Изобретение относится к области строительства и предназначено для устройства теплоизолирующих стен зданий, изготавливаемых при помощи 3D принтера.
Известен способ изготовления строительных конструкций методом послойного экструдирования с помощью 3D принтера [Лунева Д.А., Кожевникова Е.О., Калошина С.В. Применение 3D печати в строительстве и перспективы ее развития. / Вестник ПНИПУ. Строительство и архитектура, т. 8, №1 (2017), с. 90-101]. При изготовлении стен, экструдер, являющийся рабочим органом 3D принтера, послойно выдавливает быстротвердеющую бетонную смесь, формируя наружную и внутреннюю версты, которые фиксируются между собой бетонными, так же послойно экструдированными или предварительно изготовленными металлическими или стеклопластиковыми связями. Полости между верстами могут быть заполнены конструкционным железобетоном или теплоизоляцией.
Недостатками этого способа являются:
- мостики холода, которыми служат связи между внешней и внутренней верстами, снижающие теплоизоляционные возможности стены; наличие нескольких технологических переделов (печать каркаса стены, заполнение одних полостей теплоизоляционным материалом, монтаж арматуры и укладка конструкционного бетона в других) при изготовлении одного конструктивного элемента;
- необходимость в ручных операциях, включающихся в роботизированный процесс.
Наиболее близким по технической сущности заявляемому способу, является «Robotic systems for automated construction / Роботизированные системы для автоматизированного строительства» (Патент США №7641461 В2, кл. В29С 64/106 от 2004 г.) - прототип, содержащий 3D принтер с системой подачи вяжущего материала и печатающей головкой в виде экструдера, выдавливающего вяжущий материал через три сопла для формирования внешней версты, внутренней версты стены и последующего заполнения другим, вяжущим материалом пространства между ними, а так же двух шпателей, выполненных с возможностью придания формы материалу внешней и внутренней версты, выдавленному экструдером.
Недостатками этого решения является:
- двухэтапность выполнения работ. Сначала, используя боковые сопла, нужно послойно сформировать одним вяжущим материалом наружную и внутреннюю версты стены. Затем, дождавшись потери его подвижности, заполнить другим вяжущим материалом полость, сформировавшуюся между наружной и внутренней верстами стены (Фиг. 5);
- необходимость включения в устройство и эксплуатации двух систем подачи разных вяжущих материалов;
- потребность в достаточно быстром отверждении вяжущего материала для наружной и внутренней верст, чтобы он мог выдержать вес уложенных сверху слоев вяжущего материала и боковое давление вяжущего материала, заполняющего полость между верстами. При этом он не должен отверждаться слишком быстро потому, что это может привести к его затвердеванию внутри систем хранения и доставки материала.
Задачей заявляемого изобретения является послойное изготовление стен зданий, обладающих необходимыми теплоизоляционными и конструкционными свойствами, выполняемое одновременно на всю их толщину, за один проход печатающей головки-экструдера, выдавливающего вяжущий материал из одного сопла посредством одной системы подачи вяжущего материала.
Поставленная задача решается тем, что в «Устройстве и способе для изготовления теплоизолирующих стен из полистиролбетона при помощи 3D принтера»:
- устройство, содержащее 3D принтер с печатающей головкой в виде экструдера с системой подачи вяжущего материала, выдавливающего вяжущий материал через сопла и двух шпателей, выполненных с возможностью придания формы материалу, выдавленному экструдером, согласно изобретению экструдер оборудован системой предварительного подогрева вяжущего материала, одним соплом, прижимным шпателем и боковыми шпателями-электродами, имеющими в головной части технологические отгибы и соединенные с электрической сетью кабелями;
- способ изготовления, включающий, подачу вяжущего материала из экструдера через сопла для формирования сначала конструкционной, а затем теплоизолирующей части стены, согласно изобретению в качестве вяжущего материала используется полистиролбетон с невспененным полистиролом, который предварительно подогревается в экструдере, выдавливается через сопло на поверхность ранее уложенного слоя на всю его ширину, после чего нагревается пронизывающим его электрическим током, подающимся на боковые шпатели-электроды до температуры вспенивания полистирола и формируется в новый слой при помощи верхнего прижимного шпателя и шпателей-электродов.
Равномерно распределенные по объему, гранулы полистирола снижают теплопотери из конструкции в окружающую среду, увеличивая продолжительность действия высоких температур, и тем самым обеспечивая интенсивное нарастание прочности. Изменяя в рецептуре вяжущего материала содержание полистирола, в зависимости от потребности, можно увеличивать или уменьшать теплоизоляционные или конструкционные свойства стены.
