Сноска на родственные заявки
[0001] Данная заявка испрашивает приоритет предварительной заявки США № 62/346832, поданной 7 июня 2016 с названием «Способы и устройства для формирования стеклянных труб из стеклянных заготовок», полное содержание которой включается в данное описание.
Область техники, к которой относится изобретение
[0002] Данное изобретение относится в целом к изготовлению стеклянных труб и, в частности, к способам и устройствам для формирования стеклянных труб из стеклянных заготовок.
Уровень техники
[0003] Известны различные способы изготовления труб и/или стержней из стекла. Такие способы могут включать вытягивание расплавленного стекла над колоколом, что может создавать дефекты на внутренней поверхности стеклянной трубы. Дополнительно к этому, обычные способы могут включать контакт наружной поверхности стекла с оборудованием для изменения направления потока стекла и/или для продолжения вытягивания стекла. Этот контакт со стеклом может создавать дефекты на наружной стороне стеклянной трубы. Например, в этих обычных процессах вязкость стекла позволяет формовочному инструменту образовывать продольные линии (называемые также продольными филеночными линиями) на поверхности готовой трубы при протекании стекла по инструменту. Продольные филеночные линии являются последовательностями пиков и впадин на поверхности трубы из-за контакта стекла с металлическим инструментом. Другие дефекты, такие как мелкие пузырьки, вздутия, пузыри или включения, могут быть результатом плавления стекла перед вытягиванием.
[0004] В соответствии с этим, есть необходимость в альтернативных способах и устройствах для формирования стеклянных труб, которые уменьшают дефекты в готовом стеклянном изделии.
Сущность изобретения
[0005] Согласно одному варианту выполнения, способ формирования стеклянной трубы включает нагревание стеклянного слитка до температуры выше температуры стеклования стеклянного слитка, вытягивание стекла из стеклянного слитка в вертикальном направлении вниз, и пропускание потока сжатого газа через канал стеклянного слитка при вытягивании стеклянной трубы в вертикальном направлении вниз. Стеклянный слиток имеет наружную поверхность, задающую наружный диаметр стеклянного слитка, и канал, проходящий через стеклянный слиток. Вытягивание стеклянной трубы уменьшает диаметр стеклянного слитка до диаметра стеклянной трубы, и прохождение сжатого газа через канал увеличивает внутренний диаметр стеклянного слитка до внутреннего диаметра стеклянной трубы.
[0006] Согласно другому варианту выполнения, устройство для формирования стеклянной трубы включает печь, источник сжатого газа, по меньшей мере одну пару вытягивающих роликов, калибр внутреннего диаметра, калибр наружного диаметра и электронный управляющий блок. Печь проходит по существу в вертикальном направлении. Источник сжатого газа соединен по текучей среде с каналом стеклянного слитка, расположенного внутри печи, с помощью подающего трубопровода и обеспечивает поток сжатого газа в канал. По меньшей мере одна пара вытягивающих роликов расположена по потоку после нагревательной камеры и предназначена для вхождения в контакт со стеклянной трубой, вытягиваемой из стеклянного слитка. Электронный управляющий блок соединен с возможностью обмена сигналами с калибром внутреннего диаметра, калибром наружного диаметра, источником сжатого газа, и по меньшей мере с одной парой вытягивающих роликов. Электронный управляющий блок включает процессор и постоянную память для хранения читаемых компьютером и исполняемых команд, которые при выполнении процессором регулируют по меньшей мере скорость или крутящий момент по меньшей мере одной пары вытягивающих роликов на основании сигнала, принятого из калибра наружного диаметра, и регулируют скорость потока сжатого газа, подаваемого из источника сжатого газа, на основании сигнала, принятого из калибра внутреннего диаметра.
[0007] Дополнительные признаки и преимущества следуют из приведенного ниже подробного описания вариантов выполнения изобретения, формулы изобретения, а также прилагаемых чертежей.
[0008] Следует понимать, что приведенное выше общее описание и последующее подробное описание имеют предметом различные варианты выполнения способа и устройства для формирования стеклянных труб и имеют целью обеспечить понимание сущности и характеристик предлагаемого изобретения. Прилагаемые чертежи служат для дальнейшего понимания различных вариантов выполнения и являются частью данного описания. Чертежи иллюстрируют различные варианты выполнения и вместе с описанием служат для пояснения принципов работы предмета изобретения.
Краткое описание чертежей
На чертежах изображено:
[0009] фиг. 1 - система изготовления стеклянного слитка, согласно одному или нескольким приведенным здесь вариантам выполнения;
[0010] фиг. 2 - стеклянный слиток, согласно одному или нескольким вариантам выполнения;
[0011] фиг. 3 - устройство для изготовления стеклянной трубы для использования при формировании стеклянной трубы из стеклянного слитка, согласно одному или нескольким вариантам выполнения;
[0012] фиг. 4 - процесс формирования стеклянной трубы из стеклянного слитка с использованием устройства для изготовления стеклянной трубы фиг. 3, согласно одному или нескольким вариантам выполнения.
Подробное описание
[0013] Ниже приводится подробное описание различных вариантов выполнения способов и устройств для формирования стеклянных слитков и для формирования стеклянных труб из стеклянных слитков, примеры которых показаны на прилагаемых чертежах. Где возможно, на чертежах одинаковыми позициями обозначены одинаковые или аналогичные части.
[0014] Один вариант выполнения устройства для формирования стеклянной трубы показан на фиг. 3, которое обозначено в целом позицией 300. Устройство 300 для формирования стеклянной трубы может включать источник сжатого газа, обеспечивающего поток сжатого газа во внутренний канал стеклянного слитка, расположенного внутри печи, блок вертикальной подачи для позиционирования стеклянного слитка внутри печи и опускания стеклянного слитка в печи с управляемой скоростью подачи, по меньшей мере одну пару вытягивающих роликов, расположенных по потоку после печи, калибр внутреннего диаметра, калибр наружного диаметра и электронный управляющий блок. Стеклянный слиток нагревается в печи для уменьшения вязкости нижней части стеклянного слитка и обеспечения утончения стеклянного слитка. Утончаемая часть стеклянного слитка образует стеклянную трубу, которая захватывается по меньшей мере с помощью одной пары вытягивающих роликов под печью для вытягивания стеклянной трубы. Электронный управляющий блок предназначен для регулирования скорости подачи вниз стеклянного слитка внутри печи, регулирования по меньшей мере скорости или крутящего момента по меньшей мере одной пары вытягивающих роликов на основании сигнала, принятого из калибра наружного диаметра, и регулирования скорости потока сжатого газа на основании сигнала, принятого из калибра внутреннего диаметра, с целью управления формированием стеклянной трубы. Ниже приводится описание различных вариантов выполнения способов и устройств для формирования стеклянных труб из стеклянного слитка со ссылками на прилагаемые чертежи.
[0015] Используемые здесь указания направления, такие как, например, вверх, вниз, вправо влево, вперед, назад, верхний, нижний, вертикально, горизонтально, относятся к фигурам и, если не указано иное, не обозначают абсолютную ориентацию.
[0016] Если не указано специально, то ни в одном поясняемом здесь способе не требуется выполнения стадий в определенной последовательности, а также не требуется специальная ориентация устройства. В соответствии с этим, там где в относящихся к способу пунктах формулы изобретения не указана последовательность выполнения стадий, или в относящихся к устройству пунктах формулы изобретения не указана последовательность или ориентация отдельных компонентов, то это не означает, что подразумевается последовательность или ориентация. Это относится к любой возможной специально указанной основы для интерпретации, включая логику относительно последовательности стадий, рабочих потоков, последовательности компонентов или ориентации компонентов; значение, выведенное из грамматики или пунктуации; количество или тип вариантов выполнения, описание которых приведено в описании.
[0017] Используемые здесь формы единственного числа включают в себя множественные формы, если из контекста не следует другое. Так, например, ссылка на компонент включает аспекты, имеющие два или больше таких компонентов, если из контекста явно не следует другое.
