Настоящее изобретение в целом представляет собой станок для лазерной обработки труб и профилей, в частности, станок для лазерной резки труб и профилей, оснащенный сканирующей системой для сканирования контура поперечного сечения трубы или профиля, подлежащих обработке.
В нижеследующем описании и пунктах формулы изобретения термины «труба» и «профиль» относятся к любой удлиненной заготовке, имеющей однородное поперечное сечение (за исключением производственных допусков) вдоль продольной оси заготовки и может иметь любую форму, либо закрытую (например, круглую, прямоугольную или квадратную), либо открытую (например, г-образную, с-образную, u-образную и т.д.). Кроме того, термины «продольный» и «поперечный», соответственно, используются для идентификации направления продольной оси трубы или профиля и направления, перпендикулярного продольному направлению.
Сканирующие системы на станках для лазерной обработки труб и профилей применяются для определения геометрии поперечного сечения трубы или профиля, подлежащих обработке. Более конкретно, известны стереоскопические лазерные сканирующие системы, которые содержат пару лазерных сканирующих модулей, также известны под аббревиатурой LSM, каждый из которых содержит лазерный излучатель, выполненный с возможностью излучения светового луча на трубу или профиль, подлежащих обработке, камеру, выполненную с возможностью получения изображения участка трубы или профиля, подлежащих обработке, подсвеченного световым лучом, испускаемым соответствующим лазерным излучателем, и блок обработки данных, выполненный с возможностью обработки изображений, полученных каждой камерой для воссоздания всего контура или по меньшей мере одного поперечного сечения трубы или профиля, подлежащих обработке. С помощью таких сканирующих систем возможно определить в реальном времени фактический контур поперечного сечения трубы или профиля, подлежащих обработке, фактический контур, в зависимости от производственных допусков может отличаться более или менее значительно от номинального контура. Поэтому возможно, например, осуществлять центровку осуществляемой обработки относительно фактического контура поперечного сечения трубы или профиля.
В известных на настоящий момент решениях, лазерные сканирующие модули установлены в фиксированных положениях на станине станка и, поэтому, осуществляется постепенное сканирование трубы или профиля, подлежащих обработке, тогда как последние перемещаются вперед вдоль направления подачи (совпадает с продольным направлением трубы или профиля). Однако, посредством такой установки лазерных сканирующих модулей, сканируемое поперечное сечение трубы или профиля, подлежащих обработке, обычно отличается от поперечного сечения, где должна осуществляться обработка. Это, очевидно, может приводить к ошибкам геометрии поперечного сечения, при этом осуществляемая обработка (вследствие допусков по размерам и/или геометрических допусков с помощью которых изготавливается труба или профиль) отличается от обработки поперечного сечения, контур которого воссоздан с помощью сканирующей системы. Кроме того, известные сканирующие системы обычно адаптированы для определения геометрии труб и профилей, имеющих поперечное сечение с заранее заданной формой и размером.
Задачей настоящего изобретения является создание станка для лазерной обработки труб и профилей, оснащенного сканирующей системой, которая способна определять геометрию труб и профилей, имеющих поперечное сечение разной формы и размеры, и которая более точна, чем варианты осуществления на известном уровне техники, упомянутые выше.
Эта и другие задачи полностью осуществляются в соответствии с настоящим изобретением с помощью станка для лазерной обработки труб и профилей, имеющего характеристики, сформулированные в приложенном независимом пункте 1.
Предпочтительные варианты осуществления изобретения определены в зависимых пунктах формулы изобретения, предмет которых должен рассматриваться как неотъемлемая и составная часть следующего описания.
Вкратце, изобретение основано на идее создания станка для лазерной обработки труб и профилей, содержащего рабочий орган, выполненный с возможностью осуществления обработки трубы или профиля с помощью сфокусированного лазерного луча, каретку, на которой установлен рабочий орган, и сканирующую систему, выполненную с возможностью определения геометрии по меньшей мере одного участка контура поперечного сечения трубы или профиля, подлежащих обработке, причем каретка способна перемещаться относительно трубы или профиля подлежащих обработке как в продольном, так и в поперечном направлении, причем сканирующая система содержит по меньшей мере один лазерный сканирующий модуль, включающий в себя лазерный излучатель, выполненный с возможностью излучения светового луча для подсветки участка трубы или профиля, подлежащих обработке; камеру, выполненную с возможностью получения изображения участка трубы или профиля, подсвеченного световым лучом; и блок обработки данных, выполненный с возможностью обработки изображений, полученных каждой камерой для воссоздания геометрии всего контура или по меньшей мере одного его участка, поперечного сечения трубы или профиля, подлежащих обработке, причем рабочий орган и по меньшей мере один лазерный сканирующий модуль установлены на каретке с возможностью соединения с передачей приводного усилия для перемещения как в продольном, так и поперечном направлениях.
