ОБЛАСТЬ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к спице колеса колесу автомобиля и обрабатывающему устройству. Более конкретно, изобретение касается спицы колеса с утолщенными краями вокруг теплорассеивающих отверстий и устройства для ее обработки.
УРОВЕНЬ ТЕХНИКИ
Колесо является опорной частью передачи усилия кузова транспортного средства и дорожного покрытия при движении транспортного средства, что эквивалентно «ноге» автомобиля, и обычно состоит из обода и спицы. Обод и спицы собираются с помощью сварки, на ободе устанавливается шина, на спице имеется установочное отверстие, которое соединяется с мостом автомобиля. Спицы являются основными несущим частями для обеспечения колесу выдерживания опорной нагрузки и при передаче крутящего момента, особенно для грузового транспортного средства, пассажирского транспортного средства и других крупных транспортных средств, которые предъявляют более высокие требования к грузоподъемности и безопасности спицы колеса.
Фактически, в процессе практического использования, вследствие потребности рассеивать тепло от колеса транспортного средства при его движении, необходимо сделать теплорассеивающее отверстие (также называемым вентиляционным отверстием) на в корпусе сужающейся обечайки спицы колеса. В этом месте в процессе использования часто возникает поломка из-за трещины. Кроме того, колесо имеет короткий срок службы.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Цель настоящего изобретения заключается в преодолении недостатков известного уровня техники, а также разработка спицы колеса и обрабатывающего устройства, обеспечивающие увеличение периферийной прочности теплорассеивающего отверстия при обновременном снижении веса колеса.
Аспекты настоящего изобретения представлены ниже.
Спица колеса с утолщенными краями вокруг теплорассеивающих отверстий, содержит установочную поверхность, сужающуюся обечайку; теплорассеивающие отверстия, выполненные в сужающейся обечайке, причем толщина спицы вокруг краев теплорассеивающих отверстий больше толщины спицы между теплорассеивающими отверстиями, при этом сужающаяся обечайка вокруг теплорассеивающих отверстий выполнена в виде выступа (платика) с определенной толщиной в направлении толщины обечайки.
Предпочтительно выступ образован на во внутренней стенке сужающейся обечайки.
Предпочтительно выступ проходит от установочной поверхности к открытой стороне корпуса сужающейся обечайки, и охватывает периферию теплорассеивающего отверстия.
Предпочтительно сторона выступа, которая обращена к открытой стороне сужающейся обечайки выполнена в виде дугообразного изгиба, и не соединяется с краем открытой стороны сужающейся обечайки.
Предпочтительно выступ образован во внешней стенке сужающейся обечайки.
Предпочтительно выступ проходит от установочной поверхности к открытой стороне сужающейся обечайки и охватывает периферию теплорассеивающего отверстия.
Предпочтительно выступ образован в виде полосы при этом две стороны выступа отдельно соединяются с установочной поверхностью и краем открытой стороны сужающейся обечайки.
Другой аспект настоящего изобретения представлен ниже.
Обрабатывающее устройство спицы колеса с утолщенными краями вокруг теплорассеивающих отверстий, включает в себя пресс-форму, ротационно-обжимную машину, дыропробивной механизм.
Верхняя часть пресс-формы представляет собой средство позиционирования ротационного обжима, которое используется для позиционирования заготовки на пресс-форме; боковая стенка пресс-формы представляет собой поверхность сужающейся обечайки, и эта боковая стенка снабжена формоообразующим выступом.
Ротационно-обжимная машина включает в себя вал привода ротационного обжима, средство обжима, поворотное колесо, при этом приводной вал ротационно-обжимной машины соединен с основанием пресс-формы, средство обжима установлено над пресс-формой, поворотное колесо установлено у боковой стороны пресс-формы; в ходе обработки, главный поворотный вал, пресс-форма, средство обжима вращаются синхронно, поворотное колесо совершает движение вверх-вниз и налево-направо по боковой стороне пресс-формы, обжимает заготовку по направлению к пресс-форме, и получают ротационно-обжатую заготовку.
Дыропробивной механизм включает в себя средство позиционирования пробивки, приводной вал дыропробивного механизма, верхнюю формообразующую часть (пуансон) пробивки, нижнюю формообразующую часть (матрицу) пробивки, приводной вал соединен с основанием средства позиционирования пробивки, причем средство позиционирования пробивки используется для размещения ротационно-обжатой заготовки в дыропробивном механизме, нижняя формообразующую часть расположена соосно с выступом внутренней стенки ротационно-обжатой заготовки, а верхняя формообразующую часть расположена соосно с нижней формообразующей частью.
Предпочтительно формообразующих выступов равномерно распределены на боковой стенке.
Предпочтительно формообразующий выступ пресс-формы проходит от от верхнего края пресс-формы до боковой стенке.
Предпочтительно сторона формообразующего выступа пресс-формы, образована в виде дуги в направлении к нижнему краю боковой стенки и не соединяется с нижним краем боковой стенки.
