ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
1. Область техники, к которой относится изобретение
[0001] Настоящее изобретение относится к стальному пластинчатому элементу и способу его изготовления, и, в частности, относится к стальному пластинчатому элементу, включающему твердую область, содержащую мартенсит, и мягкую область, более мягкую, чем твердая область, и способу изготовления стального пластинчатого элемента.
2. Описание предшествующего уровня техники
[0002] В последние годы были разработаны, например, в качестве конструктивных элементов для автомобилей, стальные пластинчатые элементы, включающие твердую область, устойчивую к ударному воздействию, и мягкую область для соединения с другим металлическим элементом. В опубликованной заявке на патент Японии №2012-144773 раскрыта технология образования твердой области и мягкой области в одном стальном пластинчатом элементе путем локального нагрева только области стального пластинчатого элемента до температуры, превышающей конечную температуру A3 превращения аустенита, и путем закалки нагретой области.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0003] Авторами изобретения обнаружены следующие проблемы, касающиеся стального пластинчатого элемента, включающего твердую область и мягкую область, и способа изготовления стального пластинчатого элемента. Как описано в JP 2012-144773 А, локальный нагрев только области стального пластинчатого элемента до температуры выше, чем температура A3 превращения аустенита, преобразует микроструктуру области в однофазный аустенит. Таким образом, область становится твердой областью, содержащей мартенсит после закалки. С другой стороны, в области, нагретой только до температуры ниже начальной температуры A1 превращения аустенита, аустенит не образуется. Поэтому после закалки эта область остается мягкой областью, содержащей феррит и перлит, как это было до закалки.
[0004] Пограничная область между твердой областью и мягкой областью естественным образом нагревается до температуры между начальной температурой А1 превращения аустенита и конечной температурой A3 превращения аустенита, а часть феррита и перлита в пограничной области превращается в аустенит. Таким образом, после закалки пограничная область имеет неустойчивую микроструктуру, содержащую мартенсит, который является твердым, и дополнительно содержит феррит и перлит, которые являются мягкими. Это, к сожалению, приводит к высокой восприимчивости к разрушению в пограничной области между твердой областью и мягкой областью и, следовательно, низкой локальной пластичности или гибкостью.
[0005] В настоящем изобретении предлагается стальной пластинчатый элемент с пониженной восприимчивостью к разрушению в пограничной области между твердой областью и мягкой областью и способ изготовления стального пластинчатого элемента.
[0006] Способ изготовления стального пластинчатого элемента в соответствии с первым объектом настоящего изобретения включает в себя: нагрев стального пластинчатого элемента до температуры, превышающей температуру конечной превращения аустенита, и последующее охлаждение стального пластинчатого элемента со скоростью охлаждения выше, чем верхняя критическая скорость охлаждения (этап закалки и смягчения стального пластинчатого элемента путем повторного нагрева стального пластинчатого элемента после охлаждения стального пластинчатого элемента (этап отпуска), при этом этап отпуска включает в себя, отсутствие повторного нагрева первой области стального пластинчатого элемента, повторный нагрев второй области стального пластинчатого элемента до температуры между начальной температурой превращения аустенита и конечной температурой превращения аустенита, и последующее охлаждение стального пластинчатого элемента со скоростью охлаждения выше, чем верхняя критическая скорость охлаждения с образованием твердой области, содержащей мартенсит в первой области, мягкой области, содержащей мартенсит и мартенсит отпуска во второй области, и области, состоящей из мартенсита отпуска в пограничной области между первой областью и второй областью.
[0007] В способе изготовления стального пластинчатого элемента согласно первому объекту настоящего изобретения, этап отпуска включает в себя, отсутствие повторного нагрева первой области стального пластинчатого элемента, повторный нагрев второй области стального пластинчатого элемента до температуры между начальной температурой превращения аустенита и конечной температурой превращения аустенита, и последующее охлаждение стального пластинчатого элемента со скоростью охлаждения, превышающей верхнюю критическую скорость охлаждения. Это приводит к образованию твердой области, содержащей мартенсит в первой области, образованию мягкой области, включающей мартенсит и мартенсит отпуска во второй области, и образование области, состоящей из мартенсита отпуска в пограничной области между первой областью и второй областью. Таким образом, в пограничной области не образуется неустойчивая микроструктура, содержащая мартенсит, который является твердым, и дополнительно содержащая феррит и перлит, которые являются мягкими, вследствие чего можно предотвратить разрушение в пограничной области.
[0008] Согласно первому объекту, на этапе отпуска вторая область может быть повторно нагрета путем индукционного нагрева. С этим признаком вторая область стального пластинчатого элемента может быть быстро нагрета и, кроме того, температура, с которой нагревается вторая область, может точно регулироваться до температуры между начальной температурой превращения аустенита и конечной температурой превращения аустенита.
[0009] Согласно первому объекту, на этапе закалки стальной пластинчатый элемент может быть напрессован после нагревания стального пластинчатого элемента и перед охлаждением стального пластинчатого элемента. С этим признаком, можно избежать упругого последействия при холодной штамповке и в то же время, получить высокопрочный стальной пластинчатый элемент в результате охлаждения после прессования.
[0010] В соответствии с первым объектом, вторая область может быть повторно нагрета высокочастотным индукционным нагревательным устройством, включающим катушку и высокочастотный источник энергии, а катушка может включать в себя пластинчатый элемент, имеющий U-образное поперечное сечение, и вторая область может вставляться внутрь катушки и индукционно нагреваться.
[0011] Стальной пластинчатый элемент согласно второму объекту настоящего изобретения представляет собой стальной пластинчатый элемент, включающий твердую область, содержащую мартенсит, мягкую область, более мягкую, чем твердую область, и пограничную область, расположенную между твердой областью и мягкой областью, при этом мягкая область включает мартенсит и мартенсит отпуска, а пограничная область включает область, состоящую из мартенсита отпуска.
[0012] В пограничной области стального пластинчатого элемента согласно второму объекту, образуется область, состоящая из мартенсита отпуска, в то нагрева как не образуется неустойчивая микроструктура, содержащая мартенсит, который является твердым и дополнительно содержит феррит и перлит, которые являются мягкими. Таким образом, разрушение в пограничной области может быть предотвращено.
[0013] Стальной пластинчатый элемент согласно второму объекту может представлять собой стальной пластинчатый элемент для стойки в качестве компонента кузова автомобиля и может быть соединен в мягкой области с другим металлическим элементом. С помощью этой функции можно предотвратить разрушение после соединения.
[0014] Мягкая область может входить во фланцевый участок, расположенный на конце стального пластинчатого элемента, согласно второму объекту изобретения. Благодаря этому признаку, мягкая область может быть легко образована путем индукционного нагрева.
