Изобретение относится к обработке металлов давлением, в частности к штампам листовой штамповки и может быть использовано для изготовления П-образных деталей.
Известен штамп для изготовления П-образных деталей из листовой заготовки 31, содержащий установленный на верхней плите 1 гибочные пуансоны 3, установленные на нижней плите 9 пуансон 11 и утопающие упоры 12 (см авторское свидетельство SU 414031, МПК B21D 35/00, 24.09.1974) - прототип.
В этом штампе гибка полок детали производится в поперечном направлении относительно направления движения заготовки, что усложняет конструкцию штампа из-за необходимости в дополнительном устройстве для удаления детали из штампа, что снижает его производительность.
Технический результат, на который направлено изобретение является упорщение конструкции и повышение производительности.
Технический результат достигается тем, что в штампе для изготовления деталей П-образной формы из листовой заготовки, содержащий установленные на верхней плите гибочные пуансоны, установленные на нижней плите пуансон и расположенные с зазором относительно него утопающие упоры, в отличие от прототипа, он снабжен установленными на верхней плите вырубными пуансонами для вырезания в заготовке технологических боковых вырезов - скосов, служащих для касания утопающих упоров перед гибкой заготовки, и пуансоном отрезки готовой детали, при этом зазор между утопающими упорами относительно граней пуансона составляет не менее толщины заготовки для обеспечения удаления готовой детали при перемещении заготовки.
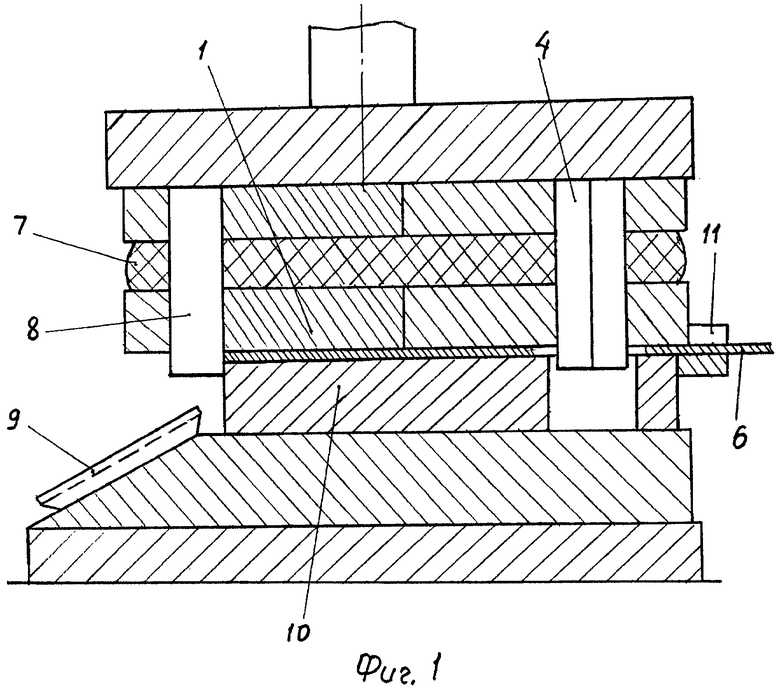
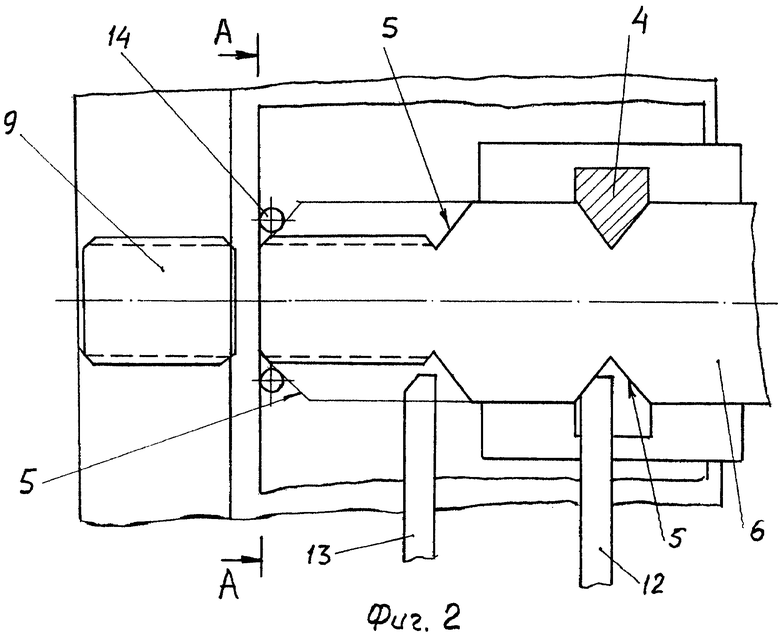
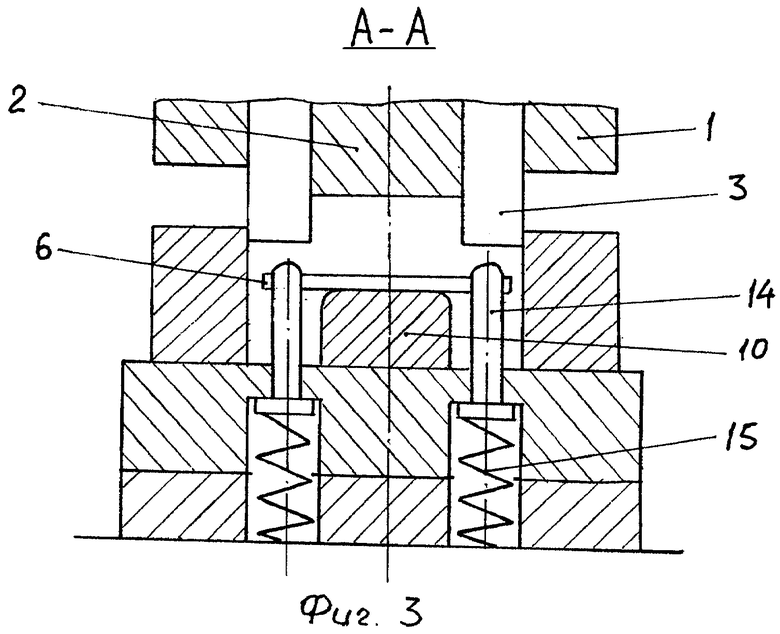
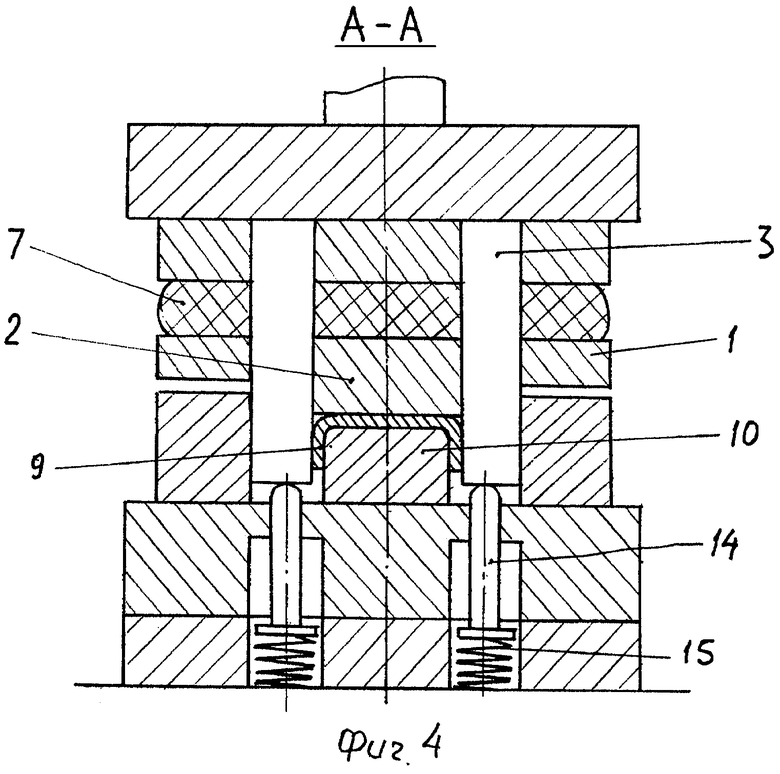
На фиг.1 изображен штамп для изготовления деталей П-образной формы из листовой заготовки; на фиг.2 - нижняя половина штампа, вид сверху; на фиг.3 - разрез А-А на фиг.2 (при открытом положении штампа); на фиг.4 - то же, при закрытом положении штампа.
Штамп содержит на верхней плите матрицу 1, состоящую из прижима 2 и гибочных пуансонов 3, вырубные пуансоны 4 для вырезания технологических боковых вырезов - скосов 5 в заготовке 6, буфер 7, пуансон отрезки 8 готовой детали 9.
На нижней плите установлены: пуансон 10, направляющие планки 11 для листовой заготовки 6, временные упоры 12 и 13, а также утопающие упоры 14, расположенные с зазором между утопающими упорами относительно граней пуансона 10 не менее толщины заготовки для обеспечения удаления готовой детали 9 при перемещении заготовки 6. Упоры 14 подпружинены пружиной 15.
Штамп работает следующим образом.
