Изобретение относится к съемным устройствам для крепления, поддерживания или установки в рабочее положение обрабатываемых деталей и может применяться как на универсальных металлорежущих станках, так и в составе обрабатывающих центров, оснащенных системами числового программного управления.
Из уровня техники известно приспособление для установки и зажима деталей (SU804346A1, МПК5 B23Q 3/00, опубл. 15.02.1981), содержащее корпус в виде призмы и прижим, при этом приспособление снабжено основанием, на котором корпус установлен с возможностью углового перемещения посредством введенного в приспособление упорного винта, а прижим выполнен в виде двуплечего рычага.
Недостатком известного технического решения является его низкая технологичность, вследствие использования в конструкции приспособления большого числа подвижных деталей.
Наиболее близким к заявленному изобретению техническим решением и выбранным в качестве прототипа, является универсальное приспособление для установки деталей на станках с ЧПУ (SU1440660A1, МПК B23Q 3/00, опубл. 30.11.1988), которое содержит базовую плиту с сеткой координатных и крепежных отверстий и базирующие упоры. Дополнительно приспособление снабжено размещенной на базовой плите накладкой с сеткой отверстий, соосных с координатными и крепежными отверстиями базовой плиты, при этом базирующие упоры выполнены в виде цилиндрических пальцев с многогранными лысками, предназначенными для взаимодействия с введенными в приспособление технологическими штифтами, причем цилиндрические пальцы закреплены в координатных отверстиях базовой плиты.
Недостатком известного приспособления является отсутствие в его конструкции узлов, позволяющих автоматизировать процесс базирования и закрепления обрабатываемой детали.
Технической задачей, на решение которой направлено заявленное изобретение, является уменьшение времени установки обрабатываемой детали на станину металлорежущего станка.
Указанная задача решена тем, что приспособление для крепления обрабатываемых деталей на металлорежущих станках содержит плиту с двумя продольными Т-образными пазами, в которых на штифтах, закрепляемых резьбовым соединением в сухарях, установлены два подвижных призматических упора. Отличает приспособление от известных аналогов то, что в плите приспособления выполнены две продольных изолированных друг от друга пневмолинии, с возможностью подключения к ним вакуумного насоса, при этом выходы каналов пневмолиний расположены на верхнем торце плиты, а входы пневмолиний находятся на ее боковых поверхностях и снабжены штуцерами. Призматические упоры снабжены контактными датчиками, выходы которых электрически соединены с измерительными входами блока управления, закрепленного на плите, а силовой выход упомянутого блока выполнен с возможностью его подключения к электродвигателю вакуумного насоса. Блок управления дополнительно содержит клавиши переключения режимов работы приспособления и модуль индикации.
Положительным техническим результатом, обеспечиваемым раскрытой выше совокупностью конструктивных признаков приспособления, является сокращение подготовительно-заключительного времени изготовления, преимущественно, корпусных деталей, за счет применения в конструкции устройства призматических упоров, снабженных контактными датчиками. Дополнительным техническим результатом является возможность автоматизации базирования и закрепления заготовки, за счет применения блока управления, выполненного с возможностью управления электродвигателем вакуумного насоса, что позволяет автоматически активировать насос после касания боковыми поверхностями обрабатываемой детали контактных датчиков.