Предпочтительно средство позиционирования обжима выполнено в виде выступающей вперед планшайбы позиционирования ротационного обжима; и при обработке и позиционировании отверстие позиционирования оси заготовки устанавливается на планшайбу позиционирования ротационного обжима.
Предпочтительно приводной вал дыропробивного механизма располагается наклонно, ротационно-обжатая заготовка устанавливается на средстве позиционирования пробивки, при этом выступ ротационно-обжатой заготовки расположен горизонтально.
Предпочтительно средство позиционирования пробивки представляет собой выступающую вперед планшайбу позиционирования пробивки; причем, когда положение пробивки установлено отверстие позиционирования оси ротационно-обжатой заготовки устанавливается на планшайбу позиционирования пробивки.
Полезная эффективность настоящего изобретения показывается как ниже.
Спицы по настоящему изобретению имеют более высокую прочность вокруг теплорассеивающего отверстия посредством утолщение материалов вокруг теплорассеивающего отверстия внутренней стенки спицы, таким образом, рабочий срок службы спицы увеличится. Толщина материала теплорассеивающим отверстием (то есть там, где нет теплорассеивающих отверстий), позволяет образовать сужающуюся обечайку спицы с уникальной вогнуто-выпуклой формой на внутренней стенке или внешней стенке, и, таким образом, обеспечивая надежность спицы в целом. Поскольку несущая способность колеса не затрагивается, повышается не только повышает общая прочность спицы, но и рационально и эффективно используется количество материалов для изготовления спицы, и снижается вес спицы колеса, и тем самым снижается вес транспортного средства в целом и уменьшается расход топлива.
На основе контрольных данных, настоящее изобретение может эффективно повышать усталостную прочность, достигает цели удлинить срока службы спицы.
Настоящее изобретение применимо для крупных транспортных средств, таких как грузовиков, автобусов и т.д. пассажирского, является новым инновационным усовершенствованием для спицы колеса существующего автомобиля.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
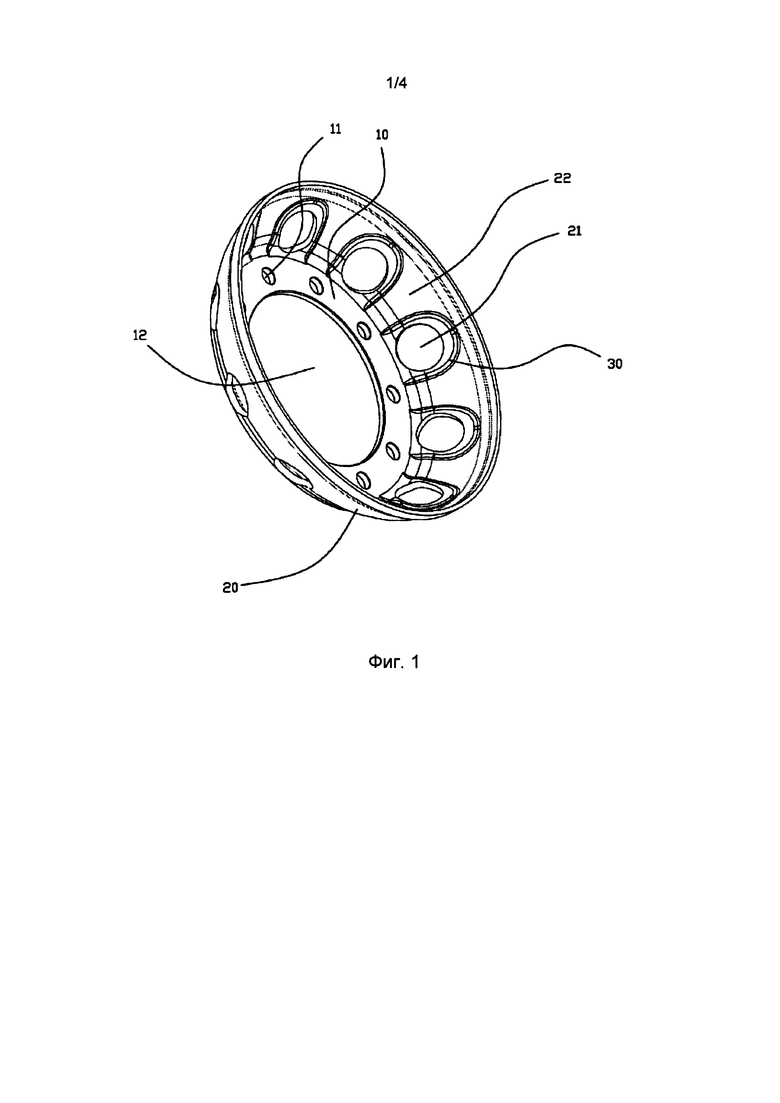
Фиг. 1 - конструктивная схема варианта 1 осуществления.
