Изобретение относится к прокатному производству, в частности, к тонколистовой горячей прокатке в клетях с осевой сдвижкой рабочих валков.
Цель изобретения - повышение качества горячекатаных полос за счет компенсации прикромочного износа рабочих валков.
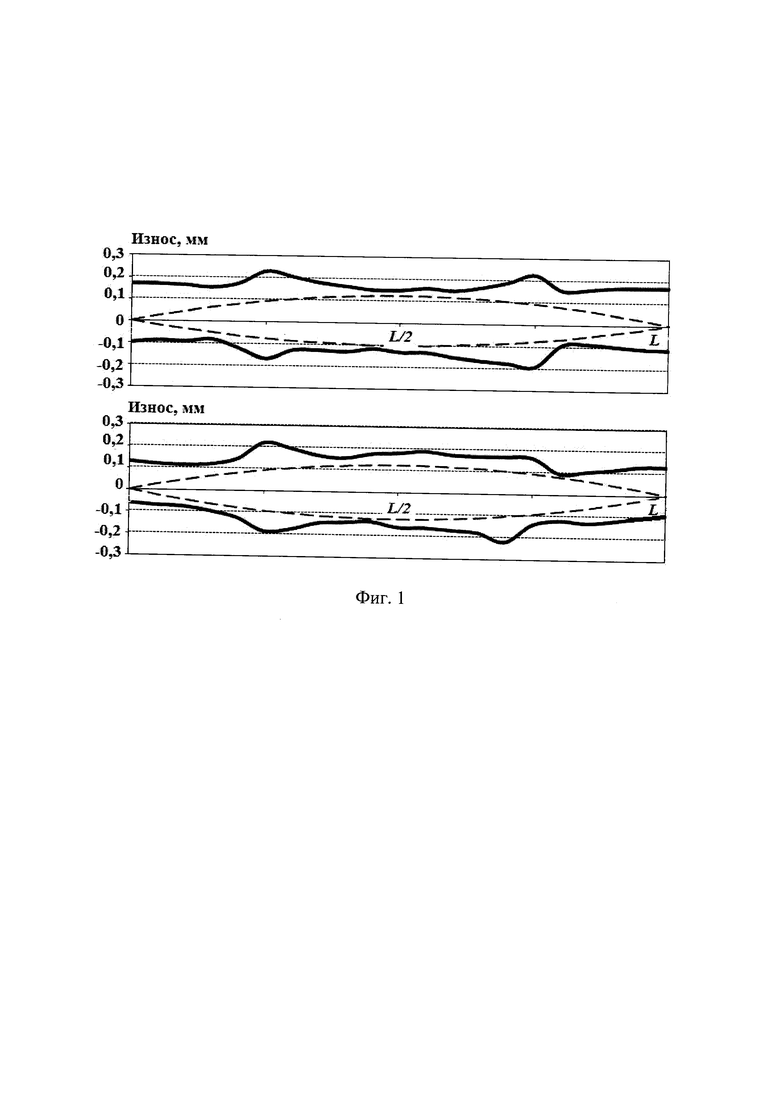
На фиг. 1 штриховой линией изображены профили межвалкового зазора шлифованных рабочих валков, а сплошной - профили межвалкового зазора тех же валков после вывалки из клети. Можно видеть, что величина износа рабочих валков с длиной бочки L, измеренная после вывалки, в разных частях по длине бочки неодинакова. Выработка в средней части меньше, чем в местах, которые соответствуют кромкам прокатываемых полос, потому что металл на кромках прокатываемой полосы охлаждается сильнее, чем в средней части, и поэтому имеет большую величину сопротивления деформации. На бочке рабочих валков, соответствующих прикромочным участкам прокатываемых полос, контактные напряжения выше, чем в средней части, и, соответственно, величина износа более высокая; при этом профиль поперечного сечения горячекатаных полос получает в прикромочных областях локальные утолщения, которые при дальнейшей холодной прокатке являются причиной образования локальной коробоватости, которую называют «желоб».
Прикромочный износ рабочих валков сильнее всего проявляется при прокатке монтажной партии полос одинаковой ширины, что часто бывает при прокатке полос из электротехнической или автолистовой стали.
