Способ относится к области черной металлургии, в частности, к производству толстолистового проката для изготовления труб высокого давления для магистральных газо- и нефтепроводов и в судостроении.
Любой материал под действием эксплуатационных нагрузок накапливает повреждения и в конечном итоге разрушается.
Способность металла сопротивляться разрушению называется трещиностойкостью [1]. Процесс разрушения состоит из двух стадий:
1. Образование и рост зародышевой трещины до критического размера (способного самостоятельно распространять за счет запасенной упругой энергии).
2. Распространение трещины по материалу конструкции.
Различные способы повышения трещиностойкости стали заключаются в увеличении критической длины раскрытия трещины (когда трещина начинает распространяться за счет запасенной упругой энергии) и увеличения работы распространения трещины (это приводит к торможению движения трещины) [2].
Поэтому задача повышения трещиностойкости состоит в том, чтобы минимизировать последствия разрушения конструкции. В реальном металле всегда существуют готовые центры для образования зародышевых трещин, которые под действием эксплуатационных нагрузок достигают критического размера, а затем превращаются в магистральную.
В механике разрушения основными критериями оценки трещиностойкости являются: критическое значение интенсивности напряжения, критическое напряжение раскрытия берегов трещины, работа, затрачиваемая на образование трещины критического размера [2].
Практическим критерием оценки трещиностойкости является длина разрушенной части конструкции [3]. Повышение работы распространения трещины приводит к уменьшению пути ее распространения по конструкции.
Повышение работы зарождения и распространения трещины достигается легированием стали и термической обработкой листового проката. Однако, применение легирования ограничено ухудшением свариваемости, что является одним из показателей для конструкционных свариваемых сталей. Для хорошо свариваемых сталей углеродный эквивалент, определяемый по формуле ГОСТ 27772-88

должен составлять не более 0,35.
Кроме того, легирование стали повышает ее стоимость.
Термическая и термодеформационная обработка проката (закалка с отпуском, различные виды высокотемпературной деформационной обработки) также повышают трещиностойкость стали, но повышают затраты на термообработку.
Перечисленные выше способы повышения трещиностойкости металла позволяют только уменьшить длину разрушенной части, например, газо- и нефтепровода до определенного физически возможного уровня (например, вследствии получения минимально возможного размера дисперсности структуры).
Принципиальное уменьшение длины разрушенной части трубопровода возможно при управляемом изменении траектории движения трещины.
Создание условий для торможения трещины способствует повышению трещиностойкости стали. Известно ряд условий торможения распространяющихся трещин [2]:
- создание условий для ветвления магистральной трещины;
- учет напряженно-деформированного состояния эксплуатации изделия.
Наиболее близким к заявляемому техническому решению является патент на полезную модель «Способ упрочнения листового проката» [4]. В данном способе торможение и остановка трещины реализовано через создание условий для ветвления магистральной трещины.
Суть заявленного способа состоит в том, что для целенаправленного изменения траектории движения трещины на листовом прокате делают упрочненные участки в виде концентрических колец, наибольший диаметр которых равен ширине листа. Движущаяся магистральная трещина, проходя через упрочненную полосу ветвится с образованием двух (как правило) вторичных трещин, траектории которых отличаются от траектории магистральной трещины. При ветвлении магистральной трещины энергия распределяется между вторичными. Поэтому энергия и скорость вторичной трещины меньше, чем магистральной и движение ее быстро затухает.
Эффективность любого способа торможения трещины можно оценить коэффициентом γ [4], определяемый по соотношению:

где lo - расстояние, проходимое трещиной в однородном материале (без упрочненных полос);
l - расстояние, проходимое трещиной в материале с упрочненными.
Из формулы (2) следует, что чем меньше коэффициент γ, тем лучше трещиностойкость стали.
Для заявленного способа упрочнения листового проката коэффициент характеризующий эффективность торможения трещины составляет 0,34.
Основным недостатком данного способа является то, что явление ветвления трещины в стали требует сочетания ряда условий как внутреннего характера (микроструктура и ее распределение в металле, скорость трещины должны быть не меньше критической) так и внешнего (температура эксплуатации, вид напряженно-деформированного состояния). За время достижения магистральной трещиной критической скорости распространения, она проходит некоторое расстояние по конструкции т.е. ее разрушает.
Техническим результатом предлагаемого изобретения является увеличение трещиностойкости проката для труб магистральных газо- и нефтепроводов путем уменьшения длины ее распространения по металлической конструкции.