[0015] Настоящее изобретение может обеспечить стальной пластинчатый элемент с пониженной восприимчивостью к разрушению в пограничной области между твердой областью и мягкой областью и способ изготовления стального пластинчатого элемента.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0016] Признаки, преимущества, а также техническая и промышленная значимость иллюстративных вариантов осуществления изобретения будут описаны ниже со ссылкой на прилагаемые чертежи, на которых одинаковые ссылочные позиции обозначают одинаковые элементы, и где:
Фиг. 1 - температурный график, иллюстрирующий способ изготовления стального пластинчатого элемента согласно первому варианту осуществления;
Фиг. 2А - схематический вид сверху, иллюстрирующий изменение микроструктуры стального пластинчатого элемента во время этапа локального отпуска;
Фиг. 2В - схематический вид сверху, иллюстрирующий изменение микроструктуры стального пластинчатого элемента во время этапа локального отпуска;
Фиг. 2С - схематический вид сверху, иллюстрирующий изменение микроструктуры стального пластинчатого элемента во время этапа локального отпуска;
Фиг. 3 - схематический вид сверху стального пластинчатого элемента в соответствии с первым вариантом осуществления;
Фиг. 4 - температурный график, иллюстрирующий способ изготовления стального пластинчатого элемента согласно дополнительному примеру для первого варианта осуществления;
Фиг. 5 - схематический вид сверху стального пластинчатого элемента согласно дополнительному примеру для первого варианта осуществления;
Фиг. 6 - схематический общий вид устройства индукционного нагрева, используемого в способе изготовления стального пластинчатого элемента согласно второму варианту осуществления;
Фиг. 7 - температурный график индукционного нагрева стальных пластин различной толщины;
Фиг. 8А - общий вид примера стального пластинчатого элемента согласно второму варианту осуществления;
Фиг. 8В - общий вид примера стального пластинчатого элемента согласно второму варианту осуществления;
Фиг. 9 - температурный график, иллюстрирующий условия локального отпуска в соответствии с примером второго варианта осуществления;
Фиг. 10 - диаграмма, показывающая распределение твердости стального пластинчатого элемента, изготовленного способом изготовления стального пластинчатого элемента в соответствии с примером второго варианта осуществления;
Фиг. 11 - фотографии микроструктуры стального пластинчатого элемента, изготовленного способом изготовления стального пластинчатого элемента согласно второму варианту осуществления; и
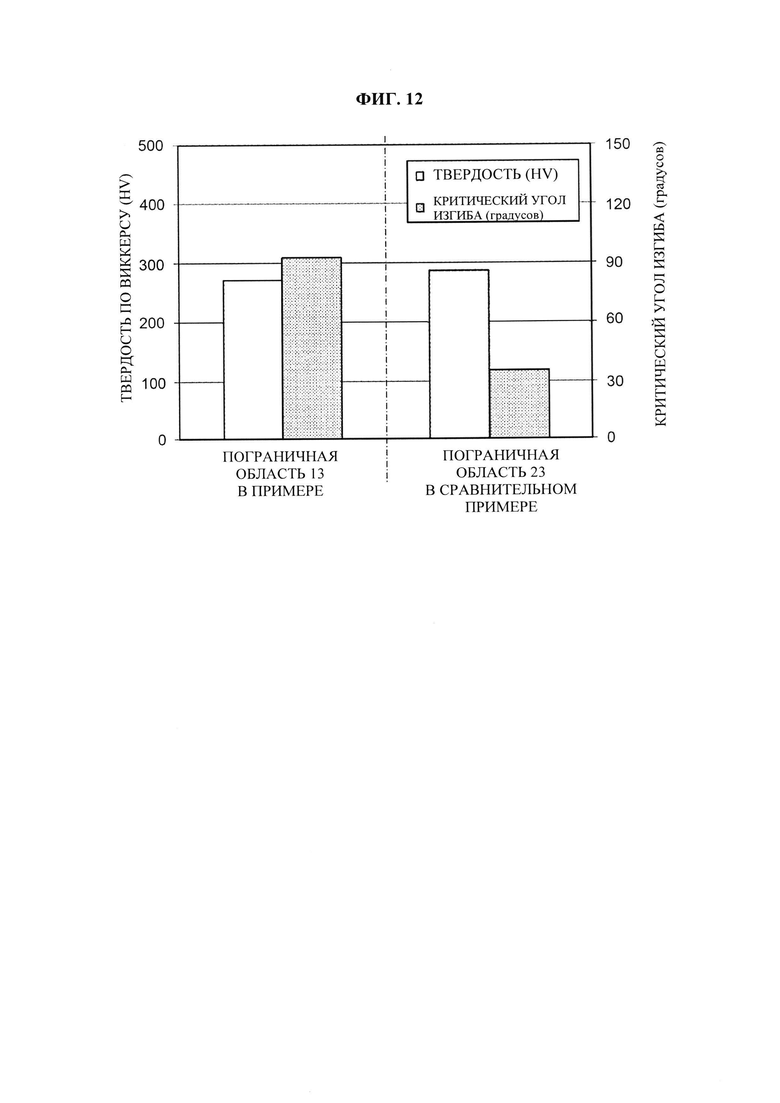
Фиг. 12 - диаграмма, показывающая твердость и критический угол изгиба пограничной области 13 стального пластинчатого элемента согласно примеру по сравнению с таковыми пограничной области 23 стального пластинчатого элемента согласно дополнительному примеру.
ПОДРОБНОЕ ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
[0017] Далее конкретные варианты осуществления, использующие настоящее изобретение, будут подробно описаны со ссылкой на чертежи. Следует отметить, что настоящее изобретение не ограничивается вариантами осуществления, описанными ниже. Для ясности объяснения, приведенное ниже описание и чертежи упрощены по мере необходимости.
Первый вариант осуществления
Способ изготовления стального пластинчатого элемента
[0018] Сначала будет описан способ изготовления стального пластинчатого элемента согласно первому варианту осуществления со ссылкой на фиг. 1. Способ изготовления стального пластинчатого элемента согласно первому варианту осуществления пригоден в качестве способа изготовления стального пластинчатого элемента, включающего твердую область, устойчивую к ударному воздействию, и мягкую область для соединения с другим металлическим элементом, причем стальной пластинчатый элемент предназначен, для использования, например, в автомобилях. Примером стального пластинчатого элемента для использования в автомобилях является стальной пластинчатый элемент для стойки в качестве компонента кузова автомобиля.
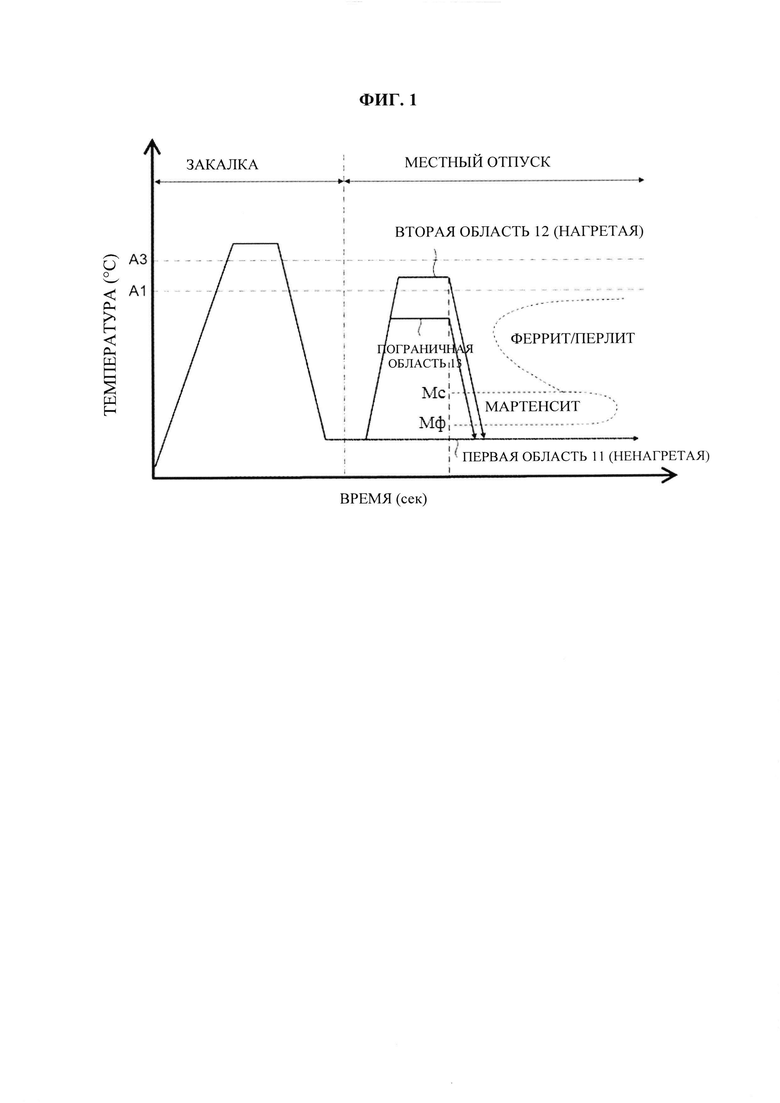
[0019] Фиг. 1 - температурный график, иллюстрирующий способ изготовления стального пластинчатого элемента согласно первому варианту осуществления. На фиг. 1, абсцисса обозначает нагрев (сек), а ордината обозначает температуру (°С). Как показано на фиг. 1, способ изготовления стального пластинчатого элемента согласно первому варианту осуществления включает в себя этап закалки и этап локального отпуска. В способе изготовления стального пластинчатого элемента в соответствии с первым вариантом осуществления, сначала выполняют этап закалки, за которым следует этап локального отпуска.
[0020] Сначала, на этапе закалки, весь стальной пластинчатый элемент нагревают до температуры, превышающей температуру A3 превращения аустенита. В результате этого нагрева, микроструктура всего стального пластинчатого элемента превращается из феррита и перлита в однофазный аустенит. Затем стальной пластинчатый элемент охлаждают со скоростью охлаждения, превышающей верхнюю критическую скорость охлаждения. Это приводит к превращению мартенсита стального пластинчатого элемента, то есть превращению микроструктуры всего стального пластинчатого элемента в мартенсит, который является твердым.
[0021] Стальной пластинчатый элемент предпочтительно прессуют после нагревания стального пластинчатого элемента и перед охлаждением стального пластинчатого элемента. Этот процесс представляет собой горячую прессовку, что позволяет получать высокопрочный стальной пластинчатый элемент посредством отпуска после штамповки, избегая при этом упругого последействия, которое может возникать в случае холодной штамповки. Такую горячую прессовку обычно называют горячей штамповкой. Стальная пластина, используемая для горячей штамповки, представляет собой, например, но не ограничиваясь этим, стальную пластину из марганце-боронной стали и имеющую толщину примерно от 1 до 4 мм.
[0022] Затем, на этапе локального отпуска, только область элемента стальной пластины локально повторно нагревают и, таким образом, размягчают. В частности, как показано на фиг. 1, только вторую область 12 стального пластинчатого элемента повторно нагревают до температуры между начальной температурой А1 превращения аустенита и конечной температурой A3 превращения аустенита, без повторного нагрева первой области 11 стального пластинчатого элемента. В этом процессе пограничную область 13 между первой областью 11 и второй областью 12 нагревают до температуры, меньшей, чем начальная температура А1 превращения аустенита, посредством теплопроводности из второй области 12 и термического воздействия. Температура отпуска в обычных случаях ниже, чем начальная температура А1 превращения аустенита; таким образом, температура нагрева на этапе локального отпуска в соответствии с первым вариантом осуществления выше, чем температура отпуска в обычных случаях.
