Изобретение относится к технологии термической обработки, предназначенной для деталей, подвергаемых химико-термической обработке и термическому улучшению, например, крепежных деталей для корпусов ядерных реакторов.
Известны способы термической обработки деталей из сталей бейнитного класса, позволяющие достичь на металле удовлетворительных значений прочностных и вязкопластических свойств. (Гуляев А.П. «Металловедение», Москва, издательство «Металлургия, 1986 г., стр. 334-337).
Для получения высокой размерной точности и заданных механических свойствах заготовки из этих сталей подвергают термической обработке -закалке и высокому отпуску, затем их протачивают до заданных размеров. В этом случае достигаются заданные механические свойства и высокая размерная точность. В то же время, если детали после механической обработки подвергаются химико-термической обработке, например алитированию и последующей закалке и высокому отпуску, то после окончательной термической обработки их размеры могут значительно отличаться от заданных размеров, вызванных диффузионными процессами при химико-термической обработке и последующего термического улучшения, что усложняет процесс сборки конструкций.
Наиболее близким по технической сущности и достигаемому эффекту является способ термической обработки металлов, (Новиков И.И. «Теория термической обработки металлов», Москва, издательство «Металлургия», 1974 г., стр. 352-354). Согласно известному способу детали, прошедшие окончательную механическую обработку с припуском под химико-термическую обработку, после химико-термической обработки нагревают до температуры выше точки Ас3 на 30-50°С, выдерживают при этой температуре и охлаждают в масле. Затем проводят отпуск при температуре 630-680°С с последующим охлаждением на воздухе. Недостатком известного способа, как установлено исследованиями, является низкая размерная точность готовых деталей.
Техническим результатом изобретения является повышение размерной точности готовых деталей при сохранении заданных механических свойств.
Поставленный технический результат достигается за счет того, что в способе термической обработки готовых деталей из сталей бейнитного класса, включающем нагрев под закалку заготовок от температур на 30-50°С выше точки Ас3 с выдержкой 1,5-2,5 мин/мм сечения и последующий высокий отпуск при температуре 630-700°С с выдержкой 5-6 мин/мм сечения с охлаждением на воздухе, механическую обработку готовых деталей с припуском на химико-термическую обработку, химико-термическую обработку и последующее термическое улучшение, согласно изобретению после химико-термической обработки детали повторно подвергают закалке и высокому отпуску по идентичному режиму предварительной термической обработки и осуществляют дополнительный отпуск в диапазоне температур 450±10°С с выдержкой 2,0-7,0 часов с дальнейшим охлаждением на воздухе.
Исследованиями установлено, что нагрев до температуры Ас3+(30-50)°С, приводит к растворению феррита, цементита, а также высоколегированным карбидов хрома и ванадия в аустените. Регламентирование времени выдержки под закалку, определенное из расчета 1,5 - 2,5 мин/мм сечения способствует переводу стали в аустенитное состояние и растворению карбидной фазы в аустените.
Уменьшение длительности выдержки при закалке менее 1,5 мин/мм сечения не позволяет полностью растворить карбиды хрома и ванадия.
Увеличение длительности выдержки при закалке более 2,5 мин/мм сечения приводит к росту зерна, что снижает механические свойства.
Регламентирование времени выдержки в процессе отпуска, определенное из расчета 5,0-6,0 мин/мм сечения, способствует более полному распаду бейнита с образованием ферритокарбидной структуры, что позволяет повысить вязкопластические свойства стали.
Уменьшение длительности выдержки при отпуске менее 5,0 мин/мм сечения не позволяет полностью выделиться высоколегированным карбидам (хрома, ванадия, ниобия), что снижает ударную вязкость стали.
Увеличение длительности выдержки при отпуске более 6,0 мин/мм сечения приводит к огрублению карбидов, что также снижает вязкопластические свойства стали.
В процессе отпуска (нагрев вблизи точки Ac1) происходит растворение третичного цементита. В связи с тем, что после отпуска металл охлаждается на воздухе с высокой скоростью, ферритная матрица пересыщается углеродом, уплотняется структура, что ведет к снижению размерной точности готовых деталей.
Для повышения размерной точности необходимо чтобы выделялся углерод из ферритной матрицы. Это достигается проведением дополнительного отпуска при температуре 450±10°С.
В зависимости от длительности дополнительного отпуска будет происходить выделение и коагуляция карбидов цементитного типа.