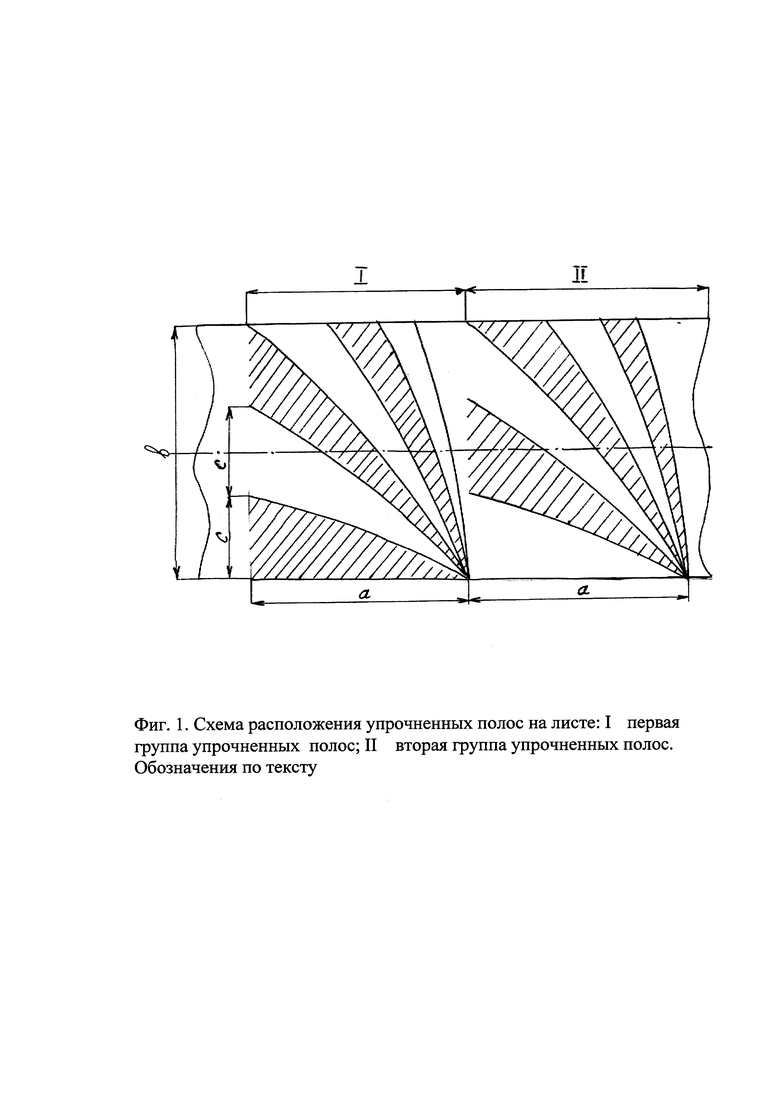
Технический результат достигается тем, что траекторию трещины поворачивают на угол вплоть до 90° по отношению к первоначальному направлению. Это достигается тем, что в отличии от известного технического решения на листовом прокате осуществляют избирательное упрочнение металла в форме полос, ограниченные линиями (Фиг. 1) в соответствии с уравнением:

где b - ширина листа, м;
с - ширина упрочненных и неупрочненных полос, м;
k=1, 2, 3, …, N, где N=b/c=(6-7);
а - параметр, определяемый в интервале (0,3-0,4) от длины листа, м.
Упрочненные полосы металла чередуются с неупрочненными т.е. с исходной структурой.
Упрочненные полосы наносятся в любой части листа относительно его длины.
После первой группы упрочненных полос (I, Фиг. 1) без промежутка наносят вторую группу таких же упрочненных полос, сдвинутых по ширине листа на величину с относительно полос первой группы (II, Фиг. 1).
Упрочнение достигается тем, что эти места на листе нагревают до температуры аустенитизации (AC3 + (30-50)°С), а затем подвергают ускоренному охлаждению со скоростью достаточной для получения более мелкозернистой феррито-перлитной структуры по сравнению с матричной (исходной).
Более мелкодисперсная микроструктура характеризуется большей прочностью и трешинастойкостью, чем матричная (исходная).