Известны способы компенсации неравномерности износа рабочих валков в процессе горячей прокатки с помощью принудительного изменения условий охлаждения поверхности валков (см., например, материалы доклада "Управление тепловыми и размерными параметрами полосы" фирмы Davy McKee (Sheffild) Ltd. (Великобритания), Москва, 1988, с. 13, 20; а.с. СССР N 863039, МКИ В21В 37/10, заявл. 28.06.79, опубл. 15.09.81, Бюл. N 34; а.с. СССР N 975133, МКИ В32В 45/02, заявл. 20.05.81, опубл. 23.11.82, Бюл. N 43; патент РФ №2067901, МПК В21В 1/26, заявл. 18.05.1993, опубл. 20.10.1996). Их общий недостаток заключается в большой инерционности изменения диаметра рабочих валков при изменения условий охлаждения и ограниченной возможности компенсации локального износа валков.
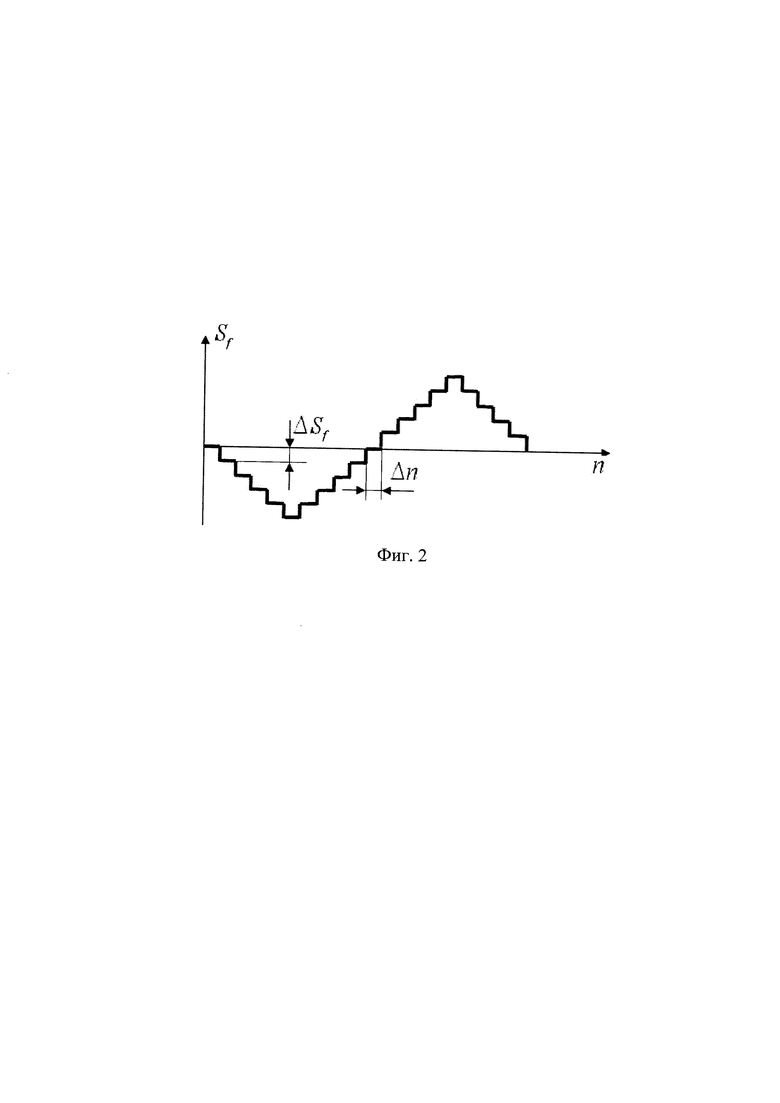
Наиболее близким к заявляемому способу является технология прокатки в клетях с осевой сдвижкой рабочих валков в режиме циклической сдвижки (см. Miyake, Y. Development of hot rolling technology for improving strip profile and flatness / Y. Miyake, I. Yarita, K. Hamada // Kawasaki steel technical Report. - 1985. - №12. - p. 1-14). При циклической сдвижке (фиг. 2) рабочие валки с обычной параболической профилировкой после прокатки каждой или нескольких полос Δn перемещаются в противоположных направлениях на ΔSƒ=10…20 мм до крайнего положения, а затем в той же последовательности в обратную сторону. При этом местная выработка рабочих валков не компенсируется, а как бы «размывается».