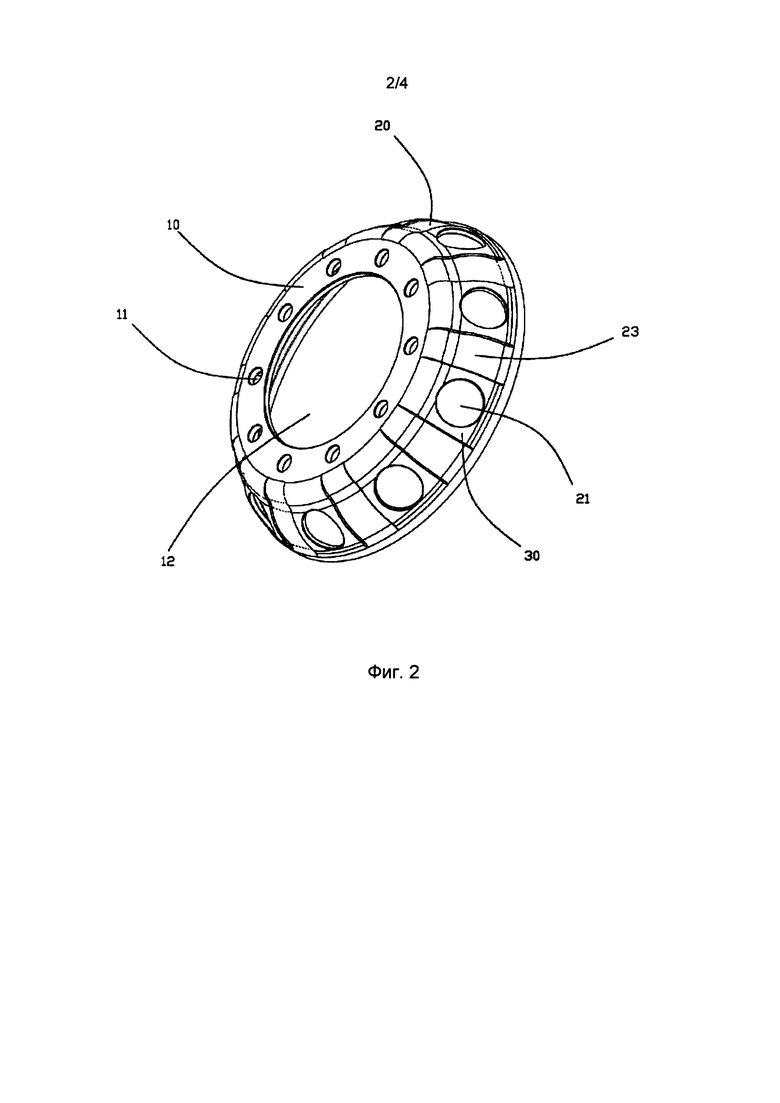
Фиг. 2 - конструктивная схема варианта 2 осуществления осуществления.
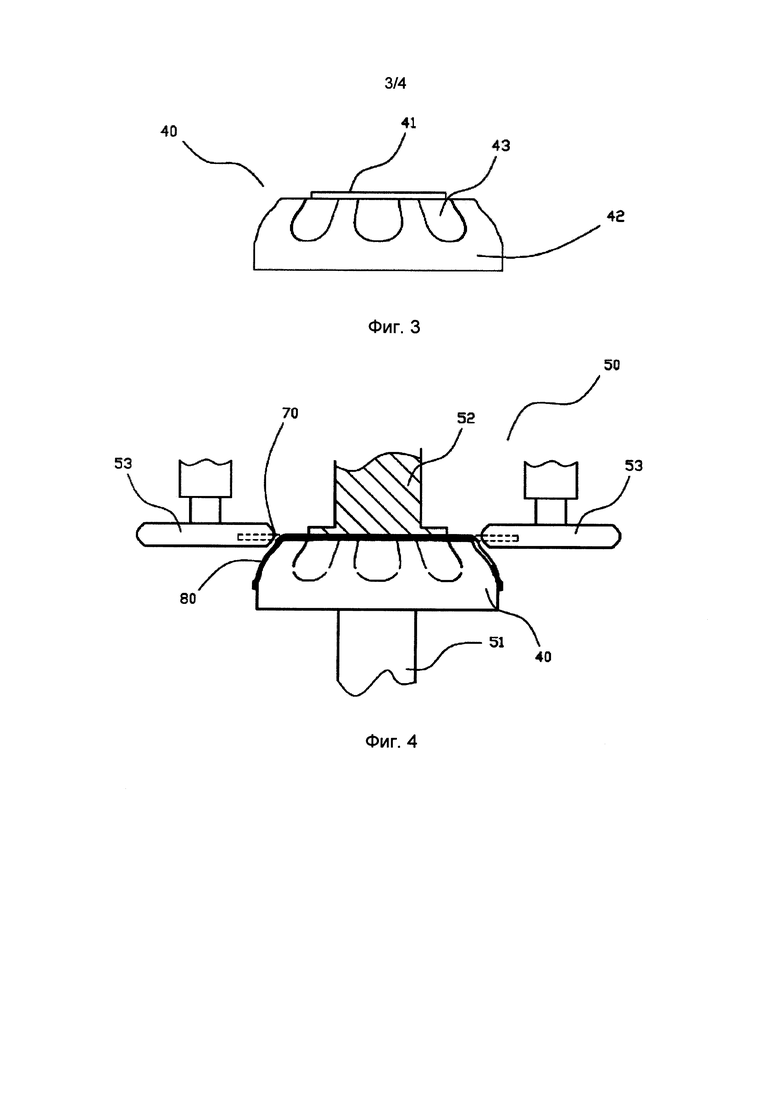
Фиг. 3 - схема пресс-формы.