Суть предлагаемого способа состоит в том, что образовавшаяся магистральная трещина, распространяясь прямолинейно вдоль образующей трубы, попадает, например, в неупрочненную полосу. Впереди движущейся трещина распространяется упругая волна напряжений (акустическая волна). Более прочные микроструктуры имеют более искаженное кристаллическое строение (больше плотность дислокаций и других несовершенств), чем менее прочные. В более искаженных кристаллических структурах скорость распространения волн напряжений меньше, чем в исходной. Волны, независимо от их природы (акустические, электромагнитные, световые и т.д.) распространяются по направлению наименьшего сопротивления (где их скорость больше) [1].
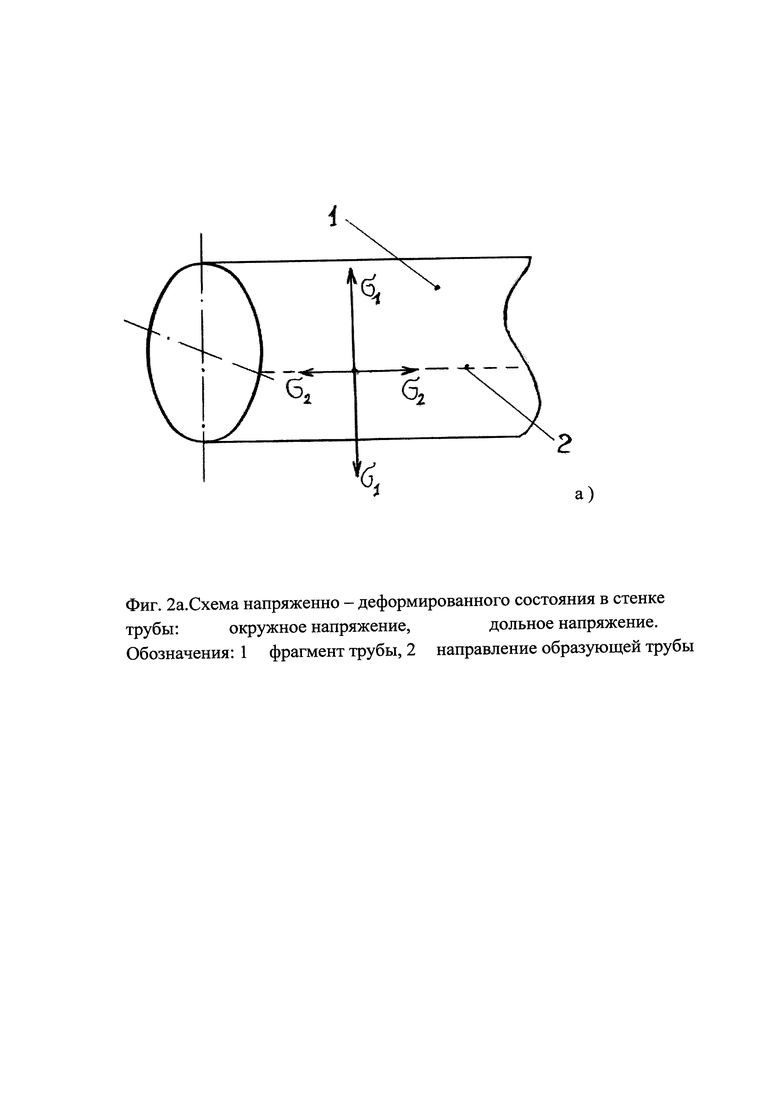
Вследствие этого большая часть упругой энергии волн напряжений будет распространяться в неупрочненной полосе. При этом трещина, следуя за упругой волной будет отклоняться от своего первоначального направления, при этом траектория ее движения поворачивается на угол а вплоть до 90° (Фиг. 2а).
Если изначально магистральная трещина попадает в упрочненную полосу, то, пройдя первую группу полос (без существенного изменения направления, но с меньшей скоростью) она попадает в неупрочненную полосу второй группы полос. После этого механизм движения трещины был описан выше.
Трещина всегда раскрывается под действием нормальных напряжений. В стенке тонкой трубы (отношение диаметра трубы к толщине стенки составляет более 20 [5]), находящейся под избыточным внутренним давлением, действует плоское напряженное состояние (Фиг. 2а):
σ1 - окружное напряжение;
σ2 - продольное напряжение, причем σ1=2σ2.
Так как σ1>σ2, то магистральная трещина будет раскрываться под действием окружных напряжений и в данном случае будет раскрывающим напряжением (σp).