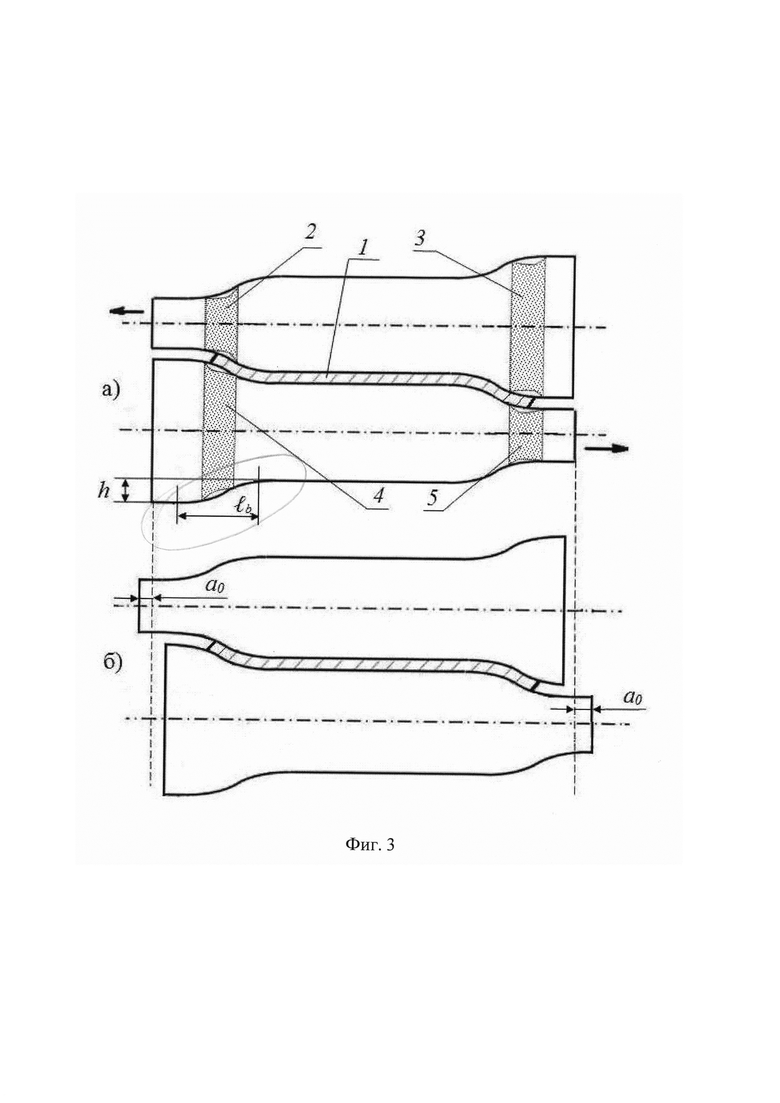
Целью представленного изобретения является использование осевой сдвижки рабочих валков для безынерционной компенсации выработки рабочих валков на прикромочных участках с высокой эффективностью. Для решения поставленной задачи предлагается новый принцип осевой сдвижки и профилирования рабочих валков в клетях с осевой сдвижкой, который схематично изображен на фиг. 3.
В начале кампании верхний и нижний рабочие валки устанавливаются в положение с нулевой величиной осевой сдвижки, при этом профиль межвалкового зазора соответствует заданному системой начальной настройки стана горячей прокатки (фиг. 3а). После начала горячей прокатки полосы 1 прикромочные участки 2, 3 верхнего и 4, 5 нижнего рабочих валков получают кольцевой износ. Профилировка рабочих валков выполнена с двумя наклонными участками, соответствующими прикромочным участкам прокатываемой полосы - по мере износа рабочие валки сдвигаются в направлениях, показанных на фиг. 3а стрелками. При этом повышенный износ прикромочных участков рабочих валков компенсируется участками с меньшим износом. В конце кампании рабочие валки достигают величины осевой сдвижки а0: верхний рабочий валок влево, а нижний - вправо (фиг. 3б). В процессе прокатки осевое перемещение рабочих валков осуществляется только в одном направлении.
Для наилучшей компенсации прикромочного износа рабочих валков нужно определить длину  , высоту h наклонного участка профилировки и величину максимальной сдвижки а0, которые зависят от параметров износа.
, высоту h наклонного участка профилировки и величину максимальной сдвижки а0, которые зависят от параметров износа.