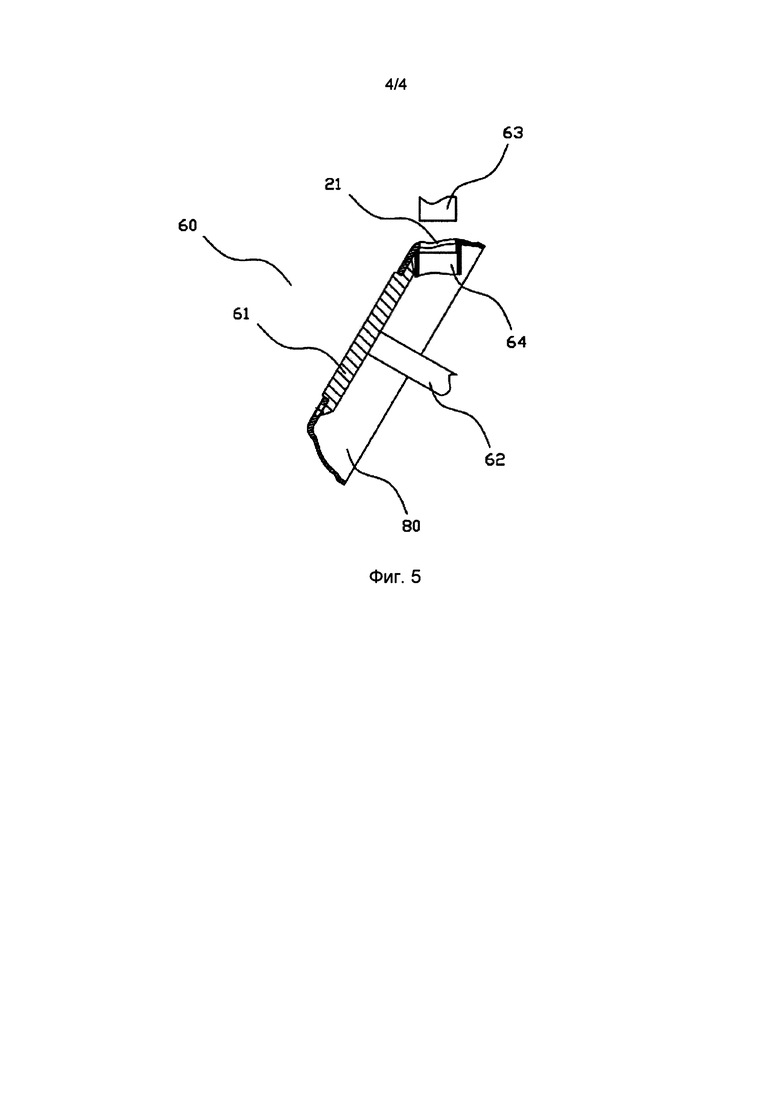
Фиг. 4 - схема ротационно-обжимной машины.
Фиг. 5 - схема дыропробивного механизма.
На фиг. 1, (10) - установочная поверхность, (11) - отверстие для болта, (12) - отверстие позиционирования оси (вала); (20) - сужающаяся обечайка, (21) - теплорассеивающее отверстие, (22) - внутренняя стенка, (30) - выступ; (40) - пресс-форма; (41) - планшайба позиционирования ротационного обжима, (42) - поверхность сужающейся обечайки, (43) - формообразующий выступ пресс-формы (50) - ротационно-обжимная машина; (51) - вал привода ротационного обжима; (52) - средство обжима, (53) - поворотное колесо, (60) - дыропробивной механизм, (61) - планшайба позиционирования пробивки, (62) - приводной вал дыропробивного механизма; (63) - верхняя формообразующая часть пробивки, (64) - нижняя формообразующая часть пробивки, (70) - заготовка; (80) - ротационно-обжатая заготовка.
Подробное описание
Ниже приведено подробное описание вариантов осуществления изобретения со ссылкой на сопроводительные чертежи.
Настоящее изобретения обеспечивает преодоление недостатков спиц колеса известнного уровня техники, заключаючающихся в легком образовании трещины вокруг теплорассеивающих отверстий. Настоящее изобретение предоставляет спицу колеса с утолщенными краями вокруг теплорассеивающих отверстий, включающее в себя установочную поверхность 10, сужающуюся обечайку 20; теплорассеивающие отверстия 21 расположенные на конической обечайке 20, при этом толщина спицы вокруг теплорассеивающих отверстий 21 больше толщины спицы между теплорассеивающими отверстиями 21. Повышение прочности вокруг теплорассеивающих отверстий 21, уменьшение материала между теплорассеивающими отверстиями 21, позволяет образовать спицы с уникальной вогнуто-выпуклой формой. Таким образом, повышается прочность спицы в целом и увеличивается рабочий срок службы спиц, не оказывая влияния на несущую способность колеса. Кроме того, снижается количество материала для изготовления спицы, а также снижается вес спицы колеса, и таким образом, это снижает вес автомобиля в целом и расход топлива.