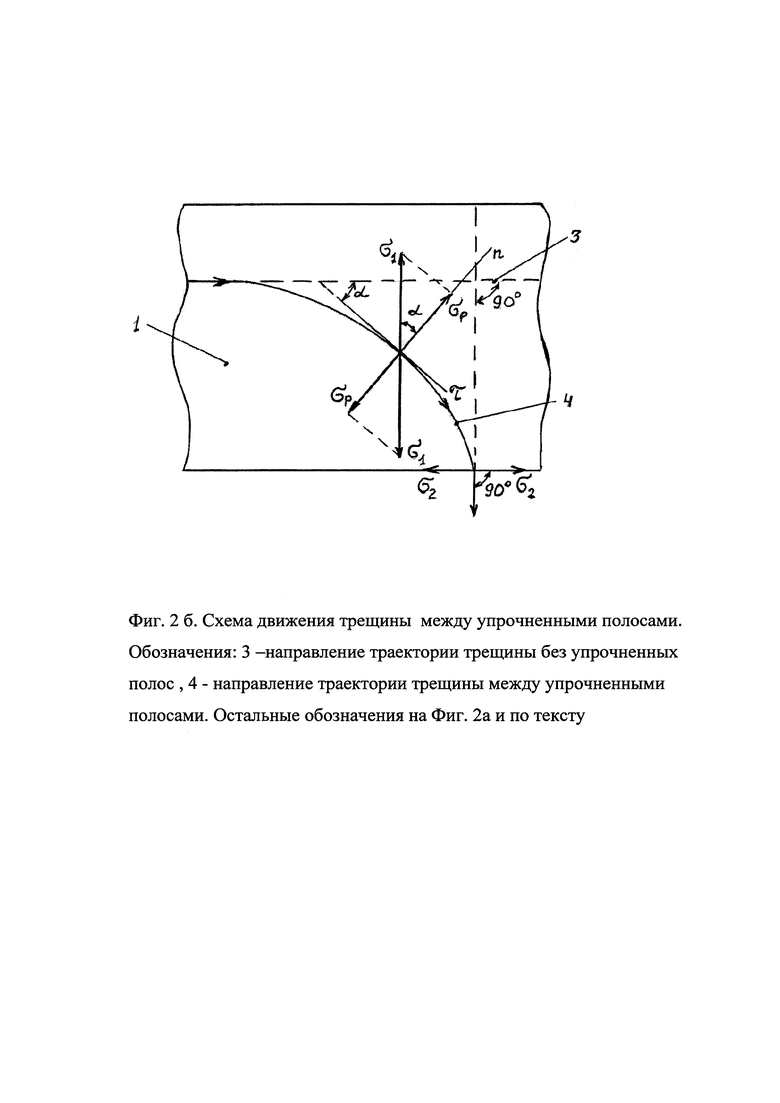
Окружное напряжение направлено нормально (перпендикулярно) к образующей трубы, поэтому трещина будет распространяться вдоль образующей трубы При повороте трещины на произвольный угол а на нее действует в нормальном направлении (n, Фиг. 2б) напряжение раскрытие (σp) равное:

Анализ уравнения (4) показывает, что величина напряжения раскрытия трещины изменяется от максимального значения равного σ1 (при α=0°) в исходном состоянии до минимального значения равного 0,5 σ1 при α=90°. Т. е. величина напряжения раскрытия трещины изменяется в пределах:

или с учетом, что σ2=0,5σ1 получим:

Из опыта эксплуатации труб, находящихся под действием избыточного внутреннего давления известно, что магистральная трещина распространяется вдоль длины трубы, т.е. разрушение идет под действием окружных напряжений. Поэтому при повороте трещины снижается величина напряжений раскрытия трещины, в следствии чего, трещина затормаживается и останавливается.
Пример конкретного опробования предлагаемого способа.
