А А
SS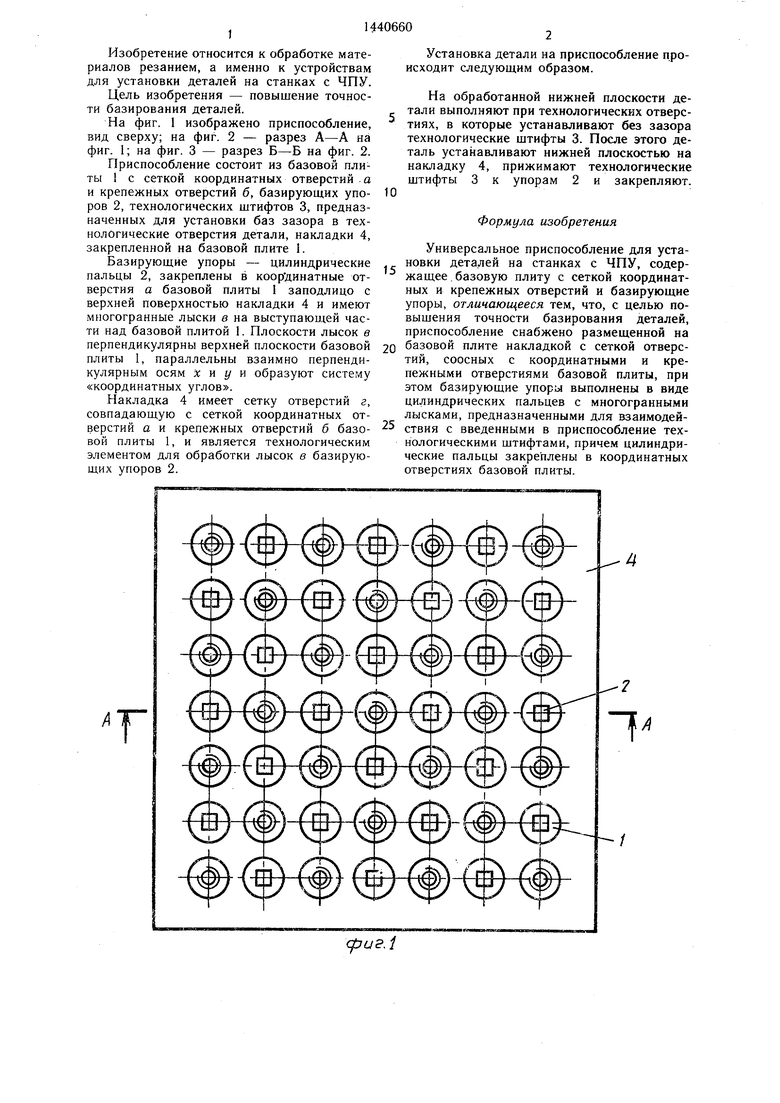
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРИСПОСОБЛЕНИЕ ДЛЯ КРЕПЛЕНИЯ ОБРАБАТЫВАЕМЫХ ДЕТАЛЕЙ НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ | 2019 |
|
RU2718035C1 |
| Гибкий производственный модуль | 1990 |
|
SU1824287A1 |
| Устройство для установки детали | 1989 |
|
SU1689015A1 |
| Способ настройки станка с программным управлением | 1984 |
|
SU1238944A1 |
| Устройство для базирования обрабатываемых деталей | 1976 |
|
SU604658A1 |
| СТАНОК ДЛЯ ЗАВИНЧИВАНИЯ ШПИЛЕК | 2001 |
|
RU2197368C2 |
| Универсальное сборно-разборное приспособление | 1990 |
|
SU1773670A1 |
| Гибкий производственный модуль | 1988 |
|
SU1593915A1 |
| Базовая плита универсально-наладочного приспособления к станкам с чпу | 1980 |
|
SU887120A1 |
| Устройство для установки деталей | 1986 |
|
SU1425027A1 |