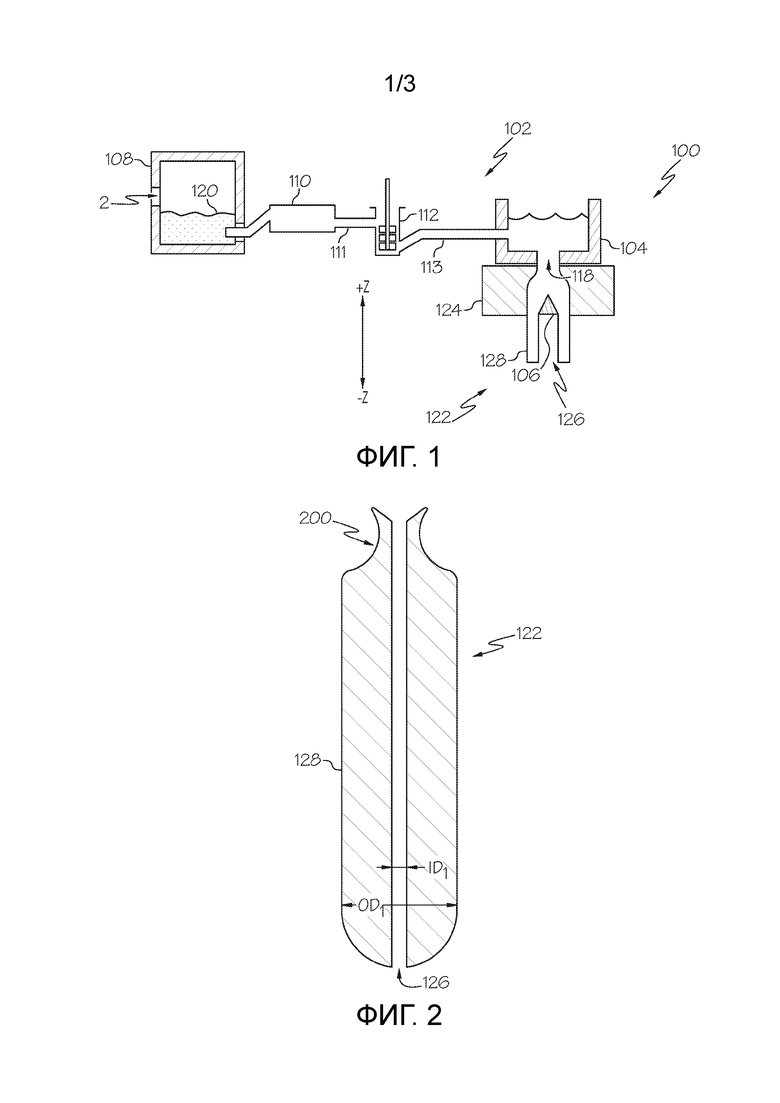
[0018] На фиг. 1 схематично показана в качестве примера система 100 изготовления стеклянного слитка для формирования стеклянного слитка. Система 100 изготовления стеклянного слитка включает в основном систему размещения расплавленного стекла и дорн 106.
[0019] Система 102 подачи расплавленного стекла включает в основном сосуд 108 плавления, сосуд 110 осветления и сосуд 112 смешивания, соединенные с подающим сосудом 104 системы 100 изготовления стеклянного слитка.
[0020] Подающий сосуд 104 может включать в себя нагревательные элементы (не изображены) для нагревания и/или для удерживания стекла в расплавленном состоянии. Подающий сосуд 104 может содержать также смесительные компоненты (не изображены) для дальнейшей гомогенизации расплавленного стекла в подающем сосуде 104. В некоторых вариантах выполнения подающий сосуд 104 может охлаждать и кондиционировать расплавленное стекло для увеличения вязкости стекла перед подачей стекла на дорн 106.
[0021] Подающий сосуд 104 может включать отверстие 118 в его дне. В различных вариантах выполнения отверстие 118 является круглым, но может быть овальным, эллиптическим или многоугольным, и имеет размер для обеспечения вытекания расплавленного стекла через отверстие 118 в подающем сосуде 104. Расплавленное стекло 120 может протекать над дорном 106 непосредственно из отверстия 118 в подающем сосуде с образованием стеклянного слитка 122.
[0022] Как показано на фиг. 1, в различных вариантах выполнения система 100 изготовления стеклянного слитка дополнительно включает наружную литейную форму 124, расположенную вокруг дорна 106 так, что расплавленное стекло 120 вытекает из подающего сосуда 104 между дорном 106 и наружной формой 124. Наружная форма 124 может иметь не круговую внутреннюю геометрическую форму, соответствующую отверстию 118 в подающем сосуде 104. Наружная форма наружной литейной формы может быть любой обеспечивающей опору формой.
[0023] Во время работы загружаемая партия стеклянного материала подается в сосуд 108 плавления, как обозначено стрелкой 2. Партия стеклянного материала плавится в сосуде 108 с образованием расплавленного стекла 120. Расплавленное стекло 120 вытекает в сосуд 110 осветления, который имеет высокотемпературную обрабатывающую зону, которая принимает расплавленное стекло 120 из печи 108 плавления. В сосуде 110 осветления удаляются пузыри из расплавленного стекла 120. Сосуд 110 соединен по текучей среде со смесительным сосудом 112 с помощью соединительной трубы 111. Таким образом, расплавленное стекло 120, протекающее из сосуда 110 осветления в смесительный сосуд 112, протекает через соединительную трубу 111. Расплавленное стекло 120 гомогенизируется в смесительном сосуде 112, например, с помощью перемешивания. Смесительный сосуд 112 соединен в свою очередь, с возможностью прохождения текучей среды с подающим сосудом 104 через подающую трубу 113.
[0024] Затем расплавленное стекло протекает через отверстие 118 в подающем сосуде 104 на дорн 106, который образует канал 126 в стеклянном слитке 122. В вариантах выполнения, включающих наружную литейную форму 124, наружная литейная форма 124 формирует наружную поверхность стеклянного слитка 122. Совместно дорн 106 и наружная форма 124 быстро охлаждают стекло с образованием стеклянного слитка 122, имеющего внутренний канал. После формирования стеклянный слиток 122 отпускается, за счет чего стеклянный слиток 122 нагревается до температуры, при которой исчезают остаточные напряжения перед повторным нагреванием стеклянного слитка 122, так что его можно вытягивать в стеклянную трубу 400.
[0025] Расплавленное стекло 120 может формироваться в соответствии с известными способами формирования смесей расплавленного стекла. Дополнительно к этому, могут изменяться конкретные компоненты состава стекла, предусмотренные для образования расплавленного стекла 120 в зависимости от конкретных вариантов выполнения. В частности, компоненты состава стекла могут включать, в качестве примера, но не в качестве ограничения, диоксид кремния (SiO2), оксид алюминия (Al2O3), оксид бора (B2O3), оксиды щелочноземельных металлов (такие как Mgo, CaO, SrO или BaO), щелочные оксиды (включая, но не ограничивая, Na2O и/или K2O), и один или больше дополнительных оксидов или осветляющих агентов, таких как, например, SnO2, ZrO2, ZnO, NiO2, Cl или т.п. В одном специальном варианте выполнения смесь расплавленного стекла может быть образована из состава стекла, описание которого приведено, например, в US 8 551 898. Однако, следует понимать, что возможны другие составы стекла для использования в способах и устройствах, описание которых приводится здесь.
[0026] Обычно температурой расплавленного стекла 120 в подающем сосуде 110 управляют так, что вязкость расплавленного стекла 120 у отверстия 118 подающего сосуда 104 подходит для обеспечения стабильного потока стекла из отверстия 118. Например, в некоторых вариантах выполнения температура расплавленного стекла 120 в подающем сосуде 104 такова, что смесь расплавленного стекла имеет вязкость между около 1 кП (килопуаз) и около 250 кП, между около 25 кП и около 225 кП, или между около 50 кП и около 150 кП для обеспечения стабильного потока из подающего сосуда 104. Составы стекла, используемые в связи со способами и устройствами, согласно данному изобретению могут быть ограничены составами стекла, которые как имеют подходящую рабочую вязкость, так и позволяют формировать стекло без расстекловывания и формировать физические признаки, требуемые для подлежащего изготовлению изделия. Понятие рабочая вязкость, используемое здесь, относится к температуре, выше которой стекло имеет вязкость больше 25 кП. Однако в некоторых случаях могут быть желательными признаки готового изделия, которые не могут быть обеспечены с помощью составов стекла, которые считаются вытягиваемыми. Другими словами, желаемый состав стекла может иметь температуру перехода в жидкое состояние, которая значительно выше температуры для предотвращения расстекловывания расплавленного стекла в отверстии 118 подающего сосуда 104, что может приводить к тому, что вязкость расплавленного стекла в отверстии 118 ниже нижнего предела вязкости, пригодной для вытягивания. В таких вариантах выполнения дорн 106 и наружная литейная форма 124 могут иметь активное охлаждение для удаления тепла из расплавленного стекла, выходящего из отверстия 118, с целью быстрого увеличения вязкости для преодоления кристаллизации и обеспечения формирования слитка.