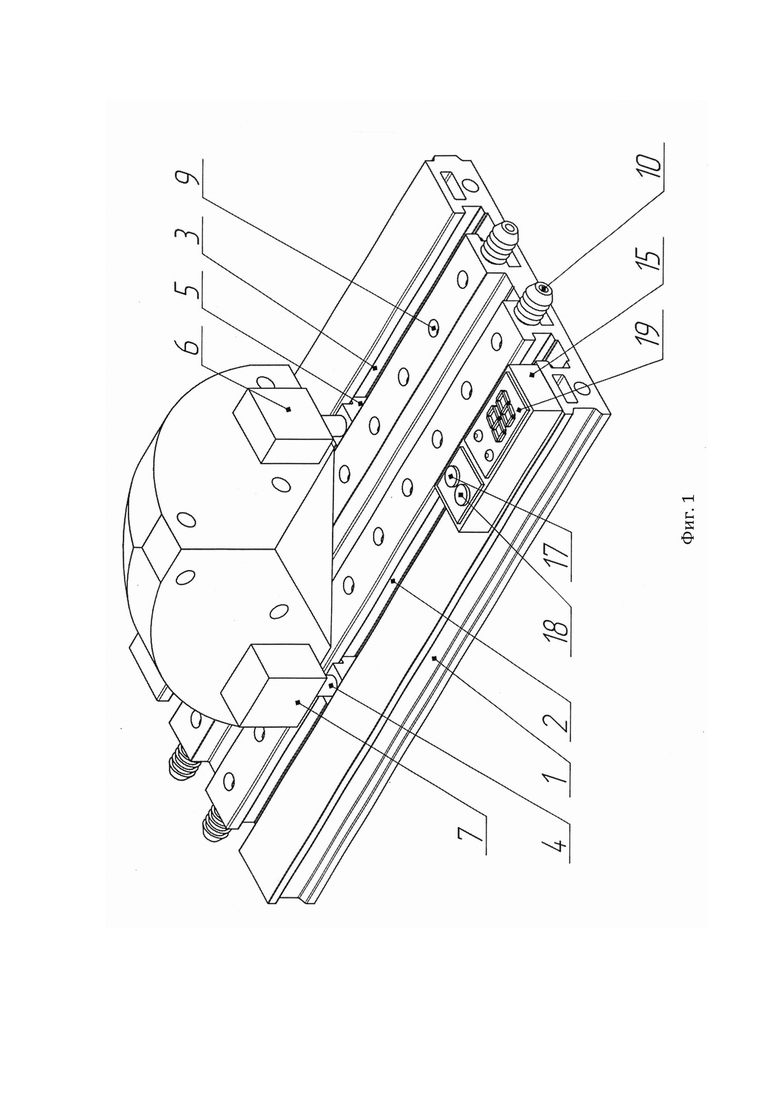
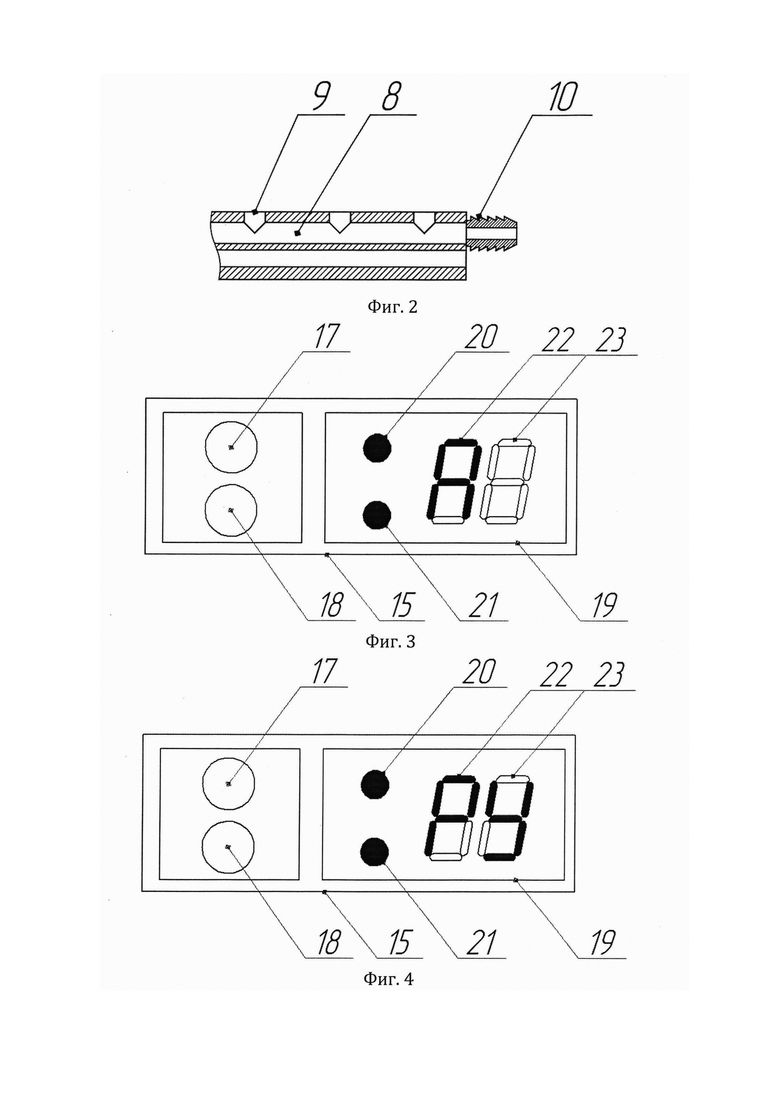
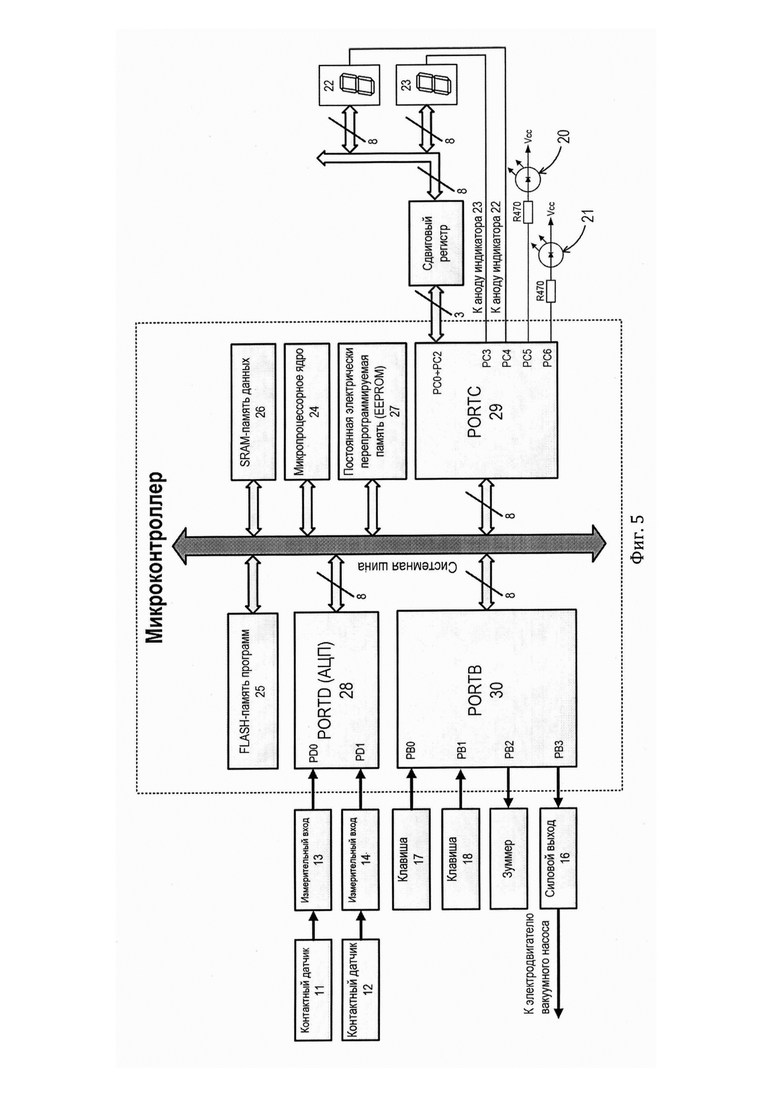
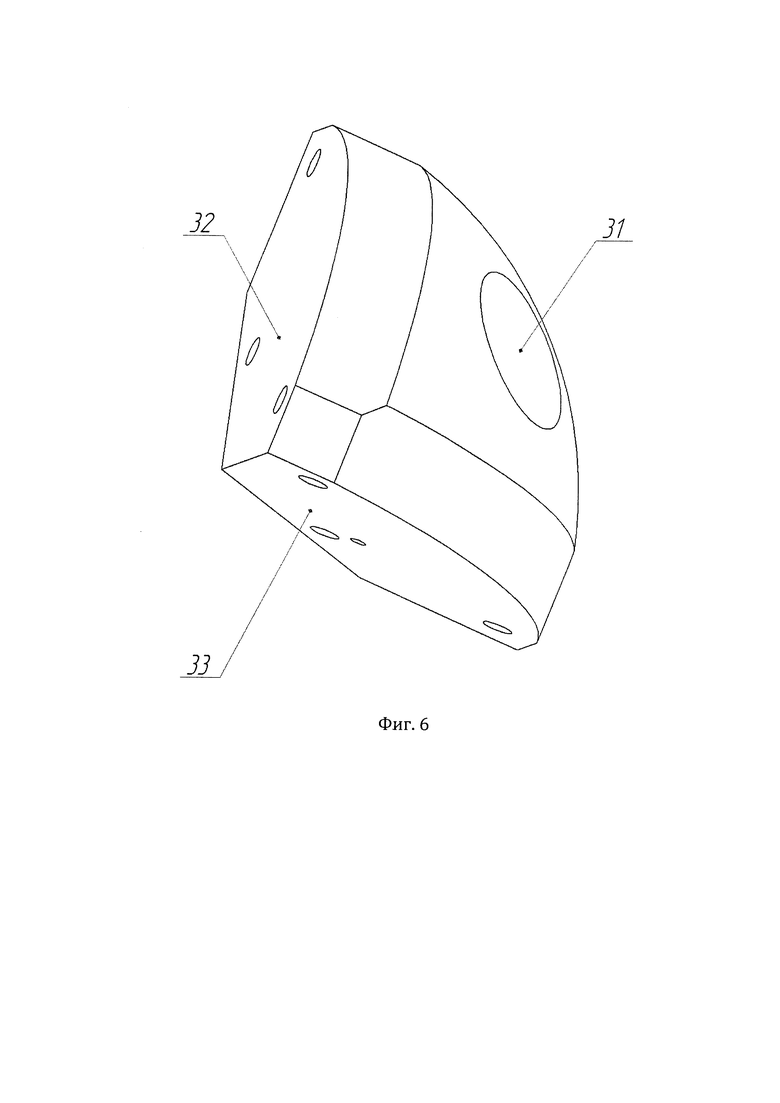
Конструкция приспособления поясняется чертежами, где на фиг. 1 показан внешний вид приспособления в изометрии с установленной на нем деталью типа «пуансон»; на фиг. 2 показана Т-образная плита в разрезе; на фиг. 3 показан внешний вид модуля индикации в автоматическом режиме работы блока управления; на фиг. 4 показан внешний вид модуля индикации в ручном режиме работы блока управления; на фиг. 5 показана упрощенная структурная схема блока управления; на фиг. 6 показана деталь типа «пуансон», для установки и базирования которой может быть использовано приспособление.
Приспособление для крепления обрабатываемых деталей на металлорежущих станках имеет следующую конструкцию.
Его основой является плита 1 с двумя продольными Т-образными пазами 2 и 3, в которых на штифтах 4, закрепляемых резьбовым соединением в сухарях 5, установлены два подвижных призматических упора 6 и 7. В плите приспособления выполнены две продольных изолированных друг от друга пневмолиний 8, с возможностью подключения к ним вакуумного насоса (на фигурах условно не показан), при этом выходы 9 каналов пневмолиний расположены на верхнем торце плиты, а входы пневмолиний находятся на ее боковых поверхностях и снабжены штуцерами 10. Призматические упоры 6 и 7 снабжены контактными датчиками 11 и 12, выходы которых электрически соединены с измерительными входами 13 и 14 блока управления 15, закрепленного на плите 1, а силовой выход 16 упомянутого блока выполнен с возможностью его подключения к электродвигателю вакуумного насоса. Блок управления дополнительно содержит клавиши переключения режимов работы приспособления 17, 18 и модуль индикации 19, выполненный на основе двух светодиодов 20 и 21 и двух семисегментных индикаторов 22 и 23.