[0023] Затем стальной пластинчатый элемент охлаждают со скоростью охлаждения выше, чем верхняя критическая скорость охлаждения, чтобы вызвать превращение мартенсита второй области 12. На фиг. 1 схематично показана начальная температура Мс превращения мартенсита, конечная температура Мф превращения мартенсита и остаток феррита/перлита в фазовой диаграмме превращения при непрерывном охлаждении (ПНО). То есть на фиг. 1 схематично показан процесс, в котором вторая область 12, которая была повторно нагрета до температуры между начальной температурой А1 превращения аустенита и конечной температурой A3 превращения аустенита, охлаждается со скоростью охлаждения выше, чем верхняя критическая скорость охлаждения.
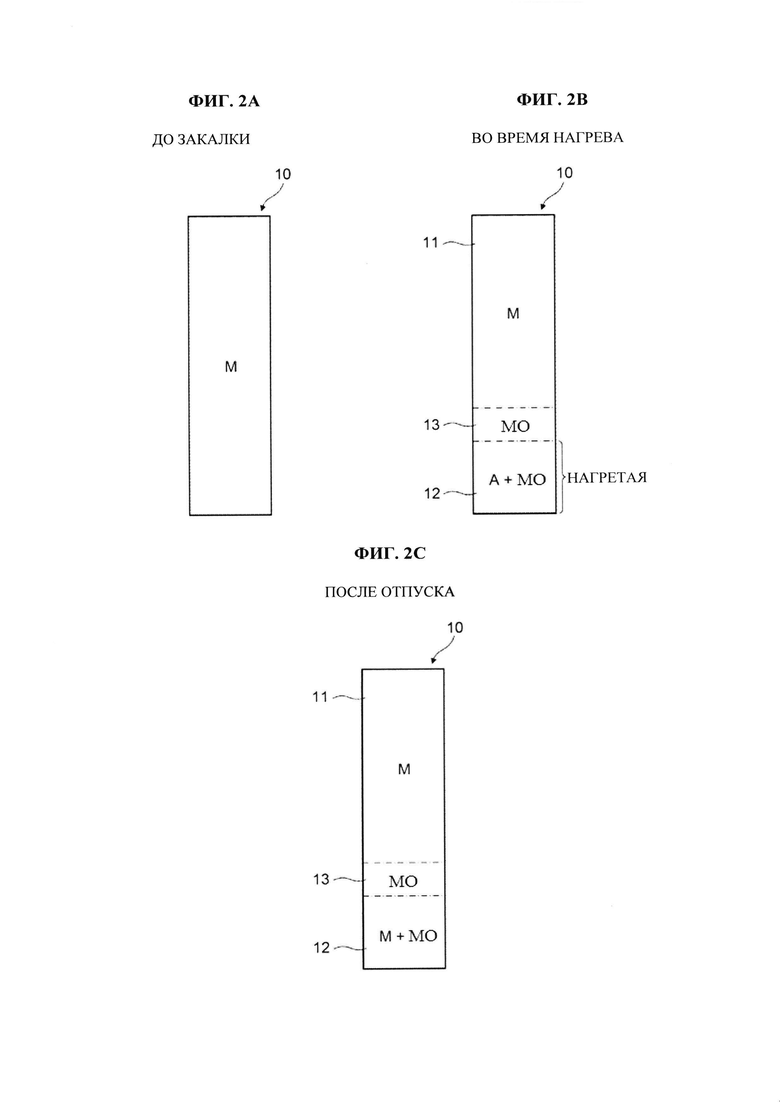
[0024] На фиг. 2А-2С представлены схематические виды сверху, иллюстрирующие изменение микроструктуры элемента стальной пластины во время этапа локального отпуска. Сначала будет описана микроструктура стального пластинчатого элемента 10, показанного на фиг. 2А, который был подвергнут этапу закалки, но еще не подвергнут этапу локального отпуска. Как показано на фиг. 2А, микроструктура всего стального пластинчатого элемента 10 содержит мартенсит М до этапа локального отпуска.
[0025] Далее будет описана микроструктура стального пластинчатого элемента 10, показанного на фиг. 2 В, который нагревается на этапе локального отпуска. Как показано на диаграмме температур на фиг. 1, только вторая область 12 стального пластинчатого элемента 10 повторно нагревается до температуры между начальной температурой А1 превращения аустенита и конечной температурой A3 превращения аустенита во время нагрева на этапе локального отпуска.
[0026] Таким образом, как показано на фиг. 2В, нагрев на этапе локального отпуска вызывает превращение мартенсита М в мартенсит МО отпуска и последующее превращение части мартенсита МО отпуска в аустенит А во второй области 12. В результате микроструктура второй области 12 становится смешанной структурой мартенсита МО отпуска и аустенита А. Вблизи пограничной области 13, температура нагретой второй области 12 близка к начальной температуре А1 превращения аустенита, при этом объем аустенита А уменьшается, а объем мартенсита МО отпуска увеличивается. Здесь термин «мартенсит МО отпуска» используется для совместного обозначения всех структур, возникающих в результате размягчения, вызванного повторным нагреванием мартенсита М, и охватывает троостит и сорбит.
[0027] Между тем, первая область 11 стального пластинчатого элемента 10 не нагревается повторно и, таким образом, не подвергается термическому воздействию. Таким образом, микроструктура первой области 11 остается неизменной от мартенсита М. Пограничная область 13 между первой областью 11 и второй областью 12 нагревается до температуры ниже начальной температуры А1 превращения аустенита за счет теплопроводности от второй области 12 и подвергается термическому воздействию. Это преобразует микроструктуру пограничной области 13 из мартенсита М в мартенсит МО отпуска.
[0028] Более конкретно, с уменьшением расстояния от второй области 12, температура нагретой пограничной области 13 становится выше и ближе к начальной температуре А1 превращения аустенита. По этой причине, вторая область 12, которая является боковой стороной пограничной области 13, которая представляет собой основной участок пограничной области 13, имеет микроструктуру, состоящую из мартенсита МО отпуска. Вблизи первой области 11 в пограничной области 13 присутствуют как мартенсит МО отпуска, так и мартенсит М. При уменьшении расстояния от первой области 11, которая содержит мартенсит М, объем мартенсита МО отпуска уменьшается, а объем мартенсита М увеличивается. Пограничная область 13 становится более мягкой постепенно в направлении от первой области 11, которая является твердой, ко второй области 12, которая является мягкой, поскольку, как описано выше, объем мартенсита МО отпуска, нагретого до высокой температуры, увеличивается с уменьшением расстояния от второй области 12.
[0029] Далее будет описана микроструктура стального пластинчатого элемента 10, показанного на фиг. 2С, который был подвергнут этапу локального отпуска. Как показано на фиг. 1, процесс охлаждения на этапе локального отпуска охлаждает стальной пластинчатый элемент 10 со скоростью охлаждения, превышающей верхнюю критическую скорость охлаждения. Таким образом, как показано на фиг. 2С, аустенит А, образованный во второй области 12 во время нагрева, превращается в мартенсит М. В результате микроструктура второй области 12 становится смешанной структурой мартенсита МО отпуска и мартенсита М. Микроструктура первой области 11 остается неизменной от мартенсита М.
Микроструктура пограничной области 13 остается неизменной от мартенсита МО отпуска.
Конфигурация стального пластинчатого элемента
[0030] Затем будет описан стальной пластинчатый элемент согласно первому варианту осуществления со ссылкой на фиг. 3. Фиг. 3 - схематический вид сверху стального пластинчатого элемента в соответствии с первым вариантом осуществления. Стальной пластинчатый элемент согласно первому варианту осуществления представляет собой стальной пластинчатый элемент, изготовленный способом изготовления стального пластинчатого элемента согласно первому варианту осуществления, который проиллюстрирован на фиг.1.
[0031] Как показано на фиг. 3, стальной пластинчатый элемент 10 в соответствии с первым вариантом осуществления включает в себя первую область 11, вторую область 12 и пограничную область 13. На фиг. 3 схематично показаны соответствующие микроструктуры первой области 11, второй области 12 и пограничной области 13. Микроструктуры стального пластинчатого элемента 10, показанного на фиг. 3, идентичны микроструктурам стального пластинчатого элемента 10, показанного на фиг. 2С, который прошел этап локального отпуска.
[0032] Как показано на фиг. 3, первая область 11 представляет собой твердую область, содержащую мартенсит М, который является твердым. Вторая область 12 представляет собой мягкую область, содержащую мартенсит М и мартенсит МО отпуска. Вблизи пограничной области 13 во второй области 12, объем мартенсита М постепенно уменьшается с уменьшением расстояния от пограничной области 13. Вторая область 12, которая является мягкой, предусмотрена, главным образом, для соединения стального пластинчатого элемента 10 с другим металлическим элементом путем точечной сварки или лазерной сварки. Соединение в мягкой области, а не в твердой области, может предотвратить разрушение после соединения.