Поскольку лазерный сканирующий модуль установлен с возможностью соединения с передачей приводного усилия для перемещения как в продольном, так и поперечном направлениях, с помощью каретки, на которой установлен рабочий орган, по меньшей мере один лазерный сканирующий модуль получает изображение контура (или по меньшей мере одного его участка) поперечного сечения трубы или профиля, подлежащих обработке, который всегда находится в том же положении относительно заданной плоскости рабочего органа, например, относительно поперечной вертикальной плоскости, проходящей через оптическую ось сфокусированного лазерного луча, излученного рабочим органом. Естественно, это обеспечивает более высокую точность, чем в вариантах осуществления на известном уровне техники. Кроме того, посредством по меньшей мере одного лазерного сканирующего модуля, соединенного с возможностью передачи приводного усилия для перемещения в поперечном направлении с помощью каретки, на которой установлен рабочий орган, сканирующая система в соответствии с изобретением способна сканировать трубы или профили, имеющие поперечные сечения разных форм и/или размеров.
В предпочтительном варианте осуществления изобретения, лазерная сканирующая система содержит два или более лазерных сканирующих модулей.
В предпочтительном варианте осуществления изобретения, лазерные сканирующие модули выполнены таким образом, что световые лучи, генерированные лазерными излучателями лежат в одной и той же плоскости. В предпочтительном варианте осуществления изобретения, эта плоскость является поперечной вертикальной плоскостью, то есть, плоскостью, перпендикулярной продольной оси трубы или профиля, подлежащих обработке.
В предпочтительном варианте осуществления изобретения, станок является станком для лазерной резки труб или профилей.
Согласно другому варианту осуществления изобретения, лазерные излучатели лазерных сканирующих модулей выполнены с возможностью излучения световых лучей, имеющих одну и туже длину волны. В этом случае, изображения, получают камерами лазерных сканирующих модулей в разное время во избежание нежелательных эффектов нахлеста световых лучей, особенно в случае с трубами или профилями с малыми поперечными сечениями, который может негативно повлиять на качество полученного изображения. В соответствии с другим вариантом осуществления изобретения, лазерные излучатели лазерных сканирующих модулей выполнены с возможностью излучения световых лучей имеющих разные длины волн, с тем чтобы позволить камерам получать синхронно изображения трубы или профиля, подлежащих обработке.
В предпочтительном варианте осуществления изобретения, лазерный излучатель и камера каждого лазерного сканирующего модуля установлены таким образом, что оптическая ось лазерного излучателя лежит в вертикальной плоскости и наклонена под заданным углом к горизонтали, тогда как оптическая ось камеры расположена в той же плоскости, что и оптическая ось лазерного излучателя и наклонена под заданным углом к последней.