В качестве контактных датчиков 11 и 12 могут быть использованы концевые индуктивные датчики, например модели TL-W1R5MC11. (1 Датчик приближения TL-W1R5MC1 // CNC Technology. URL: https://cnc-tehnologi.ru/datchiki-kontsevye/datchik-priblizheniya-tl-w1r5mc1 (дата обращения: 11.09.2019).
2 8-битные микроконтроллеры STM8 // Компэл. URL: https://www.compel.ru/lib/93439 (дата обращения: 11.09.2019).
Блок управления 15 может быть выполнен на основе любого известного восьми- или тридцатидвухразрядного микроконтроллера в индустриальном исполнении (диапазон рабочих температур от -60°С до +85°С), в качестве которого целесообразно применить микросхему на ядре STM8 или STM322. Ниже приведен пример варианта реализации блока управления с использованием микросхемы STM8L152.
Микроконтроллер содержит микропроцессорное ядро 24, соединенное общей системной шиной с FLASH-памятью программ 25, SRAM-памятью данных 26, постоянной электрически перепрограммируемой памятью ЭСППЗУ (EEPROM) 27, многоканальным аналого-цифровым преобразователем АЦП (ADC) 28, первым и вторым универсальными восьмиразрядными двунаправленными портами ввода-вывода 29 и 30 (остальные порты микросхемы не применяются и могут быть использованы для расширения функциональных возможностей блока управления).
При этом к первому и второму каналу PD0÷PD1 аналого-цифрового преобразователя 28 (альтернативная функция порта D) через операционные усилители подключены измерительные входы 13 и 14 блока управления 15.
Три линии РС0÷РС2 первого порта ввода-вывода (PORTC) подключены к входам сдвигового регистра, выполненного, например, на микросхеме 74НС595 или ее отечественном аналоге, выходы которой подключены к сегментам индикаторов, обеспечивая формирование символов. Две линии РС3÷РС4 подключены через транзисторы к анодам индикаторов 22 и 23, обеспечивающих их включение, а две линии РС5÷РС6 - к первому и второму светодиодам 20 и 21.
К двум линиям РВ0÷PB1 второго порта ввода-вывода (PORTB) подключены клавиши переключения режимов работы приспособления 17 и 18, к линии порта РВ2 подключен зуммер, а линия РВ3 подключена к силовому выходу 16 блока управления, выполненному на основе транзисторного ключа.
Приспособление для крепления обрабатываемых деталей на металлорежущих станках применяют следующим образом.
Первоначально его устанавливают на станине станка и закрепляют. К штуцерам 10 пневмолиний 8 посредством гибких шлангов подключают вакуумный насос, а в Т-образные пазы 2 и 3 устанавливают подвижные призматические упоры 6 и 7 в положения, необходимые для базирования и фиксирования обрабатываемой детали, а затем закрепляют их с помощью сухарей 4. Выходы контактных датчиков 11 и 12 подключают к измерительным входам 13 и 14 блока управления 15, а его силовой выход 16 подключают к электродвигателю вакуумного насоса. После выполнения описанных выше операций приспособление готово к работе.
Далее рассмотрим пример использования приспособления для обработки детали типа «пуансон» (фиг. 6). Из приведенных чертежей видно, что рабочая поверхность 31 пуансона представляет собой сложную криволинейную поверхность, которую целесообразно обрабатывать фрезерованием на трех- или пятикоординатном обрабатывающем центре с ЧПУ. При этом направляющие поверхности пуансона 32 и 33 являются плоскими, образуют между собой угол 90° и могут использоваться для базирования обрабатываемой детали на приспособлении.