[0033] Пограничная область 13 образована между первой областью И и второй областью 12. Вторая область 12 является боковой стороной пограничной области 13, которая является основным участком пограничной области 13, имеет микроструктуру, состоящую из мартенсита МО отпуска. Вблизи первой области 11 в пограничной области 13 присутствуют как мартенсит МО отпуска, так и мартенсит М. При уменьшении расстояния от первой области 11, объем мартенсита МО отпуска уменьшается, а объем мартенсита М увеличивается.
Стальной пластинчатый элемент согласно дополнительному примеру и способ его изготовления
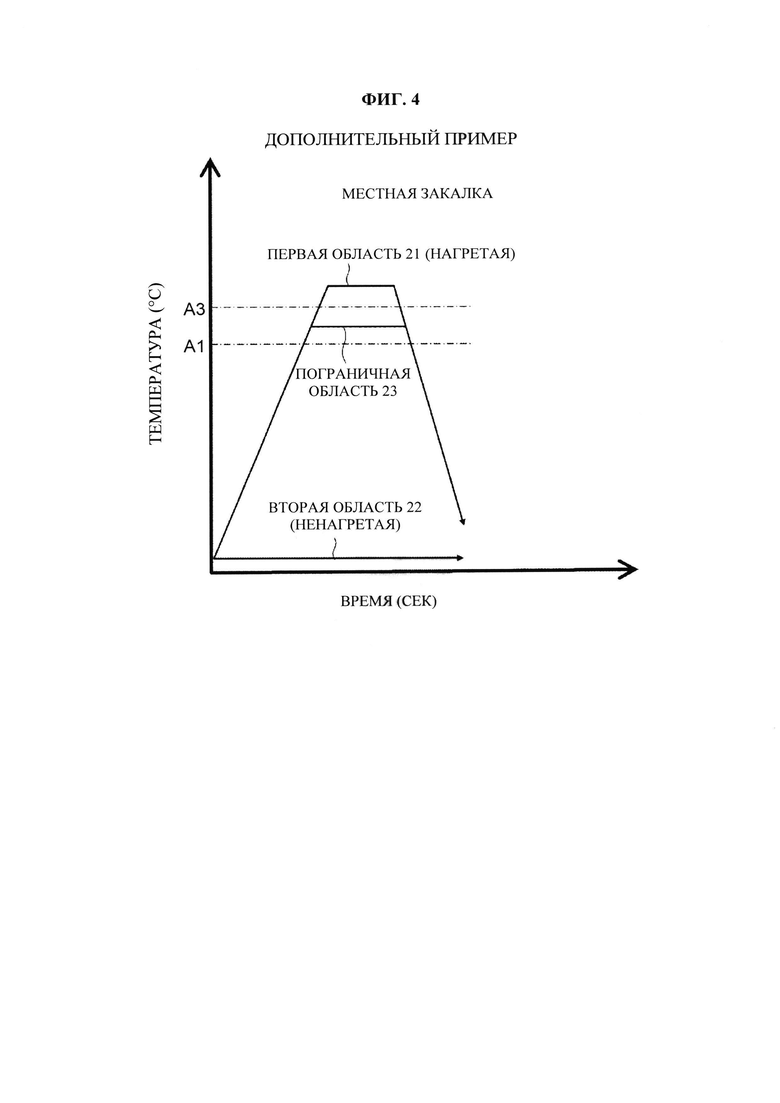
[0034] Далее со ссылкой на фиг. 4 и фиг. 5 будут описаны стальной пластинчатый элемент согласно дополнительному примеру для первого варианта осуществления и способ изготовления стального пластинчатого элемента. Фиг. 4 -температурный график, иллюстрирующий способ изготовления стального пластинчатого элемента согласно дополнительному примеру для первого варианта осуществления. Фиг. 5 - схематический вид сверху стального пластинчатого элемента согласно дополнительному примеру для первого варианта осуществления. Сначала со ссылкой на фиг. 4 будет описан способ изготовления стального пластинчатого элемента согласно дополнительному примеру. На фиг. 4, абсцисса обозначает нагрев (сек), а ордината представляет собой температуру (°С). Как показано на фиг. 4, стальной пластинчатый элемент согласно дополнительному примеру включает только этап локальной закалки.
[0035] На этапе локальной закалки только область стального пластинчатого элемента локально нагревается до температуры, превышающей конечную температуру A3 превращения аустенита. В частности, как показано на фиг. 4, только первая область 21 стального пластинчатого элемента нагревается до температуры, превышающей конечную температуру A3 превращения аустенита без нагрева второй области 22 стального пластинчатого элемента. В результате этого нагрева микроструктура первой области 21 превращается из феррита и перлита в однофазный аустенит. Вторая область 22 включает область, нагретую до температуры ниже начальной температуры А1 превращения аустенита. Микроструктура второй области 22 остается неизменной от феррита и перлита.
[0036] Пограничная область 23 между первой областью 21 и второй областью 22 нагревается до температуры между начальной температурой А1 превращения аустенита и конечной температурой A3 превращения аустенита теплопроводностью из второй области 22. Это преобразует часть феррита и перлита в аустенит в микроструктуре пограничной области 23. Таким образом, микроструктура пограничной области 23 становится смешанной структурой феррита, перлита и аустенита.
[0037] Затем стальной пластинчатый элемент охлаждают со скоростью охлаждения, превышающей верхнюю критическую скорость охлаждения. Это приводит к тому, что весь аустенит подвергается превращению в мартенсит, что ведет к превращению микроструктуры первой области 21 в мартенсит, который является твердым. Микроструктура пограничной области 23 становится смешанной структурой феррита, который является мягким, перлита, который является мягким, и мартенсита, который является твердым. Микроструктура второй области 22 остается неизменной от феррита и перлита.
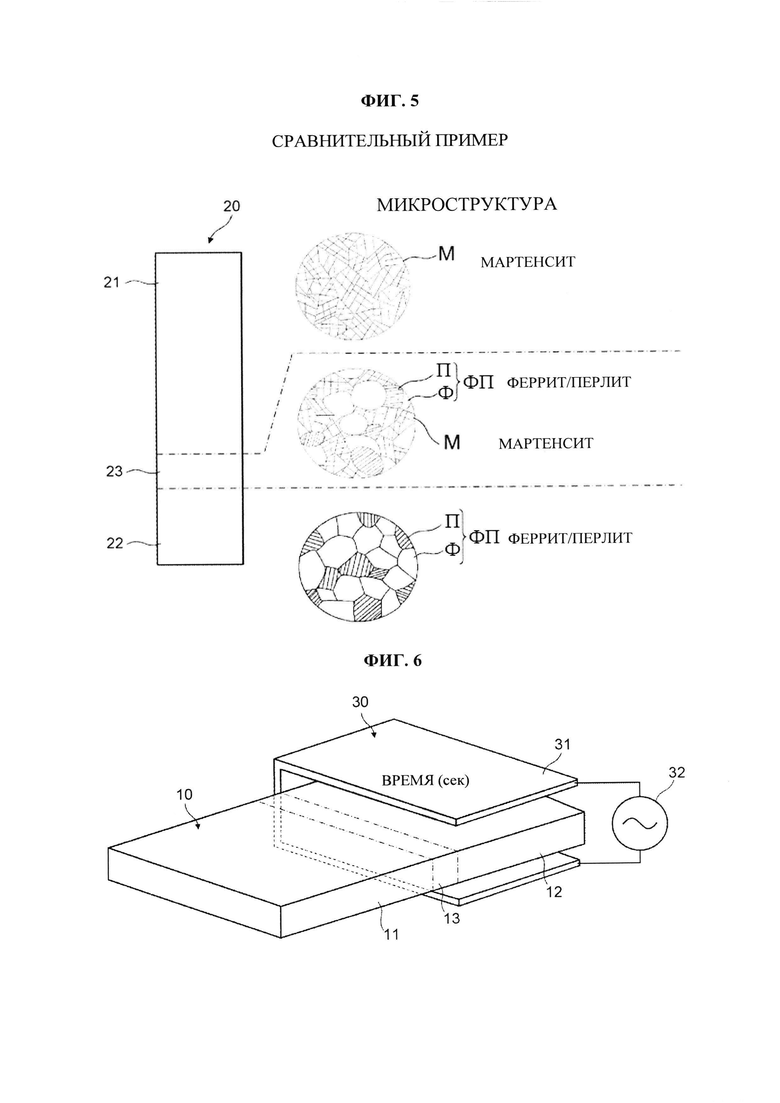
[0038] Затем стальной пластинчатый элемент согласно дополнительному примеру для первого варианта осуществления будет описан со ссылкой на фиг. 5. Стальной пластинчатый элемент согласно дополнительному примеру представляет собой стальной пластинчатый элемент, изготовленный способом изготовления стального пластинчатого элемента согласно дополнительному примеру, который проиллюстрирован на фиг. 4. Как показано на фиг. 5, стальной пластинчатый элемент 20 согласно дополнительному примеру включает в себя первую область 21, вторую область 22 и пограничную область 23. На фиг. 5 схематично показаны соответствующие микроструктуры первой области 21, второй области 22 и пограничной области 23.
