Данная заявка испрашивает приоритет по предварительной заявке США № 62/312010, поданной 23 марта 2016 года, которая включена в данный текст посредством ссылки.
Данное изобретение относится к составу катализатора, используемому при каталитическом восстановлении соединений серы, которые содержатся в газовом потоке, к способу получения катализатора такого состава, и к способу гидролиза для восстановительного превращения соединений серы, содержащихся в газовом потоке.
В известном процессе Клауса кислый газ, который содержит значительный процент сероводорода (H2S), сжигают на термическом этапе с целью окисления части H2S до диоксида серы (SO2). Это сжигание контролируют таким образом, чтобы получить поток технологического газа, содержащий H2S и SО2, которые находятся в нем в приблизительном молярном отношении 2 моль H2S на моль SO2 (2:1). Этот поток технологического газа пропускают через каталитический этап, во время которого H2S и SO2 реагируют в присутствии катализатора на основе оксида алюминия в соответствии с процессом Клауса, для получения элементарной серы и воды. Затем серу конденсируют из реакционного газа процесса Клауса и получают поток хвостового газа процесса Клауса. Поток хвостового газа процесса Клауса, как правило, содержит небольшие концентрации H2S и других соединений серы, а именно SO2, сероуглерода (CS2), карбонилсульфида (COS) и элементарной серы (S). Для того, чтобы сжечь или другим способом утилизировать этот поток хвостового газа, его необходимо дополнительно обработать с целью удаления из него большей части серы, чтобы таким образом получить очищенный газ, имеющий достаточно низкое содержание серы, что позволяет его сжечь или выбросить в атмосферу.
Одним способом очистки хвостового газа является его пропускание через реактор восстановления, в результате чего соединения серы (то есть SO2, CS2, COS и S) в потоке хвостового газа каталитически восстанавливаются до H2S, таким образом, получается поток очищенного газа, имеющий пониженную концентрацию соединений серы из-за их превращения в H2S. Этот поток очищенного газа затем может быть дополнительно обработан для удаления из него H2S, например, путем пропускания потока очищенного газа через абсорбционную установку, где он контактирует с абсорбентом для удаления H2S из потока очищенного газа.
Один из ранних процессов, описанных в патенте США № 3554689, предлагает удаление сероокиси углерода, то есть COS, из газового потока путем каталитического гидролиза в H2S. В этом патенте раскрыт способ, посредством которого COS удаляется из газообразных продуктов сгорания, которые также содержат кислород, путем первоначального контактирования газов с активным катализатором гидрирования для конверсии кислорода, а затем контактирования образованных практически бескислородных газов с катализатором конверсии COS для превращения COS в H2S. Затем H2S удаляется абсорбцией. Конверсия COS может осуществляться при температурах ниже 150 °C. Катализатор конверсии COS содержит оксид алюминия, имеющий удельную поверхность более, чем 50 м2/г, и может содержать один или более оксидов металлов группы VI и/или группы VIII. Дополнительные варианты реализации изобретения катализатора конверсии COS включают присутствие в нем некоторого количества фосфата щелочного металла. Одно из требований процесса в патенте '689 заключается в том, что газообразные продукты сгорания сначала подвергаются этапу каталитического удаления кислорода, таким образом, газ, который очищается с целью удаления COS путем каталитического гидролиза, практически не содержит кислорода.
В патенте США № 4668491 раскрыт способ и катализатор для избирательного каталитического гидролиза соединений серы COS и/или CS2, которые находятся в технологическом газе, содержащем монооксид углерода. Катализатор гидролиза, раскрытый в патенте '491, представляет собой обработанный щелочью катализатор на основе оксида хрома и оксида алюминия, который содержит оксид хрома и соединение щелочного металла, нанесенные на подложку из оксида алюминия, причем гамма-оксид алюминия представляет собой предпочтительную форму оксида алюминия. Содержание моноокиси углерода в технологическом газе является значительным и его пропускают над катализатором гидролиза при температурах в диапазоне от 100 °С до 350 °С. Обработанный щелочью катализатор на основе оксида хрома и оксида алюминия получают путем погружения подложки из оксида алюминия в раствор соли хрома с последующей сушкой и обжигом пропитанной подложки. Полученную пропитанную хромом и обожженную подложку затем погружают в соль калия и сушат.
В патенте США № 5132098 раскрыт способ, в котором сернистые соединения SO2, CS2, COS и элементарная сера, содержащиеся в хвостовом газе установки процесса Клауса (отходящий газ), каталитически превращены путем либо гидрирования, либо гидролиза в H2S. Эту обработку гидрированием или гидролизом проводят при температуре в диапазоне от 140 °С до 550 °С использованием катализатора, содержащего соединение металла, выбранного из металлов групп Va, VIa и VIII периодической таблицы, нанесенное на подложку из диоксида кремния или диоксида кремния/оксида алюминия. Более конкретный катализатор, раскрытый в патенте '098, представляет собой пропитанную бусинку, которая содержит оксид кобальта и оксид молибдена, нанесенные на оксид алюминия. Хотя в патенте '098 раскрыт катализатор, содержащий оксид алюминия, пропитанный 1,75% масс. кобальта и 8% масс. молибдена, нет никаких указаний относительно диапазонов этих компонентов или касательно формы оксида алюминия в катализаторе. Кроме того, не признается важность характеристик поровой структуры катализатора при организации низкотемпературных реакций гидрирования и гидролиза или при организации глубокой конверсии соединений серы в сероводород.
Патент США № 6080379 раскрывает катализатор на основе оксида алюминия, используемый для обработки серосодержащих газов путем проведения либо реакции Клауса, либо гидролиза. Катализатор имеет оптимизированную макропористость, причем его пористость такова, что объем в порах диаметром более, чем 0,1 мкм (1000 Å) превышает 12 мл/100 г катализатора, и что отношение объема в порах диаметром больше, чем 1 мкм (10000 Å), к объему в порах диаметром более, чем 0,1 мкм (1000 Å), более чем или равно 0,65. Оксид алюминия представляет собой переходный оксид алюминия, выбранный из группы, состоящей из ро (ρ), хи (χ), эта (η), гамма (γ), каппа (κ), тета (θ), дельта (δ) и альфа (α). Катализатор может дополнительно содержать оксид металла. Использование катализатора при гидролизе CS2, по-видимому, требует довольно высокой температуры в реакторе, но при этом не обеспечивает глубокой конверсии CS2.