Для выполнения базирования и фиксации обрабатываемой детали на станке ее устанавливают на плиту 1 в удалении от упоров 2 и 3, затем включает блок управления 15, активирует ручной (одно нажатие на клавишу 17) или автоматический (двойное нажатие на клавишу 17) режим работы приспособления. При этом в первом случае на семисегментных индикаторах 22 и 23 модуля индикации 19 отобразится символы «РУ» (фиг. 3), а во втором - символ «А» (фиг. 4). Затем начинают придвигать обрабатываемую деталь к упорам. В это время микропроцессорное ядро 24 микроконтроллера на основе управляющей программы, записанной во FLASH-памяти 25, производит циклический опрос контактных датчиков 11 и 12, сигналы от которых поступают на линии PD0÷PD1 порта D, работающего в режиме аналого-цифрового преобразователя.
После определения момента касания боковыми поверхностями обрабатываемой детали контактных датчиков 11 и 12, в соответствии с управляющей программой микроконтроллером включаются светодиоды 20 и 21, а также подается предупреждающий сигнал с помощью зуммера. Далее, в случае если был выбран автоматический режим работы приспособления, микроконтроллер начнет обратный отсчет временного интервала задержки до автоматической фиксации обрабатываемой детали, выводя оставшееся до включения электродвигателя вакуумного насоса время на семисегментные индикаторы 22 и 23. Если до истечения интервала времени контакт поверхностей детали и контактных датчиков не прервется, микроконтроллер подает управляющий сигнал на включение электродвигателя вакуумного насоса через силовой выход 16. Временной интервал задержки является настраиваемым, его значение хранится в памяти EEPROM 27 микроконтроллера и может быть изменено. В случае выбора ручного режима работы приспособления электродвигатель вакуумного насоса включают вручную однократным нажатием клавиши 18.
После включения вакуумного насоса обрабатываемая деталь надежно фиксируется и готова к началу технологического процесса фрезерования. После окончания процесса обработки детали вакуумный насос отключают однократным нажатием на клавишу 18, после чего снимают деталь с приспособления.
| название | год | авторы | номер документа |
|---|---|---|---|
| Мобильный расточной станок | 2020 |
|
RU2753848C1 |
| ЛАБОРАТОРНАЯ УСТАНОВКА ДЛЯ ДИСПЕРГИРОВАНИЯ ТЕКУЧИХ ЭМУЛЬСИЙ И СУСПЕНЗИЙ | 2018 |
|
RU2681624C1 |
| Станок для точения фланцев | 2021 |
|
RU2780213C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ УГЛОВ | 2021 |
|
RU2768504C1 |
| АГРЕГАТНЫЙ СТАНОК С ЧПУ | 1991 |
|
RU2080974C1 |
| СПОСОБ ФИКСАЦИИ НЕЖЕСТКОЙ ЗАГОТОВКИ СЛОЖНОГО ПРОФИЛЯ И ПРИСПОСОБЛЕНИЕ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2018 |
|
RU2701815C1 |
| Способ определения угла заточки ножей с помощью инклинометра | 2023 |
|
RU2797338C1 |
| МОБИЛЬНЫЙ НАПЛАВОЧНЫЙ КОМПЛЕКС «САРМАТ НК 450» | 2021 |
|
RU2773541C1 |
| ЛАБОРАТОРНАЯ УСТАНОВКА ДЛЯ ОТРАБОТКИ РЕЖИМОВ СИНТЕЗА НАДМОЛОЧНОЙ КИСЛОТЫ | 2021 |
|
RU2765006C1 |
| Металлорежущий станок для обработки отверстия ступицы железнодорожных колес | 2023 |
|
RU2809883C1 |
