Изобретение относится к области сварки, и может быть использовано при проведении контроля качества сварных швов, получаемых наплавкой, пайкой или любым известным способом сварки, в процессе формирования которых присутствует жидкая фаза материала шва, кристаллизующаяся в поле сил тяжести, при оценке квалификации сварщиков, при оценке качества сварочных материалов и сварочного оборудования.
Известен способ оценки сварных стыковых швов, описанный в патенте РФ №2205366 на изобретение «Устройство для контроля геометрических параметров сварных стыковых швов», МПК G01B 17/00, - 27.05.2003.
В указанном изобретении оценка качества сварного шва происходит путем сравнения с эталоном измеренных геометрических размеров сварного шва, а именно ширины, высоты и радиуса перехода. Оценку осуществляют с помощью устройства, включающего эталон (шаблон), задающий в соответствии с требованиями нормативной документации геометрические параметры шва. Форма эталона задается в виде электронной схемы исходя только из установленных нормативной документацией геометрических размеров, и не учитывает влияние поверхностного натяжения расплавленного металла сварного шва и сил тяжести, что не позволяет задавать форму эталона для различных пространственных положений сварного шва.
Известен, описанный в патенте РФ №2550979 авторов Панкова В.В., Букина В.М., Панкова С.В., Богородского И.Г. способ контроля качества поверхности сварного шва, отличающийся тем, что по результатам измерения геометрических размеров сварного шва рассчитывают площади сечений сварного шва, по размерам, установленным нормативно-техническими документами и величине капиллярной постоянной расплавленного материала рассчитывают форму эталона сварного шва, площадь сечения эталона сварного шва и таким образом определяют качество поверхности сварного шва. Выше описанный способ дает возможность с помощью дифференциального уравнения определять форму поверхности эталонного сварного шва в декартовой системе координат.
Этот способ определения формы поверхности эталонного сварного шва по уравнению в декартовых координатах не позволяет описывать профили сварных швов с краевыми углами 90° и более, которые могут образоваться, например, при сварке горизонтального шва на вертикальной плоскости, сварке неповоротного стыка труб, и других положениях сварных швов в пространстве.
Значения капиллярной постоянной по этому способу выбираются из справочных материалов, в которых приводятся данные только для капиллярных постоянных материалов в равновесном состоянии. Для многих материалов значения капиллярной постоянной отсутствуют. Для капиллярных постоянных материалов в неравновесном состоянии данных в литературе нет. В этих случаях приходится использовать значения капиллярной постоянной для равновесного состояния, что не позволяет с достаточной точностью построить эталонную форму сварного шва.
Наиболее близким по технической сущности к заявляемому решению является способ, изложенный в статье «Виртуальный эталон формы сварного шва при сварке в различных пространственных положениях для целей оценки квалификации сварщиков» авторов Панкова В.В., Панкова С.В., Богородского И.Г., Букина В.М., в Журнале нефтегазового строительства, №4, 2014 г., Этот способ позволяет определять форму эталона поверхности сварного шва при сварке с любым углом поперечного наклона сварного шва к горизонтальной плоскости (ϕ), а именно 0°≤ϕ≤360°. Форма эталона по этому способу определяется решением интегрально-дифференциальной системы уравнений следующего вида:



где L - длина кривой профиля выпуклости, определяемая в процессе решения системы уравнений;
 - расстояние от начальной точки кривой профиля выпуклости до текущей расчетной точки, измеренное вдоль кривой профиля выпуклости;
- расстояние от начальной точки кривой профиля выпуклости до текущей расчетной точки, измеренное вдоль кривой профиля выпуклости;
τ - угол между касательной к кривой профиля выпуклости и линией горизонта в текущей расчетной точке;
 - шаг дифференцирования вдоль кривой профиля выпуклости;
- шаг дифференцирования вдоль кривой профиля выпуклости;
dλ -шаг интегрирования вдоль кривой профиля выпуклости;
δ - заданный угол продольного наклона сварного шва;
ϕ - заданный угол поперечного наклона сварного шва;
(x, Z) - координаты текущей расчетной точки в прямоугольной декартовой системе координат, привязанной к плоскости сечения выпуклости сварного шва: начало координат - в крайней левой точке выпуклости, ось х - вдоль поверхности основного металла, ось Z - перпендикулярно поверхности металла;
k0 - кривизна профиля выпуклости в начальной точке, определяемая в процессе решения системы;
e - заданная ширина выпуклости сварного шва;
S0 - заданная площадь сечения наплавленного металла в выпуклости сварного шва.
a k - капиллярная постоянная выбранная по справочным данным.
Этот способ позволяет определять форму эталона поверхности сварного шва только для стыковых сварных швов, и не пригоден для определения формы поверхности эталона угловых сварных швов в различных пространственных положениях. Кроме того, точность определения эталона поверхности сварного шва с использованием справочных значений капиллярной постоянной аk как и в способе приведенном в аналоге, значительно снижается из-за того, что справочные значения ak приведены по измеренным значениям формы капли расплавленного металла, находящейся в нижнем положении и в равновесных условиях, в то время, как расплавленный металл сварочной ванны находиться в неравновесных условиях охлаждения в различных пространственных положениях сварного шва.
Заявляемый способ позволяет определять форму поверхности эталона не только для стыковых, но и для угловых сварных швов в различных пространственных положениях. Для этого триангулярным лазерным датчиком сканируют поверхность сварного соединения. При помощи связанного с этим датчиком вычислительного комплекса распознают границы сварного шва, измеряют в каждом поперечном сечении высоту и ширину сварного шва, находящегося в любом пространственном положении под действием сил поверхностного натяжения и сил тяжести, рассчитывают площадь каждого поперечного сечения сварного шва и по заданным нормативно-технической документацией размерам высоты, ширины и площади поперечного сечения сварного шва определяют эталон формы сварного шва для любого пространственного положения сварного шва путем решения уравнения имеющего следующий вид:
где k - кривизна формы эталона поверхности сварного шва в каждой точке рассчитываемого поперечного сечения;
Р0 - избыточное давление расплавленного материала под межфазной формой эталона поверхности сварного шва в начальной точке отсчета в сечении, определяемое в процессе решения уравнения;
h - высота эталона над точкой отсчета, зависящая от формы и угла наклона эталона поверхности сварного шва в сечении;
а k, - капиллярная постоянная, значение которой определяют как среднее арифметическое значение измеренных координат точек линий формы поперечных сечений поверхности сварного шва во всех просканированных поперечных сечениях сварного шва, выполненных в любом пространственном положении, по системе уравнений:
где аk - среднее значение капиллярной постоянной материала сварного шва;
N=Lw/dLw+1 - количество измеренных поперечных сечений сварного шва с шагом измерения dLw большим или равным 0,1 мм;
Lw - длина сварного шва;
j - номер измеренного поперечного сечения сварного шва;
a k(j) - значение капиллярной постоянной материала сварного шва в j-м поперечном сечении, при котором несовпадение точек линии формы поперечного сечения поверхности сварного шва и точек расчетной линии формы поперечного сечения межфазной поверхности, полученной из уравнения равновесия межфазной поверхности, находящейся под действием сил межфазного натяжения и сил тяжести, соответствует минимальному значению критерия Fj для j-го поперечного сечения, вычисленному по формуле
Где 
eu- измеренная ширина сварного шва в поперечном сечении
dx - шаг измерения высоты линии поверхности поперечного сечения сварного шва, больший или равный 0,01 мм;
i - номер точки в сечении;
 - координата i-й точки линии поверхности сварного шва в j-м поперечном сечении измеренной при сканировании поверхности сварного шва;
- координата i-й точки линии поверхности сварного шва в j-м поперечном сечении измеренной при сканировании поверхности сварного шва;
Zi,j - координата i-й точки линии поверхности сварного шва в j-м поперечном сечении, полученная в результате численного решения уравнения равновесия межфазной поверхности, находящейся в любом пространственном положении под действием сил поверхностного натяжения и сил тяжести, при дополнительных условиях закрепления левой и правой границ поверхности сварного шва и постоянства площади поперечного сечения наплавленного материала внутри линии поверхности сварного шва, которая определяется расчетом по уравнению равновесия при дополнительных условиях для каждого поперечного сечения сварного шва, сформулированных в интегрально-дифференциальной системе уравнений следующего вида:



где L - общая длина линии формы эталона поверхности сварного шва в рассчитываемом сечении от точки отсчета до конечной точки, определяемая в процессе решения системы уравнений;
 - расстояние от начальной точки линии поверхности сварного шва до текущей расчетной точки, измеренное вдоль линии поверхности сварного шва;
- расстояние от начальной точки линии поверхности сварного шва до текущей расчетной точки, измеренное вдоль линии поверхности сварного шва;
τ - угол между касательной к линии поверхности сварного шва и линией перпендикулярной вектору гравитации (отвесной линией) в текущей расчетной точке;
 - шаг дифференцирования вдоль линии поверхности сварного шва;
- шаг дифференцирования вдоль линии поверхности сварного шва;
dλ - шаг интегрирования вдоль линии поверхности сварного шва;
δ - измеренный угол продольного наклона сварного шва, образованный между линией продольной оси сварного шва и линией перпендикулярной вектору гравитации (отвесной линией);
ϕ - измеренный угол поперечного наклона сварного шва, образованный между нормальной плоскостью сечения сварного шва и линией перпендикулярной вектору гравитации (отвесной линией);
(x, Z) - координаты текущей расчетной точки в прямоугольной декартовой системе координат, привязанной к плоскости сечения выпуклости сварного шва: начало координат - в крайней левой точке выпуклости, ось х - вдоль поверхности основного материала, ось Z - перпендикулярно поверхности материала;
к0 - кривизна формы выпуклости в начальной точке, определяемая в процессе решения системы;
еu - измеренная ширина сварного шва в поперечном сечении;
S0u - измеренная площадь поперечного сечения наплавленного материала сварного шва.
Затем с учетом заданных нормативной документацией значений ширины, высоты и площади сварного шва вычисляют форму эталона поверхности сварного шва по уравнению:
где - расстояние от начальной точки формы эталона поверхности сварного шва до текущей расчетной точки в рассчитываемом поперечном сечении сварного шва в криволинейной системе координат вдоль формы эталона поверхности сварного шва в рассчитываемом сечении;
τ - угол между касательной к форме эталона поверхности сварного шва в рассчитываемом поперечном сечении и линией горизонта в текущей расчетной точке;
- шаг дифференцирования вдоль формы эталона поверхности сварного шва в рассчитываемом сечении;
dτ - изменение угла τ на шаге дифференцирования;
где δ - продольный угол наклона формы эталона поверхности сварного шва в рассчитываемом сечении к горизонтальной плоскости;
ϕ - поперечный угол наклона формы эталона поверхности сварного шва в рассчитываемом сечении к горизонтальной плоскости;
Z0 - разность высот точки отчета и конечной точки формы эталона поверхности сварного шва в рассчитываемом сечении, относительно конечной точки;
dλ - шаг интегрирования вдоль формы эталона поверхности сварного шва в рассчитываемом сечении на интервале 

Где L - общая длина формы эталона поверхности сварного шва в рассчитываемом сечении от точки отсчета до конечной точки, определяемая в процессе решения системы уравнений;
ез - заданная нормативно технической документацией ширина формы эталона поверхности сварного шва в рассчитываемом сечении;
- шаг интегрирования вдоль формы эталона поверхности сварного шва в рассчитываемом сечении на интервале 
где S0з - площадь рассчитываемого сечения формы эталона поверхности сварного шва, заданная нормативно технической документацией;
(x, Z) - координаты текущей точки формы эталона поверхности сварного шва в рассчитываемом сечении в декартовой системе координат, привязанной к форме эталона поверхности сварного шва в рассчитываемом сечении определяются по уравнениям:

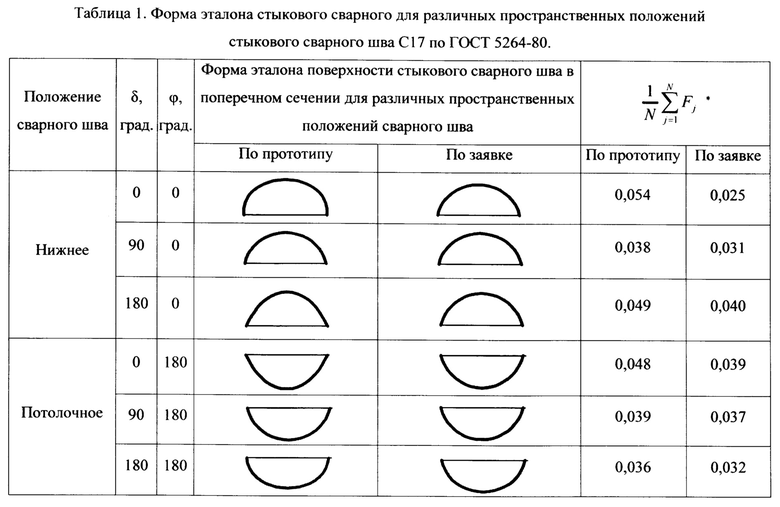
Проиллюстрируем способ определения формы эталона поверхности сварного шва, на основе размеров высоты, ширины и площади сварного шва регламентированных нормативно-технической документацией и расчетных значений капиллярной постоянной, определенной по результатам измерения высоты и ширины сварного шва при его сканировании для различных пространственных положений угловых сварных швов по ГОСТ 5264-80.
Пример 1
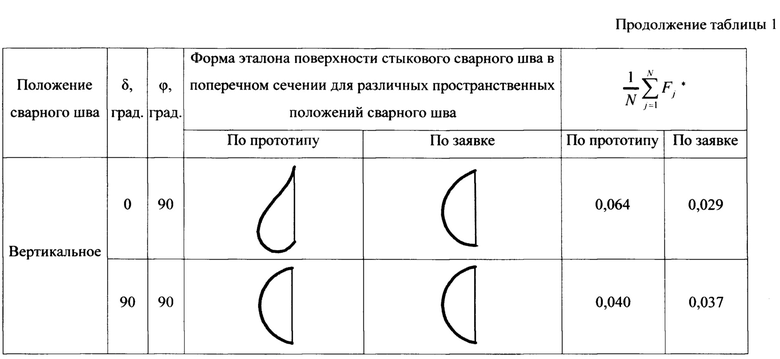
Для расчета и построения формы поверхности эталонов стыковых сварных швов в различных пространственных положениях, выбрано сварное соединение из пластин малоуглеродистой стали 09Г2С толщиной 10 мм. Сварные соединения С17 выполнялись ручной дуговой сваркой электродами УОНИ-13/55 диаметром 3 мм, для которого заданные по ГОСТ 5264-80 ширина сварного шва - 16 мм, высота сварного шва - 0,5 мм.
Сварные соединения выполнены в различных пространственных положениях, определяемых углами δ - продольного наклона сварного шва, образованный между линией продольной оси сварного шва и линией перпендикулярной вектору гравитации (отвесной линией) и ϕ - поперечного наклона сварного шва, образованный между нормальной плоскостью сечения сварного шва и линией перпендикулярной вектору гравитации (отвесной линией).
По заявляемому способу для определения формы поверхности эталонов стыковых сварных швов в различных пространственных положениях, были сканированы лазерным триангулярным датчиком поверхности сварных соединений. Сканирование поверхности сварных соединений выполняли лазерным триангулярным датчиком на длине 200 мм с шагом сканирования по длине сварного шва 1,0 мм.
Связанный с лазерным триангулярным датчиком вычислительный комплекс осуществил распознавание границ сварного шва, определение высоты, ширины сварного шва, вычисление по размерам сварного шва, формы эталона поверхности сварного шва, находящегося в любом пространственном положении под действием сил поверхностного натяжения и сил тяжести, при дополнительных условиях закрепления левой и правой границ выпуклости сварного шва в рассчитываемом поперечном сечении, решением уравнения, имеющего следующий вид:
где k - кривизна формы эталона поверхности сварного шва в каждой точке рассчитываемого поперечного сечения;
Р0 - избыточное давление расплавленного материала под межфазной формой эталона поверхности сварного шва в начальной точке отсчета в сечении, определяемое в процессе решения уравнения;
h - высота эталона над точкой отсчета, зависящая от формы и угла наклона эталона поверхности сварного шва в сечении;
а k - капиллярная постоянная, значение которой определяют как среднее арифметическое значение измеренных координат точек линий формы поперечных сечений поверхности сварного шва во всех просканированных поперечных сечениях сварного шва, выполненных в любом пространственном положении, по системе уравнений:
где аk - среднее значение капиллярной постоянной материала сварного шва;
N=Lw/dLw+1 - количество измеренных поперечных сечений сварного шва с шагом измерения dLw большим или равным 0,1 мм;
Lw - длина сварного шва;
j - номер измеренного поперечного сечения сварного шва;
а k(j) - значение капиллярной постоянной материала сварного шва в j-м поперечном сечении, при котором несовпадение точек линии формы поперечного сечения поверхности сварного шва и точек расчетной линии формы поперечного сечения межфазной поверхности, полученной из уравнения равновесия межфазной поверхности, находящейся под действием сил межфазного натяжения и сил тяжести, соответствует минимальному значению критерия Fj для j-го поперечного сечения, вычисленному по формуле
Где

dx - шаг измерения высоты линии поверхности поперечного сечения сварного шва, больший или равный 0,01 мм;
i - номер точки в сечении;
 - координата i-й точки линии поверхности сварного шва в j-м поперечном сечении измеренной при сканировании поверхности сварного шва;
- координата i-й точки линии поверхности сварного шва в j-м поперечном сечении измеренной при сканировании поверхности сварного шва;
Zi,j - координата i-й точки линии поверхности сварного шва в j-м поперечном сечении, полученная в результате численного решения уравнения равновесия межфазной поверхности, находящейся в любом пространственном положении под действием сил поверхностного натяжения и сил тяжести, при дополнительных условиях закрепления левой и правой границ поверхности сварного шва и постоянства площади поперечного сечения наплавленного материала внутри линии поверхности сварного шва, которая определяется расчетом по уравнению равновесия при дополнительных условиях для каждого поперечного сечения сварного шва, сформулированных в интегрально-дифференциальной системе уравнений следующего вида:





где L - общая длина линии формы эталона поверхности сварного шва в рассчитываемом сечении от точки отсчета до конечной точки, определяемая в процессе решения системы уравнений;
- расстояние от начальной точки линии поверхности сварного шва до текущей расчетной точки, измеренное вдоль линии поверхности сварного шва;
τ - угол между касательной к линии поверхности сварного шва и линией перпендикулярной вектору гравитации (отвесной линией) в текущей расчетной точке;
 - шаг дифференцирования вдоль линии поверхности сварного шва;
- шаг дифференцирования вдоль линии поверхности сварного шва;
dλ-шаг интегрирования вдоль линии поверхности сварного шва;
δ - измеренный угол продольного наклона сварного шва, образованный между линией продольной оси сварного шва и линией перпендикулярной вектору гравитации (отвесной линией);
ϕ - измеренный угол поперечного наклона сварного шва, образованный между нормальной плоскостью сечения сварного шва и линией перпендикулярной вектору гравитации (отвесной линией);
(x, Z) - координаты текущей расчетной точки в прямоугольной декартовой системе координат, привязанной к плоскости сечения выпуклости сварного шва: начало координат - в крайней левой точке выпуклости, ось х - вдоль поверхности основного материала, ось Z - перпендикулярно поверхности материала;
к0 - кривизна формы выпуклости в начальной точке, определяемая в процессе решения системы;

где  - расстояние от начальной точки формы эталона поверхности сварного шва до текущей расчетной точки в рассчитываемом поперечном сечении сварного шва в криволинейной системе координат вдоль формы эталона поверхности сварного шва в рассчитываемом сечении;
- расстояние от начальной точки формы эталона поверхности сварного шва до текущей расчетной точки в рассчитываемом поперечном сечении сварного шва в криволинейной системе координат вдоль формы эталона поверхности сварного шва в рассчитываемом сечении;
τ - угол между касательной к форме эталона поверхности сварного шва в рассчитываемом поперечном сечении и линией горизонта в текущей расчетной точке;
 - шаг дифференцирования вдоль формы эталона поверхности сварного шва в рассчитываемом сечении;
- шаг дифференцирования вдоль формы эталона поверхности сварного шва в рассчитываемом сечении;
dτ - изменение угла τ на шаге дифференцирования;
где δ - продольный угол наклона формы эталона поверхности сварного шва в рассчитываемом сечении к горизонтальной плоскости;
ϕ - поперечный угол наклона формы эталона поверхности сварного шва в рассчитываемом сечении к горизонтальной плоскости;
Z0 - разность высот точки отчета и конечной точки формы эталона поверхности сварного шва в рассчитываемом сечении, относительно конечной точки;
dλ - шаг интегрирования вдоль формы эталона поверхности сварного шва в рассчитываемом сечении на интервале 

Где L - общая длина формы эталона поверхности сварного шва в рассчитываемом сечении от точки отсчета до конечной точки, определяемая в процессе решения системы уравнений;
е3 - заданная нормативно технической документацией ширина формы эталона поверхности сварного шва в рассчитываемом сечении;
 - шаг интегрирования вдоль формы эталона поверхности сварного шва в рассчитываемом сечении на интервале
- шаг интегрирования вдоль формы эталона поверхности сварного шва в рассчитываемом сечении на интервале 
где S0з - площадь рассчитываемого сечения формы эталона поверхности сварного шва, заданная нормативно технической документацией;
(x, Z) - координаты текущей точки формы эталона поверхности сварного шва в рассчитываемом сечении в декартовой системе координат, привязанной к форме эталона поверхности сварного шва в рассчитываемом сечении определяются по уравнениям:


Форма поверхности эталонов стыковых сварных швов для различных пространственных положений сварного шва С17 по ГОСТ 5264-80 и минимальное значение несовпадения точек линии формы поперечного сечения поверхности сварного шва и точек линии формы эталона поперечного сечения сварного шва приведены в таблице 1.
Пример 2 (по прототипу).
Для расчета и построения формы поверхности эталонов стыковых сварных швов в различных пространственных положениях, выбрано сварное соединение из пластин малоуглеродистой стали 09Г2С толщиной 10 мм. Сварные соединения С17 выполнялись ручной дуговой сваркой электродами УОНИ-13/55 диаметром 3 мм, для которого заданные по ГОСТ 5264-80 ширина сварного шва - 16 мм, высота сварного шва - 0,5 мм.
Сварные соединения выполнены в различных пространственных положениях, определяемых углами δ - продольного наклона сварного шва, образованный между линией продольной оси сварного шва и линией перпендикулярной вектору гравитации (отвесной линией) и ϕ - поперечного наклона сварного шва, образованный между нормальной плоскостью сечения сварного шва и линией перпендикулярной вектору гравитации (отвесной линией).
Для определения формы поверхности эталонов стыковых сварных швов в различных пространственных положениях, были сканированы лазерным триангулярным датчиком поверхности сварных соединений. Сканирование поверхности сварных соединений выполняли лазерным триангулярным датчиком на длине 200 мм с шагом сканирования по длине сварного шва 1,0 мм.
Форма эталона по этому способу определялась решением интегрально-дифференциальной системы уравнений следующего вида:




где L - длина кривой профиля выпуклости, определяемая в процессе решения системы уравнений;
 - расстояние от начальной точки кривой профиля выпуклости до текущей расчетной точки, измеренное вдоль кривой профиля выпуклости;
- расстояние от начальной точки кривой профиля выпуклости до текущей расчетной точки, измеренное вдоль кривой профиля выпуклости;
τ - угол между касательной к кривой профиля выпуклости и линией горизонта в текущей расчетной точке;
 - шаг дифференцирования вдоль кривой профиля выпуклости;
- шаг дифференцирования вдоль кривой профиля выпуклости;
dλ -шаг интегрирования вдоль кривой профиля выпуклости;
δ - заданный угол продольного наклона сварного шва;
ϕ - заданный угол поперечного наклона сварного шва;
(x, Z) - координаты текущей расчетной точки в прямоугольной декартовой системе координат, привязанной к плоскости сечения выпуклости сварного шва: начало координат - в крайней левой точке выпуклости, ось х - вдоль поверхности основного металла, ось Z - перпендикулярно поверхности металла;
к0 - кривизна профиля выпуклости в начальной точке, определяемая в процессе решения системы;
е - заданная ширина выпуклости сварного шва;
S0 - заданная площадь сечения наплавленного металла в выпуклости сварного шва.
a k - капиллярная постоянная выбранная по справочным данным.
При определении эталона поверхности стыкового сварного шва С17 по прототипу значение капиллярной постоянной свариваемых пластин из низкоуглеродистой стали аk выбрано равным 4,5 мм (см. Березовский Б.М. Математические модели дуговой сварки, т. 1. Математические модели дуговой сварки. - Челябинск: Изд-во ЮУрГУ, 2002. - 586 с).
Формы эталонов поверхности стыкового сварного шва по прототипу приведены в таблице 1.
Пример 3.
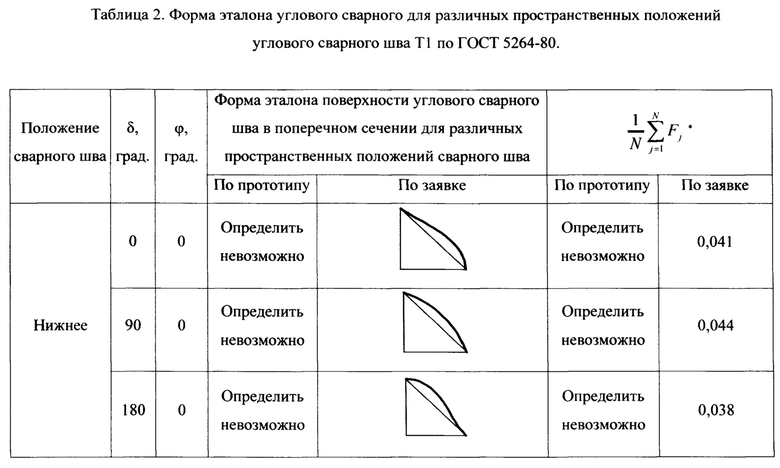
Для расчета и построения формы поверхности эталонов угловых сварных швов в различных пространственных положениях, выбрано сварное соединение Т1 по ГОСТ 5264-80 с симметричным катетом углового шва, для которого ширина сварного шва 10 мм, толщина свариваемых пластин 40 мм. Площадь расчетного сечения сварного шва S0з в соответствии с п. 13 ГОСТ 5264-80 принята равной 65 мм2.
Для расчета и построения формы поверхности эталонов угловых сварных швов в различных пространственных положениях, выбрано сварное соединение из пластин малоуглеродистой стали 09Г2С толщиной 10 мм. Сварные соединения Т1 выполнялись ручной дуговой сваркой электродами УОНИ-13/55 диаметром 3 мм.
Сварные соединения выполнены в различных пространственных положениях, определяемых углами δ - продольного наклона сварного шва, образованный между линией продольной оси сварного шва и линией перпендикулярной вектору гравитации (отвесной линией) и ϕ - поперечного наклона сварного шва, образованный между нормальной плоскостью сечения сварного шва и линией перпендикулярной вектору гравитации (отвесной линией).
По заявляемому способу для определения формы поверхности эталонов стыковых сварных швов в различных пространственных положениях, были сканированы лазерным триангулярным датчиком поверхности сварных соединений. Сканирование поверхности сварных соединений выполняли лазерным триангулярным датчиком на длине 200 мм с шагом сканирования по длине сварного шва 1,0 мм.
Связанный с лазерным триангулярным датчиком вычислительный комплекс осуществил распознавание границ сварного шва, определение высоты, ширины сварного шва, вычисление по размерам сварного шва, формы эталона поверхности сварного шва, находящегося в любом пространственном положении под действием сил поверхностного натяжения и сил тяжести, при дополнительных условиях закрепления левой и правой границ выпуклости сварного шва в рассчитываемом поперечном сечении, решением уравнения, имеющего следующий вид:
где k - кривизна формы эталона поверхности сварного шва в каждой точке рассчитываемого поперечного сечения;
Р0 - избыточное давление расплавленного материала под межфазной формой эталона поверхности сварного шва в начальной точке отсчета в сечении, определяемое в процессе решения уравнения;
h - высота эталона над точкой отсчета, зависящая от формы и угла наклона эталона поверхности сварного шва в сечении;
а k - капиллярная постоянная, значение которой определяют как среднее арифметическое значение измеренных координат точек линий формы поперечных сечений поверхности сварного шва во всех просканированных поперечных сечениях сварного шва, выполненных в любом пространственном положении, по системе уравнений:
где аk - среднее значение капиллярной постоянной материала сварного шва;
N=Lw/dLw+1 - количество измеренных поперечных сечений сварного шва с шагом измерения dLw большим или равным 0,1 мм;
Lw - длина сварного шва;
j - номер измеренного поперечного сечения сварного шва;
a k(j) - значение капиллярной постоянной материала сварного шва в j-м поперечном сечении, при котором несовпадение точек линии формы поперечного сечения поверхности сварного шва и точек расчетной линии формы поперечного сечения межфазной поверхности, полученной из уравнения равновесия межфазной поверхности, находящейся под действием сил межфазного натяжения и сил тяжести, соответствует минимальному значению критерия Fj для j-го поперечного сечения, вычисленному по формуле
Где
dx - шаг измерения высоты линии поверхности поперечного сечения сварного шва, больший или равный 0,01 мм;
i - номер точки в сечении;
 - координата i-й точки линии поверхности сварного шва в j-м поперечном сечении измеренной при сканировании поверхности сварного шва;
- координата i-й точки линии поверхности сварного шва в j-м поперечном сечении измеренной при сканировании поверхности сварного шва;
Zi,j - координата i-й точки линии поверхности сварного шва в j-м поперечном сечении, полученная в результате численного решения уравнения равновесия межфазной поверхности, находящейся в любом пространственном положении под действием сил поверхностного натяжения и сил тяжести, при дополнительных условиях закрепления левой и правой границ поверхности сварного шва и постоянства площади поперечного сечения наплавленного материала внутри линии поверхности сварного шва, которая определяется расчетом по уравнению равновесия при дополнительных условиях для каждого поперечного сечения сварного шва, сформулированных в интегрально-дифференциальной системе уравнений следующего вида:




где L - общая длина линии формы эталона поверхности сварного шва в рассчитываемом сечении от точки отсчета до конечной точки, определяемая в процессе решения системы уравнений;
 - расстояние от начальной точки линии поверхности сварного шва до текущей расчетной точки, измеренное вдоль линии поверхности сварного шва;
- расстояние от начальной точки линии поверхности сварного шва до текущей расчетной точки, измеренное вдоль линии поверхности сварного шва;
τ - угол между касательной к линии поверхности сварного шва и линией перпендикулярной вектору гравитации (отвесной линией) в текущей расчетной точке;
 - шаг дифференцирования вдоль линии поверхности сварного шва;
- шаг дифференцирования вдоль линии поверхности сварного шва;
dλ - шаг интегрирования вдоль линии поверхности сварного шва;
δ - измеренный угол продольного наклона сварного шва, образованный между линией продольной оси сварного шва и линией перпендикулярной вектору гравитации (отвесной линией);
δ - измеренный угол поперечного наклона сварного шва, образованный между нормальной плоскостью сечения сварного шва и линией перпендикулярной вектору гравитации (отвесной линией);
(x, Z) - координаты текущей расчетной точки в прямоугольной декартовой системе координат, привязанной к плоскости сечения выпуклости сварного шва: начало координат - в крайней левой точке выпуклости, ось х - вдоль поверхности основного материала, ось Z - перпендикулярно поверхности материала;
к0 - кривизна формы выпуклости в начальной точке, определяемая в процессе решения системы;
где  - расстояние от начальной точки формы эталона поверхности сварного шва до текущей расчетной точки в рассчитываемом поперечном сечении сварного шва в криволинейной системе координат вдоль формы эталона поверхности сварного шва в рассчитываемом сечении;
- расстояние от начальной точки формы эталона поверхности сварного шва до текущей расчетной точки в рассчитываемом поперечном сечении сварного шва в криволинейной системе координат вдоль формы эталона поверхности сварного шва в рассчитываемом сечении;
τ - угол между касательной к форме эталона поверхности сварного шва в рассчитываемом поперечном сечении и линией горизонта в текущей расчетной точке;
 - шаг дифференцирования вдоль формы эталона поверхности сварного шва в рассчитываемом сечении;
- шаг дифференцирования вдоль формы эталона поверхности сварного шва в рассчитываемом сечении;
dτ - изменение угла τ на шаге дифференцирования;
где δ - продольный угол наклона формы эталона поверхности сварного шва в рассчитываемом сечении к горизонтальной плоскости;
ϕ - поперечный угол наклона формы эталона поверхности сварного шва в рассчитываемом сечении к горизонтальной плоскости;
Z0 - разность высот точки отчета и конечной точки формы эталона поверхности сварного шва в рассчитываемом сечении, относительно конечной точки;
dλ - шаг интегрирования вдоль формы эталона поверхности сварного шва в рассчитываемом сечении на интервале 

Где L - общая длина формы эталона поверхности сварного шва в рассчитываемом сечении от точки отсчета до конечной точки, определяемая в процессе решения системы уравнений;
ез - заданная нормативно технической документацией ширина формы эталона поверхности сварного шва в рассчитываемом сечении;
 - шаг интегрирования вдоль формы эталона поверхности сварного шва в рассчитываемом сечении на интервале
- шаг интегрирования вдоль формы эталона поверхности сварного шва в рассчитываемом сечении на интервале 
где S0з - площадь рассчитываемого сечения формы эталона поверхности сварного шва, заданная нормативно технической документацией;
(x, Z) - координаты текущей точки формы эталона поверхности сварного шва в рассчитываемом сечении в декартовой системе координат, привязанной к форме эталона поверхности сварного шва в рассчитываемом сечении определяются по уравнениям:


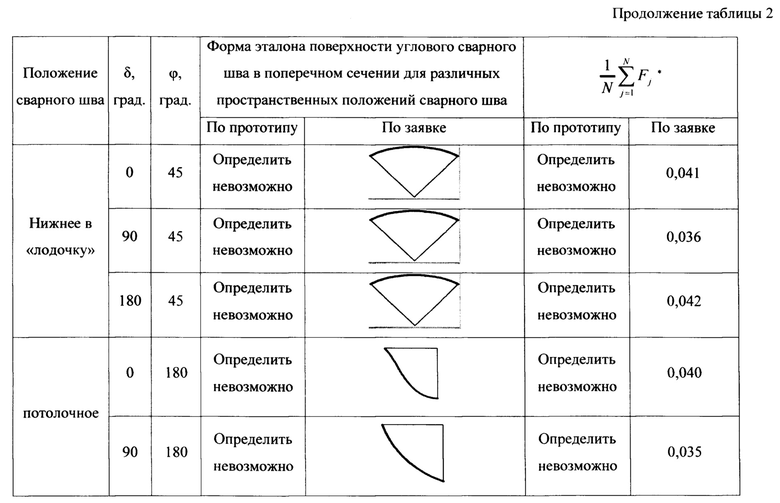
Результаты определения формы поверхности эталонов углового сварных швов для различных пространственных положений сварного шва Т1 по ГОСТ 5264-80 и минимальное значение несовпадения точек линии формы поперечного сечения поверхности сварного шва и точек линии формы эталона поперечного сечения сварного шва от фактических сварных швов приведены в таблице 2.
Определить форму поверхности эталона углового сварного шва в рассчитываемом сечении для различных пространственных положений углового сварного шва Т1 по ГОСТ 5264-80 по прототипу не возможно.
 - приведенная сумма минимальных значений Fj по всем просканированным сечениям сварного шва. N = - количество просканировнных поперечных сечений сварного шва
- приведенная сумма минимальных значений Fj по всем просканированным сечениям сварного шва. N = - количество просканировнных поперечных сечений сварного шва
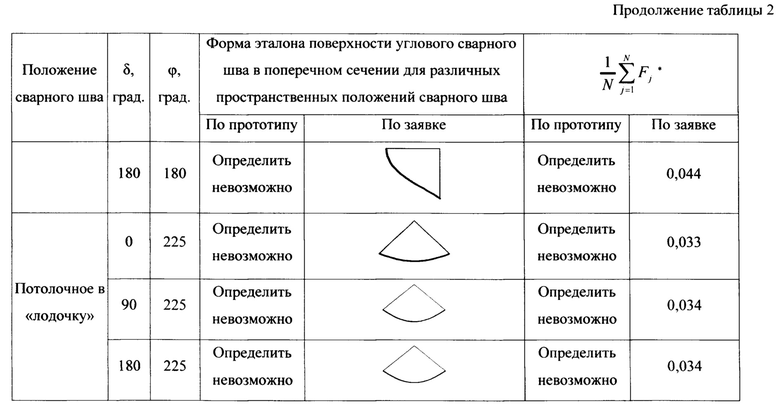
Форму поверхности эталона углового сварного шва в различных пространственных положениях, определить по способу, изложенному в прототипе невозможно, а форма поверхности эталона стыкового сварного шва в различных пространственных положениях, определенная по способу, изложенному в прототипе менее точна, чем по заявляемому способу, что подтверждают значения критерия  (см. табл. 1).
(см. табл. 1).
Таким образом, вышеизложенные сведения свидетельствуют о выполнении при использовании заявляемого изобретения необходимой совокупности условий:
способ, воплощающий заявленное изобретение при его осуществлении, позволяет определять формы поверхности эталона не только стыковых, но и угловых сварных швов в различных пространственных положениях.
для заявляемого изобретения в том виде, как оно охарактеризовано в формуле изобретения, подтверждена возможность его осуществления с помощью вышеописанных в заявке или известных до даты приоритета средств и методов;
средство, воплощающее заявленное изобретение при его осуществлении, способно обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, заявленное изобретение соответствует требованию "промышленная применимость" по действующему законодательству.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОЦЕНКИ КВАЛИФИКАЦИИ СВАРЩИКА | 2014 |
|
RU2569276C2 |
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА ПОВЕРХНОСТИ СВАРНОГО ШВА | 2013 |
|
RU2550979C2 |
| Способ прослеживания и ранжирования квалификации сварщиков | 2020 |
|
RU2763708C1 |
| Способ калибровки лазерного сканера, предназначенного для оценки качества поверхности сварного шва | 2023 |
|
RU2821171C1 |
| Мобильный сканер для определения качества поверхности сварного шва | 2016 |
|
RU2644617C2 |
| СПОСОБ ИДЕНТИФИКАЦИИ СВАРНОГО ШВА | 2023 |
|
RU2827116C1 |
| УСТРОЙСТВО ДЛЯ ОЦЕНКИ КАЧЕСТВА СВАРНОГО ШВА | 2013 |
|
RU2550673C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПЛОЩАДИ ПРОПЛАВЛЕНИЯ ОСНОВНОГО МЕТАЛЛА ПРИ ДУГОВОЙ СВАРКЕ | 2018 |
|
RU2704676C1 |
| Способ регулирования глубины проплавления при дуговой автоматической сварке | 2019 |
|
RU2735847C1 |
| Способ регулирования глубины проплавления при дуговой автоматической сварке | 2018 |
|
RU2691824C1 |
Изобретение относится к области сварки и может быть использовано при проведении измерительного контроля качества сварных швов, а также при оценке квалификации сварщиков, качества сварочных материалов и сварочного оборудования. Способ определения формы эталона поверхности сварного шва осуществляют путем сканирования лазерным триангулярным датчиком поверхности сварного соединения. В каждом поперечном сечении измеряют высоту и ширину сварного шва. По измеренным значениям высоты и ширины определяют капиллярную постоянную расплавленного материала с последующим вычислением формы эталона поверхности как стыкового, так и углового сварного шва в любом пространственном положении по заданным нормативной документацией размерам высоты, ширины и площади сварного шва. 2 табл.
Способ определения формы эталона поверхности сварного шва, включающий сканирование поверхности сварного соединения, распознавание границ сварного шва, определение высоты, ширины сварного шва и формы эталона поверхности сварного шва, находящегося в любом пространственном положении под действием сил поверхностного натяжения и сил тяжести, при дополнительных условиях закрепления левой и правой границ выпуклости сварного шва, отличающийся тем, что для сварного шва, выполненного в любом пространственном положении, форму эталона поверхности стыкового или углового сварного шва определяют по следующему уравнению:
где k - кривизна формы эталона поверхности сварного шва в каждой точке рассчитываемого поперечного сечения;
Р0 - избыточное давление расплавленного материала под межфазной формой эталона поверхности сварного шва в начальной точке отсчета в сечении;
h - высота эталона над точкой отсчета, зависящая от формы и угла наклона эталона поверхности сварного шва в сечении;
а k - капиллярная постоянная, значение которой определяют как среднее арифметическое значение измеренных координат точек линий формы поперечных сечений поверхности сварного шва во всех просканированных поперечных сечениях сварного шва, выполненных в любом пространственном положении, по системе уравнений
где аk - среднее значение капиллярной постоянной материала сварного шва;
N=Lw/dLw+1 — количество измеренных поперечных сечений сварного шва с шагом измерения dLw большим или равным 0,1 мм;
Lw - длина сварного шва;
j - номер измеренного поперечного сечения сварного шва;
a k(j) - значение капиллярной постоянной материала сварного шва в j-м поперечном сечении, при котором несовпадение точек линии формы поперечного сечения поверхности сварного шва и точек расчетной линии формы поперечного сечения межфазной поверхности, полученной из уравнения равновесия межфазной поверхности, находящейся под действием сил межфазного натяжения и сил тяжести, соответствует минимальному значению критерия Fj для j-го поперечного сечения, вычисленному по формуле
где М=eu/dx - количество измеренных точек в каждом поперечном сечении поверхности сварного шва;
еu - измеренная ширина сварного шва в поперечном сечении;
dx - шаг измерения высоты линии поверхности поперечного сечения сварного шва, больший или равный 0,01 мм;
i - номер точки в сечении;
 - координата i-й точки линии поверхности сварного шва в j-м поперечном сечении измеренной при сканировании поверхности сварного шва;
- координата i-й точки линии поверхности сварного шва в j-м поперечном сечении измеренной при сканировании поверхности сварного шва;
Zi,j - координата i-й точки линии поверхности сварного шва в j-м поперечном сечении, полученная в результате численного решения уравнения равновесия межфазной поверхности, находящейся в любом пространственном положении под действием сил поверхностного натяжения и сил тяжести, при дополнительных условиях закрепления левой и правой границ поверхности сварного шва и постоянства площади поперечного сечения наплавленного материала внутри линии поверхности сварного шва, которая определяется расчетом по уравнению равновесия при дополнительных условиях для каждого поперечного сечения сварного шва, сформулированных в интегрально-дифференциальной системе уравнений следующего вида:




где L - общая длина линии формы эталона поверхности сварного шва в рассчитываемом сечении от точки отсчета до конечной точки;
l - расстояние от начальной точки линии поверхности сварного шва до текущей расчетной точки, измеренное вдоль линии поверхности сварного шва;
τ - угол между касательной к линии поверхности сварного шва и линией перпендикулярной вектору гравитации в текущей расчетной точке;
dl - шаг дифференцирования вдоль линии поверхности сварного шва;
dλ - шаг интегрирования вдоль линии поверхности сварного шва;
δ - измеренный угол продольного наклона сварного шва, образованный между линией продольной оси сварного шва и линией, перпендикулярной вектору гравитации;
ϕ - измеренный угол поперечного наклона сварного шва, образованный между нормальной плоскостью сечения сварного шва и линией, перпендикулярной вектору гравитации;
(x, Z) - координаты текущей расчетной точки в прямоугольной декартовой системе координат, привязанной к плоскости сечения выпуклости сварного шва: начало координат - в крайней левой точке выпуклости, ось х - вдоль поверхности основного материала, ось Z - перпендикулярно поверхности материала;
к0 - кривизна формы выпуклости в начальной точке;
еu - измеренная ширина сварного шва в поперечном сечении;
S0u - измеренная площадь поперечного сечения наплавленного материала сварного шва,
где l - расстояние от начальной точки формы эталона поверхности сварного шва до текущей расчетной точки в рассчитываемом поперечном сечении сварного шва в криволинейной системе координат вдоль формы эталона поверхности сварного шва в рассчитываемом сечении;
τ - угол между касательной к форме эталона поверхности сварного шва в рассчитываемом поперечном сечении и линией горизонта в текущей расчетной точке;
dl - шаг дифференцирования вдоль формы эталона поверхности сварного шва в рассчитываемом сечении;
dτ - изменение угла τ на шаге дифференцирования;
где δ - продольный угол наклона формы эталона поверхности сварного шва в рассчитываемом сечении к горизонтальной плоскости;
ϕ - поперечный угол наклона формы эталона поверхности сварного шва в рассчитываемом сечении к горизонтальной плоскости;
Z0 - разность высот точки отчета и конечной точки формы эталона поверхности сварного шва в рассчитываемом сечении, относительно конечной точки;
dλ - шаг интегрирования вдоль формы эталона поверхности сварного шва в рассчитываемом сечении на интервале 
где L - общая длина формы эталона поверхности сварного шва в рассчитываемом сечении от точки отсчета до конечной точки;
ез - заданная нормативно-технической документацией ширина формы эталона поверхности сварного шва в рассчитываемом сечении;
 - шаг интегрирования вдоль формы эталона поверхности сварного шва в рассчитываемом сечении на интервале
- шаг интегрирования вдоль формы эталона поверхности сварного шва в рассчитываемом сечении на интервале 
где S0з - площадь рассчитываемого сечения формы эталона поверхности сварного шва, заданная нормативно-технической документацией;
(x, Z) - координаты текущей точки формы эталона поверхности сварного шва в рассчитываемом сечении в декартовой системе координат, привязанной к форме эталона поверхности сварного шва в рассчитываемом сечении, которые определяют по уравнениям


| СПОСОБ КОНТРОЛЯ КАЧЕСТВА ПОВЕРХНОСТИ СВАРНОГО ШВА | 2013 |
|
RU2550979C2 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ СВАРНЫХ СТЫКОВЫХ ШВОВ | 2002 |
|
RU2205366C1 |
| ШАБЛОН В.Г.ДЕМЧУКА ДЛЯ ИЗМЕРЕНИЯ ГЕОМЕТРИЧЕСКИХ РАЗМЕРОВ СВАРНЫХ ШВОВ СОЕДИНЕНИЙ | 1991 |
|
RU2032140C1 |
| ЗАМЕРА ШВОВ И РАЗДЕЛКИ КРОМОК | 0 |
|
SU355474A1 |
| US 8365429 B2, 05.02.2013. | |||