[0039] Как показано на фиг. 5, первая область 21 представляет собой твердую область, содержащую мартенсит, который является твердым. Вторая область 22 представляет собой мягкую область, содержащую феррит Ф и перлит Р (феррит/перлит ФП), которые являются мягкими. Пограничная область 23 образована между первой областью 21 и второй областью 22 и представляет собой смешанную структуру феррита/перлита ФП, который является мягким, а мартенсит М является твердым.
[0040] В стальном пластинчатом элементе 20 согласно дополнительному примеру, как описано выше, пограничная область 23 имеет неустойчивую микроструктуру, содержащую как мартенсит М, который является твердым, так и феррит/перлит ФП, который является мягким. Таким образом, разрушение может произойти в пограничной области между твердой областью и мягкой областью. Предпочтительные результаты стального пластинчатого элемента согласно первому варианту осуществления и способу его производства
[0041] Далее будут описаны предпочтительные результаты стального пластинчатого элемента в соответствии с первым вариантом осуществления и способом изготовления стального пластинчатого элемента. Как описано выше, стальной пластинчатый элемент 20 согласно дополнительному примеру, который показан на фиг. 5, имеет пограничную область 23, имеющую неустойчивую микроструктуру, содержащую как мартенсит М, который является твердым, так и феррит/перлит ФП, который является мягким.
[0042] Напротив, как показано на фиг. 3, пограничная область 13 стального пластинчатого элемента 10 в соответствии с первым вариантом осуществления имеет микроструктуру, состоящую из мартенсита МО отпуска. Это может предотвратить разрушение в пограничной области 13 между первой областью 11, которая является твердой, и второй областью 12, которая является мягкой. Вблизи первой области 11 в пограничной области 13 присутствуют как мартенсит МО отпуска, так и мартенсит М; однако разрушение может быть предотвращено из-за небольшой разницы в твердости между мартенситом МО отпуска и мартенситом М, смежными друг другу.
[0043] Кроме того, пограничная область 13 стального пластинчатого элемента 10 в соответствии с первым вариантом осуществления нагревается до более высокой температуры и, таким образом, становится мягче с уменьшением расстояния от второй области 12, нагретой на этапе локального отпуска. То есть, пограничная область 13 стального пластинчатого элемента 10 в соответствии с первым вариантом осуществления становится более мягкой постепенно в направлении от первой боковой стороны области 11, которая является твердой, ко второй боковой стороне области 12, которая является мягкой. Таким образом, разрушение в пограничной области 13 между первой областью 11, которая является твердой, и второй областью 12, которая является мягкой, может быть предотвращено более эффективно.
[0044] В стальном пластинчатом элементе 20 согласно дополнительному примеру, вторая область 22, которая является мягкой областью, содержит ФП/Ф, а в стальном пластинчатом элементе 10 в соответствии с настоящим вариантом осуществления, вторая область 12, которая является мягкой областью, содержит мартенсит М и мартенсит МО отпуска. Поэтому вторая область 12 стального пластинчатого элемента 10 в соответствии с настоящим вариантом осуществления не является такой мягкой, как вторая область 22 стального пластинчатого элемента 20 в соответствии с дополнительным примером. Однако вторая область 12 является достаточно мягкой, чтобы предотвратить разрушение, которое может возникнуть после соединения с другим металлическим элементом.
[0045] Вторая область 12 стального пластинчатого элемента 10 в соответствии с настоящим вариантом осуществления имеет смешанную структуру, как и пограничная область 23 стального пластинчатого элемента 20 в соответствии с дополнительным примером. Однако разница в твердости между мартенситом М и мартенситом МО отпуска во второй области 12 стального пластинчатого элемента 10 в соответствии с настоящим вариантом осуществления меньше, чем разница в твердости между мартенситом М и ферритом/перлитом ФП в пограничной области 23 стального пластинчатого элемента 20 согласно дополнительному примеру. Поэтому во второй области 12, вероятно, также не произойдет разрушения.
Второй вариант осуществления
Способ изготовления стального пластинчатого элемента
[0046] Далее будет описан способ изготовления стального пластинчатого элемента согласно второму варианту осуществления со ссылкой на фиг. 6. Фиг. 6 - общий схематический вид устройства индукционного нагрева, используемого в способе изготовления стального пластинчатого элемента согласно второму варианту осуществления. В способе изготовления стального пластинчатого элемента согласно первому варианту осуществления, способ нагрева стального пластинчатого элемента 10 на этапе локального отпуска практически не ограничен. В то время как, в способе изготовления стального пластинчатого элемента согласно второму варианту осуществления, устройство 30 индукционного нагрева, показанное на фиг. 6, используется для нагрева стального пластинчатого элемента 10 на этапе локального отпуска. Другие признаки второго варианта осуществления такие же, как и в первом варианте осуществления, и поэтому не будут подробно описаны.
[0047] Как показано на фиг. 6, устройство 30 индукционного нагрева представляет собой высокочастотное устройство индукционного нагрева, содержащее катушку 31 и высокочастотный источник 32 энергии. Как показано на фиг. 6, катушка 31 представляет собой горизонтально расположенный пластинчатый элемент, имеющий U-образное поперечное сечение. Высокочастотный источник 32 энергии соединен с двумя открытыми концами катушки 31. Внутрь катушки 31 вставлена только вторая область 12 стального пластинчатого элемента 10, которая индукционно нагревается до температуры между начальной температурой А1 превращения аустенита и конечной температурой A3 превращения аустенита. Будучи вне катушки 31, первая область 11 стального пластинчатого элемента 10 не подвергается индукционному нагреву и не подвергается термическому воздействию теплопроводности со второй области 12. Пограничная область 13 между первой областью 11 и второй областью 12 нагревается до температуры ниже начальной температуры А1 превращения аустенита посредством теплопроводности из второй области 12 и подвергается термическому воздействию.
[0048] При высокочастотном индукционном нагреве, эффективность нагрева резко падает в точке Кюри, где стальной пластинчатый элемент 10 теряет магнитные свойства, и, таким образом, повышение температуры нагретой области становится затруднительным вокруг точки Кюри. Поскольку аустенит немагнитен, а мартенсит, феррит и перлит ферромагнитны, точка Кюри лежит между начальной температурой превращения аустенита и конечной температурой A3 превращения аустенита.
[0049] Таким образом, с использованием высокочастотного индукционного нагрева можно быстро нагревать только вторую область 12 стального пластинчатого элемента 10, и температуру, до которой нагревается вторая область 12, можно легко и точно сохранить при температуре между начальной температурой А1 превращения аустенита и конечной температурой A3 превращения аустенита. Поскольку возможен быстрый нагрев только второй области 12 стального пластинчатого элемента 10, пограничная область 13, на которую термически воздействует теплопроводность со второй области 12, может быть сужена. Благодаря тому, что температура, до которой нагревается вторая область 12, может быть легко и точно сохранена между начальной температурой А1 превращения аустенита и конечной температурой A3 превращения аустенита, изменение структуры второй области 12 отпуска можно уменьшить.