Дополнительные характеристики и преимущества настоящего изобретения станут ясны из нижеследующего подробного описания, приведенного исключительно в виде неограничивающего примера со ссылкой на прилагаемые чертежи, на которых:
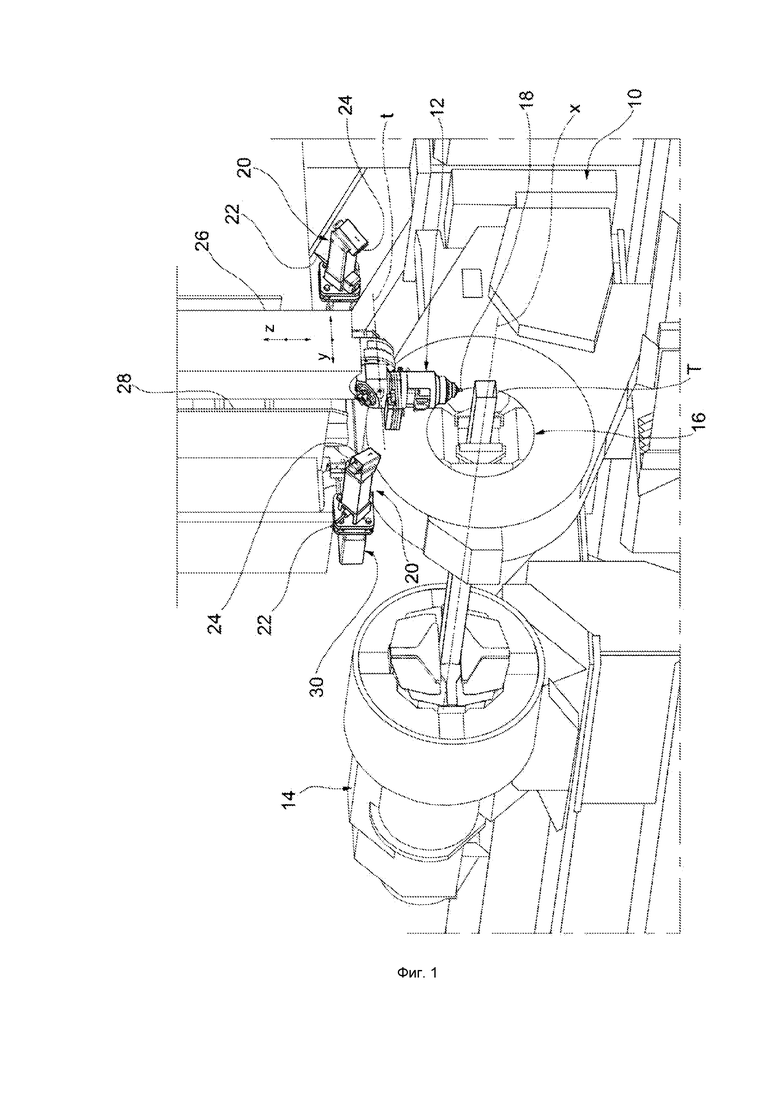
Фиг.1 - вид в перспективе, на котором частично показана станок для лазерной обработки труб или профилей, оснащенная сканирующей системой согласно варианту осуществления настоящего изобретения;
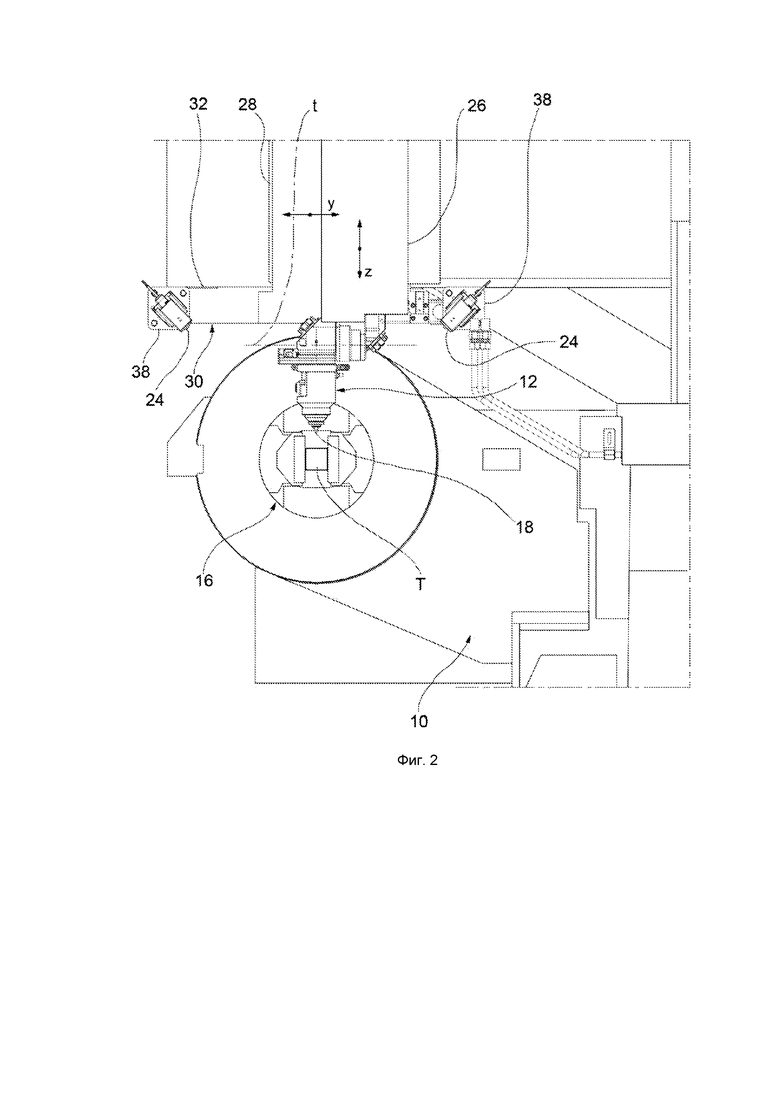
Фиг.2 - вертикальный вид спереди станка из Фиг.1;
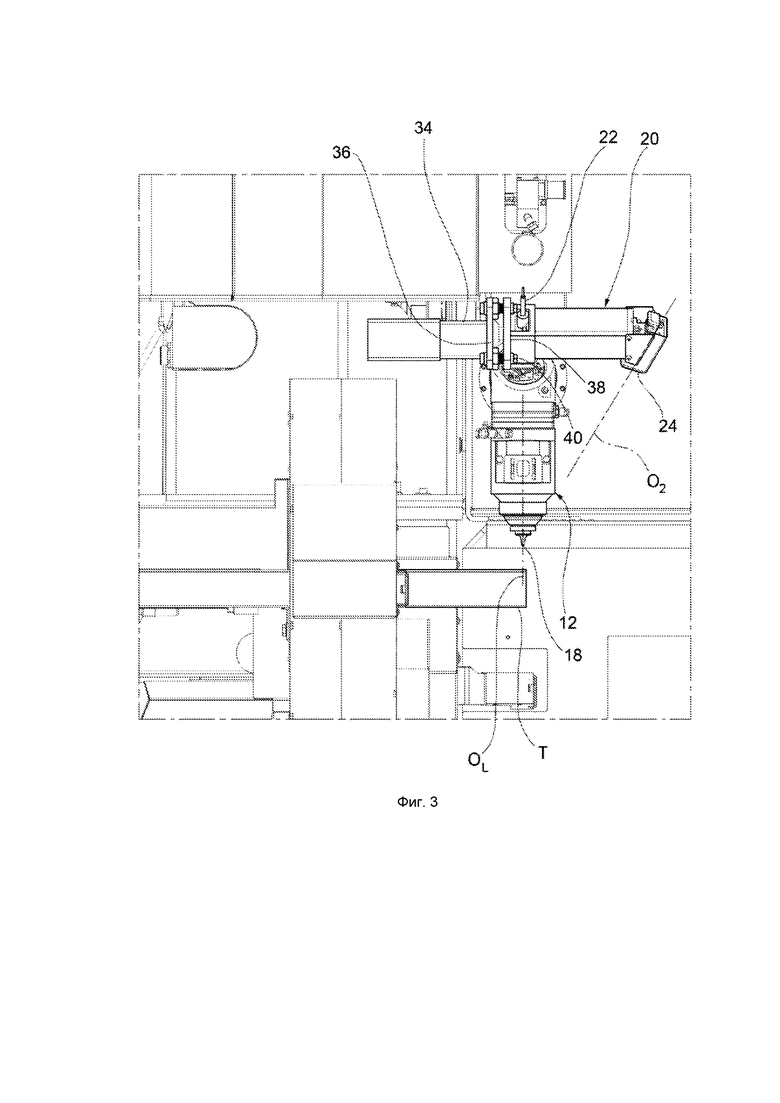
Фиг.3 - вертикальный вид сбоку станка из Фиг.1; и
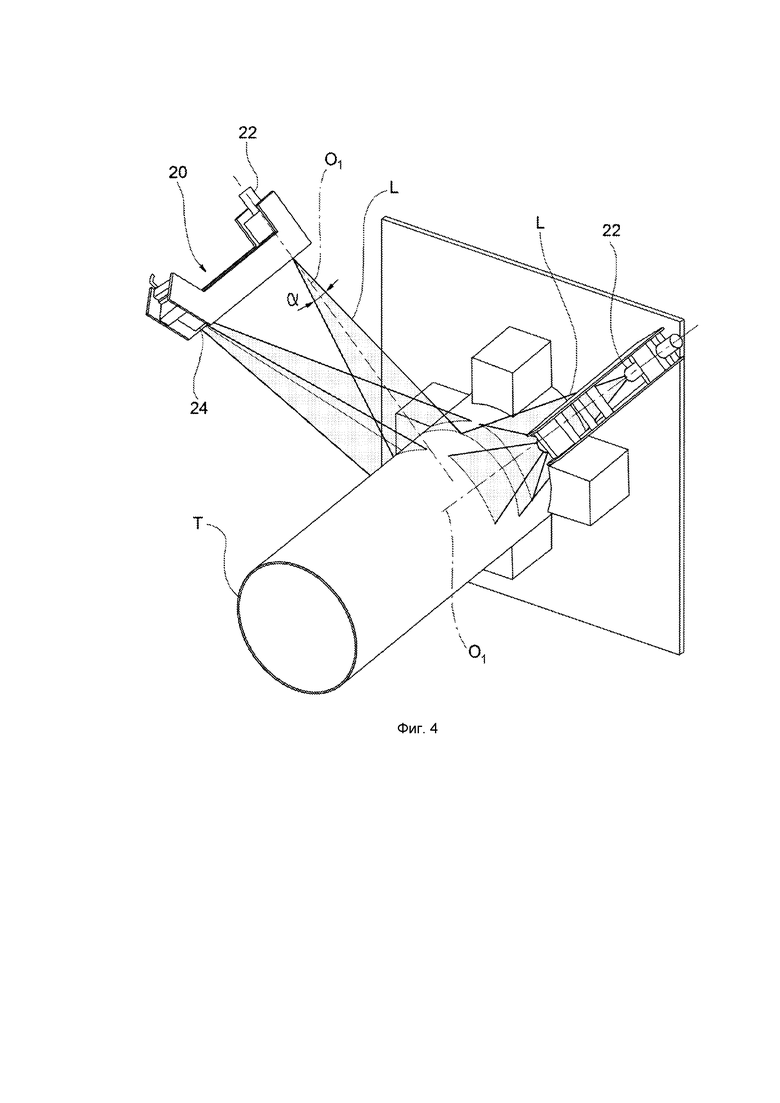
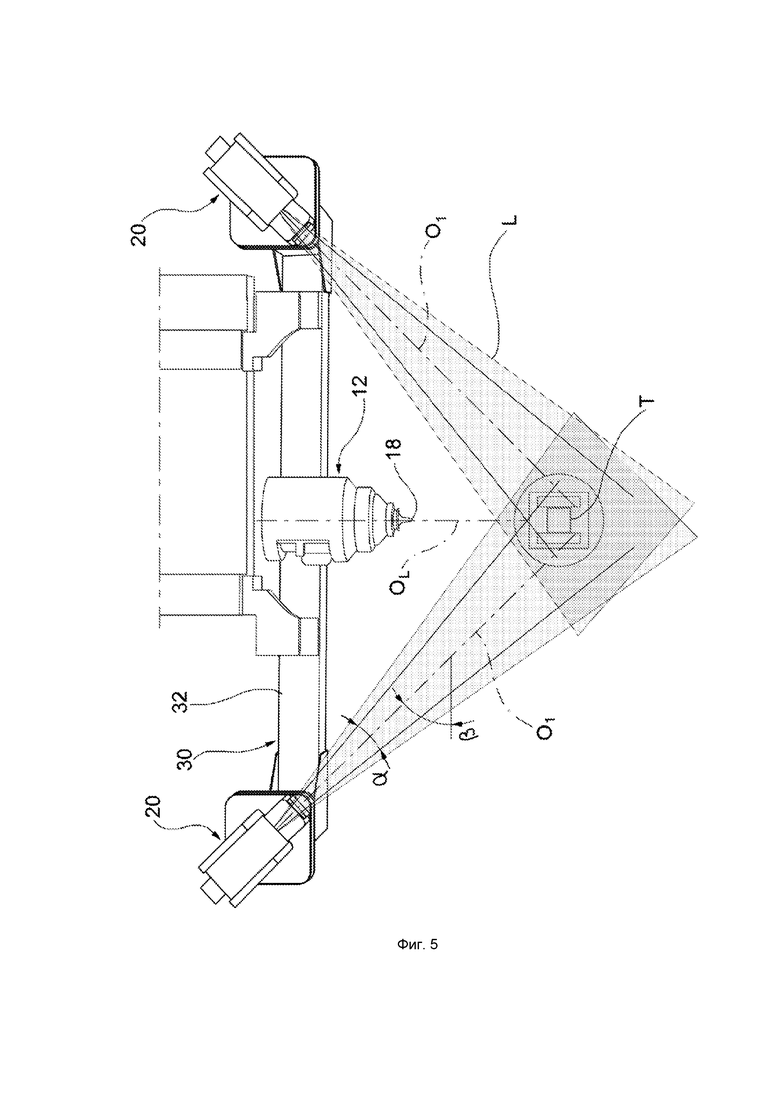
Фиг.4 и 5 вид в перспективе и вид спереди, соответственно, схематично показывающие расположение лазерных сканирующих модулей относительно трубы или профиля, подлежащих обработке в станке из Фиг.1.
Станок для лазерной обработки труб и профилей в соответствии с настоящим изобретением описан в настоящем документе со ссылкой на его применение для обработки труб, но, разумеется, он с равным успехом может применяться для обработки профилей. Трубы или профили, обрабатываемые станком, могут иметь поперечное сечение разной формы и размеров.