Снижение температуры дополнительного отпуска менее 450±10°С также способствует выделению цементита. Но при этом из-за малого размера его частиц и большой плотности их выделений процесс изменения размеров деталей будет незначительным.
Повышение температуры дополнительного отпуска более 450±10°С приводит к предвыделению или к выделению из феррита мелкодисперсных более тугоплавких карбидов ванадия и хрома, что приводит к уменьшению размеров детали.
На размерную точность деталей оказывает влияние и длительность процесса дополнительного отпуска. При выдержке менее 2,0 часов при температуре 450±10°С имеет место незначительное выделение мелкодисперсных карбидов цементитного типа, что приводит к незначительному уменьшению размеров детали. При увеличении времени до 4 часов размер детали увеличивается, что связано с коагуляцией карбидов цементитного типа. Дальнейшее увеличение времени выдержки до 5 часов из-за растворения карбидов цементитного типа и образования более тугоплавких карбидов хрома приводит к повторному уменьшению размеров. При выдержке до 7 часов происходит коагуляция более легированных карбидов хрома и повторное увеличению размеров детали. Таким образом, управляя процессом выделения и коагуляции карбидов можно регулировать размеры особоточных деталей при сохранении заданных прочностных и вязкопластических свойств термически обрабатываемого материала.
Пример конкретного выполнения способа:
На Златоустовском электрометаллургическом заводе (АО "ЗЭМЗ"); была выплавлена хромомолибденованадиевая сталь марки 25Х1МФ, химический состав которой приведен в таблице 1
Химический состав стали 25X1 МФ

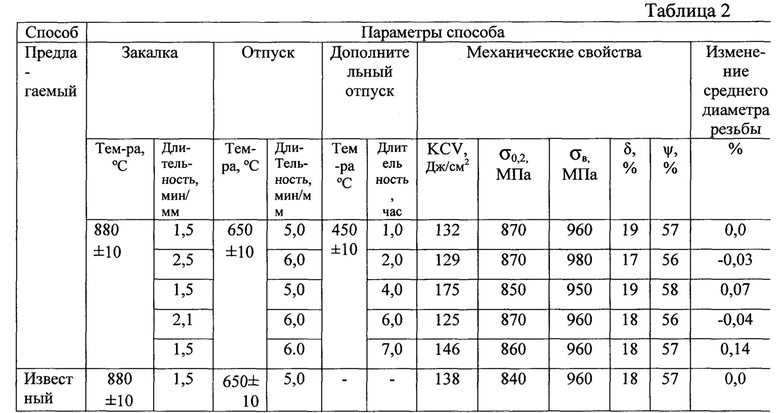
Из этой стали изготовлен прокат диаметром 120 мм, который был подвергнут термическому улучшению по режиму - закалка при температуре 880±10°С в масле и последующий отпуску при температуре 640+10°С. Из проката изготовлены шпильки с резьбой Ml00, которые были подвергнуты алитированию, затем термической обработке на категорию прочности КП70 по ГОСТ 23304-78 - закалке при температуре 880±10°С в масле и последующему отпуску при температуре 650±10°С с охлаждением на воздухе. После указанной термической обработки шпилки прошли дополнительный отпуск при температуре 450±10°С и выдержке 1,0; 2,0; 4,0; 6,0; 7,0 часов. Результаты измерения резьбы и определения механических свойств материала шпилек представлены в таблице 2.
Влияние режимов термической обработки на размерную точность и механические свойства крепежных деталей (шпилек) из стали марки 25X1 МФ, термически обработанных на КП 70.
Примечание:
1. Результаты испытаний на ударную вязкость и механические свойства материалов усреднены по 3-м образцам на точку и округлены до целого числа.
2. Разброс температуры, равный ±10°С при закалке, отпуске и дополнительном отпуске соответствует точности регулирования задатчика потенциометра и перепаду температурного поля внутри печи.
Как видно из полученных результатов, шпильки, термически обработанные по предлагаемому способу, при заданных механических свойствах (КП 70) имеют различия по величине среднего диаметра резьбы, обеспечивая возможность корректировки среднего диаметра резьбы, как в сторону увеличения, так и в сторону уменьшения их размеров по сравнению со шпильками, термически обработанными по известному способу.
