Изобретение относится к производству кондитерских изделий, а именно изделий из желейных масс, и к способам выемки готовых изделий из гибких форм.
Известен способ и устройство для извлечения формованного изделия из формы, в которой оно изготовлено (GB824355 от 1959-11-25). Формованное изделие, такое как столовое желе, извлекается из формы путем проталкивания через изделие иглы для подачи под нее струи под давлением, например, струи сжатого воздуха, чтобы изделие могло "всплыть" в форме и далее захватить и удерживать его посредством вакуумного элемента, с помощью которого оно удаляется из формы. Недостатком данного решения является возможность повреждения формы готового изделия путем введения в него иглы и создания давления.
Наиболее близким по технической сущности является устройство для изготовления желе (GB364753 от 1932-01-14), в котором готовое желе удаляется из формы с помощью выталкивателей, установленных на ленточных цепях. Выталкиватели имеют форму, соответствующую формам каналов, в которых находятся желе. Недостатком данного устройства является возможность повреждения формы готового изделия.
Техническая задача, на решение которой направлено изобретение, заключается в разработке способа и комплекса выемки изделия, обеспечивающего целостность извлекаемого изделия.
Данная задача решается за счет того, что способ выемки из форм изделий из желейных масс включает удержание ковра с формующими ячейками на подложке при помощи прижимного каркаса, направление толкателей вверх, выталкивая готовые изделия из формы, до момента соприкосновения изделий с вакуумной плитой, направляемой навстречу выталкиваемым изделиям, и извлечение изделий из формы окончательно за счет удержания изделий на плите вакуумом.
Также задача решается за счет того, что комплекс выемки из форм изделий из желейных масс включает ковер с формующими ячейками, толкатели, подложку ковра, прижимной каркас и вакуумную плиту. Ковер с формующими ячейками и подложка выполнены в виде единой конструкции. Вакуумная плита выполнена с присосками.
Техническим результатом, обеспечиваемым приведенной совокупностью признаков, является отсутствие деформации готовых изделий.
Данное изобретение предназначено для съема готовых изделий из желейных масс, произведенных в формах, имеющих гибкие ячейки.
Сущность изобретения поясняется чертежами, на которых изображено:
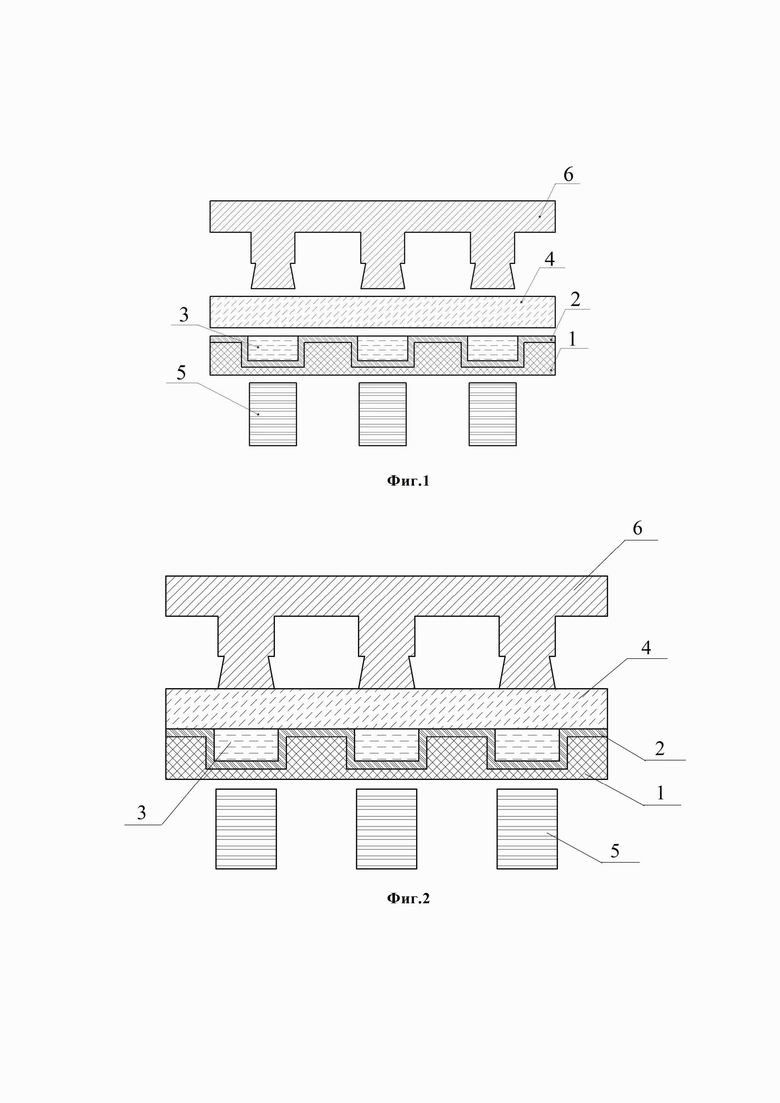
на фиг.1 – основные элементы системы выемки изделий
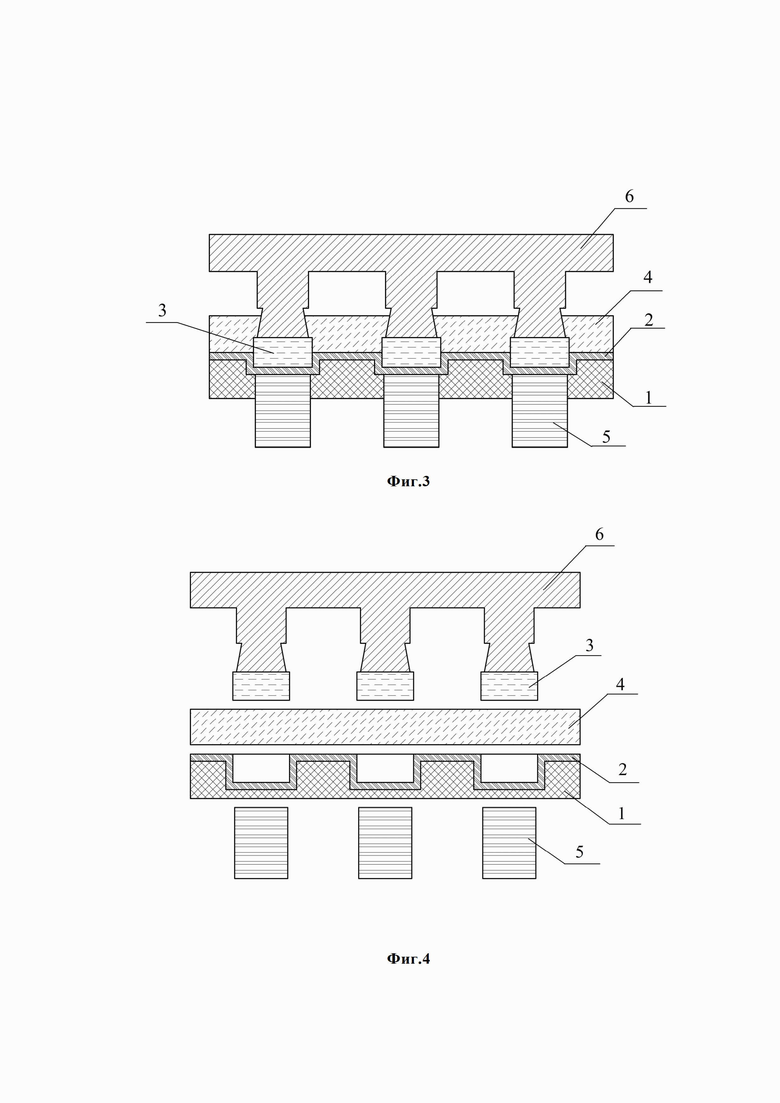
на фиг.2-4 – этапы выемки готовых изделий,
где
1 – подложка ковра
2 – ковер с формующими ячейками
3 – готовое изделие
4 – прижимной каркас
5 - толкатель
6 – вакуумная плита.
Комплекс для съема желейных масс включает ковер 2 с формующими ячейками, подложку 1 ковра, толкатели 5, прижимной каркас 4 и вакуумную плиту 6.