[0027] На фиг. 2 показан в качестве примера стеклянный слиток 122, который может быть сформирован с помощью системы 100 изготовления стеклянного слитка, показанной на фиг. 1. Как показано на фиг. 2, канал 126 стеклянного слитка 122 задает внутренний диаметр ID1 стеклянного слитка 122, в то время как наружная поверхность 128 стеклянного слитка 122 задает наружный диаметр OD1 стеклянного слитка 122. Внутренний диаметр ID1 и наружный диаметр OD1 стеклянного слитка 122 могут изменяться в зависимости от конкретного варианта выполнения. Например, в некоторых вариантах выполнения внутренний диаметр ID1 стеклянного слитка 122 составляет от около 3 мм до около 50 мм, а наружный диаметр OD1 стеклянного слитка 122 составляет от около 140 мм до около 250 мм. Внутренний диаметр ID1 стеклянного слитка 122 может изменяться в зависимости от наружного диаметра OD1 стеклянного слитка 122 и может находиться в диапазоне от около 3 мм до около 25 мм, или от около 3 мм до около 5 мм. Например, стеклянный слиток 122, имеющий наружный диаметр OD1 около 150 мм, может иметь внутренний диаметр ID1 от около 5 мм до около 20 мм. В качестве другого примера, стеклянный слиток 122, имеющий наружный диаметр OD1 около 250 мм, может иметь внутренний диаметр ID1 от около 10 мм до около 50 мм. В одном конкретном примере стеклянный слиток 122 имеет наружный диаметр от около 140 мм до около 160 мм и внутренний диаметр от около 6 мм до около 40 мм. В различных вариантах выполнения стеклянный слиток 122 может иметь длину от около 1 м до около 3 м или даже от около 1,5 м до около 2,5 м.
[0028] В некоторых вариантах выполнения стеклянный слиток 122 может быть образован в соответствии с альтернативными способами. Например, в одном варианте выполнения стеклянный слиток 122 сформирован без канала, и канал 126 затем просверливается или создается другим образом в стеклянном слитке 122, таким как ружейное сверление или сверление сердечника с помощью импрегнированного алмазами металлического наконечника. В некоторых вариантах выполнения более короткие длины стекла (например, 12 дюймов или меньше) можно сверлить и соединять вместе с помощью пламени с образованием стеклянного слитка 122.
[0029] В других вариантах выполнения цилиндр из стекла может прессоваться через экструзионную головку, включающую поршень, для изготовления стеклянного слитка 122. Экструзионная головка может включать дорн для образования канала 126 стеклянного слитка 122. В некоторых вариантах выполнения, в которых стекло экструдируется, температура стекла такова, что стеклянная смесь имеет вязкость от около 1·105 П до около 1·107 П. В качестве альтернативы можно использовать другие способы формирования стеклянного слитка 122, включая канал 126.
[0030] В вариантах выполнения процесс формирования стеклянного слитка 122 может приводить к дефектам в стекле. А именно, канал 126 и/или наружная поверхность 128 могут включать различные дефекты, такие как трещины или царапины. Используемое здесь понятие «дефекты» относится к пузырям, включениям, твердым частицам стекла, царапинам, трещинам, воздушным линиям, загрязнениям поверхности, филенкам или другим изъянам на поверхности или внутри стекла, которые понижают качество стекла. Такие дефекты могут быть результатом, например, неоднородности или дефектов на дорне 106, которые прерывают или изменяют поток расплавленного стекла 122. Внутренние дефекты, такие как пузыри и включения, могут быть результатом качества стекла, подаваемого из сосуда 108 плавления. Некоторые пузыри могут проходить вниз с образованием воздушных линий внутри толщины стенки готовой трубы. Наружные дефекты, такие как филенка и пятна, могут быть результатом протекания расплавленного стекла по инструменту и тиснения поверхности. Дефекты могут обнаруживаться также в качествах, относящихся к геометрической форме, такие как зоны, которые отклоняются от желаемой формы поверхности, такие как отклонения от круглой формы, изгибы и т.п.
[0031] Согласно различным вариантам выполнения, дефекты в канале 126 и дефекты на наружной поверхности 128 стеклянного слитка 128 могут быть уменьшены посредством нагревания и вытягивания внутренней и наружной поверхностей для образования стеклянной трубы 400, которая имеет меньше дефектов. Не вдаваясь в теорию, при утончении слитка в трубу происходит уменьшение коэффициента вытяжки. Изъяны геометрической формы и дефекты, которые являются частью стекла, уменьшаются в размере за счет коэффициента вытяжки. Поэтому, если стеклянный слиток включает дефект, который имеет размер 10 мм и коэффициент вытяжки равен 100, то стеклянная труба 400 включает дефект, равный 0,1 мм. Соответственно, небольшие дефекты могут быть уменьшены в размере так, что они становятся невидимыми для глаза человека. Кроме того, процесс вытягивания, применяемый для вытягивания стеклянного слитка 122 в стеклянную трубу 400, может приводить к эффекту полировки пламенем поверхности. Например, если на стеклянном слитке возникает царапина при последующей обработке или обращении, то она может быть устранена во время вытягивания стеклянного слитка 122, поскольку процесс вытягивания включает повторное нагревание стекла для обеспечения его течения, за счет чего дефект исчезает. В частности, внутренний диаметр ID1 стеклянного слитка 122 увеличивается, в то время как наружный диаметр OD1 стеклянного слитка 122 уменьшается для формирования стеклянной трубы 400, имеющей внутренний диаметр ID2 и наружный диаметр OD2.
[0032] Кроме того, не вдаваясь в теорию, формирование стеклянной трубы посредством вытягивания стеклянной трубы из стеклянного слитка может приводить к улучшению качества поверхности по сравнению со стеклянными трубами, сформированными с использованием обычных процессов преобразования. Например, обычные процессы преобразования могут вызывать дефекты поверхности из-за различных изменений в направлении и в точках контакта с поверхностью стекла. В противоположность этому, различные способы, указанные здесь, приводят к контакту внутренней поверхности стеклянной трубы с дорном во время формирования и к контакту наружной поверхности вытягиваемого стекла с вытягивающими роликами, однако не могут приводить к другим контактам с поверхностью во время изготовления.
[0033] Как показано на фиг. 2, в различных вариантах выполнения стеклянный слиток 122 включает рукоятку 200. Рукоятка 200 может быть выполнена в виде единого целого со стеклянным слитком 122, например, во время экструзии или при опускании расплавленного стекла 120 из отверстия 118 в подающем сосуде 104. Например, расплавленное стекло 120 можно вытягивать быстрее для образования рукоятки 200, что обычно называется образованием шейки слитка. Рукоятка может иметь длину, например, около 1 м, около 2 м или даже больше большей длины. В качестве альтернативного решения, рукоятка может быть прикреплена к стеклянному слитку 122 после формирования стеклянного слитка 122. Например, рукоятка 200 может быть присоединена с использованием пламени или другой подходящей технологии после отжига стеклянного слитка 122 или в любой другой момент времени перед формированием из стеклянного слитка 122 стеклянную трубы 400. В различных вариантах выполнения рукоятка 200 обеспечивает поверхность для обращения или манипулирования стеклянным слитком 122, без контакта с поверхностью стеклянного слитка 122. Дополнительно к этому, рукоятка 200 может действовать в качестве проводника для соединения стеклянного слитка 122 с источником сжатого газа, с целью подачи сжатого газа в канал 126 стеклянного слитка 122, как будет пояснено ниже. Например, рукоятка 200 может быть частично образована на стеклянном слитке 122 с помощью сопряженного соединения, выполненного пламенем, с рукояткой 200. Варианты выполнения, в которых стеклянный слиток 122 включает рукоятку, могут минимизировать отходы и обеспечивать возможность использования всего стекла стеклянного слитка 122 для формирования стеклянной трубы 400, без необходимости направления в отходы конца стеклянного слитка 122.