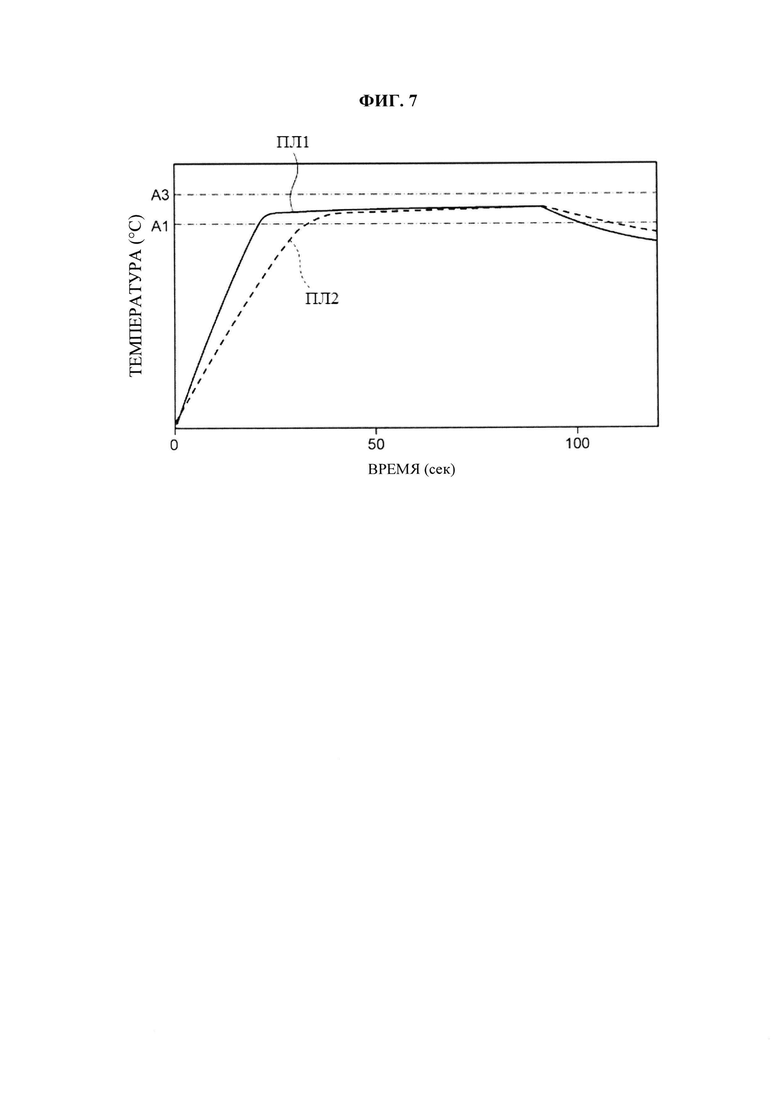
[0050] Фиг. 7 - температурный график для индукционного нагрева стальных пластин различной толщины. Абсцисса обозначает нагрев, а ордината обозначает температуру. Обе стальные пластины ПЛ1 и ПЛ2 представляют собой стальные пластины для горячей штамповки, изготовленные из марганце-боронной стали (стали 22MnB5). Стальная пластина ПЛ2 толще примерно на 1 мм, чем стальная пластина ПЛ1. Таким образом, для повышения температуры стальной пластины ПЛ2 требуется больше времени, чем для повышения температуры стальной пластины ПЛ1. Однако использование высокочастотного индукционного нагрева привело к успешному быстрому нагреванию обеих стальных пластин ПЛ1 и ПЛ2. Кроме того, для обеих стальных пластин ПЛ1 и ПЛ2, имеющих разную толщину, температуру, до которой нагревали вторую область, легко и точно выдерживали между начальной температурой А1 превращения аустенита и конечной температурой A3 превращения аустенита за счет использование высокочастотного индукционного нагрева. Конфигурация стальной пластины
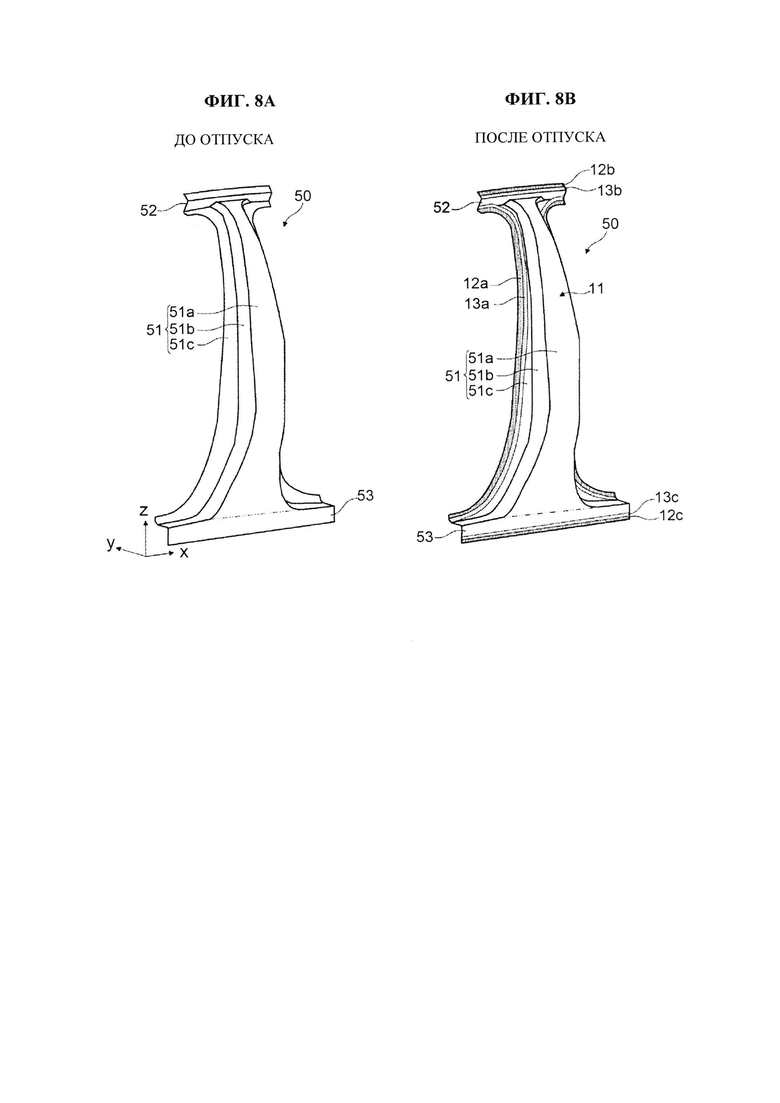
[0051] Далее будет описана конфигурация примера стального пластинчатого элемента согласно второму варианту осуществления со ссылкой на фиг. 8А и фиг. 8В. На фиг. 8А и фиг. 8 В - общий вид примера стального пластинчатого элемента согласно второму варианту осуществления. Стальной пластинчатый элемент согласно второму варианту осуществления представляет собой стальной пластинчатый элемент, изготовленный способом изготовления стального пластинчатого элемента в соответствии со вторым вариантом осуществления. Стальной пластинчатый элемент 50, показанный на фиг. 8А и фиг. 8В, представляет собой стальной пластинчатый элемент для стойки в качестве компонента кузова автомобиля и, в частности, является усилением центральной стойки. На фиг. 8А и фиг. 8В показан стальной пластинчатый элемент 50, который еще должен пройти этап локального отпуска, и стальной пластинчатый элемент 50, который прошел этап локального отпуска, а форма стального пластинчатого элемента 50 остается прежней до и после этапа локального отпуска.
[0052] Следует понимать, что правая декартова система xyz координат, показанная на фиг. 8А и фиг. 8В, определена для удобства объяснения взаимного расположения между составляющими элементами стального пластинчатого элемента. Назначение и форма стального пластинчатого элемента 50, показанного на фиг. 8А и 8В, являются только иллюстративными, и назначение и форма стального пластинчатого элемента в соответствии с настоящим вариантом осуществления ни в каком отношении не ограничены.
[0053] Как показано на фиг. 8А и фиг. 8В, стальной пластинчатый элемент 50 согласно второму варианту осуществления включает в себя корпусной участок 51, верхний фланцевый участок 52 и нижний фланцевый участок 53. Как показано на фиг. 8А и фиг. 8В, корпусной участок 51 представляет собой участок, имеющий корытообразное поперечное сечение и содержащий верхнюю пластину 51а, проходящую в продольном направлении в направлении оси z, боковые стенки 51b и фланцевые участки 51 с. Более конкретно, пара боковых стенок 51b проходит перпендикулярно от концевых частей в поперечном направлении (направлении оси х) верхней пластины 51а, проходящей в продольном направлении в направлении оси z. Кроме того, фланцевые участки 51 с выступают внешне от концевых частей в вертикальном направлении (направлении оси у) каждой боковой стенки 51b.
[0054] Корпусной участок 51 слегка изогнут так, что корпусной участок 51 выгибается в целом в отрицательном направлении оси у. Кроме того, верхний концевой участок (концевой участок в положительном направлении оси z) и нижний концевой участок (концевой участок в отрицательном направлении оси z) корпусного участка 51 расширяются в поперечном направлении (направлении оси х) и имеют Т-образную форму в горизонтальной проекции. Степень расширения в поперечном направлении больше в нижнем концевом участке, чем в верхнем концевом участке.
[0055] Верхний фланцевый участок 52 включает в себя пластинчатую поверхность, проходящую перпендикулярно от верхнего концевого участка корпусного участка 51 в отрицательном направлении оси у и пластинчатую поверхность, выступающую от концевого участка в вертикальном направлении (направлении оси у) вышеупомянутой пластинчатой поверхности внешне в направлении длины корпусного участка 51 (в положительном направлении оси z). Таким образом, верхний фланцевый участок 52 представляет собой участок, пролегающий по длине в поперечном направлении (направление оси х), и представляющий собой L-образное поперечное сечение. Нижний фланцевый участок 53 представляет собой плоский пластинчатообразный участок, выступающий от нижнего конца верхней пластины 51а внешне в направлении длины (в отрицательном направлении оси z) и проходящий по длине в поперечном направлении (направление оси х).
[0056] Стальной пластинчатый элемент 50 в соответствии со вторым вариантом осуществления, который показан на фиг. 8А и 8В, получают путем прессования плоской пластины на этапе закалки, описанном выше. Таким образом, микроструктура стального пластинчатого элемента 50, показанного на фиг. 8А, который еще должен пройти этап локального отпуска, содержит мартенсит М по всему стальному пластинчатому элементу 50.