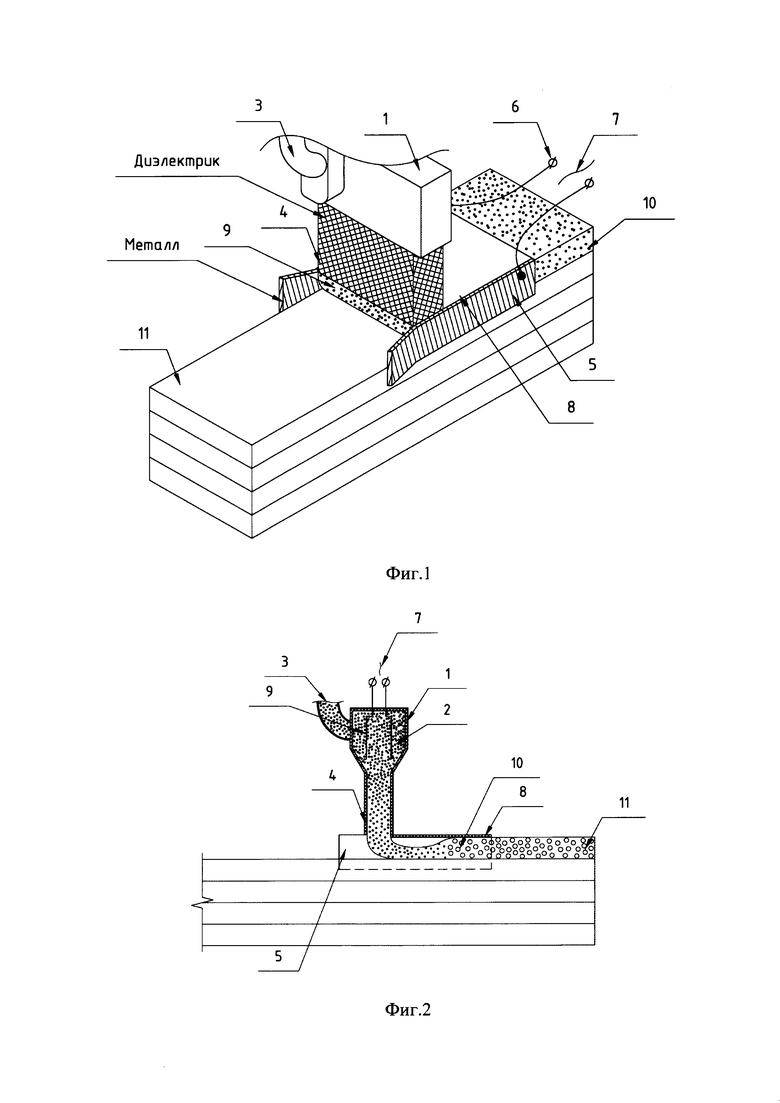
Устройство для изготовления теплоизолирующих стен из полистиролбетона при помощи 3D принтера представлено на фиг. 1 и фиг. 2. Печатающая головка 3D принтера включает в себя экструдер 1, оборудованный системой предварительного подогрева 2 вяжущего материала 9 с невспененными гранулами полистирола, подключенной к электрической сети 7, системой подачи 3 вяжущего материала 9 и выпускным соплом 4, через которое вяжущий материал - полистиролбетон 9 выдавливается на поверхность ранее отформованного и потерявшего подвижность слоя полистиролбетона 11. Ширина выпускного сопла 4 равна ширине возводимой стены 12. К выпускному соплу 4 жестко закреплены боковые шпатели-электроды 5 с технологическими отгибами. Шпатели-электроды 5 посредством кабелей 6 подключены к электрической сети 7. Между шпателями-электродами 5, в их верхней части, закреплен прижимной шпатель 8, вместе они формируют новый слой вяжущего материала 10 с вспененными гранулами полистирола. Выпускное сопло 4 и прижимной шпатель 8 выполняются из токоизоляционного материала.