В патенте США № 8142748 раскрыт катализатор гидролиза, который обеспечивает низкотемпературное восстановление соединений серы, содержащихся в газовом потоке. Катализатор представляет собой пропитанный катализатор. Одной из существенных характеристик катализатора является его макропористость, которая создает поровую структуру таким образом, что большой процент, в частности, более, чем 30% от его общего объема пор, приходится на поры диаметром более, чем 10 000 Å. Катализатор содержит оксид алюминия и относительно высокие доли металлов группы VI и группы VIII. Предпочтительный вариант реализации представленного в изобретении катализатора содержит по меньшей мере 50% оксида алюминия в форме эта-оксида алюминия.
Не прекращаются попытки разработки катализаторов улучшенного состава, которые обеспечивают конверсию с высоким значением степени превращения соединений серы, содержащихся в газовых потоках, а именно в хвостовом газе установки процесса Клауса, в условиях низкотемпературной реакции.
Таким образом, соответственно, предлагается состав катализатора, пригодный для каталитического восстановления соединений серы, содержащихся в газовом потоке. Состав катализатора содержит: сформированный агломерат из обожженной, совместно перемешанной смеси псевдобемита, соединения кобальта и соединения молибдена. Образованный агломерат обжигали для получения состава катализатора, который содержит гамма-оксид алюминия, по меньшей мере 7,5% масс. молибдена и по меньшей мере 2,75% масс. кобальта.
Состав катализатора получают способом, который включает смешивание псевдобемита, компонента кобальта и компонента молибдена для получения совместно перемешанной смеси; формование совместно перемешанной смеси в сформированный агломерат; сушку и обжиг сформированного агломерата для получения состава катализатора, содержащего гамма-оксид алюминия, по меньшей мере 7,5% масс. молибдена и по меньшей мере 2,75% масс. кобальта, причем каждый % масс. рассчитан от общей массы состава катализатора и металла в виде оксида независимо от его фактической формы.
Состав катализатора находит применение при гидролизе соединений серы и монооксида углерода, содержащихся в газовых потоках. Этот процесс включает введение газового потока, содержащего соединение серы или монооксид углерода, или и то, и другое, в реактор с четко выделенной реакционной зоной, содержащей состав катализатора, который работает при подходящих условиях реакции; контактирование газового потока с составом катализатора при подходящих условиях реакции гидролиза.
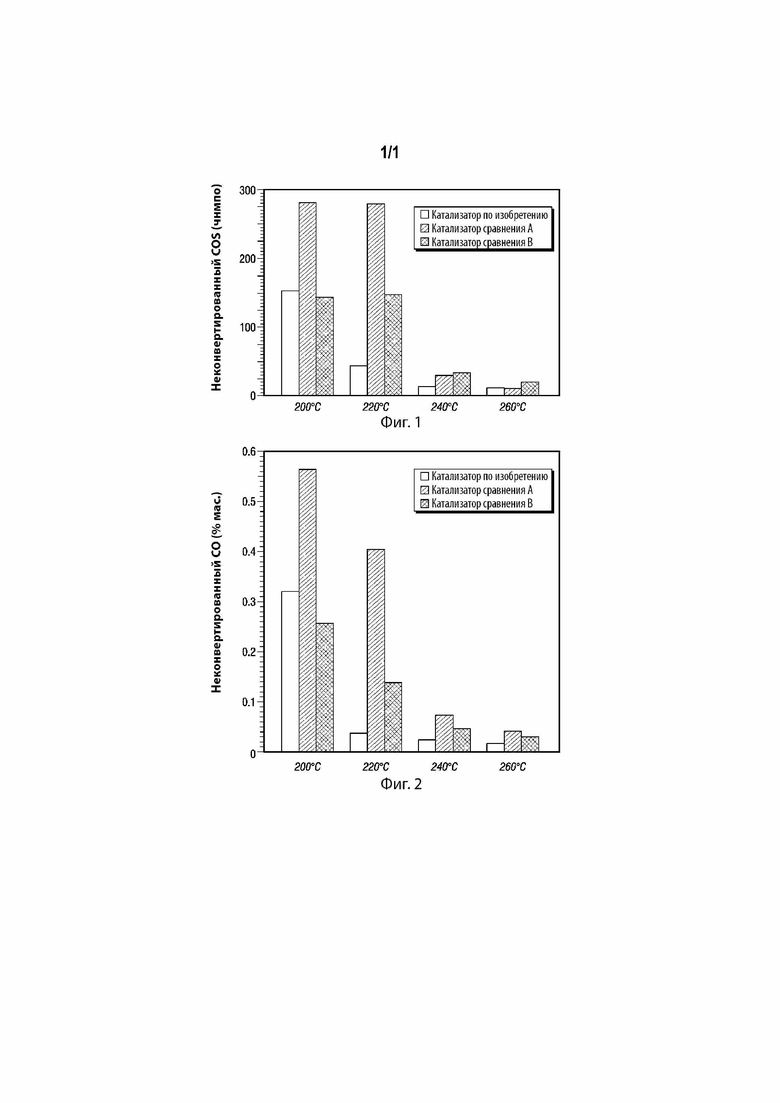
На фиг. 1 изображена гистограмма, сравнивающая эксплуатационные характеристики катализатора по изобретению с катализаторами сравнения при использовании в процессе конверсии типа гидролиз карбонилсульфида (COS), содержащегося в сырье на основе синтетических хвостовых газов, путем изображения неконвертированного COS в выходящем потоке реактора, работающего при различных температурах в реакторе.
На фиг. 2 изображена гистограмма, сравнивающая эксплуатационные характеристики катализатора по изобретению с катализаторами сравнения при использовании в процессе конверсии типа гидролиз монооксида углерода (CO), содержащегося в сырье на основе синтетических хвостовых газов, путем изображения неконвертированного CO в выходящем потоке реактора, работающего при различных температурах в реакторе.
Катализатор в соответствии с настоящим изобретением обладает свойствами, которые делают его особенно полезным при низкотемпературном гидролизе карбонилсульфида, который может содержаться в газовых потоках, а именно в хвостовых газах процесса Клауса или других газовых потоках, имеющих концентрацию карбонилсульфида, который необходимо удалить или уменьшить его концентрацию до приемлемых уровней. Этот катализатор также находит применение при низкотемпературной конверсии монооксида углерода при реакции сдвига фаз «вода-газ».