Со ссылкой на чертежи станок для лазерной обработки труб согласно варианту осуществления настоящего изобретения содержит, посредством известного по существу способа, станину, в целом обозначенную позицией 10, рабочий орган 12, выполненный с возможностью осуществления лазерной обработки (такой, как, например, обработка резанием) на трубе Т, подающее устройство 14, выполненное с возможностью перемещения трубы Т вперед вдоль продольного направления х (совпадающего с направлением продольной оси трубы Т), направляющее устройство 16, выполненное с возможностью направления трубы Т, тогда как последняя перемещается вперед посредством подающего устройства 14 и сканирующую систему, выполненную с возможностью сканирования по меньшей мере одного участка (например, верхнего участка) контура поперечного сечения трубы Т.
Рабочий орган 12 содержит, посредством известного по существу способа, фокусирующее устройство 18, выполненное с возможностью излучения сфокусированного лазерного луча на поверхность трубы Т. Сканирующая система содержит два лазерных сканирующих модуля 20 (или, в общем смысле, по меньшей мере один сканирующий модуль), каждый из которых, в свою очередь, содержит лазерный излучатель 22, выполненный с возможностью излучения светового луча L для подсветки участка трубы Т, подлежащей обработке, и камеру 24, выполненную с возможностью получения изображения участка трубы Т, подлежащей обработке, подсвеченного световым лучом L, излученным лазерным излучателем 22. Хотя в изображенном варианте осуществления лазерная сканирующая система содержит два лазерных сканирующих модуля 20, она также может содержать более двух модулей.