В настоящем изобретении, сужающаяся обечайка 20) имеет вокруг теплорассеивающих отверстий 21 выступы 30 с определенной толщиной в направлении толщины обечайки, и толщина края теплорассеивающих отверстий 21 увеличивается за счет выступа 30. Переход выступа 30 в коническую обечайку 20 имеет вид ступеньки или плавный.
Пример осуществления 1
Как показан в фиг. 1, конструкция упомянутой спицы по настоящему изобретению представляет собой бочкообразную сужающуюся обечайку. Нижняя часть (основание) сужающейся обечайки 20, имеющая больший диаметр, открыта, верхняя часть сужающейся обечайки 20 с малым диаметром представляет собой кольцевую установочную поверхность 10; на кольцевой установочной поверхности 10 равномерно размещаются отверстия 11 для болта, которые используется для закреплении цельного колеса, центром кольцевой установочной поверхности 10 является отверстие 12 позиционирования оси. На сужающейся обечайке 20, имеющей бочкообразную форму спицы равномерно распределяется теплорассеивающие отверстия 21, теплорассеивающие отверстия 21 представляет собой сквозные отверстия, количество и размер которых могут быть различными. Проектирование теплорассеивающих отверстий 21 не только может снизить вес спицы, но и играет роль в снижении температуры спицы. Теплорассеивающие отверстия 21 могут быть круглым, эллиптическим или сквозным отверстиями или другой формой. В предпочтительном варианте осуществления изобретения, теплорассеивающие отверстия 21 выполнены круглыми, и ось круглых отверстий перпендикулярна к конической обечайке 20 с профилем в виде сужающегося бочкообразного тела.
Во внутренней стенке 22 сужающейся обечайки 20, в зоне вокруг каждого теплорассеивающего отверстия 21, окружает теплорассеивающее отверстия 21, с увеличением толщины материала в направлении внутрь, и толщина материала между теплорассеивающими отверстиями 21 меньше толщины в упомянутой зоне. То есть, сужающаяся обечайка 20 на месте края теплорассеивающего отверстия 21 в направлении толщины делает выступ 30 с определенной толщиной, выступ 30 образован на внутренней стенке 22 сужающейся обечайки 20, и профиль внутренней стенки 22 сужающейся обечайки 20 имеет вогнуто-выпуклую форму, и тем самым, увеличивает прочность вокруг теплорассеивающего отверстия 21. Так как материал между теплорассеивающими отверстиями 21 тоньше, вес спицы колеса сильно снижается, несущая способность повышается, срок службы тоже увеличивается.
В настоящем примере осуществления, выступ 30 проходит от установочной поверхности 10 к открытой нижней части суживающейся обечайки 20, охватывает периферию теплорассеивающих отверстий 21. Сторона выступа 30 к открытой нижней части суживающейся обечайки 20 имеет форму дуги, и не соединяется с краем открытой нижней части суживающейся обечайки (20).
Пример осуществления 2
Как показан в фиг. 2, в настоящем примере осуществления, выступ 30 расположен во внешней стенке 23 суживающейся обечайки 20. Выступ 30 проходи от установочной поверхности 10 к открытой нижней части суживающейся обечайки 20, охватывает периферию теплорассеивающего отверстия 21. Выступ 30 имеет форму полосы, и две стороны выступа 30 соответственно соединены с установочной поверхностью (10), и краем открытой нижней части суживающейся обечайки 20. Другие части совпадают с примером осуществления 1.
Пример осуществления 3
В настоящем примере осуществления, во внутренней стенке 22 и внешней стенке 23 суживающейся обечайки 20 размещены выступы 30.
Другие части совпадают с примером осуществления 1 и примером осуществления 2.
Оборудование для обработки упомянутой спицы колеса включает в себя: пресс-форму 40, ротационно-обжимная машину 50, дыропробивной механизм 60. Ротационно-обжимная машина 50 используется для ротационного обжима заготовки 70 с целью получения ротационно-обжатой заготовки 80 с выступом 30; дыропробивной механизм 60 используется для штамповки теплорассеивающих отверстий 21 для ротационно-обжатой заготовки 80, и таким образом, получить готовое изделие - спицу колеса.
Как показан в фиг. 3., верхняя поверхность пресс-формы 40 представляет собой средство позиционирования ротационного обжима, которая используется для размещения заготовки 70 на пресс-форме 40; боковая стенка пресс-формы 40 представляет собой поверхность 42 сужающейся обечайки, и эта боковая стенка снабжена формообразующим выступом 43. Несколько формообразующих выступов 43 равномерно распределяются на боковой стенке. Формообразующий выступ 43 проходит от верхнего края пресс-формы 40 к боковой стенке. Сторона формообоазующего выступа (43) имеет профиль в виде дуги в сторону к нижнему краю боковой стенки и не соединяется с нижним краем боковой стенки.