Термин «реакция гидролиза» используется в этом описании для обозначения реакции карбонилсульфида с водой с получением сероводорода и двуокиси углерода.
Ссылки в данном тексте на реакцию сдвига фаз «вода-газ» относятся к равновесной реакции превращения моноксида углерода и воды в диоксид углерода и водород.
Состав катализатора в соответствии с настоящим изобретением имеет уникальную комбинацию признаков, которые обеспечивают улучшение его каталитических свойств. Считается, что сочетание совместного перемешивания компонентов катализатора наряду с высоким содержанием металлов в готовом катализаторе способствует улучшению его свойств. Считается также, что использование псевдобемитовой формы оксида алюминия при получении сформированного агломерата из совместно перемешанной смеси и последующее превращение псевдобемитовой формы оксида алюминия в гамма-форму оксида алюминия для получения готового катализатора способствует улучшению свойств катализатора по изобретению. Способ получения катализатора и его компоненты обеспечивают состав в соответствии с изобретением, имеющий специфическую поровую структуру, которая в сочетании с другими признаками катализатора дополнительно способствует улучшению его свойств.
Таким образом, катализатор представляет собой обязательно совместно перемешанный катализатор. Под термином «совместное перемешивание» подразумевается, что исходные материалы катализатора соединены и смешаны совместно для того, чтобы образовать смесь из индивидуальных компонентов, которая предпочтительно или практически однородна или гомогенна. Этот термин должен быть достаточно широким по объему, чтобы включать смешивание исходных материалов, которые содержат псевдобемит, соединение кобальта и соединение молибдена так, чтобы получить совместно перемешанную смесь, которая может быть сформована в агломерат частиц. Совместно перемешанная смесь представляет собой смесь в виде пасты или пластичной массы, которая может быть сформована в агломерат частиц любым из известных способов агломерации или экструдирована в экструдат частиц любым из известных способов экструзии.
Предпочтительный способ агломерации совместно перемешанной смеси заключается в экструзии для получения экструдата частиц, имеющих наибольший диаметр в диапазоне от 0,5 до 10 мм или от 0,75 до 8 мм, а отношения длины к диаметру от 1:1 до 10:1 или даже выше. Экструдаты имеют любую из типичных форм, а именно цилиндры и многолепестковые формы.
Таким образом, формование совместно перемешанной смеси осуществляется любым способом или средствами, известными специалистам в данной области, включая, но не ограничиваясь ими, использование таких подходящих типов машин для смешивания твердых веществ как барабанные смесители, стационарные барабанные или желобные смесители, бегуны, либо непрерывного действия, либо периодического, и турбосмесители, и использование таких подходящих типов как периодических, так и непрерывных смесителей для смешивания твердых веществ и жидкостей или для образования пастообразных смесей, которые являются экструдируемыми.
Подходящие типы смесителей периодического действия включают, но не ограничиваются ими, смесители со сменными чашами, стационарные смесители, двулопастные смесители, которые оснащены любым подходящим типом смесительной лопасти.
Подходящие типы смесителей непрерывного действия включают, но не ограничиваются ими, одно- или двухшнековые экструдеры, смесители с винтовым шнеком и глиноболтушки.
Смешивание исходных материалов, используемых при приготовлении совместно перемешанной смеси, включает воду и подходящие количества неорганической кислоты, такой как азотная кислота, необходимые для получения вышеупомянутых пастообразных смесей, имеющих потери при прокаливании (LOI) в диапазоне от 40% до 80%, определенные стандартным методом испытаний ASTM D7348. Было обнаружено, что совместно перемешанная смесь с потерями при прокаливании в этом диапазоне обеспечивает получение пасты, имеющей желаемые экструзионные свойства, и способствует получению готового катализатора, имеющего требуемые характеристики поровой структуры катализатора по изобретению, как подробно описано в данном описании.
Смешивание исходных материалов, используемых при приготовлении совместно перемешанной смеси, проводят в течение периода времени, необходимого для надлежащей гомогенизации совместно перемешанной смеси. Как правило, время смешивания находится в диапазоне до 12 или более часов. Как правило, время смешивания находится в диапазоне от 0,1 часа до 1 часа.
Компонент на основе порошкообразного оксида алюминия, используемый при получении совместно перемешанной смеси, содержит частицы оксида алюминия, который находится преимущественно в кристаллической форме псевдобемита (Al2O3.xH2O, где x представляет собой промежуточное значение между x=1 бемитом и x=3 гиббситом), с содержанием воды от около 20% масс. до 30% масс., и характеризуется тем, что имеет срединный диаметр пор, рассчитанный из площади поверхности по результатам ртутной порометрии (с углом смачивания 140 градусов) в диапазоне от около 60 Å до около 120 Å. Оксид алюминия находится в рационально измельченном состоянии, чтобы быть в форме порошка (в сухом состоянии), что позволяет его совместно перемешивать или смешивать с соединениями металлов, водой и другими составляющими, которые образуют совместно перемешанную смесь по изобретению.
Компонент на основе порошка оксида алюминия может содержать диоксид кремния и, если присутствует диоксид кремния, предпочтительно, чтобы оксид алюминия содержал менее, чем 2% масс. диоксида кремния и, наиболее предпочтительно, менее, чем 1% масс. диоксида кремния. Порошок оксида алюминия может не содержать диоксида кремния. Компонент на основе оксида алюминия, используемый при получении совместно перемешанной смеси, содержит, состоит преимущественно из или состоит из псевдобемита, который находится в рационально измельченном состоянии, чтобы быть в форме порошка (в сухом состоянии), что позволяет его совместно перемешивать или смешивать с соединениями металлов, водой и другими составляющими, которые образуют совместно перемешанную смесь по изобретению.
Частицы оксида алюминия в порошке оксида алюминия могут быть описаны с точки зрения размера ячейки сита, где большая часть частиц, то есть, по меньшей мере 90% масс. частиц, способна проходить сквозь сито № 35 (номинальный размер ячейки сита 0,500 мм) и большая часть частиц, то есть по меньшей мере 90% масс. частиц, не способна проходить сквозь или остается на сите № 400 (номинальный размер ячейки сита 0,037 мм).