Изобретение ОТРОСИТСЯ к обработке материалов резанием, а именно ( устройствам для установки деталей на станках с ЧПУ, и позволяет повысить точность базиро Екия детзлсь. Hs базе :;тй плнте 1 с сет- хой коорд;- катнь;;; а ь крепех ;;ых б отверстий размещена чахладха 4 с сеткой от- версти , соосных отверстиям а и б. В плкте I закреплены за;;р ссовкой цилиндрические пальцы - базирующие упоры 2 с мкогогран- нымк лыскал:к 3, предназначенными для взаимодействий с технологическими штифтами 3. В детали изготавливаются технологические отверст1;я длк размещения штифтов. После разм.щения в детали штифтов она устанав.-нзается на накладку 4 таким образом, чтобь; штифты вз : модействовалк с соответствующими .лыскагг : в г 2, после :.го деталь за оепляетсв. 3 ил.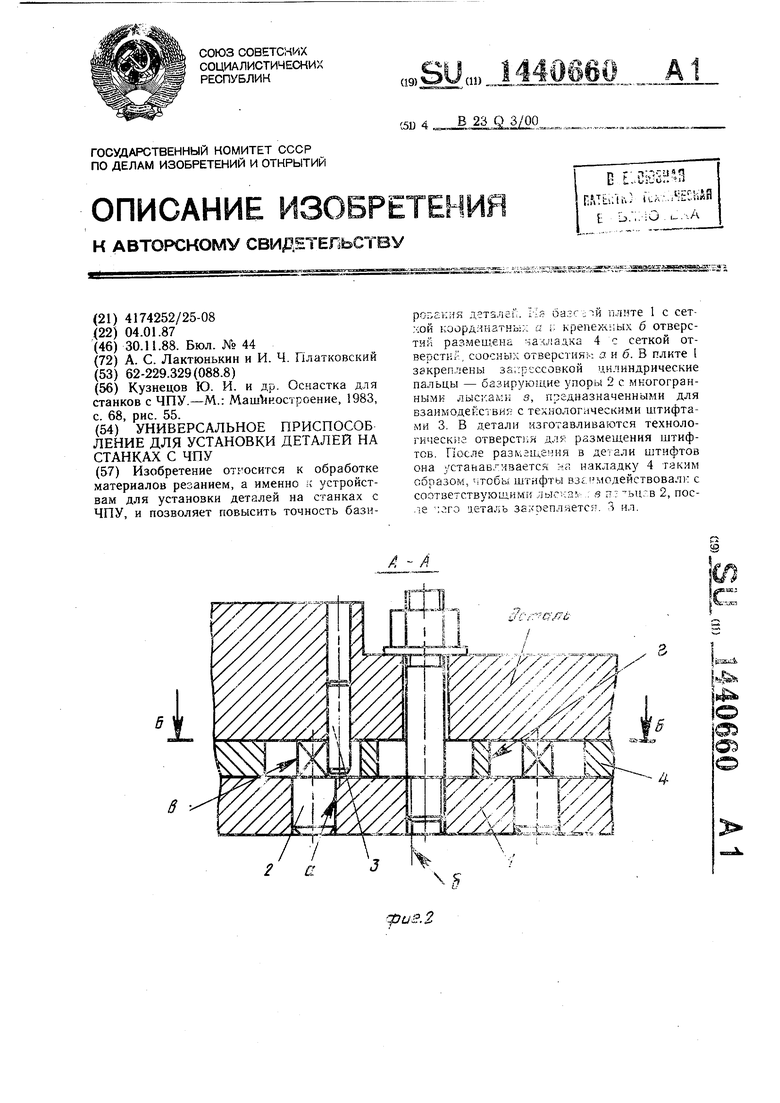
Фие.2
Изобретение относится к обработке материалов резанием, а именно к устройствам для установки деталей на станках с ЧПУ.
Цель изобретения - повышение точности базирования деталей.
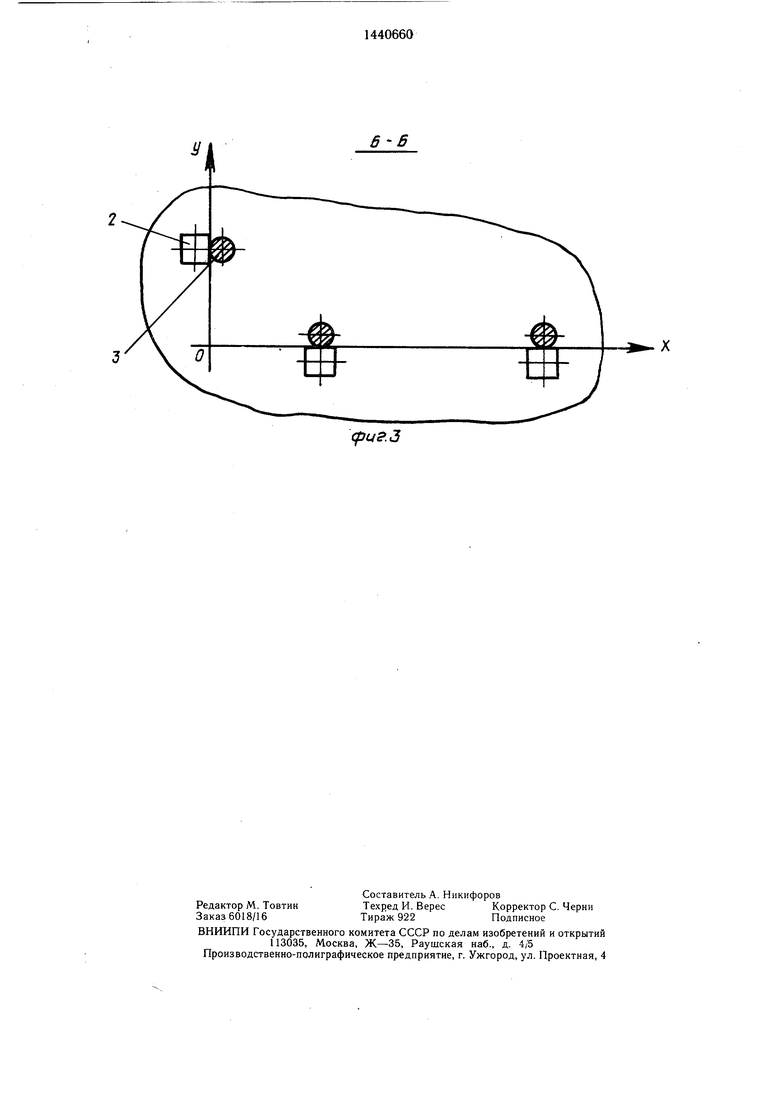
На фиг. 1 изображено приспособление, вид сверху; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2.