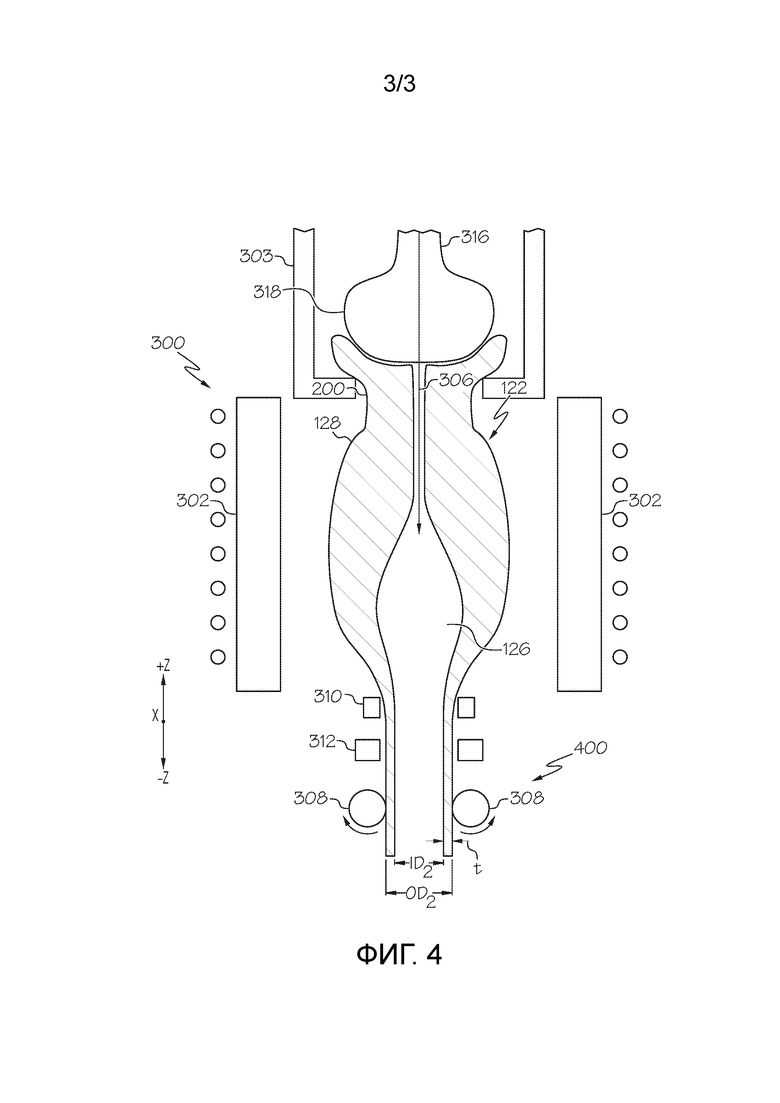
[0034] Как показано на фиг. 3 и 4, после формирования стеклянного слитка 122, стеклянный слиток 122 может быть введен в устройство 300 изготовления стеклянной трубы для вытягивания стеклянной трубы 400 из стеклянного слитка 122. В вариантах выполнения устройство 300 изготовления стеклянной трубы включает в основном печь 302, источник 304 сжатого газа для подачи сжатого газа 306, и по меньшей мере одну пару вытягивающих роликов 308. Используемое здесь понятие вытягивающие ролики означает вытягивающее приспособление, включающее, но не ограничиваясь этим, тяговый ремень, зажимные колеса, тяговую шайбу, двойные ролики и т.п. Устройство 300 изготовления стеклянной трубы может дополнительно содержать калибр 310 внутреннего диаметра, калибр 312 наружного диаметра, блок 320 вертикальной подачи и электронный управляющий блок (ECU) 314 для управления процессом вытягивания стеклянной трубы 400 из стеклянного слитка 122.
[0035] В описываемых здесь вариантах выполнения печь 302 может быть трубчатой печью, проходящей вертикально (т.е. в направлениях +/-Z в показанной на фиг. 3 системе координат). Стеклянный слиток 122 (не изображен на фиг. 3) может быть расположен в печи 302. Источник 304 сжатого газа может быть насосом или другим источником сжатого газа, таким как баллон сжатого газа, компрессор или т.п., который соединен с каналом 126 стеклянного слитка 122 с помощью подающего трубопровода 316. В вариантах выполнения подающий трубопровод 316 может дополнительно включать уплотнение 318, которое может использоваться для герметизации подающего трубопровода 316 относительно канала 126 стеклянного слитка 122, когда стеклянный слиток 122 соединен с источником 304 сжатого газа. Например, рукоятка 200 стеклянного слитка 122 может быть соединена с уплотнением 318 с образованием сочленения. Подающий трубопровод 316, соединенный с каналом 126 через уплотнение 318 и рукоятку 200, обеспечивает подачу сжатого газа 306 из источника 304 сжатого газа в канал 126. Подающий трубопровод 316 может быть выполнен в виде гибкого шланга или включать по меньшей мере одну часть, способную перемещаться вертикально. Например, подающий трубопровод 316 может включать держатель, соединенный с винтовой подачей, которая предназначена для управляемого перемещения в вертикальном направлении.
[0036] Устройство 300 изготовления стеклянной трубы включает также механизм 303 сцепления с рукояткой для опоры рукоятки 200 стеклянного слитка 122 во время ее соединения с уплотнением 318. В различных вариантах выполнения механизм 303 сцепления с рукояткой открыт по меньшей мере на одной стороне для облегчения позиционирования рукоятки 200 внутри механизма 303. Например, в различных вариантах выполнения рукоятка 200 стеклянного слитка 122 может вводиться в направлениях +/-Х изображенной на фиг. 3 и 4 системы координат для соединения с уплотнением 318 и подающим трубопроводом 316.
[0037] В вариантах выполнения источник 304 сжатого газа соединен с ECU 314. ECU 314 может включать процессор и постоянную память для хранения читаемых компьютером и выполняемых команд, которые при выполнении процессором регулируют скорость потока сжатого газа 306 из источника 304. Сжатый газ 306 может быть, в качестве примера, но не ограничиваясь этим, воздухом, азотом, аргоном, гелием или другим аналогичным технологическим газом. В некоторых вариантах выполнения сжатый газ 306 может быть инертным газом, в то время как в других вариантах выполнения, сжатый газ может применяться для оказания влияния на химический состав поверхности канала 126 во время увеличения внутреннего диаметра ID1 стеклянного слитка 122.
[0038] На фиг. 3 дополнительно показан блок 320 вертикальной подачи, электрически соединенный с ECU 314. Блок 304 дополнительно соединен с механизмом 303 сцепления с рукояткой и с подающим трубопроводом 316 и используется для перемещения стеклянного слитка 122 вертикально (т.е. в направлениях +/- Z показанной на фиг. 3 системы координат) внутри печи 302. Вертикальное движение стеклянного слитка 122 внутри печи 302 обеспечивает возможность сохранения постоянного размера стекла при вытягивании. В соответствии с этим, механизм 303 сцепления с рукояткой, подающий трубопровод 318, рукоятка 200 и стеклянный слиток 122 опускаются в печи 302, пока нижняя часть стеклянного слитка 122 не достигнет горячей зоны (не изображена) печи 302. Например, блок 320 вертикальной подачи может вызывать вращение винтовой подачи, соединенной с подающим трубопроводом 316 и механизмом 303 сцепления с рукояткой, что приводит к опусканию механизма 303 и подающего трубопровода 316 в печь 302 вместе с уплотнением 318, рукояткой 200 и стеклянным слитком 122. Часть стеклянного слитка 122 в горячей зоне печи уменьшает вязкость, обеспечивая возможность утончения этой части стеклянного слитка 122 с образованием стеклянной трубы 400. При вытягивании стеклянной трубы 400 с помощью вытягивающих роликов 308, блок 320 вертикальной подачи продолжает опускать стеклянный слиток 122 в печь 302. После утончения стеклянного слитка 122, блок 320 вертикальной подачи может поднимать механизм 303 сцепления с рукояткой, рукоятку 200, уплотнение 318 и подающий трубопровод 316 вертикально вверх из печи 302, обеспечивая возможность отделения рукоятки 200 от уплотнения 318 и удаления из механизма 303. В вариантах выполнения ECU 314 может включать процессор и постоянную память для хранения читаемых компьютером и выполняемых команд, которые при выполнении процессором, управляют скоростью, с которым блок 320 вертикальной подачи регулирует вертикальное положение стеклянного слитка 122, подающего трубопровода 316, механизма 303 сцепления с рукояткой и уплотнения 318 внутри печи 302.
[0039] В вариантах выполнения по меньшей мере одна пара вытягивающих роликов 308 расположена по потоку после печи 302 и захватывает часть наружной поверхности стеклянной трубы 400. Вытягивающие ролики 308 могут иметь активный привод, такой как электродвигатель (не изображен), электрически соединенный с ECU 314. В вариантах выполнения ECU 314 может включать процессор и постоянную память для хранения читаемых компьютером и выполняемых команд, которые при выполнении процессором, управляют вращением вытягивающих роликов 308 (т.е. крутящим моментом и/или скоростью вытягивающих роликов), и тем самым скоростью линейного вытягивания.