Катализатор по изобретению дополнительно имеет определенную поровую структуру, которая, как отмечено выше, способствует улучшению его свойств. Для катализатора важно иметь бимодальную поровую структуру, но при этом, чтобы большая часть его общего объема пор приходилась на поры, имеющие диаметры менее, чем 10000 ангстрем (Å). В частности, менее 6 процентов (%) от общего объема пор катализатора приходится на поры, имеющие диаметр более, чем 10000 Å. Предпочтительный состав катализатора имеет менее 5% и, более предпочтительно, менее 4% от его общего объема пор, приходящийся на поры диаметром более, чем 10000 Å.
Поровая структура катализатора такова, что отношение общего объема пор, имеющих диаметр более, чем 10 000 Å, к общему объему пор, имеющих диаметр более, чем 1000 Å, составляет менее, чем 0,6. Предпочтительно, чтобы это отношение было менее, чем 0,5 и, наиболее предпочтительно, чтобы отношение было менее, чем 0,4.
В дополнение к характеристикам поровой структуры катализатора по изобретению, имеющего небольшую часть его общего объема пор, приходящуюся на диаметр более 10000 Å, поровая структура является бимодальной, поскольку первая основная часть общего объема пор катализатора по изобретению приходится на поры диаметром в диапазоне от 50 Å до 150 Å, и вторая основная часть общего объема пор приходится на поры диаметром в диапазоне от 1000 до 10000 Å. Только незначительная часть общего объема пор катализатора приходится на поры диаметром в диапазоне от 150 Å до 1000 Å.
Первая основная часть общего объема пор находится в диапазоне от 15% до 60% от общего объема пор катализатора, а вторая основная часть общего объема пор находится в диапазоне от 10% до 50% от общего объема пор катализатора.
Незначительная часть общего объема пор составляет менее, чем 15% от общего объема пор катализатора. Предпочтительно, незначительная часть составляет менее, чем 13%, и даже менее, чем 10% от общего объема пор катализатора.
Таким образом, бимодальная поровая структура катализатора такова, что более, чем 15%, предпочтительно более, чем 20% и, более предпочтительно, более, чем 25% от общего объема пор катализатора приходится на поры диаметром в диапазоне от 50 Å до 150 Å. Верхний предел диапазона объема пор, приходящегося на поры диаметром в диапазоне от 50 Å до 150 Å, составляет менее, чем 60% от общего объема пор катализатора, предпочтительно, менее, чем 50%, и, наиболее предпочтительно, менее, чем 40%.
Что касается второй основной части бимодальной поровой структуры катализатора, то она содержит более, чем 10%, предпочтительно, более, чем 12%, и более предпочтительно, более, чем 15% от общего объема пор катализатора, приходящегося на поры диаметром в диапазоне от 1000 Å до 10000 Å. Верхний предел диапазона объема пор, приходящегося на поры диаметром в диапазоне от 1000 Å до 10000 Å, составляет менее, чем 50% от общего объема пор катализатора, предпочтительно, менее, чем 45%, и, наиболее предпочтительно, менее, чем 40%.
Существенным признаком катализатора по изобретению является высокий уровень или концентрация в нем металлических кобальта и молибдена.
Соединение кобальта в совместно перемешанной смеси представляет собой соединение кобальта, которое способно превращаться в оксид при обжиге в присутствии кислорода. Соединение кобальта может быть выбрано из подходящих соединений соли кобальта. Такие соединения могут включать соединение кобальта, выбранное из двойных соединений кобальта и аммония, и фосфатов, нитратов, оксалатов, сульфатов и галогенидов кобальта. Обнаружено, что особо подходящей солью кобальта, полезной в качестве соединения кобальта для совместно перемешанной смеси, является нитрат кобальта. Предпочтительно смешивать соединение кобальта с другими компонентами совместно перемешанной смеси в виде первого водного раствора, который содержит кобальт. Первый водный раствор получают путем растворения соли кобальта в воде. Наиболее предпочтительной солью кобальта является нитрат кобальта.
Молибденовое соединение в совместно перемешанной смеси представляет собой соединение молибдена, которое способно превращаться в оксид при обжиге в присутствии кислорода. Молибденовое соединение выбирают из подходящих соединений солей молибдена. Такие соединения включают соединение молибдена, выбранное из таких соединений, как молибдат аммония, молибдат калия, молибдат натрия, фосфомолибденовая кислота, дисульфид молибдена, триоксид молибдена и молибденовая кислота. Предпочтительно смешивать соединение молибдена с другими компонентами совместно перемешанной смеси в виде второго водного раствора, который содержит молибден. Второй водный раствор получают путем растворения молибденовой соли в воде. Наиболее предпочтительной солью молибдена является молибдат аммония, а именно гептамолибдат аммония и димолибдат аммония.
Для получения состава готового катализатора по изобретению сформированный агломерат совместно перемешанной смеси сушат и затем обжигают. Сушка совместно перемешанной совместно не является решающим этапом, и, как правило, проводится в воздухе и при температуре сушки в диапазоне от 20 °С до 125 оС. Период времени сушки представляет собой любой подходящий период времени, который может обеспечить желаемую степень сушки.
Обжиг совместно перемешанной смеси является существенным и важным признаком состава катализатора по изобретению, поскольку он обеспечивает превращение соединений металлов в их оксидные формы и оксида алюминия в виде псевдобемита в гамма-форму оксида алюминия. Считается, что совместное перемешивание псевдобемита с металлическими компонентами и последующая конверсия путем обжига этих компонентов способствует получению каталитического продукта, имеющего особенно хорошие каталитические свойства.
Обжиг образованных агрегатов или агломератов совместно перемешанной смеси проводят в присутствии кислородсодержащей газообразной среды, а именно воздуха, при температуре и в течение периода времени, который подходит для достижения желаемой степени обжига, чтобы получить состав готового катализатора по изобретению. Как правило, температура обжига находится в диапазоне от 300 °С до 800 °С, предпочтительно, от 350 °С до 700 °С, и более предпочтительно, от 400 °С до 600 °С. Период времени обжига составляет от 0,1 часа до 96 часов.
Уровни концентрации металлических компонентов в обожженной совместно перемешанной смеси являются критическим признаком катализатора по изобретению. Содержание металлов считается относительно высоким и именно комбинация высоких концентраций металлов совместно с другими важными признаками катализатора дает катализатор, имеющий вышеупомянутые улучшенные каталитические свойства.