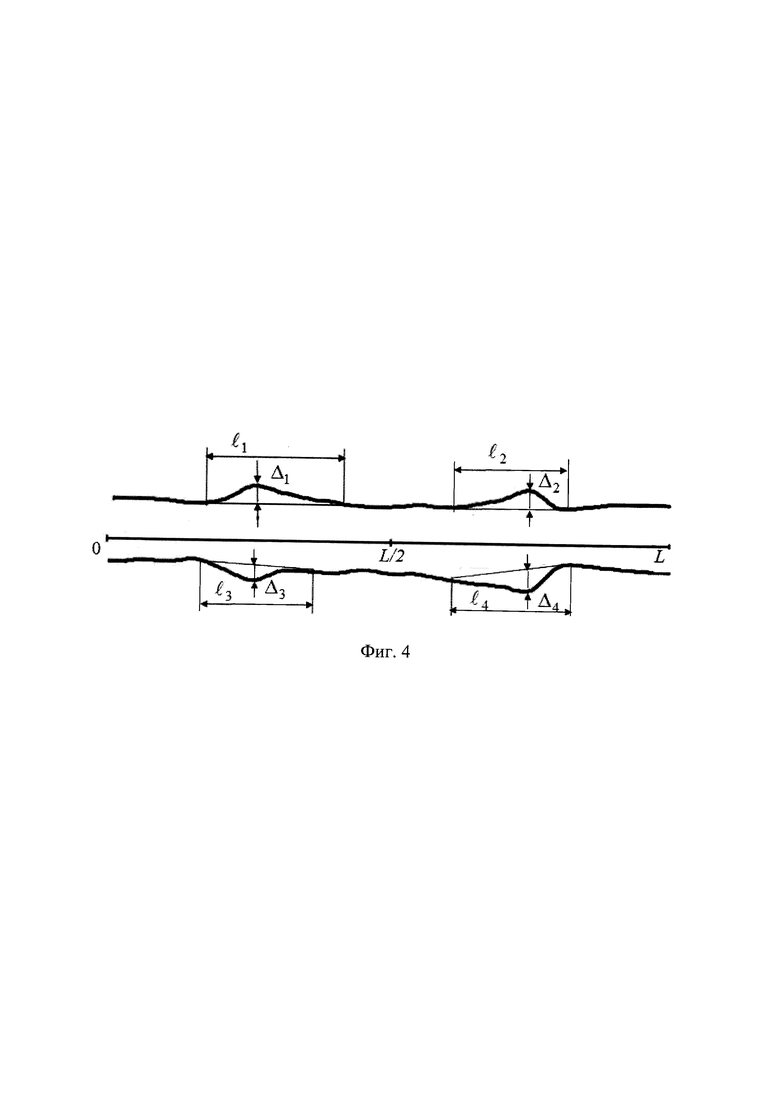
Параметры износа рабочих валков определяют на основании измерений профилировок рабочих валков в конце кампании при прокатке без осевой сдвижки (фиг. 4).
Расчетная длина  и глубина Δ участка прикромочного износа вычисляются по фактическим величинам следующим образом:
и глубина Δ участка прикромочного износа вычисляются по фактическим величинам следующим образом:  и
и  .
.
Тогда расчетная диаграмма высоты межвалкового зазора S при прокатке полос шириной В и толщиной Н будет выглядеть так, как показано на фиг. 5.
Таким образом, осевая сдвижка рабочих валков должна компенсировать увеличение высоты межвалкового зазора 2Δ на прикромочных участках длиной  из-за износа.
из-за износа.