Способ и устройство функционируют следующим образом. Полистиролбетонная смесь 9 с невспененными гранулами полистирола через систему подачи 3 вяжущего материала поступает в экструдер 1, где посредством системы предварительного подогрева 2 подогревается до температуры не выше 80°С и оттуда, через выпускное сопло 4 выдавливается на поверхность ранее отформованного и потерявшего подвижность слоя полистиролбетона 11. Выпускное сопло 4 имеет поперечный размер равный ширине ранее отформованного слоя полистиролбетона 11. Полистиролбетонная смесь 9 заполняет пространство между боковыми шпателями-электродами 5, которые, являясь частью печатающей головки 3D принтера, медленно перемещаются вдоль стены. Электрический ток, напряжением 380 В, поступающий из электрической сети 7 через кабели 6 на шпатели-электроды 5, проходит через полистиролбетонную смесь 9, быстро нагревая ее. По достижении температуры более 90°С гранулы полистирола размягчаются и под действием содержащегося в них кипящего изопентана, вспениваются, многократно увеличиваясь в объеме. При этом смесь 9 с невспененными гранулами полистирола превращается в смесь 10 с вспенившимися гранулами полистирола и меняет свое качество, приобретая теплоизоляционные свойства. В процессе нагрева и вспучивания гранул полистирола объем полистиролбетонной смеси 9 увеличивается, превращаясь в полистиролбетонную смесь 10, и занимает все пространство между боковыми шпателями-электродами 5, поверхностью ранее уложенного слоя возводимой стены 12 и прижимным шпателем 8, частично уплотняясь. Боковые шпатели-электроды 5 и прижимной шпатель 8 формируют очередной слой стены 11 из полистиролбетона 10 с вспененными гранулами полистирола, получившегося в результате электротермообработки. Обладая высокой температурой, полистиролбетонная смесь 10 быстро, еще в пространстве между шпателями-электродами 5, теряет подвижность и начинает интенсивно твердеть. Равномерно распределенные по объему вспененные гранулы полистирола, являющиеся утеплителем, снижают теплопотери из конструкции в окружающую среду. Увеличивается продолжительность действия высоких температур внутри материала, чем обеспечивается интенсивное нарастание прочности полистиролбетона.
Использование способа и устройства для изготовления теплоизолирующих стен из полистиролбетона при помощи 3D принтера позволяют за один проход печатающей головки получить слой из быстротвердеющего, не растекающегося под давлением вышеукладываемых слоев, однородного теплоизоляционно-конструкционного бетона, изменяя его свойства исходя из необходимости.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЪЕМНЫХ ИЗДЕЛИЙ СТРОИТЕЛЬНЫХ ЭЛЕМЕНТОВ МЕТОДОМ 3D-ПЕЧАТИ | 2022 |
|
RU2791611C1 |
| Экструдер для изготовления продукции методом FDM-печати | 2020 |
|
RU2740693C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОЛНОВОДНЫХ СВЧ-УСТРОЙСТВ И ЭЛЕМЕНТОВ НА 3D-ПРИНТЕРЕ МЕТОДОМ ПОСЛОЙНОГО НАПЛАВЛЕНИЯ НИТЕВОГО КОМПОЗИЦИОННОГО АБС-ПЛАСТИКА | 2016 |
|
RU2642791C1 |
| 3D-принтер | 2022 |
|
RU2800191C1 |
| СПОСОБ АДДИТИВНОЙ ЭКСТРУЗИИ ОБЪЁМНЫХ ИЗДЕЛИЙ И ЭКСТРУДЕР ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2020 |
|
RU2750995C2 |
| СУХАЯ ТЕПЛОИЗОЛИРУЮЩАЯ ГИПСОПЕНОПОЛИСТИРОЛЬНАЯ СТРОИТЕЛЬНАЯ СМЕСЬ ДЛЯ ПОКРЫТИЙ, ИЗДЕЛИЙ И КОНСТРУКЦИЙ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2007 |