Средство позициониррования ротационного обжима представляет собой выступающую планшайбу 41 позиционирования ротационного обжима. В ходе обработки и позиционирования на планшайбе 41 позиционирования ротационного обжима обеспечивается установка отверстия 12 позиционирования оси заготовки 70.
Как показан в фиг. 4, ротационно-обжимная машина 50 включает в себя пресс-форму (40), вал 51 привода ротационного обжима, средство обжима 52, поворотное колесо 53, причем вал 51 привода ротационного обжима соединен с основанием пресс-формы 40, средство обжима 52 установлено над пресс-формой 40, поворотное колесо 53 установлено у боковой стороны пресс-формы 40. В ходе обработки, главный приводной вал, пресс-форма 40, средство обжима 52 синхронно вращаются, поворотное колесо 53 совершает движение вверх-вниз и налево-направо по боковой стороне пресс-формы 40, обжимает заготовку 70 к направлению пресс-форме 40, и получают ротационно-обжатую заготовку 80.
Как показан в фиг. 5, дыропробивной механизм 60 включает в себя средство позиционирования пробивки, приводной вал 62 дыропробивного механизма, верхнюю формообразующую часть (пуансон) пробивки 63, нижнюю формообразующую часть (матрицу) пробивки 64, приводной вал 62 дыропробивного механизма соединяется с основанием средства позиционирования пробивки, причем средство позиционирования пробивки используется для размещения ротационно-обжатой заготовки 80 в дыропробивном механизме 60, нижняя формообразующую часть 64 расположена соосоно с выступом 30) внутренней стенки ротационно-обжатой заготовки 80, а верхняя формообразующую часть 63 пробивки расположена соосно с 64 пробивки.
Чтобы обеспечить большую стабильность при пробивке отверстий верхней формообразующей части 63 пробивки и нижней формообразующей части 64 пробивки, и более высокий коэффициент выхода хорошей продукции, приводной вал 62 дыропробивного механизма установлен наклонно, ротационно-обжатая заготовка 80 устанавливается на средстве позиционирования пробивки, при этом выступ 30 ротационно-обжатой заготовки 80, расположен горизонтально. Таким образом, при пробивании отверстий, верхней формообразующей частью 63 пробивки и нижней формообразующей частью дыропробивной нижней формы 64 пробивки, сила от выступа (30) равномерная, и выход штампованной хорошей продукции высокий.
Средство позиционирования пробивки представляет собой выступающую вперед планшайбу 61 позиционирования пробивки. В ходе позиционирования и пробивки отверстия 12 позиционирования оси ротационно-обжатой заготовки 80 располагаются на планшайбе 61 позиционирования пробивки.
Изготовление спицы колеса проводится посредством обрабатывающего устройства, как изложено ниже.
1). Ротационный обжим:
1.1) согласно спроектированной конструкции спицы, спроектирована и изготовлена пресс-форма (40);
1.2) устанавливают изготовленную пресс-форму 40 на вал 51 ротационно-обжимной машины 50;
1.3) размещают круглую заготовку 70 на пресс-форме 40, пресс-форма 40 снабжается средством позиционирования ротационного обжима для позиционирования заготовки 70;
1.4) прижимают средство обжима (52), и сдавливают заготовку 70;
1.5) включают ротационно-обжимную машину 50, вал 51 привода ротационного обжима вращается одновременно сообщает движение пресс-форме 40, заготовки 70 и средству 52 обжима;
1.6) согласно запрограммированному процессу поворотное колесо 53 движется вверх-вниз и налево-направо так что обжимает спицу колеса по форме и контуру. Так как пресс-форма 40 имеет вогнуто-выпуклую форму, при движении поворотного колеса 52 вверх-вниз и налево-направо заготовка 70 обжимается, что заставляет материал заготовки 70) течь к формообразующему выступу 43 пресс-формы 40, формируя таким образом внутреннюю стенку сужающейся обечайки 20 спицы колеса с образованием вогнуто-выпуклую формы и получают ротационно-обжатую заготовку 80;
1.7) Ротационно-обжимная машина (50) прекращает вращение, средство 52 обжима движется вверх, поворотное колесо 53 движется вверх, и ротационно-обжатая заготовка 80 вынимается.
2) Пробивание теплорассеивающих отверстий 21:
2.1) размещают ротационно-обжатую заготовку 80 на средстве позиционирования пробивки, чтобы выступ 30 внутренней стенки суживающейся обечайки 20 спицы колеса располагался соосно с нижней формообразующей частью 64 пробивки;
2.2) запускают пресс, чтобы перемещать вниз верхнюю формообразующую часть, и пробивают теплорассеивающее отверстие 21 посредством верхней формообразующей части 63 и нижней формообразующей части 64;
2.3) верхняя формообразующая часть 63 движется вверх, поворачивают изделие, верхняя формообразующая часть 63 движется вниз, и пробивает теплорассеивающее отверстие 21;
2.4) повторяют шаг 2.3) до тех пор пока не буде выполнена штамповка всех теплорассеивающих отверстий 21.