В заявке на изобретение предлагается наклонный участок профилировки рабочих валков выполнять на этих участках в соответствии с функцией

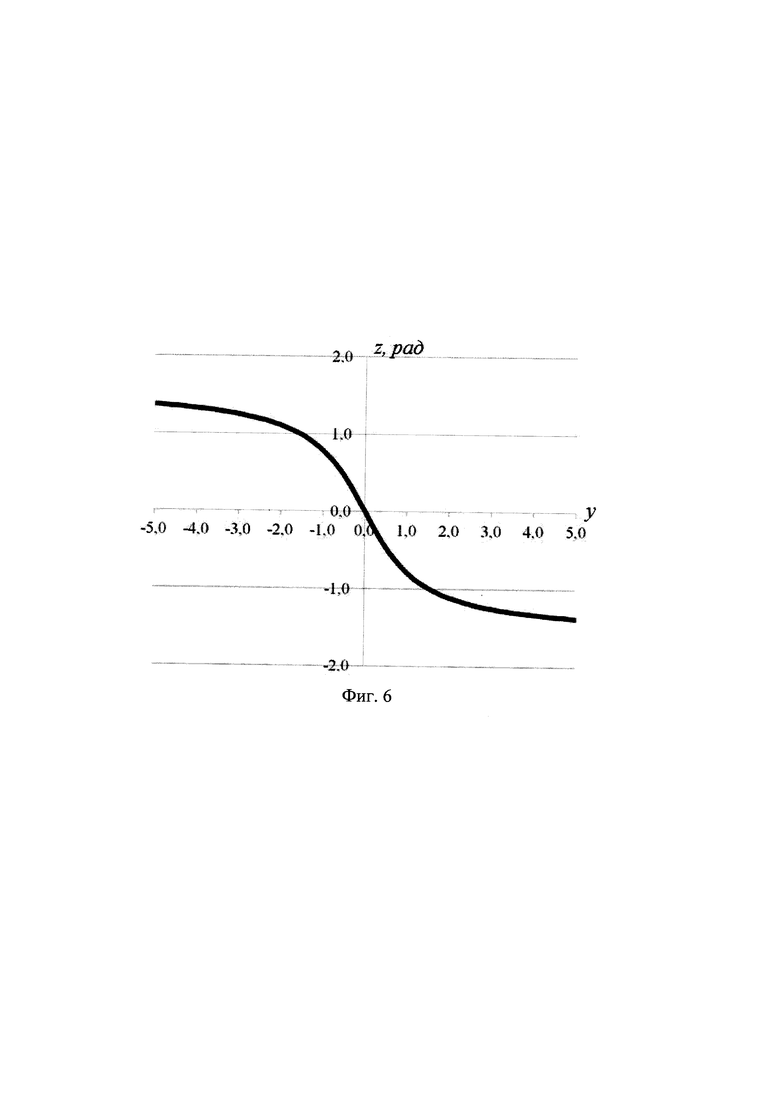
с началом координат в точках с1 и с2 (фиг. 5), где  - длина наклонного участка профилировки (фиг. 3). Вид функции z=arctg(- у) при - 5≤у≤5 представлен на фиг. 6.
- длина наклонного участка профилировки (фиг. 3). Вид функции z=arctg(- у) при - 5≤у≤5 представлен на фиг. 6.
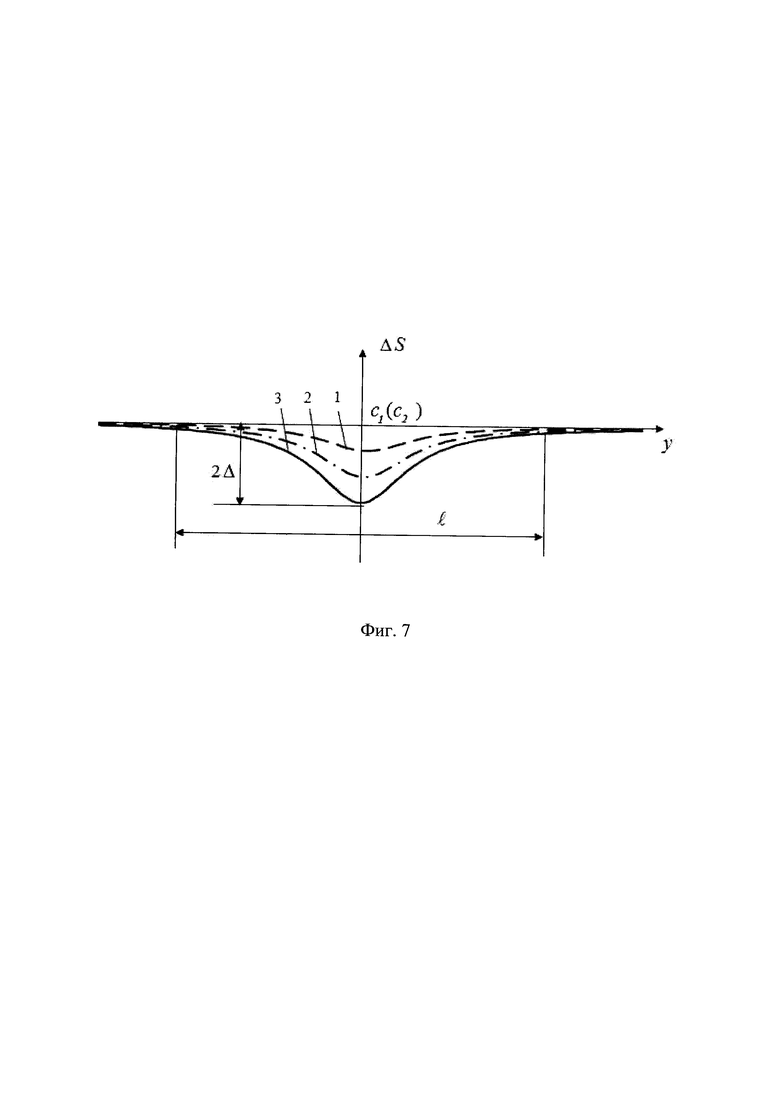
На фиг. 7 представлена зависимость изменения профиля межвалкового зазора в прикромочных зонах от величины осевой сдвижки при выполнении профилировки в соответствии с функцией z=arctg(- у): кривая 1 соответствует величине осевой сдвижки а1, кривая 2 соответствует величине осевой сдвижки а2, и, наконец, кривая 3 соответствует концу монтажной партии и максимальной величине осевой сдвижки а0, причем а1<а2<a0. При осевой движке а0 длина изношенного участка рабочих валков равна  , а суммарная глубина для двух валков - 2Δ. На фиг. 7 можно видеть, что изменение формы межвалкового зазора в прикромочных зонах с увеличением величины осевой сдвижки может компенсировать прикромочный износ рабочих валков.