Кобальтовый компонент в обожженной совместно перемешанной смеси составляет по меньшей мере 2,75 массовых процента (% масс.). Желательно, чтобы кобальт присутствовал в обожженной совместно перемешанной смеси в количестве, находящемся в диапазоне от 2,85% масс. до 6% масс. Предпочтительно, чтобы кобальтовый компонент присутствовал в обожженной совместно перемешанной смеси в количестве, находящемся в диапазоне от 3,0 до 5% масс. и, более предпочтительно, чтобы кобальтовый компонент присутствовал в количестве, находящемся в диапазоне от 3,1 до 4% масс.
Молибденовый компонент в обожженной совместно перемешанной смеси составляет по меньшей мере 7,5 массовых процента (% масс.). Желательно, чтобы молибден присутствовал в обожженной совместно перемешанной смеси в количестве, находящемся в диапазоне от 7,75% масс. до 15% масс. Предпочтительно, чтобы молибденовый компонент присутствовал в обожженной совместно перемешанной смеси в количестве, находящемся в диапазоне от 8,0 до 12% масс. и, более предпочтительно, чтобы молибденовый компонент присутствовал в количестве, находящемся в диапазоне от 8,5 до 10,5% масс.
Приведенные в данном тексте ссылки на массовый процент металлического компонента в обожженной совместно перемешанной смеси рассчитаны от общей массы состава катализатора с металлическим компонентом в качестве оксида независимо от фактической формы металлического компонента.
Таким образом, катализатор по изобретению представляет собой обожженный, сформированный агломерат совместно перемешанной смеси, который содержит, состоит преимущественно из или состоит из гамма-оксида алюминия, кобальтового компонента и молибденового компонента. Количество компонента гамма-оксида алюминия, содержащегося в катализаторе, составляет остаток состава после вычета металлов. Таким образом, компонент гамма-оксида алюминия в катализаторе присутствует в количестве, находящемся в диапазоне до около 89,75% масс. от состава. Как правило, катализатор содержит гамма-оксид алюминия в количестве, находящемся в диапазоне от около 80% масс. до около 89% масс., предпочтительно, от 85% масс. до 89% масс.
Состав катализатора по изобретению пригоден для гидролиза соединений серы, которые содержатся в потоке газа, и, в частности, состав катализатора особенно полезен для обработки потоков хвостовых газов, генерируемых технологическими установками процесса Клауса, для превращения соединений серы, содержащихся в потоке хвостового газа, в H2S, который впоследствии может быть удален любым из многих подходящих средств или способов, известных специалистам в данной области для удаления H2S из газового потока.
Состав катализатора обладает определенными уникальными каталитическими свойствами при использовании в очистке потоков хвостовых газов установки процесса Клауса, что позволяет реактору гидролиза работать при более низких температурных условиях, чем требуется для реакторов гидролиза, которые используют традиционные катализаторы, и состав катализатора обеспечивает глубокую конверсию соединений серы даже при более низких температурных условиях в реакторе.
Состав катализатора дополнительно позволяет пропускать газовый поток через реактор гидролиза при гораздо более высоком расходе и, таким образом, при намного более высокой объемной скорости, чем это допускается для реакторов гидролиза, которые загружаются традиционными катализаторами, но, тем не менее, обеспечивает глубокую конверсию соединений серы в условиях пониженной температуры в реакторе.
При работе типичной традиционной системы реактора гидролиза, которая включает в себя реактор, загруженный традиционным катализатором гидролиза, хвостовой газ необходимо нагревать до значительных температур перед его введением в реактор гидролиза. Это происходит из-за хвостового газа, который поступает из установки процесса Клауса и выходит из конденсатора серы, который работает при температуре близкой к температуре конденсации элементарной серы. Температура типичного потока хвостового газа установки процесса Клауса находится в диапазоне от 110 °С до 125 °С. Для традиционных установок гидролиза, хвостовой газ, как правило, должен быть нагрет, таким образом, чтобы начальная температура, или температура на входе, сырья из хвостового газа в реакторе гидролиза находилась в диапазоне от 250 °С до 350 °С. Любое уменьшение этой требуемой температуры на входе сырья из хвостового газа в реактор гидролиза обеспечит значительную экономию энергии при его работе.
Использование состава катализатора по изобретению при очистке потока хвостового газа процесса Клауса может, таким образом, обеспечивать значительную экономию энергии за счет снижения температуры, необходимой для очистки потока хвостового газа процесса Клауса.
Поток газа, который может быть очищен с использованием состава катализатора по изобретению, включает одно или более газообразных соединений и, дополнительно, содержит по меньшей мере одно соединение серы. В качестве используемого в данном тексте термина соединение серы представляет собой молекулярное или элементарное соединение, выбранное из группы соединений, состоящих из карбонилсульфида (COS), сероуглерода (CS2), диоксида серы (SO2) и элементарной серы (Sx). Сероводород исключается из этого определения соединения серы; поскольку состав катализатора по изобретению не предназначен для конверсии H2S, но, скорее, соединения серы должны быть восстановлены посредством реакции восстановления в сероводород.
Сероводород в последующем удаляется из потока очищенного газа. Таким образом, газовый поток содержит соединение, которое обычно является газообразным или находится в газовой фазе при условиях рабочей температуры и давления в реакторе гидролиза. Примеры газообразных соединений, отличных от вышеупомянутых соединений серы, включают азот, кислород, диоксид углерода, монооксид углерода, водород, воду и низшие углеводороды, а именно метан, этан и этилен.
Общая концентрация соединений серы, содержащихся в газовом потоке, который загружается или вводится в реактор гидролиза, содержащий состав катализатора по изобретению, находится в диапазоне от 0,01% об. (100 см3/м3) до 5% об. от общего газового потока. Как правило, концентрация соединения серы находится в диапазоне от 0,02% об. (200 см3/м3) до 3% об.
Как отмечалось ранее, состав катализатора особенно подходит для очистки потока хвостового газа процесса Клауса с целью конверсии содержащихся в нем соединений серы в сероводород, с тем чтобы получить поток очищенного газа, имеющий пониженную концентрацию соединений серы, ниже концентрации серы в потоке хвостового газа, подлежащем обработке. В следующей Таблице 1 приведены типовые диапазоны для наиболее распространенных компонентов, составляющих поток хвостового газа процесса Клауса.
Таблица 1. Состав хвостового газа процесса Клауса
(% об.)
(% об.)