[0040] В некоторых вариантах выполнения предусмотрена охлаждающая текучая среда для охлаждения стеклянной трубы 400. Например, в вариантах выполнения, в которых стеклянная труба 400 имеет большой наружный диаметр OD2 и толстую стенку, может быть желательным охлаждать стеклянную трубу 400 перед контактом стеклянной трубы 400 с вытягивающими роликами 308. Охлаждение может, например, уменьшать температуру стеклянной трубы 400 с целью уменьшения или исключения повреждения вытягивающих роликов 308 за счет слишком горячей стеклянной трубы 400. Охлаждающая текучая среда может быть, например, инертным газом или текучей средой с температурой, достаточной для уменьшения температуры стеклянной трубы 400. Охлаждающая текучая среда может уменьшать температуру стеклянной трубы 400 ниже примерно 300°С, ниже примерно 200°С или ниже примерно 100°С.
[0041] Как показано на фиг. 3, калибр 310 внутреннего диаметра и калибр 312 наружного диаметра могут быть расположены по потоку после печи 302 и используются для измерения внутреннего диаметра и наружного диаметра, соответственно, стеклянной трубы 400, вытягиваемой из стеклянного слитка 122 с помощью устройства 300 изготовления стеклянной трубы. В различных вариантах выполнения калибр 310 внутреннего диаметра и калибр 312 наружного диаметра могут быть лазерными или визуальными измерительными системами, так что внутренний диаметр можно измерять через стенку стеклянного слитка 122. Например, визуальная система контролирования может применяться для измерения внутреннего диаметра стеклянной трубы 400. В конкретных вариантах выполнения может использоваться коэффициент преломления стекла для уменьшения или даже исключения линзовых эффектов за счет радиуса кривизны стекла, который иначе может искажать измерение. В вариантах выполнения калибр 310 внутреннего диаметра может быть расположен снаружи стеклянной трубы 400 и предназначен для измерения внутреннего диаметра стеклянной трубы 400, когда подающий трубопровод 316 соединен со стеклянным слитком 122, как будет пояснено ниже. Калибр 310 внутреннего диаметра и калибр 312 наружного диаметра соединены с возможностью передачи сигналов с ECU 314 и снабжают ECU 314 сигналами, указывающими внутренний диаметр и наружный диаметр, соответственно, стеклянной трубы 400, вытягиваемой из стеклянного слитка 122 с помощью устройства 300 изготовления стеклянной трубы.
[0042] В вариантах выполнения считываемые компьютером и выполняемые команды, хранящиеся в памяти ECU 314, могут быть такими, что при выполнении их процессором, ECU 314 принимает сигналы из калибра 310 внутреннего диаметра и калибра 312 наружного диаметра, указывающих внутренний диаметр и наружный диаметр, соответственно, стеклянной трубы 400, вытягиваемой из стеклянного слитка 122 с помощью устройства 300 изготовления стеклянной трубы. На основании этих сигналов ECU 314 регулирует по меньшей мере поток сжатого газа 306, выпускаемого из источника 304 сжатого газа, или скорость, с которой стеклянный слиток 122 опускается в печи, или вращение (например, крутящий момент и/или скорость) по меньшей мере одной пары вытягивающих роликов 308, с целью управления размерами (например, внутренним диаметром, наружным диаметром и тем самым толщиной стенки) стеклянной трубы 400, вытягиваемой из стеклянного слитка 122, как будет пояснено ниже.
[0043] Как показано на фиг. 3 и 4, в описываемых здесь вариантах выполнения ECU 314 устройства 300 изготовления стеклянной трубы управляет источником 304 сжатого газа в соединении по меньшей мере с одной парой вытягивающих роликов 308 для вытягивания стеклянной трубы 400 из стеклянного слитка 122 вниз по потоку и увеличения за счет этого длины стеклянного слитка 122 при одновременном увеличении внутреннего диаметра ID1 стеклянного слитка 122 и уменьшении наружного диаметра OD1 стеклянного слитка 122 с преобразованием тем самым стеклянного слитка 122 в стеклянную трубу 400. Для запуска процесса стеклянный слиток 122 соединяется с подающим трубопроводом 316 через рукоятку 200 и уплотнение 318. Рукоятка 200 и уплотнение 318 стыкованы так, что сжатый газ 306 выпускается в канал 126. Калибр 310 внутреннего диаметра расположен снаружи стеклянной трубы 400 ниже печи 302. После этого стеклянный слиток 122 опускается в печь 302 и нагревается до температуры выше температуры Tg стеклования, при которой стекло стеклянного слитка 122 ведет себя как вязкая жидкость и начинает течь. Эта температура обычно является температурой, при которой стекло имеет вязкость от примерно 100 кП до примерно 200 кП, так что из стеклянного слитка 122 можно вытягивать стеклянную трубу. С началом течения стекла из стеклянного слитка 122 в направлении вниз по потоку с образованием стеклянной трубы 400, стеклянная труба 400 направляется с помощью калибра 312 наружного диаметра и по меньшей мере между одной парой вытягивающих роликов 308 так, что вытягивающие ролики 308 находятся в контакте и соприкосновении с наружной поверхностью стеклянной трубы 400 и вытягивают стекло в направлении вниз по потоку.
[0044] Понятно, что по меньшей мере одна пара вытягивающих роликов 308 расположена по потоку после печи 302 на достаточном расстоянии для обеспечения охлаждения стекла ниже температуры стеклования и затвердевания перед соприкосновением с вытягивающими роликами 308, с целью предотвращения повреждения вытягивающих роликов 308. В частности, по меньшей мере одна пара вытягивающих роликов 308 расположена для вхождения в контакт с наружной поверхностью стеклянной трубы 400 в точке, в которой температура стеклянной трубы 400 ниже температуры Tg стеклования стеклянной трубы 400 и стеклянного слитка 122. При температуре ниже температуры Tg стеклования стеклянная труба 400 ведет себя как эластичное твердое тело, которым можно манипулировать механически, например, с помощью вытягивающих роликов 308, без повреждения вытягивающих роликов 308.
[0045] Хотя температура Tg стеклования изменяется в зависимости от конкретного состава стекла, образующего стеклянный слиток 122 и тем самым стеклянную трубу 400, температура Tg стеклования обычно лежит в диапазоне от примерно 1200°С до примерно 450°С. В соответствии с этим, в различных вариантах выполнения вытягивающие ролики 308 предназначены для контакта с наружной поверхностью стеклянной трубы 400 в точке, в которой температура стеклянной трубы 400 составляет около 50°С ниже температуры Tg стеклования, около 100°С ниже температуры Tg стеклования, около 200°С ниже температуры Tg стеклования, около 300°С ниже температуры Tg стеклования или около 400°С ниже температуры Tg стеклования. В некоторых вариантах выполнения вытягивающие ролики 308 находятся в контакте со стеклянной трубой 400 в точке, в которой стеклянная труба имеет температуру между примерно 50°С и примерно 250°С. Когда вытягивающие ролики 308 расположены в контакте со стеклянной трубой 400, и когда стеклянная труба 400 имеет температуру ниже температуры Tg стеклования, то вытягивающие ролики 308 могут вытягивать стеклянную трубу 400 (включая дефекты, уже присутствующие на наружной поверхности 128 стеклянного слитка 122) и устранять по меньшей мере некоторые из дефектов поверхности и/или геометрической формы посредством нагревания, без введения дополнительных дефектов в наружную поверхность стеклянной трубы 400, с образованием тем самым стеклянной трубы 400, имеющей меньше дефектов, чем стеклянный слиток 122, из которого она образована.
[0046] При вытягивании стеклянной трубы 400 в направлении вниз по потоку, источник 304 сжатого газа направляет сжатый газ 306 через подающий трубопровод 316 в канал 126 стеклянного слитка 122. Сжатый газ 306 создает давление в канале 126 стеклянного слитка 122 (который сейчас является деформируемым за счет нагревания в печи 302) и увеличивает внутренний диаметр ID1 стеклянного слитка 122 до внутреннего диаметра ID2 стеклянной трубы 400 за счет прикладываемого давления и повышенной пластичности стекла при нагревании.