, а суммарная глубина для двух валков - 2Δ. На фиг. 7 можно видеть, что изменение формы межвалкового зазора в прикромочных зонах с увеличением величины осевой сдвижки может компенсировать прикромочный износ рабочих валков.
При построении функции профилировки рабочего валка выполняется следующее условие: длина наклонного участка профилировки  равна длине изношенного участка рабочего валка
равна длине изношенного участка рабочего валка 
Коэффициент К в функции (1) принимается равным величине K=1,17⋅Δ, при этом высота наклонного участка профилировки h=3,0⋅Δ.
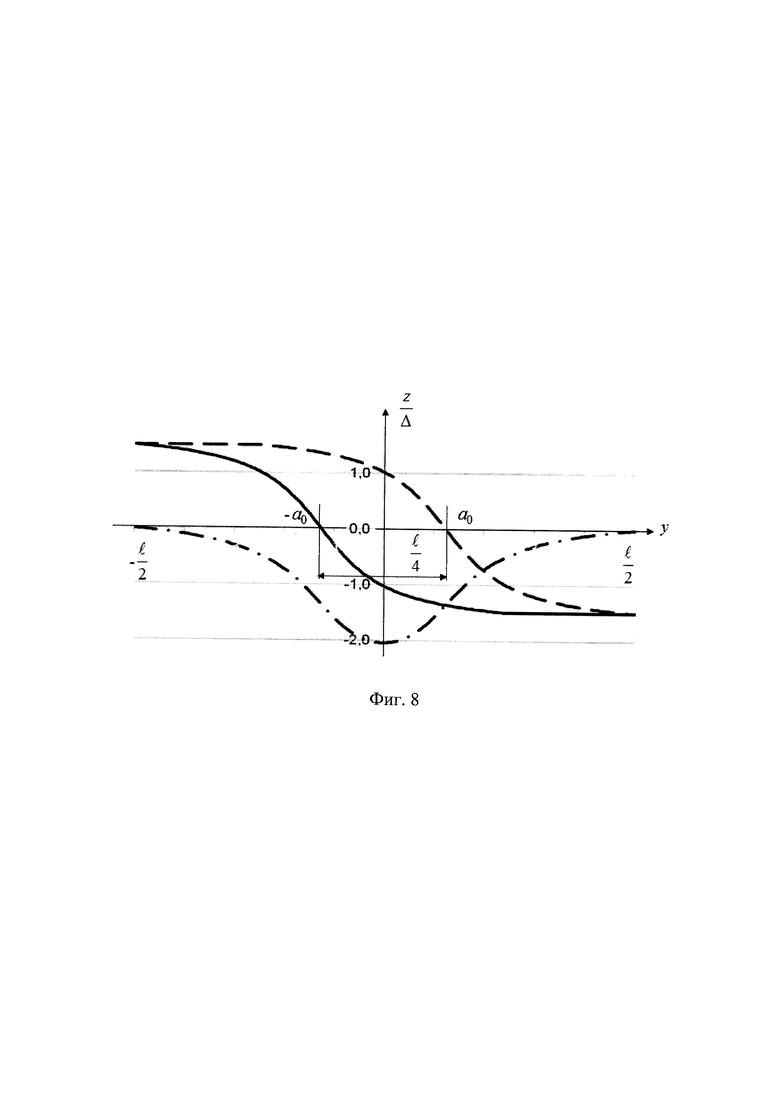
На фиг. 8 изображены графики функций образующих профилировок (1) верхнего (сплошная линия) и нижнего (штриховая линия) рабочих валков в прикромочных участках, а также уменьшение высоты межвалкового зазора для компенсации износа (штрихпунктирная линия) при максимальной сдвижке верхнего валка  и нижнего
и нижнего  на участке
на участке  .