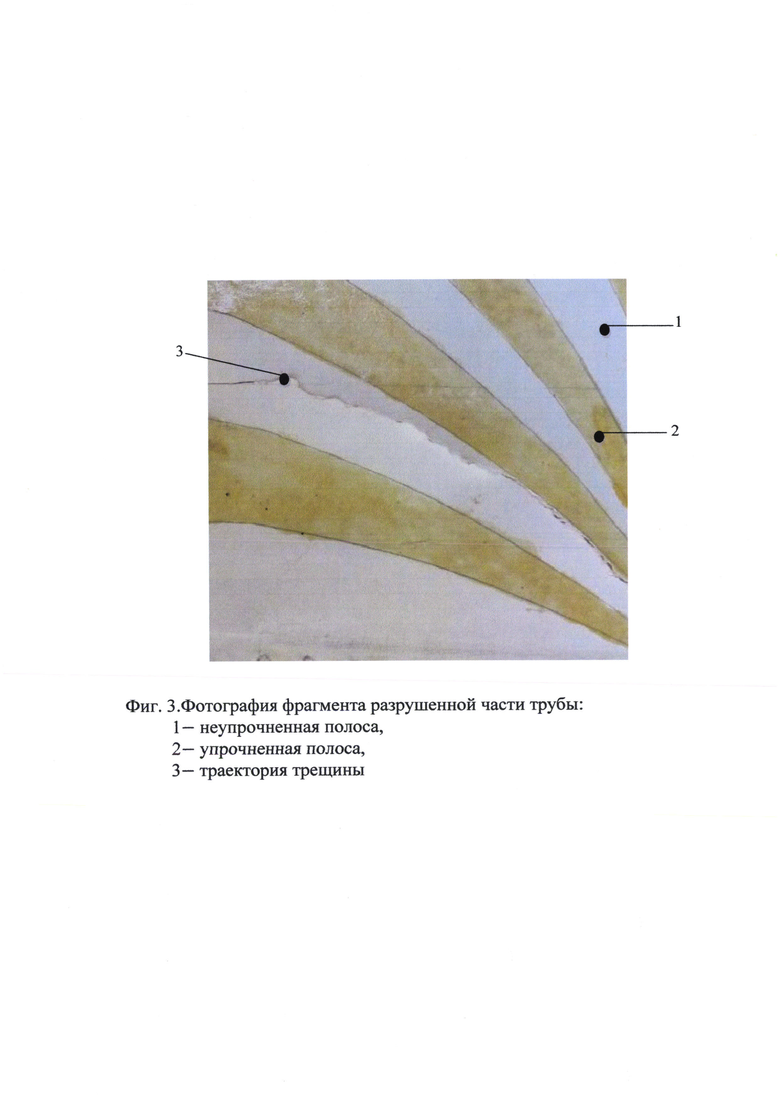
Для опробования предлагаемого способа использовали модель трубы, изготовленной из листа бумаги размером 200×230 мм с плотностью 160 г/м2. Имитацию упрочненных полос проводили нанесением пентафталиевого лака на определенные участки бумаги (Фиг. 1). Два подготовленных листа бумаги закрепляли в специальных зажимах и между листами вставляли трубу диаметром 120 мм. Захваты закрепляли на разрывной машине FM-500 и прикладывали растягивающую силу. Такая схема обеспечивала в листах бумаги плоское напряженное состояние [6]. Постоянное растягивающее напряжение составляло (0,8-0,9)σB, где σB - предел прочности обработанной лаком бумаги. Затем делали надрез вдоль образующей трубы длиной 20 мм. с радиусом закругления 0,05 мм. После некоторого времени выдержки (15-20 минут) под постоянной нагрузкой происходило разрушение. На Фиг. 3 представлено разрушение бумаги. Видно, что трещина распространяться внутри необработанной полосы - повторяя ее форму. При этом угол поворота трещины α до остановки составлял 65°. Коэффициент γ, определяющий эффективность торможения трещины составляет 0,28-0,30 т.е. меньше, чем по способу прототипа (0,34). Это количественно подтверждает большую эффективность предлагаемого способа, чем по прототипу.
На основании проделанных экспериментов установлено, что предлагаемый способ торможения имеет преимущества по сравнению с прототипом Предлагаемый способ торможения трещин основан на принципе в соответствии с которым трещина выбирает то направление, где сопротивление распространению меньше (наличие более равновесной структуры, менее жесткое напряженно-деформированное состояние). Поэтому трещина будет всегда распространятся в неупрочненной полосе.
По прототипу, торможение трещины основано на ветвлении. Для инициирования ветвления необходимо соблюдение ряда условий, в частности, достижение критического значения скорости распространения трещины.
Таким образом, используя более универсальный принцип торможения трещины эффективность предлагаемого способа больше, чем прототипа.
Список использованной литературы
1. Лопухин П.И., Горелик С.С., Воронцов В.К. Физические основы пластической деформации. М. Металлургия. 1982. - 584 с.
2. Финкель В.М. Физика разрушения. Металлургия, 1970. - 375 с.
3. Максимов А.Б. Распространение трещин в трубах из неоднородного материала. Изв. вузов. Черная металлургия. №7. 2013. С. 53-56.
4. Способ упрочнения листового проката. Патент на полезную модель №63929 (Украина). Максимов А.Б. Опубл. 25.10.2011. Бюл. №20.