[0047] Увеличением внутреннего диаметра ID можно управлять с помощью, например, управления давлением сжатого газа 306, подаваемого в канал 126 стеклянного слитка 122. В вариантах выполнения давление сжатого газа 306, выдаваемого источником 304 сжатого газа, регулируется с помощью ECU 314 на основании сигналов, полученных из калибра 310 внутреннего диаметра. Например, ECU 314 может принимать сигналы из калибра 310 внутреннего диаметра, указывающие внутренний диаметр ID2 образуемой стеклянной трубы 400. Процессор в ECU 314 может сравнивать измеренный внутренний диаметр ID2 стеклянной трубы с целевым значением ID, хранящимся в памяти ECU 314. Когда процессор определяет, что целевое значение ID больше измеренного значения внутреннего диаметра ID2, то процессор в ECU 314 передает сигнал управления в источник 304 сжатого газа, который увеличивает скорость течения сжатого газа 306, выдаваемого из источника 304 сжатого газа, увеличивая тем самым внутренний диаметр ID2 стеклянной трубы 400. В качестве альтернативного решения, когда процессор определяет, что целевое значение ID меньше измеренного значения внутреннего диаметра ID2, то процессор в ECU 314 передает сигнал управления в источник 304 сжатого газа, который уменьшает скорость течения сжатого газа 306, выдаваемого из источника 304 сжатого газа, уменьшая тем самым внутренний диаметр ID2 стеклянной трубы 400. Таким образом, калибр 310 внутреннего диаметра и ECU 314 образуют контур обратной связи с источником 304 сжатого газа для управления внутренним диаметром ID2 стеклянной трубы 400 посредством измерения внутреннего диаметра ID2 стеклянной трубы 400 и регулирования давления источника 304 сжатого газа на основании внутреннего диаметра ID2 стеклянной трубы 400. В различных вариантах выполнения сжатый газ 306 направляется через внутренний диаметр ID1 стеклянного слитка 122 с давлением между примерно 5 кПа и примерно 50 кПа, между примерно 7,5 кПа и примерно 25 кПа или между примерно 10 кПа и примерно 15 кПа.
[0048] При направлении сжатого газа 306 в канал 126 стеклянного слитка 122, вытягивающие ролики 306 вытягивают стеклянную трубу 400 вниз в вертикальном направлении (т.е. в направлении -Z оси координат, показанной на фиг. 3 и 4) посредством контакта с наружной поверхностью стеклянной трубы 400. В вариантах выполнения ECU 314 может применяться для управления толщиной стенки стеклянной трубы 400, вытягиваемой из печи. Толщиной стеклянной трубы 400 можно управлять посредством управления внутренним диаметром ID2 стеклянной трубы 400, как указывалось выше, и/или посредством управления наружным диаметром OD2 стеклянной трубы 400. Например, уменьшенная вязкость стекла стеклянного слитка 122 в комбинации с силой вытягивания, прикладываемой к стеклу с помощью вытягивающих роликов 308, приводит к уменьшению наружного диаметра OD1 стеклянного слитка 122 до наружного диаметра OD2 стеклянной трубы 400. Изменением наружного диаметра OD можно управлять, например, посредством управления скоростью и/или крутящим моментом вытягивающих роликов 308. В вариантах выполнения вращение по меньшей мере одной пары вытягивающих роликов 308 регулируется с помощью ECU 314 на основании сигналов, принимаемых из калибра 312 наружного диаметра. Например, ECU 314 может принимать сигналы из калибра 312 наружного диаметра, указывающие наружный диаметр OD2 формируемой стеклянной трубы 400. Процессор в ECU 314 может сравнивать измеренный наружный диаметр OD2 стеклянной трубы 400 с целевым значением OD, хранящимся в памяти ECU 314. Когда процессор определяет, что целевое значение OD больше измеренного значения наружного диаметра OD2, то процессор в ECU 314 передает сигнал управления в вытягивающие ролики 308 для уменьшения скорости и/или крутящего момента вытягивающих роликов 308, за счет чего увеличивается наружный диаметр OD2 стеклянной трубы 400. В качестве альтернативного решения, когда процессор определяет, что целевое значение OD меньше измеренного значения наружного диаметра OD2, то процессор в ECU 314 передает сигнал управления в вытягивающие ролики 308 для увеличения скорости и/или крутящего момента вытягивающих роликов 308, за счет чего уменьшается наружный диаметр OD2 стеклянной трубы 400. Таким образом, калибр 312 наружного диаметра и ECU 314 может образовывать контур обратной связи с вытягивающими роликами 308 для управления наружным диаметром OD2 стеклянной трубы 400 посредством измерения наружного диаметра OD2 стеклянной трубы 400 и регулирования скорости и/или крутящего момента вытягивающих роликов 308 на основании наружного диаметра OD2 стеклянной трубы 400. В различных вариантах выполнения вытягивающие ролики 308 вращаются со скоростью, которая соответствует линейной скорости вытягивания между примерно 0,1 м/мин и примерно 60 м/мин, между примерно 1 м/мин и примерно 30 м/мин или между примерно 10 м/мин и примерно 20 м/мин. В конкретных вариантах выполнения вытягивающие ролики 308 находятся в контакте со стеклом в точке, в которой температура стекла ниже примерно 200°С.
[0049] В одном примере стеклянная труба вытягивается из стеклянного слитка, имеющего наружный диаметр OD1 90 мм и внутренний диаметр ID1 10 мм при вязкости около 50 кП и без давления. Стеклянный слиток подается в печь с скоростью вертикальной подачи 25 мм/мин и температуре печи около 930°С. Полученная труба имеет отношение уменьшения 3:1, так что получается стеклянная труба, имеющая наружный диаметр OD2 30 мм и внутренний диаметр ID2 3,33 мм. Однако, при подаче сжатого газа в канал стеклянного слитка под давлением примерно 1,51 psi (351 кПа), внутренний диаметр ID2 увеличился до примерно 25 мм. Вместе с увеличением внутреннего диаметра увеличился также наружный диаметр OD2 трубы. В соответствии с этим, для уменьшения наружного диаметра OD2 трубы обратно до 30 мм, скорость вытягивающих роликов была увеличена для создания линейной скорости вытягивания 1 м/мин для получения стеклянной трубы, имеющей наружный диаметр OD2 30 мм и внутренний диаметр ID2 25 мм.
[0050] В различных вариантах выполнения при вытягивании стеклянной трубы 400 из стеклянного слитка 122, ECU 314 обеспечивает обратную связь с блоком 320 вертикальной подачи, который, в свою очередь, опускает рукоятку 200 и тем самым стеклянный слиток 122 дальше вниз в печь 302. В некоторых вариантах выполнения ECU 314 может приводить к тому, что блок 320 вертикальной подачи опускает рукоятку 200 и стеклянный слиток 122 в горячую зону печи 302 с конкретной скоростью подачи. Скорость подачи может быть выбрана на основании желаемого внутреннего диаметра и наружного диаметра стеклянной трубы 400 и температуры печи 302. Большая скорость подачи приводит к меньшему времени пребывания стекла в горячей зоне печи 302, что обеспечивает более высокую вязкость стекла. Поэтому в некоторых вариантах выполнения скорость вертикальной подачи может регулироваться для управления наружным диаметром OD2 и/или внутренним диаметром ID2 стеклянной трубы 400.
[0051] Согласно различным вариантам выполнения, стеклянная труба 400 имеет наружный диаметр OD2, который меньше наружного диаметра OD1 стеклянного слитка 122, и внутренний диаметр ID2, который больше внутреннего диаметра ID1 стеклянного слитка 122. Внутренний диаметр ID2 и наружный диаметр OD2 стеклянной трубы 400 могут изменяться в зависимости от конкретного варианта выполнения. Например, в различных вариантах выполнения внутренний диаметр ID2 стеклянной трубы 400 составляет от примерно 0,5 мм до примерно 70 мм, и наружный диаметр OD2 стеклянной трубы 400 составляет от примерно 1 мм до примерно 80 мм. Внутренний диаметр ID2 может быть от примерно 0,75 мм до примерно 50 мм, от примерно 0,8 мм до примерно 40 мм, от примерно 1 мм до примерно 35 мм. Наружный диаметр OD2 может быть от примерно 1,25 мм до примерно 65 мм, от примерно 1,5 мм до примерно 45 мм или от примерно 2 мм до примерно 40 мм. В различных вариантах выполнения готовая стеклянная труба 400 имеет стенку, которая имеет толщину t от примерно 0,100 мм до примерно 10 мм или от примерно 0,2 мм до примерно 5 мм. В некоторых вариантах выполнения стеклянная труба может иметь внутренний диаметр ID2 от примерно 1,6 мм до примерно 7 мм, наружный диаметр OD2 от примерно 2 мм до примерно 10 мм, и толщину стенки от примерно 0,2 мм до примерно 1,5 мм, или внутренний диаметр ID2 от примерно 1,8 мм до примерно 4 мм, наружный диаметр OD2 от примерно 2 мм до примерно 5 мм, и толщину стенки от примерно 0,100 мм до примерно 0,5 мм. В одном конкретном варианте выполнения стеклянная труба 400 имеет внутренний диаметр ID2 примерно 2,4 мм, наружный диаметр OD2 примерно 3 мм, и толщину стенки примерно 0,3 мм.