.
Если число полос в монтажной партии равно n, и величина минимального шага сдвижки равна Δа, тогда число полос, после прокатки которых осуществляется сдвижка Δа, равно  .
.
Краткое описание чертежей
На фиг. 1 пунктирной линией изображены профили межвалкового зазора шлифованных рабочих валков, а сплошной - профили межвалкового зазора тех же валков после вывалки из клети.
На фиг. 2 изображен принцип циклической сдвижки рабочих валков.
На фиг. 3 изображен принцип предлагаемого способа горячей прокатки с компенсацией прикромочного износа рабочих валков.
На фиг. 4 изображена схема измерения параметров прикромочного износа рабочих валков.
На фиг. 5 изображена расчетная диаграмма высоты межвалкового зазора с учетом износа.
На фиг. 6 изображен график функции z=arctg(- у) при - 5≤у≤5.
На фиг. 7 изображена зависимость изменения профиля межвалкового зазора в прикромочной зоне при осевой сдвижке рабочих валков с предлагаемой профилировкой.
На фиг. 8 изображены графики функций образующих профилировок верхнего (сплошная линия) и нижнего (штриховая линия) рабочих валков в прикромочных областях, выполненных в соответствии с функцией  а также уменьшение высоты межвалкового зазора для компенсации износа (штрихпунктирная линия) при максимальной величине сдвижки верхнего валка
а также уменьшение высоты межвалкового зазора для компенсации износа (штрихпунктирная линия) при максимальной величине сдвижки верхнего валка  и нижнего
и нижнего  на участке
на участке  .
.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОДГОТОВКИ РАБОЧИХ ВАЛКОВ ПРОКАТНОГО СТАНА | 2005 |
|
RU2301123C1 |
| СПОСОБ ПОДГОТОВКИ РАБОЧИХ ВАЛКОВ КЛЕТЕЙ С ОСЕВОЙ СДВИЖКОЙ | 2008 |
|
RU2370330C1 |
| СПОСОБ ПРОИЗВОДСТВА ПОЛОС | 2001 |
|
RU2210446C2 |
| СПОСОБ УНИВЕРСАЛЬНОЙ ПРОФИЛИРОВКИ ВАЛКОВ ЛИСТОВЫХ СТАНОВ | 2006 |
|
RU2302306C1 |
| УЗЕЛ ВАЛКОВ ПРОКАТНОЙ КЛЕТИ ПОЛОСОВОГО СТАНА | 1998 |
|
RU2129927C1 |
| Способ прокатки полос | 1986 |
|
SU1435332A1 |
| Прокатная клеть | 1990 |
|
SU1713697A1 |
| Комплект рабочих валков чистовой клети полосового стана и способ прокатки полос в рабочих валках чистовой клети полосового стана | 1988 |
|
SU1597242A1 |
| СПОСОБ ЭКСПЛУАТАЦИИ РАБОЧЕГО ВАЛКА СТАНА ХОЛОДНОЙ ПРОКАТКИ | 2005 |
|
RU2312721C2 |
| СПОСОБ ПРОФИЛИРОВАНИЯ ВАЛКОВ ЧИСТОВОЙ ГРУППЫ КЛЕТЕЙ КВАРТО СТАНА ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС | 2006 |
|
RU2319560C1 |

Изобретение относится к области прокатного производства. Способ включает горячую прокатку тонколистовой стали в клетях с осевой сдвижкой рабочих валков. На основании усредненных величин длины  и глубины Δ износа прикромочных участков рабочих валков выполняется регламентированная профилировка рабочих валков на прикромочных участках. Осевая сдвижка рабочих валков осуществляется в противоположных направлениях и только в одну сторону, причем в конце монтажной партии величина сдвижки верхнего и нижнего рабочих валков регламентируется математической зависимостью. Изобретение обеспечивает возможность устранения прикромочных утолщений прокатываемых полос. 8 ил.