5. Беляев Н.М. Сопротивление материалов. М: Изд. Наука. 1976. - 608 с.
6. Патент на полезную модель №64777 (Россия). Зорин А.Е., Зорин Е.Е. Образец для испытания металла труб при двухосном напряженном состоянии. Опуб. июль, 2007.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ термической обработки листового проката для гибки | 2015 |
|
RU2608445C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ТЕРМОСТОЙКОСТИ КОНСТРУКЦИОННЫХ КЕРАМИЧЕСКИХ МАТЕРИАЛОВ | 1997 |
|
RU2131403C1 |
| Способ локализации разрушения металлических листовых оболочек | 1982 |
|
SU1074686A1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ЛИСТОВ ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ КЛАССА ПРОЧНОСТИ К65 ДЛЯ ЭЛЕКТРОСВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 2015 |
|
RU2615667C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОГО ПРОКАТА ИЗ НИЗКОЛЕГИРОВАННОЙ ТРУБНОЙ СТАЛИ | 2017 |
|
RU2696186C2 |
| СПОСОБ ПРОИЗВОДСТВА НИЗКОЛЕГИРОВАННОГО ХЛАДОСТОЙКОГО СВАРИВАЕМОГО ЛИСТОВОГО ПРОКАТА ПОВЫШЕННОЙ КОРРОЗИОННОЙ СТОЙКОСТИ | 2014 |
|
RU2569619C1 |
| СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ | 2019 |
|
RU2735308C1 |
| СПОСОБ ОЦЕНКИ ПРОЧНОСТИ ЭЛЕМЕНТОВ КОНСТРУКЦИЙ | 1999 |
|
RU2186361C2 |
| СПОСОБ ПРОИЗВОДСТВА ТОЛСТОЛИСТОВОГО ПРОКАТА ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ ДЛЯ ТРУБ | 2018 |
|
RU2702171C1 |
| СПОСОБ ПРОИЗВОДСТВА ХЛАДОСТОЙКОГО ЛИСТОВОГО ПРОКАТА | 2010 |
|
RU2432403C1 |
Изобретение относится к области металлургии. Для повышения трещиностойкости толстолистового проката, который может быть использован при производстве магистральных газо- и нефтепроводов и в судостроении на листовом прокате создают упрочненные и неупрочненные полосы, ограниченные линиями в соответствии с уравнением:  где а - параметр, составляющий (0,2-0,3) от длины листа, м; b - ширина листа, м; k=1, 2, 3, …, N; N=b/c=(6-7); с - ширина упрочненных и неупрочненных полос, м. 1 з.п. ф-лы, 3 ил.
где а - параметр, составляющий (0,2-0,3) от длины листа, м; b - ширина листа, м; k=1, 2, 3, …, N; N=b/c=(6-7); с - ширина упрочненных и неупрочненных полос, м. 1 з.п. ф-лы, 3 ил.
Способ упрочнения толстолистового проката для труб, включающий создание упрочненных и неупрочненных областей, отличающийся тем, что упрочненные и неупрочненные области изготавливают в форме полос, ограниченных линиями в соответствии с уравнением:
 ,
,
где b - ширина листа, м;
a - параметр, составляющий (0,2-0,3) от длины листа, м;
k=1, 2, 3, …, N; N=b/c=(6-7);
с - ширина упрочненных и неупрочненных полос, м.
2. Способ по п. 1, отличающийся тем, что после создания первой группы упрочненных и неупрочненных полос создают вторую группу полос, сдвинутых по ширине листа на величину с относительно первой системы полос.
| Многоточечный самописец давлений | 1949 |
|
SU84226A1 |
| Движитель воздушный или водяной | 1932 |
|
SU30081A1 |
| СПОСОБ ПОВЕРХНОСТНОЙ ЭЛЕКТРОКОНТАКТНОЙ ЗАКАЛКИ ДЕТАЛЕЙ | 1999 |
|
RU2153007C1 |
| СПОСОБ ЛАЗЕРНОГО УПРОЧНЕНИЯ ПЛОСКОЙ ЗАГОТОВКИ | 2011 |
|
RU2537429C2 |
| Соосный компактный коаксиально-волноводный переход зондового типа | 2022 |
|
RU2799560C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТА ТЕКСТУРИРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ПРЕКРАСНЫМИ МАГНИТНЫМИ СВОЙСТВАМИ | 2006 |
|
RU2371487C1 |