[0052] С помощью указанного способа можно изготавливать также более крупные стеклянные трубы. В одном варианте выполнения стеклянная труба 400 может иметь внутренний диаметр ID2 примерно 8 мм, наружный диаметр OD2 примерно 10 мм, и толщину стенки примерно 1 мм. В другом варианте выполнения стеклянная труба может иметь внутренний диаметр ID2 примерно 14,35 мм, наружный диаметр OD2 примерно 16,75 мм, и толщину стенки примерно 1,2 мм. В еще одном варианте выполнения стеклянная труба может иметь внутренний диаметр ID2 примерно 20 мм, наружный диаметр OD2 примерно 25 мм, и толщину стенки примерно 2,5 мм. В других вариантах выполнения стеклянная труба может иметь внутренний диаметр ID2 примерно 36 мм, наружный диаметр OD2 примерно 40 мм, и толщину стенки примерно 2 мм, или внутренний диаметр ID2 примерно 54 мм, наружный диаметр OD2 примерно 60 мм, и толщину стенки примерно 3 мм. В другом варианте выполнения стеклянная труба может иметь внутренний диаметр ID2 примерно 62 мм, наружный диаметр OD2 примерно 70 мм, и толщину стенки примерно 4 мм. В соответствии с этим, различные варианты выполнения могут обеспечивать стеклянную трубу различных размеров и с различной толщиной стенки.
[0053] В одном варианте выполнения может быть сформирована профилированная стеклянная труба 400 из стеклянного слитка 122, имеющего не круговую наружную геометрическую форму. Стеклянный слиток выходит из наружной литейной формы 124, имеющей внутреннюю геометрическую форму, которая не является круговой, такой как овальная, эллиптическая или многоугольная, и соответствует отверстию 118 в подающем сосуде 104. Профилированная стеклянная труба 400, вытягиваемая из стеклянного слитка 122, может сохранять свою наружную форму, когда вязкость вытягиваемой трубы удерживается достаточно высокой (например, >50 кП или >80 кП) для предотвращения разрушения наружной формы стеклянной трубы 400 за счет поверхностного напряжения стекла. Активное охлаждение можно осуществлять на наружной стороне стеклянного слитка 122 во время утончения стеклянного слитка 122 и перехода в стеклянную трубу 400 сразу под печью 302 для сохранения наружной формы стеклянной трубы 400 при создании давления во внутреннем канале 126 стеклянного слитка 122.
[0054] Стеклянную трубу 400 можно разрезать с использованием труборезательной машины и/или преобразовывать другим образом в другое изделие. Например, стеклянную трубу 400 можно преобразовывать в один или несколько шприцов, ампул или пробирок. В зависимости от конкретного варианта выполнения и желаемого изделия, стеклянную трубу 400 можно преобразовывать перед охлаждением с использованием охлаждающей среды. На готовые изделия можно наносить покрытия или подвергать другой обработке, такой как ионный обмен, полировка или т.п., в зависимости от конкретного варианта выполнения.
[0055] В соответствии с этим, представленные здесь различные варианты выполнения можно применять для формирования стеклянных труб, стеклянных шприцов, стеклянных ампул, стеклянных пробирок и т.п. из стеклянного слитка. Различные варианты выполнения позволяют устранять дефекты поверхности стеклянного слитка, вытягиваемого во время образования стеклянной трубы, за счет чего уменьшается количество дефектов стеклянной трубы (и тем самым стеклянных шприцев, ампул и пробирок, изготавливаемых из нее).
[0056] Для специалистов в данной области техники понятно, что в указанных здесь вариантах выполнения могут выполняться различные модификации и изменения без отхода от идеи и объема изобретения. Таким образом, описание включает модификации и изменения различных поясненных здесь вариантов выполнения при условии, что модификации и изменения входят в объем прилагаемой формулы изобретения и ее эквивалентов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМИРОВАНИЯ РАСТРУБА СТЕКЛЯННОЙ ТРУБЫ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2020 |
|
RU2745785C1 |
| Устройство для вытягивания труб большого диаметра из расплавов кварцевого или высококремнеземистого стекла | 1983 |
|
SU1105479A1 |
| СПОСОБ УМЕНЬШЕНИЯ КОЛИЧЕСТВА ПУЗЫРЬКОВ В СТЕКЛЯННОМ ИЗДЕЛИИ (ВАРИАНТЫ) И СТЕКЛЯННОЕ ИЗДЕЛИЕ | 1997 |
|
RU2179159C2 |
| СИСТЕМА И СПОСОБ ПОЛУЧЕНИЯ ОПТИЧЕСКОГО ВОЛОКНА | 2018 |
|
RU2773163C2 |
| ТРУБА БОЛЬШИХ РАЗМЕРОВ ИЗ КВАРЦЕВОГО СТЕКЛА, ЗАГОТОВКА БОЛЬШИХ РАЗМЕРОВ ИЗ КВАРЦЕВОГО СТЕКЛА, ПРОЦЕСС ИХ ИЗГОТОВЛЕНИЯ И ОПТИЧЕСКОЕ ВОЛОКНО ИЗ КВАРЦЕВОГО СТЕКЛА | 1993 |
|
RU2096355C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА СТЕКЛЯННЫХ СЛИТКОВ ИЗ СИНТЕТИЧЕСКОГО КРЕМНЕЗЕМА | 1999 |
|
RU2240988C2 |
| Устройство для вертикальногоВыТягиВАНия СТЕКляННыХ ТРуб | 1979 |
|
SU798057A1 |
| Устройство для вертикального вытягивания стеклянных труб | 1981 |
|
SU1018339A1 |
| Устройство для изготовления стеклянных труб | 1985 |
|
SU1330085A1 |
| Способ получения микропроводов в стеклянной изоляции с жилой из сплава системы Ni-Cr-Si | 2023 |
|
RU2817067C1 |

Данное изобретение относится в целом к изготовлению стеклянных труб и, в частности, к способам и устройствам для формирования стеклянных труб из стеклянных заготовок. Способ включает нагревание стеклянного слитка до температуры выше температуры стеклования стеклянного слитка, при этом стеклянный слиток имеет наружную поверхность, задающую наружный диаметр стеклянного слитка, и канал, проходящий через стеклянный слиток, при этом канал задает внутренний диаметр стеклянного слитка. Вытягивание стеклянной трубы из стеклянного слитка в вертикальном направлении вниз, за счет чего наружный диаметр стеклянного слитка уменьшается до наружного диаметра стеклянной трубы. Пропускание потока сжатого газа через канал стеклянного слитка при вытягивании стеклянной трубы в вертикальном направлении вниз, за счет чего внутренний диаметр стеклянного слитка увеличивается до внутреннего диаметра стеклянной трубы. Измерение диаметра стеклянной трубы. Сравнение измеренного диаметра стеклянной трубы с целевым значением диаметра стеклянной трубы. Регулирование скорости подачи, с которой стеклянный слиток опускается для нагревания, на основании сравнения. Регулирование скорости, с которой стеклянная труба вытягивается в вертикальном направлении вниз, на основании сравнения. Регулирование скорости потока сжатого газа для управления скоростью течения сжатого газа на основании сравнения. Приведено также описание устройства для изготовления стеклянных труб. Технический результат заключается в повышении эффективности создания стеклянных труб. 2 н. и 19 з.п. ф-лы, 4 ил.
1. Способ формирования стеклянной трубы, содержащий:
нагревание стеклянного слитка до температуры выше температуры стеклования стеклянного слитка, при этом стеклянный слиток имеет наружную поверхность, задающую наружный диаметр стеклянного слитка, и канал, проходящий через стеклянный слиток, при этом канал задает внутренний диаметр стеклянного слитка;
вытягивание стеклянной трубы из стеклянного слитка в вертикальном направлении вниз, за счет чего наружный диаметр стеклянного слитка уменьшается до наружного диаметра стеклянной трубы;
пропускание потока сжатого газа через канал стеклянного слитка при вытягивании стеклянной трубы в вертикальном направлении вниз, за счет чего внутренний диаметр стеклянного слитка увеличивается до внутреннего диаметра стеклянной трубы;
измерение диаметра стеклянной трубы;
сравнение измеренного диаметра стеклянной трубы с целевым значением диаметра стеклянной трубы;
регулирование скорости подачи, с которой стеклянный слиток опускается для нагревания, на основании сравнения;
регулирование скорости, с которой стеклянная труба вытягивается в вертикальном направлении вниз, на основании сравнения;
регулирование скорости потока сжатого газа для управления скоростью течения сжатого газа на основании сравнения.