и глубины Δ износа прикромочных участков рабочих валков выполняется регламентированная профилировка рабочих валков на прикромочных участках. Осевая сдвижка рабочих валков осуществляется в противоположных направлениях и только в одну сторону, причем в конце монтажной партии величина сдвижки верхнего и нижнего рабочих валков регламентируется математической зависимостью. Изобретение обеспечивает возможность устранения прикромочных утолщений прокатываемых полос. 8 ил.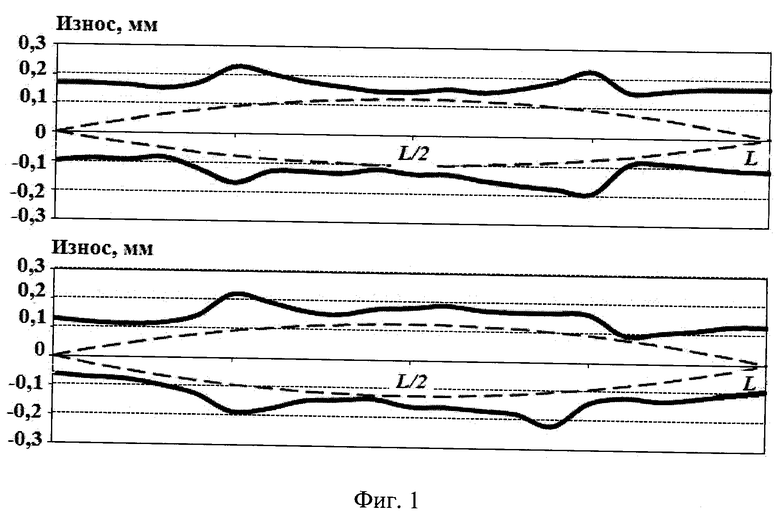
Способ тонколистовой горячей прокатки с компенсацией прикромочного износа рабочих валков, включающий прокатку полос одинаковой ширины в клетях с осуществлением осевой сдвижки верхнего и нижнего рабочих валков, отличающийся тем, что используют рабочие валки, профилированные на прикромочных участках, величина которых составляет  , в соответствии с функцией
, в соответствии с функцией  , где начала координат у=0 соответствуют положениям левой и правой кромок прокатываемых полос,
, где начала координат у=0 соответствуют положениям левой и правой кромок прокатываемых полос,  и Δ - усредненные величины длины и глубины прикромочного износа верхнего и нижнего рабочих валков, при этом сдвижку верхнего и нижнего рабочих валков осуществляют в противоположных направлениях на величину минимальной сдвижки Δа в одну сторону после прокатки количества полос, равного
и Δ - усредненные величины длины и глубины прикромочного износа верхнего и нижнего рабочих валков, при этом сдвижку верхнего и нижнего рабочих валков осуществляют в противоположных направлениях на величину минимальной сдвижки Δа в одну сторону после прокатки количества полос, равного  , где Δа - величина минимальной сдвижки, n - число полос в монтажной партии, до значения величины осевой сдвижки верхнего рабочего валка
, где Δа - величина минимальной сдвижки, n - число полос в монтажной партии, до значения величины осевой сдвижки верхнего рабочего валка  и нижнего
и нижнего  в конце прокатки монтажной партии полос.
в конце прокатки монтажной партии полос.
| СПОСОБ ПРОКАТКИ ЛИСТОВОЙ СТАЛИ | 2007 |
|
RU2344888C1 |
| СПОСОБ ПРОИЗВОДСТВА ПОЛОС | 2001 |
|
RU2210446C2 |
| Способ горячей прокатки на широкополосном стане | 1989 |
|
SU1713695A1 |
| JP 55094707 B, 12.03.1984. | |||