Рабочий орган 12 находится на несущей конструкции 26. Несущая конструкция 26 и, следовательно, рабочий орган 12 установлены на каретке 28 с тем, чтобы иметь возможность перемещения в вертикальном направлении (направление z). В свою очередь, каретка 28 установлена в поперечном направлении (направление у) относительно станины 10 станка. Хотя в изображенном варианте осуществления поперечное направление у является горизонтальным направлением, оно может быть даже направлением, наклоненным под данным углом к горизонтали (и, очевидно, также лежащим в плоскости, перпендикулярной к продольной оси трубы Т). Следовательно, рабочий орган 12 имеет возможность перемещения в поперечной вертикальной плоскости, то есть, в плоскости, перпендикулярной продольной оси х трубы Т, с зазором в два градуса, а именно, c поступательной степенью подвижности в вертикальном направлении z и с поступательной степенью подвижности в поперечном направлении у. Кроме того, как предусмотрено в изображенном варианте осуществления, рабочий орган 12 может быть установлен на несущей структуре 26 с тем, чтобы иметь возможность поворота вокруг оси t поворота, ориентированной перпендикулярно (или, согласно другому варианту осуществления изобретения, не показан, вокруг двух осей перпендикулярно друг другу).
В предпочтительном варианте осуществления изобретения, подающее устройство 14 выполнено с возможностью управления не только перемещением трубы Т вдоль направления продольной оси х (поступательное движение), но также и вращения трубы Т вокруг продольной оси х. В случае станка для лазерной резки труб, является возможным разрезать стенку трубы Т вдоль любой желаемой линии посредством управления степенью подвижности рабочего органа 10 (перемещение вдоль вертикального управления z, перемещение вдоль поперечного направления у, вращение вокруг оси t вращения и, возможно, перемещение вдоль направления продольной оси х) и степенью подвижности трубы Т (перемещение вдоль направления продольной оси х и вращения вокруг продольной оси х).
Два лазерных сканирующих модуля 20 установлены на опорной конструкции 30, которая, в свою очередь, прикреплена к каретке 28. Таким образом, лазерные сканирующие модули 20, вместе с кареткой 28 и, следовательно, вместе с рабочим органом 10 перемещаются в поперечном направлении у. Согласно дополнительному варианту осуществления изобретения (не показан), опорная конструкция, на которой установлены сканирующие модули, прикреплена к несущей конструкции или, в более общем смысле, к каретке, на которой установлен рабочий орган, тем самым, лазерные сканирующие модули соединены с возможностью передачи приводного усилия для перемещения с рабочим органом как в поперечном направлении у, так и в вертикальном направлении z.
В изображенном варианте осуществления изобретения опорная конструкция 30 в целом имеет с-образную конфигурацию, с поперечным элементом 32, который прикреплен к каретке 28 и с парой боковых балок 34, которые простираются в продольном направлении от противоположных концов поперечного элемента 32. Соответствующие монтажные фланцы 36 надежно соединены со свободными концами боковых балок 34. Каждый из схожих монтажных фланцев 38 надежно соединен с концом соответствующего лазерного сканирующего модуля 20. Таким образом, каждый лазерный сканирующий модуль 20 может легко устанавливаться на опорной конструкции 30 посредством соединения, например, винтами 40 соответствующего монтажного фланца 38 с монтажным фланцем 36 соответствующей боковой балки 34.
Каждый лазерный излучатель 22 выполнен с возможностью генерировать световой луч L с заданным углом апертуры (обычно известным как угол веерного пучка) α, равным, например, до 20°. В предпочтительном варианте осуществления изобретения, каждый лазерный излучатель 22, посредством известного по существу способа, снабжен оптической системой, выполненной с возможностью осуществления однородной диффузии луча или по меньшей мере по его наибольшей части. В предпочтительном варианте осуществления изобретения, каждый лазерный излучатель 22 установлен таким образом, что его оптическая ось (обозначена o1) лежит в вертикальной плоскости. Кроме того, оптическая ось o1 каждого излучателя 22 наклонена под заданным углом β к горизонтали, как показано на Фиг.5. В предпочтительном варианте осуществления изобретения, оптические оси o1 лазерных излучателей 22 лежат в той же вертикальной плоскости. В предпочтительном варианте осуществления изобретения, вертикальная плоскость, где лежат оптические оси о1 лазерного излучателя 22, проходит через оптическую ось оl лазерного луча, излученного фокусирующим устройством 14 рабочего органа 10. Таким образом, сканирующая система сканирует контур трубы или профиля прямо на поперечном сечении, где лазерный луч, излученный рабочим органом действует во время обработки. Это, очевидно, позволяет гарантировать максимально возможную точность.