Вышеизложенные примеры осуществления только используются для описания настоящего изобретения, и не используются для ограничения настоящего изобретения. Оставаясь в рамках технической сущности настоящего изобретения, изменение и модификация в отношении вышеизложенных примеров осуществления и т.д. будут находиться в диапазоне формулы изобретения по настоящему изобретению.
ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ
Облегченная спица колеса автомобиля go настоящему изобретению выполнена с толщиной материала вокруг теплорассеивающих отверстий на внутренней стенке спицы, при которой обеспечивается повышение прочности вокруг теплорассеивающих отверстий, таким образом, рабочий срок службы спицы увеличивается. Настоящее изобретение применимо для крупных транспортных средств, таких как грузовиков, автобусов и т.д. пассажирского и является новым инновационным усовершенствованием для спицы колеса существующего автомобиля.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления крупногабаритных дисков | 2022 |
|
RU2796033C1 |
| Способ изготовления сложнопрофильных оболочек с внутренними рифлями | 2023 |
|
RU2814100C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСНОВАНИЯ ОБОДА КОЛЕСА ПОСРЕДСТВОМ ФОРМОИЗМЕНЕНИЯ В ХОЛОДНОМ СОСТОЯНИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2392081C2 |
| КОРПУС СВЕТОДИОДНОЙ ЛАМПЫ | 2014 |
|
RU2580825C1 |
| Способ изготовления тройника | 2018 |
|
RU2696120C1 |
| Комбинированный штамп | 1981 |
|
SU967656A1 |
| Способ изготовления оболочек сложного профиля с внутренними рифлями | 2021 |
|
RU2777380C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛОДКИ ДЛЯ ТОРМОЗНОЙ НАКЛАДКИ | 2011 |
|
RU2557124C2 |
| СЕПАРАЦИОННЫЙ ДИСК ДЛЯ РОТОРНОЙ ЦЕНТРИФУГИ И ПАКЕТ ДИСКОВ | 2009 |
|
RU2509608C2 |
| ЛИНИЯ ДЛЯ РОТАЦИОННО-ПРОРЕЗНОЙ ОБРАБОТКИ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ И РОТАЦИОННО-ПРОРЕЗНОЕ УСТРОЙСТВО ДЛЯ НЕЕ | 2020 |
|
RU2747203C1 |
Изобретение относится к автомобильной промышленности. Спица колеса содержит установочную поверхность, суживающуюся обечайку, в которой теплорассеивающие отверстия выполнены в сужающейся обечайке. Толщина спицы вокруг краев теплорассеивающих отверстий больше толщины спицы между теплорассеивающими отверстиями. Сужающаяся обечайка вокруг теплорассеивающих отверстий выполнена в виде выступа с определенной толщиной в направлении толщины обечайки. Технический результат – повышение прочности и срока службы колеса. 2 н. и 12 з.п. ф-лы, 5 ил.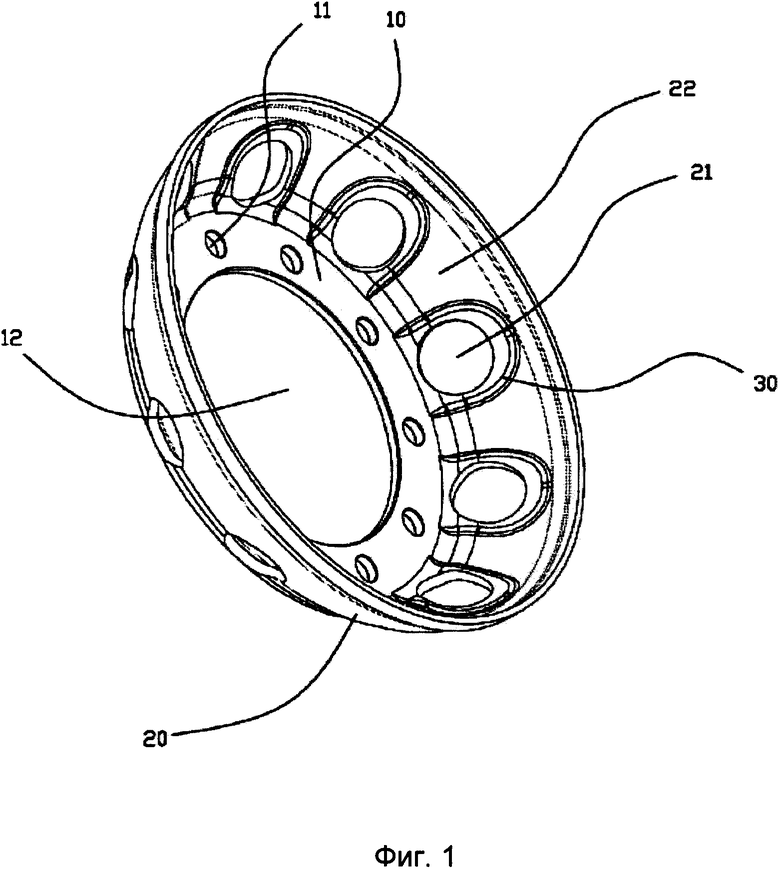
1. Спица колеса с утолщенными краями вокруг теплорассеивающих отверстий, содержащая установочную поверхность, суживающуюся обечайку, в которой
теплорассеивающие отверстия выполнены в сужающейся обечайке, причем толщина спицы вокруг краев теплорассеивающих отверстий больше толщины спицы между теплорассеивающими отверстиями, при этом сужающаяся обечайка вокруг теплорассеивающих отверстий выполнена в виде выступа с определенной толщиной в направлении толщины обечайки.