Изобретение относится к конструкции устройств, используемых для крепления, поддерживания или установки в рабочее положение обрабатываемых деталей на металлорежущем станке. Приспособление содержит плиту с двумя продольными Т-образными пазами и два подвижных призматических упора, которые посредством резьбовых соединений на штифтах установлены на сухарях, расположенных с возможностью перемещения в упомянутых пазах. При этом в плите выполнены две продольные изолированные друг от друга пневмолинии с возможностью подключения к ним вакуумного насоса, при этом выходы каналов пневмолиний расположены на верхнем торце плиты, причем призматические упоры снабжены контактными датчиками, соединенными с блоком управления, силовой выход которого выполнен с возможностью подключения к электродвигателю вакуумного насоса. Использование изобретения позволяет ускорить установку обрабатываемой детали на металлорежущем станке. 3 з.п.ф-лы, 6 ил.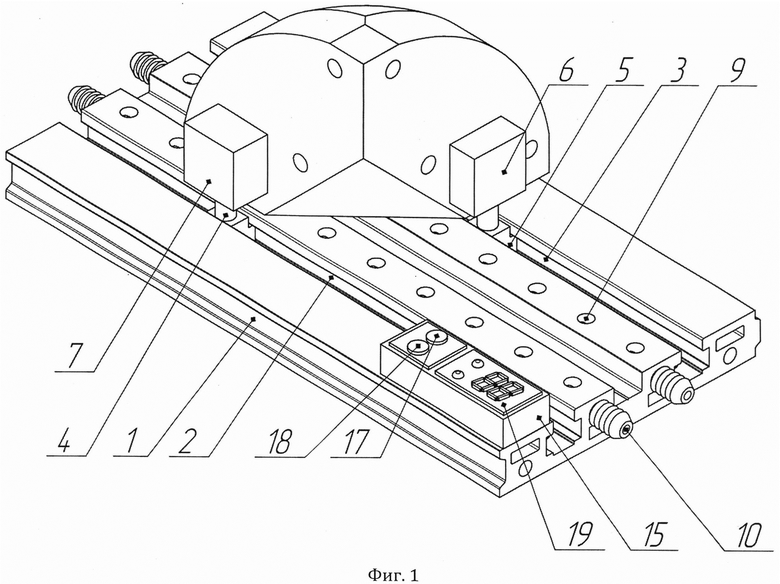
1. Приспособление для крепления обрабатываемой детали на металлорежущем станке, содержащее плиту с двумя продольными Т-образными пазами и два подвижных призматических упора, которые посредством резьбовых соединений на штифтах установлены на сухарях, расположенных с возможностью перемещения в упомянутых пазах, отличающееся тем, что в плите выполнены две продольные изолированные друг от друга пневмолинии с возможностью подключения к ним вакуумного насоса, при этом выходы каналов пневмолиний расположены на верхнем торце плиты, а входы пневмолиний, снабженные штуцерами, расположены на боковых поверхностях плиты, причем призматические упоры снабжены контактными датчиками, выходы которых электрически соединены с измерительными входами блока управления, закрепленного на плите, а силовой выход упомянутого блока выполнен с возможностью его подключения к электродвигателю вакуумного насоса, при этом блок управления дополнительно содержит клавиши переключения режимов работы приспособления и модуль индикации.
2. Приспособление по п. 1, отличающееся тем, что модуль индикации включает в себя два светодиода и два семисегментных индикатора.
3. Приспособление по п. 1, отличающееся тем, что блок управления выполнен на основе восьмиразрядного микроконтроллера, содержащего микропроцессорное ядро, соединенное общей системной шиной с FLASH-памятью программ, SRAM-памятью данных, постоянной электрически перепрограммируемой памятью EEPROM, многоканальным аналого-цифровым преобразователем, первым и вторым универсальными восьмиразрядными двунаправленными портами ввода-вывода.
4. Приспособление по п. 3, отличающееся тем, что микроконтроллер выполнен в виде микросхемы STM8L152.
| Универсальное приспособление для установки деталей на станках с ЧПУ | 1987 |
|
SU1440660A1 |
| Устройство для закрепления деталей | 1980 |
|
SU901017A1 |
| Приспособление для базирования и зажима деталей | 1990 |
|
SU1815152A1 |
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ И ЗАКРЕПЛЕНИЯ ДЕТАЛЕЙ (ВАРИАНТЫ) | 2003 |
|
RU2242349C2 |
| Способ очистки капролактама | 1961 |
|
SU144602A1 |
| US 4738438 A, 19.04.1988 | |||
| US 4299377 A, 10.11.1981. | |||