В процессе гидролиза по изобретению газовый поток, имеющий определенную концентрацию соединений серы, вводится в реактор гидролиза, который содержит состав катализатора и который работает при подходящих условиях для реакций гидролиза или восстановления. Внутри реактора гидролиза поток газа контактирует с составом катализатора, который содержится в нем. Из реактора гидролиза получают поток очищенного газа, имеющий пониженную концентрацию соединения серы. Хотя поток очищенного газа имеет увеличенную концентрацию H2S по сравнению с потоком газа, поток очищенного газа имеет пониженную концентрацию соединений серы по сравнению с газовым потоком. Пониженная концентрация соединений серы составляет, как правило, менее, чем 100 см3/м3, предпочтительно, менее, чем 50 см3/м3 и, наиболее предпочтительно, менее, чем 30 см3/м3.
Как было отмечено ранее, одним из преимуществ использования состава катализатора по изобретению при гидролизе потока хвостового газа процесса Клауса является то, что он обеспечивает работу реактора гидролиза при относительно низкой температуре на входе, например, менее, чем 250 °C. Существует минимальная температура, при которой поток газа следует вводить в реактор гидролиза, и, таким образом, температура на входе, при которой газовый поток загружается или вводится в реактор гидролиза, как правило, находится в диапазоне от 140°C до 250 °C. Предпочтительно, чтобы начальная температура находилась в диапазоне от 150°C до 240 °C, и, более предпочтительно, чтобы начальная температура находилась в диапазоне от 160°C до 230°C. Наиболее предпочтительно, чтобы начальная температура газового потока в реакторе гидролиза находилась в диапазоне от 170°C до 220°C.
Рабочее давление реактора гидролиза, как правило, находится в диапазоне от 1 бар (14,5 фунтов на кв. дюйм) до 100 бар (1450,3 фунтов на кв. дюйм), предпочтительно от 2 бар (29,0 фунтов на кв. дюйм) до 70 бар (1015,3 фунтов на кв. дюйм), и, более предпочтительно, от 3 бар (43,5 фунтов на кв. дюйм) до 50 бар (725,2 фунтов на кв. дюйм).
Расход, при котором газовый поток и, если таковой имеется, дополнительный восстановительный газ, вводятся в реактор гидролиза, как правило, обеспечивают часовую объемную скорость газа (GHSV), которая находится в диапазоне от 10 ч-1 до 10000 ч-1. Термин «часовая объемная скорость газа» относится к численному отношению скорости, с которой углеводородное сырье загружается в реактор гидролиза в объеме в час, разделенной на объем катализатора, содержащегося в реакторе гидролиза, в который загружается газовый поток. Предпочтительная часовая объемная скорость газа (GHSV) находится в интервале от 10 ч-1 до 8000 ч-1, более предпочтительно, от 500 ч-1 до 5000 ч-1 и наиболее предпочтительно, от 1000 ч-1 до 4000 ч-1.
При обработке потока хвостового газа процесса Клауса в большинстве случаев он содержит концентрации воды и водорода, которые могут быть источником восстановительного газа, необходимого для реакции гидролиза в процессе гидролиза. Но в случае, если газовый поток не содержит достаточной концентрации восстановительных газовых компонентов, восстановительный газ может быть добавлен по мере необходимости к газовому потоку. Как правило, желательно иметь количества восстановительных газов в потоке газа, которые стехиометрически необходимы для того, чтобы реакции гидролиза проходили наиболее полно.
Следующие примеры представлены для дополнительной иллюстрации некоторых аспектов изобретения, но они не должны толковаться как неоправданно ограничивающие объем изобретения.
Пример 1
Этот Пример 1 иллюстрирует получение состава катализатора по изобретению и катализатора сравнения.
Состав катализатора по изобретению
Вариант реализации изобретения состава катализатора был приготовлен путем перемешивания широкопористого порошка оксида алюминия, который содержит в основном псевдобемит, с азотной кислотой и водой в таких пропорциях, чтобы получить пластическую смесь, например, экструдируемую смесь, имеющую содержание воды, такое, что ее потери при прокаливании составляют около 61%. Водный раствор кобальта, содержащий кобальт, получали путем растворения нитрата кобальта в воде и водный раствор молибдена, содержащий молибден, получали путем растворения димолибдата аммония в воде с 30% перекиси водорода. Два металлических раствора добавляли к перемешиваемой смеси и, после смешивания в течение некоторого периода времени, небольшой процент гидроксида аммония смешивали с перемешиваемой смесью. Полученную смесь затем экструдировали через экструзионные головки c трехдольными отверстиями размером 3,2 мм, а экструдаты сушили и обжигали. Состав готового катализатора содержал оксид алюминия, который преимущественно находился в гамма-форме, 9,4% масс. молибдена и 3,6% масс. кобальта. Массовый процент (% масс.) металлов рассчитан от общей массы готового катализатора с металлами в оксидной форме.
Состав катализатора сравнения A
Состав катализатора сравнения А был приготовлен аналогично катализатору по изобретению, за исключением того, что концентрации металлов были значительно ниже, чем в составе катализатора по изобретению. Состав готового катализатора сравнения А содержал 7,2% масс. молибдена и 2,5% масс. кобальта.
Состав катализатора сравнения Б
Пропитывающий раствор получали путем смешивания водного раствора аммиака, димолибдата аммония и гидроксида кобальта в таких количествах, чтобы в готовом катализаторе получить 8,5% масс. молибдена (в пересчете на элемент) и 3,3% масс. кобальта (в пересчете на элемент). Эту смесь нагревали до 45°C и к смеси добавляли моноэтаноламин (МЭА) в количестве от 1,2 до 1,5 моль MЭA на моль кобальта. Смесь перемешивали при постоянной температуре до тех пор, пока соли металлов полностью не растворились. Раствор затем охлаждали до около 30°C и доводили водой до общего объема раствора, чтобы он приближался к объему пор в сферах оксида алюминия, которые должны были быть пропитаны раствором. Бусины или сферы из оксида алюминия, имеющие номинальный диаметр 4 мм, пропитывали раствором и выдерживали в течение двух часов при нерегулярном перемешивании для предотвращения агломерации. Пропитанные сферы из оксида алюминия сушили в конвекционной сушилке при температуре 125°C в течение одного часа. Высушенные сферы обжигали в муфельной печи при температуре 538°C в течение одного часа.
Пример 2
Этот Пример 2 иллюстрирует использование катализаторов, описанных в Примере 1, при гидролизе газового потока, содержащего определенную концентрацию по меньшей мере одного соединения серы, и дает данные об эксплуатационных характеристиках катализаторов.