[0057] В стальном пластинчатом элементе 50, показанном на фиг. 8В, который прошел этап локального отпуска, вторая область 12а, содержащая мартенсит М и мартенсит МО отпуска, образована в форме полосы на внешнем краю каждой пары фланцевых участков 51с корпусного участка 51. То есть, на этапе локального отпуска, вторая область 12а локально нагревается путем индукционного нагрева. Внутри второй области 12а образована пограничная область 13а, состоящая из мартенсита МО отпуска.
[0058] Аналогичным образом, вторая область 12b, содержащая мартенсит М и мартенсит МО отпуска, образована в форме полосы на внешнем краю верхнего фланцевого участка 52. То есть, на этапе локального отпуска вторая область 12b локально нагревается путем индукционного нагрева. Внутри второй области 12b образована пограничная область 13b, состоящая из мартенсита МО отпуска.
[0059] Аналогичным образом, вторая область 12с, содержащая мартенсит М и мартенсит МО отпуска, образована в форме полосы на внешнем краю нижнего фланцевого участка 53. То есть, на этапе локального отпуска, вторая область 12с локально нагревается путем индукционного нагрева. Внутри второй области 12с образована пограничная область 13с, состоящая из мартенсита МО отпуска.
[0060] В стальном пластинчатом элементе 50, показанном на фиг. 8В, который прошел этап локального отпуска, область, отличная от вторых областей 12а, 12b и 12с, и пограничные области 13а, 13b и 13с представляют собой первую область 11, содержащую мартенсит М.
[0061] Стальной пластинчатый элемент 50, полученный таким образом, соединен с другим металлическим элементом точечной сваркой или другими средствами в мягких вторых областях 12а, 12b и 12с, и расположен во фланцевом участке 51с, верхнем фланцевом участке 52 и нижнем фланцевом участке 53 соответственно. Присоединение к мягким областям, а не к твердым областям, может предотвратить разрушение после соединения. Поскольку фланцевый участок 51с, верхний фланцевый участок 52 и нижний фланцевый участок 53 расположены на концах стального пластинчатого элемента 50, мягкие области могут быть легко образованы путем индукционного нагрева.
[0062] Кроме того, в стальном пластинчатом элементе 50, вторая область 12а выполнена в форме полосы, которая, как показано на фиг. 8А, проходит по всей длине корпусного участка 51. Таким образом, может возникнуть риск того, что процесс охлаждения на этапе локального отпуска вызовет изменение размеров стального пластинчатого элемента 50 и, следовательно, снижение точности размеров. В способе изготовления стального пластинчатого элемента в соответствии с настоящим вариантом осуществления, скорость охлаждения в процессе охлаждения на этапе локального отпуска высока, что позволяет осуществлять охлаждение, когда стальной пластинчатый элемент 50 удерживается охлаждающей пресс-формой или другими средствами. Это позволяет уменьшить изменение размеров стального пластинчатого элемента 50 во время процесса охлаждения на этапе локального отпуска.
Примеры
[0063] Ниже описан пример второго варианта осуществления, в котором стальной пластинчатый элемент индукционно нагревают на этапе локального отпуска. Используемый стальной пластинчатый элемент был закаленной стальной пластиной для горячей штамповки, которая была изготовлена из марганце-боронной стали (сталь 22MnB5) и имела толщину 2,0 мм, ширину 100 мм и длину 300 мм.
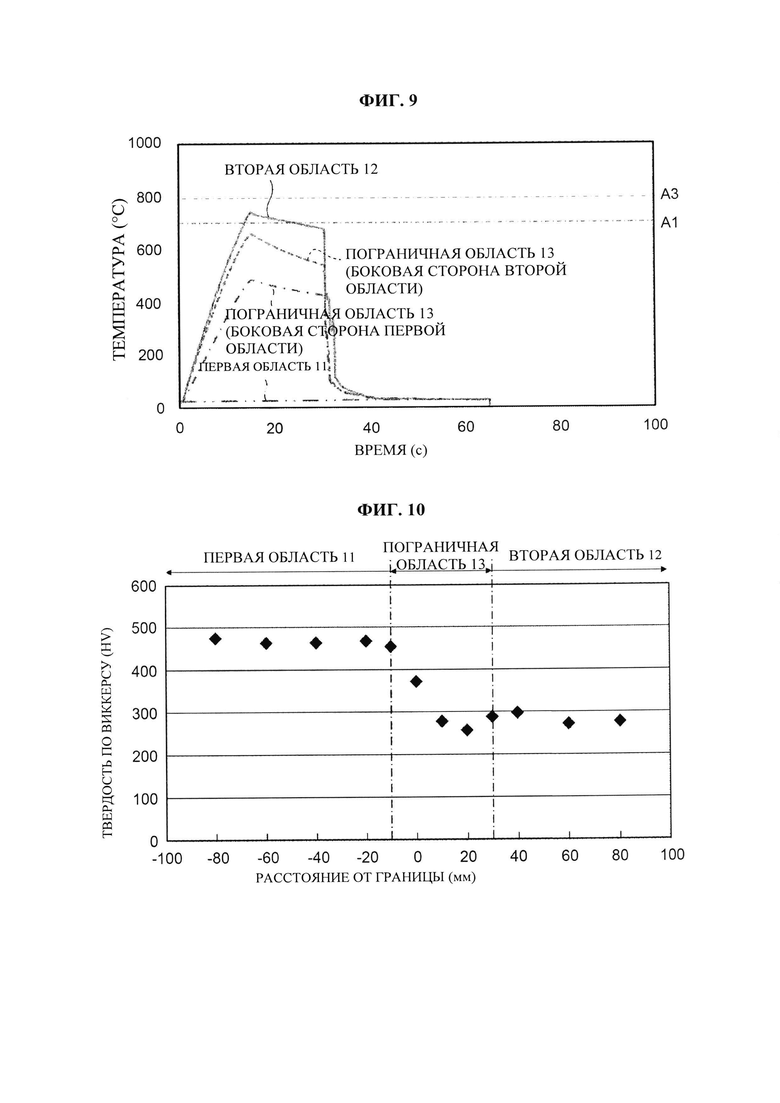
[0064] Фиг. 9 - температурный график, иллюстрирующий условия локального отпуска в соответствии с примером второго варианта осуществления. Абсцисса обозначает нагрев, а ордината обозначает температуру. На фиг. 9 показаны профили температуры в четырех областях, а именно первой области 11, второй области 12, первой боковой стороне пограничной области 13 и второй боковой стороне пограничной области 13. Как показано на фиг. 9, только вторая область 12 стального пластинчатого элемента была нагрета до температуры между начальной температурой A1 превращения аустенита и конечной температурой A3 превращения аустенита, а затем стальной пластинчатый элемент охлаждали со скоростью охлаждения выше, чем верхняя критическая скорость охлаждения, чтобы вызвать мартенситное превращение второй области 12.
[0065] Как подробно описано ниже, локальный отпуск согласно примеру привел к образованию твердой области, содержащей мартенсит М в первой области 11, показанной на фиг. 9. Во второй области 12, показанной на фиг. 9, была образована мягкая область, содержащая мартенсит М и мартенсит МО отпуска. Как первая боковая сторона пограничной области 13, так и вторая боковая сторона пограничной области 13, которые показаны на фиг. 9, имела микроструктуру, состоящую из мартенсита МО отпуска. Вторая боковая сторона пограничной области 13, которая была нагрета до более высокой температуры, чем первая боковая сторона пограничной области 13, имела более низкую твердость, чем первая боковая сторона пограничной области 13.
[0066] На фиг. 10 и фиг. 11 показаны распределение твердости и фотографии микроструктуры стального пластинчатого элемента, изготовленного способом изготовления стального пластинчатого элемента согласно примеру второго варианта осуществления, соответственно. Фиг. 10 - диаграмма, показывающая распределение твердости стального пластинчатого элемента, изготовленного способом изготовления стального пластинчатого элемента согласно второму варианту осуществления. На фиг. 11 показаны фотографии микроструктуры стального пластинчатого элемента, изготовленного способом изготовления стального пластинчатого элемента согласно второму варианту осуществления.
[0067] Как показано на фиг. 10, пограничная область 13 образована между твердой первой областью 11, имеющей высокую твердость по Виккерсу (HV) и мягкой второй область 12, имеющей низкую твердость по Виккерсу (HV). Как показано на фиг. 10, пограничная область 13, на которую термически воздействует теплопроводность со второй области 12, была сужена до примерно 40 мм за счет высокочастотного индукционного нагрева. Было также обнаружено, что пограничная область 13 постепенно стала более мягкой в направлении от твердой первой области 11, имеющей твердость около 480 HV, к мягкой второй области 12, имеющей твердость около 300 HV. Вблизи второй области 12 в пограничной области 13, состоящей из мартенсита отпуска, твердость уменьшилась до приблизительно 250 HV, тогда как во второй области 12, содержащей мартенсит и мартенсит отпуска, твердость увеличилась до приблизительно 300 HV.