Согласно другому варианту осуществления изобретения, лазерные излучатели 22 лазерных сканирующих модулей 20 выбраны так, чтобы излучать световые лучи L, имеющие одинаковую длину волны, в этом случае камеры 24 получат изображения участка трубы Т, подсвеченные световыми лучами в разное время (в предпочтительном варианте осуществления изобретения, в отрезки времени очень близкие друг к другу) чтобы избежать нежелательных эффектов нахлеста световых лучей, особенно у труб, имеющих поперечное сечение малого размера, что может снизить качество изображений, получаемых камерами. В соответствии с другим вариантом осуществления изобретения, лазерные излучатели 22 лазерных сканирующих модулей 20 выполнены с возможностью излучения световых лучей L, имеющих разные длины волн, в этом случае камеры 24 могут синхронно получать изображения трубы Т.
Каждая камера 24 установлена так, что ее оптическая ось (обозначена о2) лежит на той же плоскости что и оптическая ось о1 лазерного излучения 22 того же лазерного сканирующего модуля 20 и наклонена к последнему так, чтобы иметь возможность получать изображение участка поверхности трубы Т, подлежащей обработке, который подсвечивается световым лучом L, излученным лазерным излучателем 22. Камеры 24 соединены с помощью подходящей линии передачи данных (не показана, но известного по существу типа) с блоком обработки данных (также не показан и также известного по существу типа), выполненным с возможностью обработки изображений, полученных каждой камерой для воссоздания геометрии целого контура или по меньшей мере одного участка поперечного сечения трубы Т, подлежащей обработки.
Лазерная сканирующая система, такая как описано выше, позволяет воссоздавать геометрию по меньшей мере одного участка контура поперечного сечения трубы или профиля любой формы и размера, используя поступательную степень подвижности лазерных сканирующих модулей в поперечном направлении (и, возможно, также в вертикальном направлении) и вращательную степень подвижности трубы или профиля, подлежащих обработке вокруг их продольной оси. Кроме того, лазерная сканирующая система, описанная выше, позволяет определять фактическое позиционирование контура (или по меньшей мере одного участка контура, полученного лазерными сканирующими модулями) относительно исходной оси, например, номинальной продольной оси трубы или профиля, подлежащих обработке.
Разумеется, не изменяя принцип настоящего изобретения, варианты осуществления изобретения и детали конструкции могут значительно отличаться от таковых, описанных и изображенных исключительно в виде неограничивающего примера, не выходя при этом за пределы объема изобретения, определяемого в прилагаемой формуле изобретения.
Изобретение относится к станку для лазерной обработки труб и профилей. Станок содержит: рабочий орган (12) с фокусирующим устройством (18), выполненным с возможностью фокусировать лазерный луч на поверхности трубы или профиля (Т), подлежащих обработке, каретку (26), на которой установлен рабочий орган (12), и сканирующую систему (20), выполненную с возможностью сканирования по меньшей мере одного участка контура поперечного сечения трубы или профиля (Т). Каретка (26) способна перемещаться относительно трубы или профиля (Т) как в продольном направлении (х), совпадающем с продольной осью трубы (Т) или профиля (Т), так и в поперечном направлении (у). Сканирующая система (20) содержит по меньшей мере один лазерный сканирующий модуль (20), содержащий лазерный излучатель (22), выполненный с возможностью излучения светового луча (L), и камеру (24), выполненную с возможностью получения изображения трубы или профиля (Т), подсвеченного световым лучом (L). Рабочий орган (12) и по меньшей мере один лазерный сканирующий модуль (20) установлены на каретке (26) с тем, чтобы соединяться с возможностью передачи приводного усилия для перемещения упомянутой каретки (26) как в продольном направлении (х), так и в поперечном направлении (у). 9 з.п. ф-лы, 5 ил.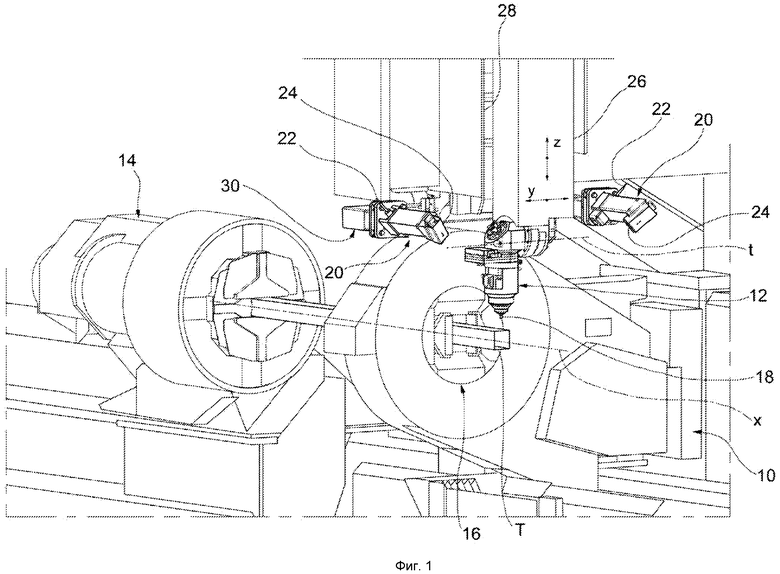