Были испытаны эксплуатационные характеристики катализаторов по Примеру 1 с использованием пилотной реакторной установки для хвостового газа, оборудованной трубчатой топкой, используемой для регулирования температуры в реакторе. При подготовке к испытанию на активность каждый соответствующий катализатор сульфидировали путем введения сырья, содержащего H2S и H2, в реактор на 3 часа при 300°C и часовой объемной скорости газа (GHSV), равной 467. Синтетический хвостовой газ, содержащий H2S, SO2, COS, CS2, S, H2, CO, N2 и водяной пар, и имеющий типовой состав, приведенный в Таблице 2, затем загружали в реактор хвостового газа, работающий при различных температурах в реакторе, со скоростью, обеспечивающей нормальную часовую объемную скорость газа (n GHSV), равную 2052 (нормальная часовая объемная скорость газа, удельное давление 3 фунта на кв. дюйм).
Таблица 2. Типичный состав сырья
Состав выходящего из реактора потока для каждых температурных условий в реакторе анализировали с использованием газовой хроматографии. Результаты испытания приведены в следующих Таблицах 3-6, которые дополнительно иллюстрируются гистограммами на фиг. 1 и фиг. 2.
Таблица 3. Неконвертированный COS в выходном потоке реактора
COS - Катализатор по изобретению
(см3/м3)
(%)
Таблица 4. Неконвертированный СО в выходном потоке реактора
(% масс.)
(%)
Таблица 5. K-значения для реакции гидролиза COS
(к-значение)
(к-значение)
(к-значение)
Таблица 6. K-значения для реакции сдвига фаз «вода-газ»
(к-значение)
(к-значение)
(к-значение)
Данные, приведенные в Таблицах выше, показывают, что катализатор по изобретению демонстрирует улучшенные каталитические характеристики по сравнению с составом совместно перемешанного катализатора сравнения с низким содержанием металлов и составом пропитанного катализатора сравнения.
Показано, что константа скорости реакции, обеспечиваемая катализатором по изобретению для реакции гидролиза карбонилсульфида, при более низких температурах по сравнению с катализатором А, значительно выше и эта константа скорости реакции при более высокой температуре реакции остается относительно постоянной. В сравнении с катализатором Б константа скорости реакции гидролиза COS, обеспечиваемая катализатором по изобретению, значительно выше при всех температурах реакции, за исключением очень низкой температуры 200 °C, при которой константы скорости реакции, обеспечиваемые двумя катализаторами практически эквивалентны.
В результате более высокой константы скорости реакции гидролиза COS, обеспечиваемой катализатором по изобретению, значительно уменьшается концентрация неконвертированного карбонилсульфида в потоке очищенного газа по сравнению с тем, который получается при использовании катализаторов сравнения. Эта пониженная концентрация неконвертированного карбонилсульфида получается и при использовании катализатора по изобретению даже при более низких или пониженных температурах реакции.
На фиг.1 изображены данные, приведенные в Таблице 3, в виде гистограммы, и это помогает проиллюстрировать улучшенные эксплуатационные характеристики катализатора по изобретению по сравнению с составом совместно перемешанного катализатора с низким содержанием металлов (Катализатор А) и пропитанным катализатором (Катализатор Б).
Состав катализатора по изобретению также демонстрирует улучшенные характеристики для равновесной реакции сдвига фаз «вода-газ» для монооксида углерода и воды по сравнению с характеристиками при использовании катализаторов сравнения. Константа скорости реакции, обеспечиваемая катализатором по изобретению, значительно улучшена для всех температур по сравнению с константой, обеспечиваемой Катализатором А. При сравнении с константой скорости реакции Катализатора Б, катализатор по изобретению обеспечивает большую константу скорости реакции при всех температурах, за исключением самой низкой температуры, при которой константы скорости являются практически эквивалентными.
Более высокая константа скорости реакции сдвига фаз «вода-газ» обеспечивает значительно меньшую концентрацию неконвертированного монооксида углерода, который образуется в потоке обработанного газа, по сравнению с тем, который образуется при использовании катализатора сравнения. Более высокая константа скорости реакции позволяет реактору работать при низких температурах реакции.
На фиг. 2 изображены данные, приведенные в Таблице 4, в виде гистограммы, и это помогает проиллюстрировать повышенные эксплуатационные характеристики катализатора по изобретению по сравнению с составом совместно перемешанного катализатора с низким содержанием металлов и пропитанным катализатором.
Изобретение относится к составу катализатора, пригодному для каталитического восстановления соединений серы в газовом потоке. Состав катализатора содержит сформированный агломерат совместно перемешанной смеси, содержащий псевдобемит, соединение кобальта и соединение молибдена, причем указанный сформированный агломерат обжигают для получения указанного состава катализатора, содержащего гамма-оксид алюминия, от 7,75 до 15 мас.% молибдена и от 2,85 до 6 мас.% кобальта, где каждый мас.% рассчитан от общей массы указанного состава катализатора и металла в качестве оксида независимо от его фактической формы. Указанный состав катализатора имеет бимодальную поровую структуру, так что менее 6% от общего объема пор указанного состава катализатора приходится на поры диаметром более 10000 Å, и где указанная бимодальная поровая структура указанного состава катализатора дополнительно характеризуется тем, что более чем 15% и менее чем 60% от общего объема пор указанного состава катализатора приходится на поры диаметром в диапазоне от 50 до 150 Å, более чем 10% и менее чем 50% от общего объема пор указанного состава катализатора приходится на поры диаметром в диапазоне от 1000 до 10000 Å, и менее чем 15% от общего объема пор указанного состава катализатора приходится на поры диаметром в диапазоне от 150 до 1000 Å. Также предложены способ гидролиза для каталитического восстановления соединений серы в газовом потоке и способ получения вышеуказанного состава катализатора. Изобретение позволяет получить состав катализатора, который обеспечивает конверсию с высоким значением степени превращения соединений серы, содержащихся в газовых потоках, а именно в хвостовом газе установки процесса Клауса, в условиях низкотемпературной реакции. 3 н. и 8 з.п. ф-лы, 6 табл., 2 пр., 2 ил.