2. Способ по п. 1, дополнительно содержащий формирование стеклянного слитка посредством направления расплавленного стекла над дорном.
3. Способ по п. 1, в котором вытягивание стеклянного слитка содержит вхождение в контакт по меньшей мере одной пары вытягивающих роликов с наружной поверхностью стеклянной трубы, задающий наружный диаметр стеклянной трубы.
4. Способ по п. 3, в котором по меньшей мере одна пара вытягивающих роликов входит в контакт с частью наружной поверхности стеклянной трубы при температуре ниже температуры стеклования стеклянной трубы.
5. Способ по п. 1, дополнительно содержащий прикрепление рукоятки к стеклянной трубе перед вытягиванием стеклянной трубы.
6. Способ по п. 5, в котором прикрепление рукоятки содержит выполнение рукоятки в виде единого целого со стеклянной трубой.
7. Способ по п. 1, в котором:
измерение диаметра стеклянной трубы включает в себя измерение внутреннего диаметра стеклянной трубы; и
регулирование давления сжатого газа выполняют на основании измеряемого внутреннего диаметра стеклянной трубы.
8. Способ по п. 1, в котором:
измерение диаметра стеклянной трубы включает в себя измерение наружного диаметра стеклянной трубы; и
регулирование скорости вытягивания стеклянной трубы в вертикальном направлении вниз выполняют на основании измеряемого наружного диаметра стеклянной трубы.
9. Способ по п. 8, в котором регулирование скорости вытягивания стеклянной трубы содержит регулирование по меньшей мере скорости или крутящего момента по меньшей мере одной пары вытягивающих роликов, которые находятся в контакте со стеклянной трубой.
10. Способ по п. 1, дополнительно содержащий охлаждение стеклянной трубы охлаждающей текучей средой перед вхождением в контакт по меньшей мере одной пары вытягивающих роликов с наружной поверхностью стеклянной трубы.
11. Устройство для формирования стеклянной трубы, при этом устройство содержит:
печь, проходящую по существу в вертикальном направлении;
источник сжатого газа, соединенный по текучей среде с каналом стеклянного слитка, расположенного внутри печи, с помощью подающего трубопровода, при этом источник сжатого газа обеспечивает поток сжатого газа в канал;
блок вертикальной подачи, выполненный с возможностью регулирования вертикального положения стеклянного слитка в печи;
по меньшей мере одну пару вытягивающих роликов, расположенных по потоку после печи и предназначенных для вхождения в контакт со стеклянной трубой, вытягиваемой из стеклянного слитка;
калибр внутреннего диаметра, расположенный по потоку после печи;
калибр наружного диаметра, расположенный по потоку после печи; и
электронный управляющий блок, соединенный с возможностью обмена информацией с блоком вертикальной подачи, с калибром внутреннего диаметра, калибром наружного диаметра, источником сжатого газа и по меньшей мере с одной парой вытягивающих роликов, при этом электронный управляющий блок содержит процессор и постоянную память для хранения читаемых компьютером и исполняемых команд, которые при выполнении процессором:
получают сигнал от по меньшей мере одного из калибра внутреннего диаметра и калибра наружного диаметра, указывающий измеренный диаметр стеклянной трубы;
сравнивают измеренный диаметр стеклянной трубы с целевым значением диаметра стеклянной трубы;
посылают сигнал на блок вертикальной подачи для регулирования скорости подачи, с которой блок вертикальной подачи опускает стеклянный слиток в печь, на основании сигнала, полученного от по меньшей мере одного из калибра внутреннего диаметра и калибра наружного диаметра;
регулируют по меньшей мере скорость или крутящий момент по меньшей мере одной пары вытягивающих роликов и
регулируют скорость потока сжатого газа, подаваемого из источника сжатого газа,
причем регулирование скорости подачи, скорости или крутящего момента по меньшей мере одной пары вытягивающих роликов и скорости потока уменьшает разницу между измеренным диаметром стеклянной трубы и целевым значением диаметра стеклянной трубы.
12. Устройство по п. 11, в котором по меньшей мере одна пара вытягивающих роликов расположена и предназначена для вхождения в контакт со стеклянной трубой при температуре ниже температуры стеклования стеклянной трубы.
13. Устройство по п. 11, в котором комплект читаемых компьютером и исполняемых команд, при исполнении процессором, регулирует по меньшей мере скорость или крутящий момент по меньшей мере одной пары вытягивающих роликов на основании сигнала, принятого из калибра наружного диаметра.
14. Устройство по п. 12, в котором
сигнал, принятый из калибра наружного диаметра, соответствует измеренному наружному диаметру стеклянной трубы; и
комплект читаемых компьютером и исполняемых команд, при исполнении процессором, сравнивает измеренный наружный диаметр стеклянной трубы с целевым значением наружного диаметра, хранящимся в постоянной памяти.
15. Устройство по п. 14, в котором комплект читаемых компьютером и исполняемых команд, при исполнении процессором, определяет на основании сравнения, что измеренный наружный диаметр стеклянной трубы больше целевого значения наружного диаметра, хранящегося в постоянной памяти, и увеличивает по меньшей мере скорость или крутящий момент по меньшей мере одной пары вытягивающих роликов.
16. Устройство по п. 11, в котором комплект читаемых компьютером и исполняемых команд, при исполнении процессором, регулирует скорость потока сжатого газа, подаваемого источником сжатого газа, на основании сигнала, принятого из калибра внутреннего диаметра.
17. Устройство по п. 16, в котором
сигнал, принятый из калибра внутреннего диаметра, соответствует измеренному внутреннему диаметру стеклянной трубы; и
комплект читаемых компьютером и исполняемых команд, при исполнении процессором, сравнивает измеренный внутренний диаметр стеклянной трубы с целевым значением внутреннего диаметра, хранящимся в постоянной памяти.
18. Устройство по п. 17, в котором комплект читаемых компьютером и исполняемых команд, при исполнении процессором, определяет, что измеренный внутренний диаметр стеклянной трубы меньше целевого значения внутреннего диаметра, хранящегося в постоянной памяти, и увеличивает скорость потока сжатого газа, подаваемого источником сжатого газа.
19. Устройство по п. 18, в котором
сигнал, принятый из калибра наружного диаметра, соответствует измеренному наружному диаметру стеклянной трубы; и
комплект читаемых компьютером и исполняемых команд, при исполнении процессором, сравнивает измеренный наружный диаметр стеклянной трубы с целевым значением наружного диаметра, хранящимся в постоянной памяти.
20. Устройство по п. 19, в котором комплект читаемых компьютером и исполняемых команд, при исполнении процессором, определяет, что измеренный наружный диаметр стеклянной трубы больше целевого значения наружного диаметра, хранящегося в постоянной памяти, и увеличивает по меньшей мере скорость потока или крутящий момент сжатого газа, подаваемого источником сжатого газа.
21. Устройство по п. 11, в котором источник сжатого газа соединен по текучей среде с каналом стеклянного слитка через уплотнение, которое соединено с рукояткой стеклянного слитка.
| СПОСОБ ПОЛУЧЕНИЯ ОПТИЧЕСКОГО ВОЛОКНА С НИЗКИМ ОСЛАБЛЕНИЕМ СИГНАЛА | 2008 |
|
RU2491236C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК С СОСТАВНОЙ СЕРДЦЕВИНОЙ ДЛЯ ОПТИЧЕСКИХ ВОЛНОВОДОВ (ВАРИАНТЫ) | 1998 |
|
RU2173672C2 |
| US 6098428 A, 08.08.2000 | |||
| JP 2001122633 A, 08.05.2001 | |||
| JP 2013112551 A, 10.06.2013 | |||
| US 2011113829 A1, 19.05.2011 | |||
| JP S56169136 A, 25.12.1981 | |||
| СЕЛЕКТИВНОЕ ИЗВЛЕЧЕНИЕ МОЛИБДЕНА (VI) ИЗ РАСТВОРОВ КАТИОНОВ ТЯЖЕЛЫХ МЕТАЛЛОВ | 2010 |
|
RU2428496C1 |
| US 2007119214 A1, 31.05.2007 | |||
| US 2008041112 A1, 21.02.2008. | |||