Вначале работы листовая полосовая заготовка 6 подается по пуансону 10 между направляющими планками 11 до временного упора 12, который перед этим выдвинут к заготовке 6, затем упор 12 отводится, и вырубными пуансонами 4 вырезаются на торце заготовки 6 технологические боковые вырезы - скосы 5. Далее заготовка 6 передвигается до временного упора 13 и снова вырезаются в заготовке следующие боковые вырезы - скосы 5. Временные упоры 12 и 13 в работе с обрабатываемой заготовкой больше не участвуют. Заготовка 6, имеющая боковые вырезы - скосы 5, подается первыми образованными на торце заготовки вырезами - скосами 5 до касания этих скосов в утопающие упоры 14.
При рабочем ходе пуансона пресса заготовка 6 прижимается прижимом 2 к пуансону 10 и гибочными пуансонами 3 производится гибка заготовки 6 до П-образной формы, при этом гибочные пуансоны 3 нажимают на упоры 14, которые утапливаются в нижней плите. В это же время, вырубные пуансоны 2 вырезают следующие технологические боковые вырезы - скосы 5, а пуансон отрезки 8 отрезает от заготовки 6 готовую деталь 9.
При подъеме верхней плиты, утопающие упоры 14 возвращаются в исходное положение. При перемещении заготовки 6, полки детали 9 проходят между гранями пуансона 10 с зазором относительно утопающих упоров 14 и готовая деталь 9 удаляется из штампа, а заготовка 6 касается технологическими боковыми вырезами - скосами 5 упоров 14 и штамп готов к изготовлению следующей детали.
Изобретение промышленно применимо.
Подтверждением является факт разработки конструкторской документации и изготовление на штампе деталей П-образной формы из листовой заготовки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ П-ОБРАЗНЫХ ДЕТАЛЕЙ | 2013 |
|
RU2535823C2 |
| Способ центрирования полосового материала при изготовлении П-образных деталей | 2018 |
|
RU2686754C1 |
| Штамп для гибки | 1985 |
|
SU1299658A1 |
| Гибочный штамп | 1987 |
|
SU1530295A1 |
| Способ изготовления П-образных изделий штамповкой из листа, например передней панели двери домашнего холодильника | 2020 |
|
RU2739057C1 |
| Штамп совмещенного действия | 1976 |
|
SU653005A1 |
| Способ последовательной штамповки | 1990 |
|
SU1801678A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА СЕДЛОВИДНОЙ ШАЙБЫ И КОМБИНИРОВАННЫЙ ШТАМП ПОСЛЕДОВАТЕЛЬНОГО ДЕЙСТВИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2119400C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАМКНУТОГО МЕТАЛЛИЧЕСКОГО ПРОФИЛЯ И ТЕХНОЛОГИЧЕСКИЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2581687C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
Изобретение относится к обработке металлов давлением, в частности к штампам листовой штамповки, и может быть использовано для изготовления П-образных деталей. На верхней плите установлены гибочные пуансоны, на нижней плите - пуансон и расположенные с зазором относительно него утопающие упоры. При этом на верхней плите установлены вырубные пуансоны для вырезания в заготовке технологических боковых вырезов-скосов, служащих для касания утопающих упоров перед гибкой заготовкой, а также пуансон отрезки готовой детали. Причем зазор между утопающими упорами относительно граней пуансона составляет не менее толщины заготовки для обеспечения удаления готовой детали при перемещении заготовки. Упрощается конструкция и повышается производительность. 4 ил.
Штамп для изготовления деталей П-образной формы из листовой заготовки, содержащий установленные на верхней плите гибочные пуансоны, установленные на нижней плите пуансон и расположенные с зазором относительно него утопающие упоры, отличающийся тем, что он снабжен установленными на верхней плите вырубными пуансонами для вырезания в заготовке технологических боковых вырезов-скосов, служащих для касания утопающих упоров перед гибкой заготовкой, и пуансоном отрезки готовой детали, при этом зазор между утопающими упорами относительно граней пуансона составляет не менее толщины заготовки для обеспечения удаления готовой детали при перемещении заготовки.
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ЛИСТА | 1971 |
|
SU414031A1 |
| Штамп для обработки полосового и ленточного материала | 1981 |
|
SU1030068A1 |
| Штамп для листовой штамповки | 1976 |
|
SU565753A2 |
| УНИВЕРСАЛЬНЫЙ КОМБИНИРОВАННЫЙ ШТАМП ДЛЯ ВЫРУБКИ ЗАГОТОВКИ И ВЫТЯЖКИ ИЗДЕЛИЙ | 2009 |
|
RU2436648C2 |
| US 4610185 A, 09.09.1986 | |||