1. Состав катализатора, пригодный для каталитического восстановления соединений серы в газовом потоке, отличающийся тем, что указанный состав катализатора содержит:
сформированный агломерат совместно перемешанной смеси, содержащий псевдобемит, соединение кобальта и соединение молибдена, причем указанный сформированный агломерат обжигают для получения указанного состава катализатора, содержащего гамма-оксид алюминия, от 7,75 до 15 мас.% молибдена и от 2,85 до 6 мас.% кобальта, причем каждый мас.% рассчитан от общей массы указанного состава катализатора и металла в качестве оксида независимо от его фактической формы,
где указанный состав катализатора имеет бимодальную поровую структуру, так что менее 6% от общего объема пор указанного состава катализатора приходится на поры диаметром более 10000 Å, и
где указанная бимодальная поровая структура указанного состава катализатора дополнительно характеризуется тем, что более чем 15% и менее чем 60% от общего объема пор указанного состава катализатора приходится на поры диаметром в диапазоне от 50 до 150 Å, более чем 10% и менее чем 50% от общего объема пор указанного состава катализатора приходится на поры диаметром в диапазоне от 1000 до 10000 Å и менее чем 15% от общего объема пор указанного состава катализатора приходится на поры диаметром в диапазоне от 150 до 1000 Å.
2. Состав катализатора по п. 1, отличающийся тем, что катализатор указанного состава дополнительно характеризуется тем, что отношение общего объема пор, приходящегося на поры диаметром более чем 10000 Å, к общему объему пор, приходящемуся на поры диаметром более чем 1000 Å, меньше чем 0,6.
3. Состав катализатора по п. 2, отличающийся тем, что указанная бимодальная поровая структура указанного состава катализатора такова, что более чем 20% и менее чем 50% от общего объема пор указанного состава катализатора приходится на поры диаметром в диапазоне от 50 до 150 Å, менее чем 13% от общего объема пор указанного состава катализатора приходится на поры диаметром в диапазоне от 150 до 1000 Å, более чем 12% и менее чем 45% от общего объема пор указанного состава катализатора приходится на поры диаметром в диапазоне от 1000 до 10000 Å и менее 6% от общего объема пор катализатора указанного состава приходится на поры диаметром более чем 10000 Å.
4. Способ гидролиза для каталитического восстановления соединений серы в газовом потоке, включающий: введение газового потока, содержащего соединение серы, в реактор с четко выделенной реакционной зоной, содержащей состав катализатора, который работает при подходящих условиях реакции восстановления, и контактирование указанного газового потока с указанным составом катализатора, отличающийся тем, что указанный состав катализатора содержит сформированный агломерат совместно перемешанной смеси, содержащий псевдобемит, соединение кобальта и соединение молибдена, причем указанную совместно перемешанную смесь обожгли с целью получения катализатора указанного состава, содержащего гамма-оксид алюминия, от 7,75 до 15 мас.% молибдена и от 2,85 до 6 мас.% кобальта, причем каждый мас.% рассчитан от общей массы катализатора указанного состава и металла в качестве оксида независимо от его фактической формы; где указанный состав катализатора имеет бимодальную поровую структуру, так что менее 6% от общего объема пор указанного состава катализатора приходится на поры диаметром более 10000 Å; и где указанная бимодальная поровая структура указанного состава катализатора дополнительно характеризуется тем, что более чем 15% и менее чем 60% от общего объема пор указанного состава катализатора приходится на поры диаметром в диапазоне от 50 до 150 Å, более чем 10% и менее чем 50% от общего объема пор указанного состава катализатора приходится на поры диаметром в диапазоне от 1000 до 10000 Å и менее чем 15% от общего объема пор указанного состава катализатора приходится на поры диаметром в диапазоне от 150 до 1000 Å.
5. Способ по п. 4, отличающийся тем, что указанное соединение серы находится в указанном газовом потоке при концентрации соединения серы в диапазоне от 0,01 до 2 об.%, и причем указанное соединение серы выбрано из группы соединений, состоящих из карбонилсульфида (COS), сероуглерода (CS2), диоксида серы (SO2) и элементарной серы (Sx).
6. Способ по п. 5, отличающийся тем, что подходящие условия реакции восстановления включают температуру на входе в указанном реакторе, которая находится в диапазоне от 115 до 300°C.
7. Способ по п. 6, отличающийся тем, что в потоке очищенного газа из реактора гидролиза получают пониженную концентрацию соединения серы, причем данная пониженная концентрация соединения серы в указанном обработанном газе составляет менее чем 75 частей на млн по объему (ppmv).
8. Способ получения состава катализатора по п. 1, пригодного для каталитического восстановления соединений серы, содержащихся в газовом потоке, причем указанный способ включает: смешивание псевдобемита, кобальтового компонента и молибденового компонента для образования совместно перемешанной смеси; формование указанной совместно перемешанной смеси в сформированный агломерат; и сушку и обжиг указанного сформированного агломерата для получения указанного состава катализатора, содержащего гамма-оксид алюминия, от 7,75 до 15% мас.% молибдена и от 2,85 до 6 мас.% кобальта, причем каждый мас.% рассчитан от общей массы катализатора указанного состава и металла в качестве оксида независимо от его фактической формы.
9. Способ по п. 8, отличающийся тем, что указанный этап смешивания включает совместное перемешивание первого водного раствора указанного кобальтового компонента и второго водного раствора указанного молибденового компонента с указанным псевдобемитом.
10. Способ по п. 9, отличающийся тем, что перед смешиванием указанного первого водного раствора и указанного второго водного раствора с указанным псевдобемитом на указанном этапе смешивания указанный псевдобемит в порошкообразной форме смешивают с водой и азотной кислотой с целью получения пластичной смеси, имеющей потери при прокаливании в диапазоне от 40 до 80%, а затем указанную пластичную смесь, указанный первый водный раствор и указанный второй водный раствор совместно перемешивают, чтобы, таким образом, получить указанную совместно перемешанную смесь.
11. Способ по п. 10, отличающийся тем, что указанный первый водный раствор содержит нитрат кобальта, растворенный в воде, и указанный второй водный раствор содержит димолибдат аммония, растворенный в воде.
| US 4456701 A, 26.06.1984 | |||
| US 20120148468 A1, 14.06.2012 | |||
| US 20150273447 A1, 01.10.2015 | |||
| US 20080060977 A1, 13.03.2008 | |||
| US 3692698 A, 19.09.1972 | |||
| СПОСОБ ПОЛУЧЕНИЯ КАТАЛИЗАТОРА ГИДРООЧИСТКИ НЕФТЯНЫХ ФРАКЦИЙ | 1994 |
|
RU2074025C1 |
| Катализатор для гидроочистки бензиновых фракций и способ его приготовления | 1986 |
|
SU1373429A1 |