Приспособление состоит из базовой плиты с сеткой координатных отверстий .а и крепежных отверстий б, базирующих упоров 2, технологических штифтов 3, предназначенных для установки баз зазора в технологические отверстия детали, накладки 4, закрепленной на базовой плите I.
Базирующие упоры - цилиндрические
10
Установка детали на приспособление происходит следующим образом.
На обработанной нижней плоскости детали выполняют при технологических отверстиях, в которые устанавливают без зазора технологические штифты 3. После этого деталь устанавливают нижней плоскостью на накладку 4, прижимают технологические штифты 3 к упорам 2 и закрепляют.
Формула изобретения
Универсальное приспособление для установки деталей на станках с ЧПУ, содерUClO pJ lULUnV. Jf IlVypOlU.ri./inn/J pri -l V n.riV,j - iivi-ui. 1 v-ji j.iv« i iu iibWj-L АЛ.Л.(/, - - f пальцы 2, закреплены в коор динатные от-жащее, базовую плиту с сеткой координатверстия а базовой плиты 1 заподлицо с верхней поверхностью накладки 4 и имеют многогранные лыски в на выступающей части над базовой плитой 1. Плоскости лысок в
ных и крепежных отверстий и базирующие упоры, отличающееся тем, что, с целью повышения точности базирования деталей, приспособление снабжено размещенной на
перпендикулярны верхней плоскости базовой20 базовой плите накладкой с сеткой отверсплиты 1, параллельны взаимно перпенди-тий, соосных с координатными и крекулярным осям и; и J/ и образуют системунежными отверстиями базовой плиты, при
«координатных углов.этом базирующие упоры выполнены в виде
Накладка 4 имеет сетку отверстий г,ци.линдрических пальцев с многогранными
совпадающую с сеткой координатных от-лысками, предназначенными для взаимодейверстий а и крепежных отверстий б базо- ствия с введенными в приспособление техвой плиты 1, и является технологическимнологическими штифтами, причем цилиндриэлементом для обработки лысок в базирую-ческие пальцы закреплены в координатных
щих упоров 2.отверстиях базовой плиты.
Установка детали на приспособление происходит следующим образом.
На обработанной нижней плоскости детали выполняют при технологических отверстиях, в которые устанавливают без зазора технологические штифты 3. После этого деталь устанавливают нижней плоскостью на накладку 4, прижимают технологические штифты 3 к упорам 2 и закрепляют.
Формула изобретения
Универсальное приспособление для установки деталей на станках с ЧПУ, содерiivi-ui. 1 v-ji j.iv« i iu iibWj-L АЛ.Л.(/, - - f жащее, базовую плиту с сеткой координатжащее, базовую плиту с сеткой координатных и крепежных отверстий и базирующие упоры, отличающееся тем, что, с целью повышения точности базирования деталей, приспособление снабжено размещенной на
базовой плите накладкой с сеткой отверс 2
9 6/р. /
дзигЗ
| Кузнецов Ю | |||
| И | |||
| и др | |||
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| Способ получения смеси хлоргидратов опийных алкалоидов (пантопона) из опийных вытяжек с любым содержанием морфия | 1921 |
|
SU68A1 |
| Устройство двукратного усилителя с катодными лампами | 1920 |
|
SU55A1 |