2. Спица колеса по п. 1, отличающаяся тем, что выступ образован на внутренней стенке суживающейся обечайки.
3. Спица колеса по п. 2, отличающаяся тем, что выступ проходит от установочной поверхности к открытой стороне корпуса сужающейся обечайки и охватывает периферию теплорассеивающего отверстия.
4. Спица колеса по п. 3, отличающаяся тем, что сторона выступа, которая обращена к открытой стороне сужающейся обечайки выполнена в виде дугообразного изгиба, и не соединяется с краем открытой стороны сужающейся обечайки.
5. Спица колеса по п. 1, отличающаяся тем, что выступ образован во внешней стенке сужающейся обечайки.
6. Спица колеса по п. 5, отличающаяся тем, что выступ проходит от установочной поверхности к открытой стороне сужающейся обечайки и охватывает периферию теплорассеивающего отверстия.
7. Спица колеса по п. 6, отличающаяся тем, что выступ образован в виде полосы, при этом две стороны выступа отдельно соединяются с установочной поверхностью и краем открытой стороны сужающейся обечайки.
8. Обрабатывающее устройство для спицы колеса с утолщенными краями вокруг теплорассеивающих отверстий по п. 1, включающее в себя пресс-форму, ротационно-обжимную машину, дыропробивной механизм, причем
верхняя часть пресс-формы представляет собой устройство позиционирования ротационного обжима, которое используется для позиционирования заготовки на пресс-форме, при этом боковая стенка пресс-формы представляет собой поверхность сужающейся обечайки, и снабжена формообразующим выступом,
ротационно-обжимная машина включает в себя вал привода ротационного обжима, средство обжима, поворотное колесо, при этом вал привода ротационного обжима соединен с основанием пресс-формы, средство обжима установлено над пресс-формой, поворотное колесо установлено у боковой стороны пресс-формы, в ходе обработки, главный поворотный вал, пресс-форма, средство обжима вращаются синхронно, поворотное колесо совершает движение вверх-вниз и налево-направо по боковой стороне пресс-формы, обжимает заготовку по направлению к пресс-форме, и получают ротационно-обжатую заготовку,
дыропробивной механизм включает в себя средство позиционирования пробивки, приводной вал дыропробивного механизма, верхнюю формообразующую часть пробивки, нижнюю формообразующую часть пробивки, приводной вал соединен с основанием средства позиционирования пробивки, причем средство позиционирования пробивки используется для размещения ротационно-обжатой заготовки в дыропробивном механизме, нижняя формообразующую часть расположена соосно с выступом внутренней стенки ротационно-обжатой заготовки, а верхняя формообразующую часть расположена соосно с нижней формообразующей частью.
9. Обрабатывающее устройство по п. 8, отличающееся тем, что несколько формообразующих выступов пресс-формы равномерно распределены на боковой стенке.
10. Обрабатывающее устройство по п. 8, отличающееся тем, что формообразующий выступ пресс-формы проходит от верхнего края пресс-формы до боковой стенке.
11. Обрабатывающее устройство по п. 8, отличающееся тем, что сторона формообразующего выступа пресс-формы образована в виде дуги в направлении к нижнему краю боковой стенки, не соединяется с нижним краем боковой стенки.
12. Обрабатывающее устройство по п. 8, отличающееся тем, что средство позиционирования ротационного обжима выполнено в виде выступающей вперед планшайбы позиционирования ротационного обжима, и при обработке и позиционировании отверстие позиционирования оси заготовки устанавливается на планшайбу позиционирования ротационного обжима
13. Обрабатывающее устройство по п. 8, отличающееся тем, что приводной вал дыропробивного механизма располагается наклонно, ротационно-обжатая заготовка устанавливается на средстве позиционирования пробивки, при этом выступ ротационно-обжатой заготовки расположен горизонтально.
14. Обрабатывающее устройство по п. 8, отличающееся тем, что средство позиционирования пробивки представляет собой выступающую вперед планшайбу позиционирования пробивки, при этом, когда положение пробивки установлено, отверстие позиционирования оси ротационно-обжатой заготовки устанавливается на планшайбу позиционирования пробивки.
| CN 201009660 Y, 23.01.2008 | |||
| CN 103568692 A, 12.02.2014 | |||
| CN 204687721 U, 07.10.2015 | |||
| CN 102950240 A, 06.03.2013. |

