготовки 2 по ее центру вырубают V-образные вырезы. При дальнейшем перемещении заготовки 2 на позицию гибки, происходит центрирование заготовки по упомянутым технологическим V-образным вырезам посредством ловителей 5, базирование на нижней плите 1 и при перемещении вниз гибочных пуансонов 8 производится гибка листовой заготовки в П-образную деталь.
После обработки верхняя плита 6 с гибочными пуансонами 8 перемещается вверх и готовая деталь транспортером (не показан) при утопленных временных упорах 5 передается на следующую технологическую обработку.
Изобретение «Способ изготовления из листовой заготовки П-образной детали» промышленно применимо.
На АО «Производственное объединение «Завод имени Серго», разработана технологическая и конструкторская документации, изготовлена установка и ведется производство с использованием «Способа изготовления из листовой заготовки П-образной детали».
Формула изобретения.
Способ изготовления из листовой заготовки П-образной детали, включающий листовой заготовки в установку на позицию вырубки по нижней плите между направляющими до утопающих упоров, установленных на нижней плите, вырубку технологических V-образных вырезов у обоих торцов листовой заготовки по ее центру посредством вырубных пуансонов, установленных на верхней плите установки, центрирование листовой заготовки по упомянутым технологическим вырезам посредством ловителей, установленных на нижней плите установки, и ее гибку в П-образную деталь посредством гибочных пуансонов, установленных на верхней плите установки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления П-образных изделий штамповкой из листа, например передней панели двери домашнего холодильника | 2020 |
|
RU2739057C1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ П-ОБРАЗНОЙ ФОРМЫ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ | 2012 |
|
RU2510734C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ П-ОБРАЗНЫХ ДЕТАЛЕЙ | 2013 |
|
RU2535823C2 |
| Штамп для вырубки и гибки деталей из полосового материала | 1980 |
|
SU931262A1 |
| Штамп последовательного действия для получения заготовок петель из полосы | 1991 |
|
SU1819711A1 |
| Штамп совмещенного действия | 1976 |
|
SU653005A1 |
| ШТАМП ПОСЛЕДОВАТЕЛЬНОГО ДЕЙСТВИЯ | 1973 |
|
SU383500A1 |
| Устройство для холодной штамповки сферических монтажных шайб | 2021 |
|
RU2775242C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2230621C2 |
Изобретение относится к обработке металлов давлением, в частности к способам центрирования тонколистового материала при изготовлении П-образной передней панели двери домашнего холодильника. Листовую заготовку подают на позицию вырубки по нижней плите между направляющими до утопающих упоров, установленных на нижней плите. Осуществляют вырубку технологических V-образных вырезов у обоих торцов листовой заготовки по ее центру посредством вырубных пуансонов и ее центрирование по упомянутым технологическим вырезам посредством ловителей. Далее производят гибку листовой заготовки в П-образную деталь посредством гибочных пуансонов, установленных на верхней плите установки. Обеспечивается точность осевого центрирования заготовки. 6 ил.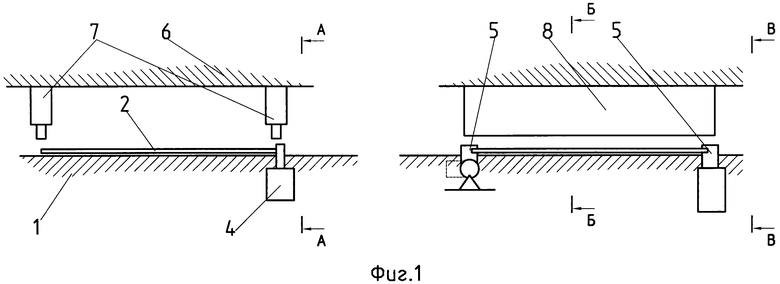
Способ изготовления из листовой заготовки П-образной детали, включающий подачу листовой заготовки в установку на позицию вырубки по нижней плите между направляющими до утопающих упоров, установленных на нижней плите, вырубку технологических V-образных вырезов у обоих торцов листовой заготовки по ее центру посредством вырубных пуансонов, установленных на верхней плите установки, центрирование листовой заготовки по упомянутым технологическим вырезам посредством ловителей, установленных на нижней плите установки, ее гибку в П-образную деталь посредством гибочных пуансонов, установленных на верхней плите установки.
| СПОСОБ ИЗГОТОВЛЕНИЯ П-ОБРАЗНЫХ ДЕТАЛЕЙ | 2013 |
|
RU2535823C2 |
| Способ фиксации листовой заготовки при последовательной штамповке | 1978 |
|
SU706163A1 |
| УСТРОЙСТВО ДЛЯ ЦЕНТРИРОВАНИЯ ПОЛОСОВОГО МАТЕРИАЛА | 1992 |
|
RU2008245C1 |
| US 3038524 A1, 12.06.1962. | |||