|
RU2338724C1 |
| КОНСТРУКЦИОННО-ТЕПЛОИЗОЛЯЦИОННЫЙ ЭКОЛОГИЧЕСКИ ЧИСТЫЙ ПОЛИСТИРОЛБЕТОН, СПОСОБ ИЗГОТОВЛЕНИЯ ИЗ НЕГО ИЗДЕЛИЙ И СПОСОБ ВОЗВЕДЕНИЯ ИЗ НИХ ТЕПЛОЭФФЕКТИВНЫХ ОГРАЖДАЮЩИХ КОНСТРУКЦИЙ ЗДАНИЙ ПО СИСТЕМЕ "ЮНИКОН" | 2002 |
|
RU2230717C1 |
| Двойной экструдер с механизмом переключения активной печатающей головки 3D-принтера с возможностью электронной регулировки усилия прижима нити | 2021 |
|
RU2776864C1 |
| Печатающая головка строительного 3D принтера | 2022 |
|
RU2798762C1 |
| Способ получения градиентного полимерного композита методом 3D-печати (варианты) и градиентный полимерный композит, полученный указанным способом | 2023 |
|
RU2812548C1 |
Заявленная группа изобретений относится к области строительства и предназначена для изготовления теплоизолирующих стен зданий при помощи 3D-принтера. Устройство для изготовления теплоизолирующих стен из полистиролбетона при помощи 3D-принтера включает 3D-принтер с печатающей головкой в виде экструдера с системой подачи вяжущего материала, выдавливающего вяжущий материал через сопло и шпатели, выполненные с возможностью придания формы материалу, выдавленному экструдером. Экструдер оборудован системой предварительного подогрева вяжущего материала, а также верхним прижимным шпателем и боковыми шпателями-электродами, имеющими в головной части технологические отгибы и соединенные с электрической сетью кабелями. Техническим результатом изобретения является получение за один проход печатающей головки однородного слоя материала, не растекающегося под давлением вышеукладываемых слоев. 2 н.п. ф-лы, 2 ил.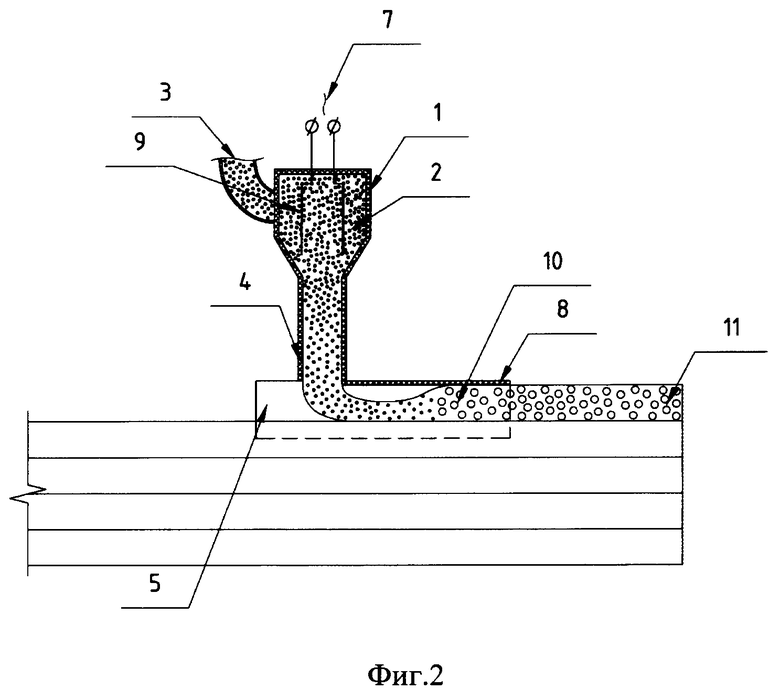
1. Устройство для изготовления теплоизолирующих стен из полистиролбетона при помощи 3D-принтера, содержащее 3D-принтер с печатающей головкой в виде экструдера с системой подачи вяжущего материала, выдавливающего вяжущий материал через сопло и шпатели, выполненные с возможностью придания формы материалу, выдавленному экструдером, оборудованным системой предварительного подогрева вяжущего материала, отличающийся тем, что экструдер оборудован верхним прижимным шпателем и боковыми шпателями-электродами, имеющими в головной части технологические отгибы и соединенные с электрической сетью кабелями.
2. Способ изготовления теплоизолирующих стен из полистиролбетона при помощи 3D-принтера, включающий подачу вяжущего материала из экструдера, предварительно подогреваемого в нем, через сопло для формирования конструкционной и теплоизолирующей части стены, отличающийся тем, что в качестве вяжущего материала используется полистиролбетон с невспененным полистиролом, который выдавливается через сопло на поверхность ранее уложенного слоя на всю его ширину, после чего нагревается пронизывающим его электрическим током, подающимся на боковые шпатели-электроды до температуры вспенивания полистирола и формируется в новый слой при помощи верхнего прижимного шпателя и шпателей-электродов.
| US 7641461 B2, 05.01.2010 | |||
| FR 3050744 A1, 03.11.2017 | |||
| МОБИЛЬНЫЙ СТРОИТЕЛЬНЫЙ 3D-ПРИНТЕР | 2016 |
|
RU2636980C1 |
| СПОСОБ ТРЕХМЕРНОЙ ПЕЧАТИ ЗДАНИЙ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2618235C1 |
| СПОСОБ ПОЛУЧЕНИЯ БАРИЕВЫХ СОЛЕЙ | 0 |
|
SU179287A1 |