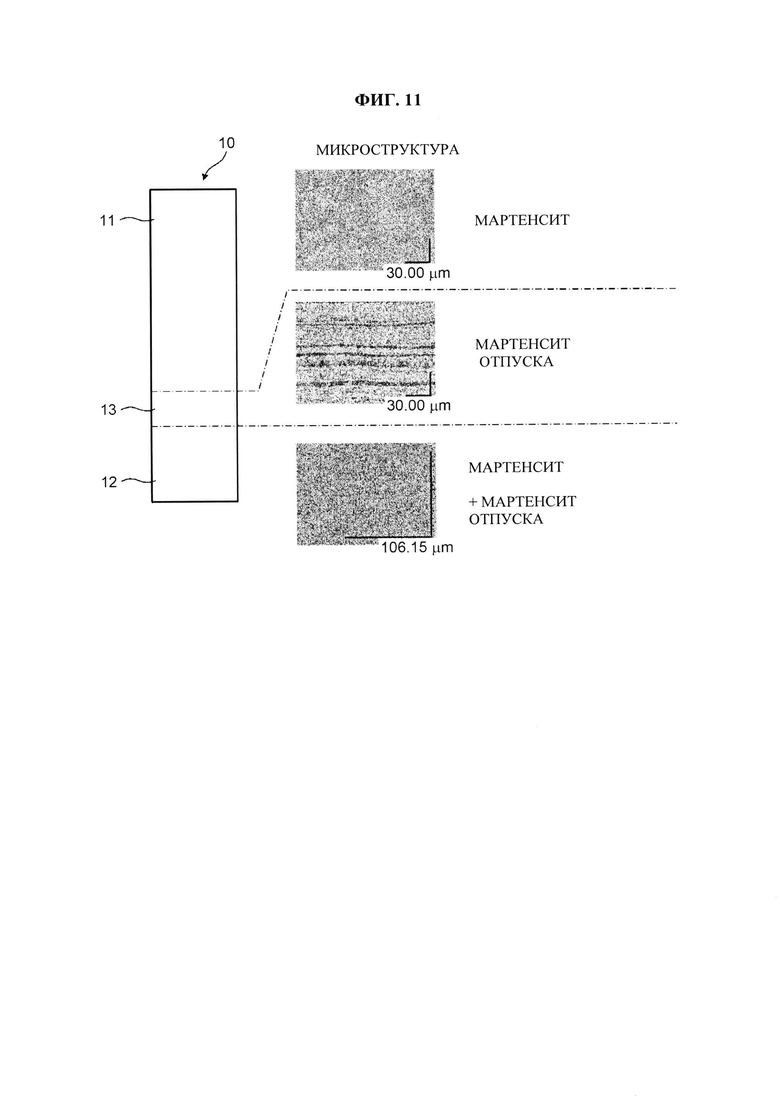
[0068] Как показано на фиг. 11, микроструктура первой области 11 была структурой, содержащей мартенсит. Микроструктура второй области 12 представляла собой смешанную структуру мартенсита и мартенсита отпуска. Микроструктура пограничной области 13 была структурой, состоящей из мартенсита отпуска. Таким образом, были фактически получены микроструктуры, подобные микроструктурам, показанным на фиг. 3.
[0069] Фиг. 12 - диаграмма, показывающая твердость и критический угол изгиба пограничной области 13 стального пластинчатого элемента согласно примеру, по сравнению с таковыми пограничной области 23 стального пластинчатого элемента согласно дополнительному примеру. Испытание на изгиб для определения критического угла изгиба (градусов) проводилось в соответствии с VDA 238-100, стандартом, установленным Немецкой ассоциацией автомобильной промышленности. Как показано на фиг. 12, твердость по Виккерсу (HV) пограничной области 13 в примере была сравнима с твердостью по Виккерсу (HV) пограничной области 23 в дополнительном примере.
[0070] Как показано на фиг. 12, критический угол изгиба (градусов) пограничной области 13 в примере был в два раза или более критического угла изгиба (градусов) пограничной области 23 в дополнительном примере, что продемонстрировало значительное увеличение гибкости. Причиной низкой гибкости пограничной области 23 в дополнительном примере является то, что, как описано со ссылкой на фиг. 5, пограничная область 23 имеет неустойчивую микроструктуру, содержащую как мартенсит М, который является твердым, так и феррит/перлит ФП, который является мягким. Высокая гибкость пограничной области 13 в примере может быть связана с тем, что пограничная область 13 имеет структуру, состоящую из мартенсита отпуска.
[0071] Настоящее изобретение не ограничено описанными выше вариантами осуществления, и могут быть сделаны соответствующие модификации в пределах сущности настоящего изобретения.

Изобретение относится к области металлургии. Для обеспечения пониженной восприимчивости к разрушению стального пластинчатого элемента способ включает нагрев стального пластинчатого элемента до температуры, превышающей конечную температуру превращения аустенита, и последующее охлаждение со скоростью выше критической скорости охлаждения, затем локальный нагрев и охлаждение пластинчатого элемента с созданием второй области, имеющей твердость ниже твердости первой области пластинчатого элемента. 2 н. и 5 з.п. ф-лы, 12 ил.
1. Способ изготовления стального пластинчатого элемента, содержащий:
нагревание стального пластинчатого элемента до температуры, превышающей конечную температуру превращения аустенита, и последующее охлаждение стального пластинчатого элемента со скоростью охлаждения выше, чем критическая скорость охлаждения; и
создание второй области с твердостью стального пластинчатого элемента с твердостью ниже твердости первой области стального пластинчатого элемента путем локального повторного нагревания стального пластинчатого элемента после охлаждения стального пластинчатого элемента, при этом
создание второй области с твердостью стального пластинчатого элемента с твердостью ниже твердости первой области стального пластинчатого элемента включает в себя повторное нагревание второй области стального пластинчатого элемента до температуры между начальной температурой превращения аустенита и конечной температурой превращения аустенита и последующее охлаждение стального пластинчатого элемента со скоростью охлаждения выше, чем верхняя критическая скорость охлаждения, чтобы образовать твердую область, содержащую мартенсит в первой области, мягкую область, содержащую мартенсит и мартенсит отпуска во второй области, и область, состоящую из мартенсита отпуска в пограничной области между первой областью и второй областью.
2. Способ изготовления стального пластинчатого элемента по п. 1, в котором при размягчении стального пластинчатого элемента вторую область повторно нагревают индукционным нагревом.
3. Способ изготовления стального пластинчатого элемента по п. 1 или 2, в котором стальной пластинчатый элемент изготавливают прессованием после нагревания стального пластинчатого элемента и до охлаждения стального пластинчатого элемента.
4. Способ изготовления стального пластинчатого элемента по п. 2, в котором вторую область повторно нагревают высокочастотным индукционным нагревательным устройством, включающим в себя катушку и высокочастотный источник энергии, катушка включает в себя пластинчатый элемент, имеющий U-образное сечение, и вторую область вставляют внутрь катушки и индукционно нагревают.
5. Стальной пластинчатый элемент, изготовленный способом по одному из пп. 1-4, содержащий первую область со структурой мартенсита, вторую область со структурой мартенсита и мартенсита отпуска и пограничную область между первой областью и второй областью со структурой мартенсита отпуска, при этом твердость во второй области стального пластинчатого элемента ниже твердости первой области.
6. Стальной пластинчатый элемент по п. 5, который выполнен в виде стойки для кузова автомобиля и соединен во второй области с низкой твердостью с другим металлическим элементом.
7. Стальной пластинчатый элемент по п. 6, в котором стойка для кузова автомобиля имеет вторую область с низкой твердостью на фланцевом участке.
| СПОСОБ ИЗГОТОВЛЕНИЯ ФАСОННОЙ ДЕТАЛИ, ИМЕЮЩЕЙ, ПО МЕНЬШЕЙ МЕРЕ, ДВЕ СТРУКТУРНЫЕ ОБЛАСТИ РАЗНОЙ ПЛАСТИЧНОСТИ | 2008 |
|
RU2445381C1 |
| Способ изготовления упругих элементов | 1976 |
|
SU616305A1 |
| СПОСОБ КИНЕТИЧЕСКОГО НИЗКОТЕМПЕРАТУРНОГО ОТПУСКА | 2006 |
|
RU2304624C1 |
| ГОРЯЧЕШТАМПОВАННАЯ ТОЛСТОЛИСТОВАЯ СТАЛЬ, ФОРМОВАННОЕ ШТАМПОВКОЙ ИЗДЕЛИЕ, И СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМОВАННОГО ШТАМПОВКОЙ ИЗДЕЛИЯ | 2013 |
|
RU2628184C1 |
| Способ закалки листового проката | 1985 |
|
SU1509411A1 |
| СПОСОБ ТЕРМООБРАБОТКИ МЕТАЛЛИЧЕСКОГО ПОЛОСОВОГО МАТЕРИАЛА И ПОЛОСОВОЙ МАТЕРИАЛ, ПОЛУЧЕННЫЙ ТАКИМ ОБРАЗОМ | 2011 |
|
RU2557032C2 |