Ожидаемый технико-экономический эффект по сравнению с прототипом выразится в возможности создания новых образцов машин и конструкций общего и специального назначения с повышенной надежностью и долговечностью, за счет изготовления более точных деталей с заданными механическими свойствами.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ термодиффузионного цинкования крепежных деталей из сталей бейнитного класса с одновременным повышением их хладостойкости | 2015 |
|
RU2607505C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПОЛУФАБРИКАТОВ ИЗ СТАЛИ МАРТЕНСИТНОГО КЛАССА | 2013 |
|
RU2543585C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПОЛУФАБРИКАТОВ ИЗ НИЗКОУГЛЕРОДИСТЫХ ФЕРРИТОПЕРЛИТНЫХ СТАЛЕЙ | 2008 |
|
RU2373292C1 |
| СПОСОБ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ ИЗ СТАЛЕЙ МАРТЕНСИТНОГО КЛАССА | 2014 |
|
RU2574944C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЛИСТОВОГО ПРОКАТА ИЗ НИЗКОУГЛЕРОДИСТОЙ ФЕРРИТО-ПЕРЛИТНОЙ СТАЛИ | 2009 |
|
RU2414517C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗДЕЛИЙ ИЗ НИЗКОУГЛЕРОДИСТОЙ ПЕРЛИТНОЙ СТАЛИ ПОСЛЕ ЭКСПЛУАТАЦИИ | 2013 |
|
RU2559598C2 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ВЫСОКОПРОЧНОЙ КОРРОЗИОННО-СТОЙКОЙ СТАЛИ МАРТЕНСИТНОГО КЛАССА | 2009 |
|
RU2388833C1 |
| Способ термической обработки быстрорежущих сталей | 1982 |
|
SU1101459A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЛИСТОВОГО ПРОКАТА ИЗ НИЗКОУГЛЕРОДИСТОЙ ФЕРРИТО-ПЕРЛИТНОЙ СТАЛИ | 2009 |
|
RU2427653C1 |
| БЕСШОВНАЯ ВЫСОКОПРОЧНАЯ ТРУБА ИЗ СТАЛИ МАРТЕНСИТНОГО КЛАССА ДЛЯ ОБСАДНЫХ КОЛОНН И СПОСОБ ЕЕ ПРОИЗВОДСТВА | 2022 |
|
RU2798642C1 |
Изобретение относится к области черной металлургии, а именно к технологии термической обработки крепежных деталей ядерных реакторов. В способе термической обработки крепежных деталей ядерных реакторов из сталей бейнитного класса, включающем нагрев под закалку заготовок от температур на 30-50°С выше точки Ас3 с выдержкой 1,5-2 мин/мм сечения и последующий высокий отпуск при температуре 630-700°С с выдержкой 5-6 мин/мм сечения с охлаждением на воздухе, механическую обработку готовых деталей с припуском на химико-термическую обработку, химико-термическую обработку и последующее термическое улучшение, согласно изобретению после химико-термической обработки детали повторно подвергают закалке и высокому отпуску по идентичному режиму предварительной термической обработки и осуществляют дополнительный отпуск в диапазоне температур 450±10°С с выдержкой 2,0-7,0 часов с дальнейшим охлаждением на воздухе. Способ позволяет получать крепежные детали ядерных реакторов из сталей бейнитного класса с повышенной размерной точностью при сохранении заданных механических свойств. 2 табл.
Способ термической обработки крепежных деталей ядерных реакторов из стали 25Х1МФ, включающий нагрев под закалку заготовок до температур на 30-50°С выше точки Ас3 с выдержкой 1,5-2,5 мин/мм сечения и последующий высокий отпуск при температуре 630-700°С с выдержкой 5-6 мин/мм сечения с охлаждением на воздухе, механическую обработку заготовок для получения крепежных деталей с припуском на химико-термическую обработку, химико-термическую обработку и последующее термическое улучшение, отличающийся тем, что в качестве термического улучшения осуществляют закалку до температур на 30-50°С выше точки Ас3 с выдержкой 1,5-2,5 мин/мм сечения, высокий отпуск при температуре 630-700°С с выдержкой 5-6 мин/мм сечения с охлаждением на воздухе и дополнительный отпуск при температуре 450±10°С с выдержкой 2,0-70,0 часов, с последующим охлаждением на воздухе.
| WO 2015188796 A1, 17.12.2015 | |||
| FR 2991341 A1, 06.12.2013 | |||
| FR 2991694 B1, 07.08.2015 | |||
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛА И.И.МАКСИМОВА | 1996 |
|
RU2107101C1 |
| СПОСОБ ОБРАБОТКИ ВТУЛОК ГУСЕНИЧНЫХ ЦЕПЕЙ | 1994 |
|
RU2094483C1 |