1. Станок для лазерной обработки труб и профилей (Т), содержащий
рабочий орган (12), оснащенный фокусирующим устройством (18), выполненным с возможностью излучения сфокусированного лазерного луча на поверхность трубы или профиля (Т), подлежащих обработке,
каретку (26), на которой установлен рабочий орган (12) и
сканирующую систему (20), выполненную с возможностью сканирования по меньшей мере одного участка контура поперечного сечения трубы или профиля (Т),
при этом каретка (26) установлена так, чтобы иметь возможность перемещения относительно трубы или профиля (Т) как в продольном направлении (х), совпадающем с продольной осью трубы (Т), так и в поперечном направлении (у),
при этом сканирующая система (20) содержит по меньшей мере один лазерный сканирующий модуль (20), имеющий лазерный излучатель (22), выполненный с возможностью излучения светового луча (L), с помощью которого осуществляется подсветка участка трубы или профиля (Т), камеру (24), выполненную с возможностью получения изображения участка трубы или профиля (Т), подсвеченного упомянутым световым лучом (L), и блок обработки данных, выполненный с возможностью обработки изображений, полученных каждой камерой (24) для воссоздания целого контура или по меньшей мере одного участка поперечного сечения трубы или профиля (Т),
причем рабочий орган (12) и упомянутый по меньшей мере один лазерный сканирующий модуль (20) установлены на упомянутой каретке (26) с тем, чтобы соединяться с возможностью передачи приводного усилия для перемещения как в продольном направлении (х), так и в поперечном направлении (у).
2. Станок по п.1, отличающийся тем, что лазерная сканирующая система содержит два или более лазерных сканирующих модулей (20).
3. Станок по п.2, отличающийся тем, что лазерные сканирующие модули (20) выполнены таким образом, что световые лучи (L), генерированные соответствующими лазерными излучателями (22), лежат на одной и той же плоскости.
4. Станок по п.3, отличающийся тем, что упомянутая плоскость является вертикальной плоскостью.
5. Станок по п.4, отличающийся тем, что упомянутая плоскость проходит через оптическую ось (oL) сфокусированного лазерного луча, излучаемого фокусирующим устройством (18) рабочего органа (12).
6. Станок по п.2, отличающийся тем, что лазерные излучатели (22) лазерных сканирующих модулей (20) выполнены с возможностью излучения световых лучей (L), имеющих одну и ту же длину волны.
7. Станок по п.2, отличающийся тем, что лазерные излучатели (22) лазерных сканирующих модулей (20) выполнены с возможностью излучения световых лучей (L), имеющих разные длины волн.
8. Станок по п.1, отличающийся тем, что лазерный излучатель (22) и камера (24) упомянутого по меньшей мере одного лазерного сканирующего модуля (20) установлены таким образом, что оптическая ось (o1) лазерного излучателя (22) лежит в вертикальной плоскости и наклонена под заданным углом (β) к горизонтали, тогда как оптическая ось (o2) камеры (24) лежит в той же плоскости, что и оптическая ось (o1) лазерного излучателя (22) и наклонена к последней.
9. Станок по п.1, отличающийся тем, что упомянутая каретка (26) также установлена с возможностью перемещения в вертикальном направлении (z) относительно трубы или профиля (Т).
10. Станок по п.1, отличающийся тем, что он дополнительно содержит подающее устройство (14), выполненное с возможностью управления перемещением трубы или профиля (Т) вдоль его продольной оси (х) и вращения трубы или профиля (Т) вокруг его продольной оси (х).
| CN 202752753 U, 27.02.2013 | |||
| US 20130193125 A1, 01.08.2013 | |||
| US 5045668 A, 03.09.1991 | |||
| US 5925268 A, 20.07.1999 | |||
| Двухкоординатная гидравлическая следящая система для автоматического копирования замкнутых контуров произвольной формы | 1961 |
|
SU142124A1 |
| Приспособление для расстановки и прижимания реек во время прибивания их к стойкам, балкам | 1939 |
|
SU60015A1 |