Ковер с формующими ячейками выполнен из гибкого материала. Формы ячеек могут быть различной формы и совпадают с формой толкателя.
Подложка ковра представляет собой основу, на которую укладывается ковер с формующими ячейками. Подложка имеет сквозные отверстия, в которые помещаются ячейки ковра. Подложка ковра устанавливается на конвейер, либо узел продольно-поперечного перемещения. В качестве подложки ковра может также применяться рамка и ковер устанавливается на нее.
Подложка и ковер с формующими ячейками могут быть выполнены как из двух отдельных частей, так и в виде единого элемента.
Ковер может быть цельно исполнен из силикона или другого гибкого материала совместно с рамкой с тонкой нижней частью путем заливки и формирования, при воздействии на которую толкателем происходит выталкивание изделия из формующей ячейки. Формующая ячейка может быть любой формы. Рамка может представлять собой пластиковый или металлический каркас как с ячейками, так и без них.
Прижимной каркас представляет собой плиту со сквозными отверстиями для прохождения в отверстиях вакуумных присосок и готовых изделий, выталкиваемых толкателями. Прижимной каркас также может представлять собой рамку с ячейками или без них размером, повторяющим размер ковра, формообразующего заготовку.
Вакуумная плита представляет собой вакуумный дистрибьютор со вмонтированными в него присосками, либо без них, но с отверстиями.
Толкатели представляют собой стержнеобразные элементы, выполненные формой, повторяющей форму изделия (например, если изделие круглое, то толкатель выполнен цилиндрическим, если изделие квадратное, стержень выполнен прямоугольным). Толкатели могут размещаться на подвижной плите. Изначально плита находится в стационарном положении, и приводится в движение в тот момент, когда ковер занимает положение над плитой с толкателями.
Ковер с формующими ячейками выполняется из силикона или других применимых для этого гибких материалов.
Подложка ковра, толкатель, прижимной каркас и вакуумная плита могут изготавливаться из металла или сплавов, либо из различных видов пластмасс, в том числе инженерных.
Комплекс по извлечению готового изделия из формы работает следующим образом.
В ячейки ковра заливается жидкое сырье. После полного застывания изделий подложка с ковром перемещается под прижимной каркас и прижимается им для исключения подъема ковра при выемке изделия (фиг.2). Над прижимным каркасом в свое время располагается вакуумная плита (возможно исполнение плиты с вакуумными присосками), которая начинает движение в сторону изделий. Далее изделие толкателем (он может приводится в движение пневматически или механически) выдавливается из формующей ячейки до момента соприкосновения с вакуумной плитой (или присоской) (фиг.3). После чего при движении плиты вверх изделие, удерживаемое вакуумом на вакуумной плите (или присоске) окончательно извлекается из формующей ячейки (фиг.4). Момент соприкосновения рассчитывается отдельно для каждой партии и зависит от вида изделия, формы и других условий, а регулировка движения вакуумной плиты и толкателей осуществляется блоками управления. Другим вариантом извлечения может являться синхронная работа присосок вакуумной плиты и толкателя, когда толкатель срабатывает после создания вакуума в присоске, которая уже прижата к изделию.
Для специалиста в данном области техники является очевидным, что вышеописанные конструкции и способы извлечения изделий не являются единственно возможными вариантами осуществления изобретения.
Заявленное изобретение имеет ряд преимуществ перед аналогами:
- исключение деформации готового изделия;
- высокая скорость выемки;
- высокая точность конечного позиционирования изделия;
- возможность работы на меньшей глубине вакуума, за счет того, что большая часть работы по высвобождению изделия из ячеек осуществляется под действием толкателей.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВЫПЕКАНИЯ ТЕСТА | 2020 |
|
RU2727674C1 |
| УСТРОЙСТВО ДОЗИРОВАНИЯ | 2020 |
|
RU2736201C1 |
| Линия сборки картонной решетки для упаковки патронов стрелкового оружия | 2023 |
|
RU2816732C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ВЕРТИКАЛЬНО-СЛОИСТОЙ СТРУКТУРЫ НЕПОСРЕДСТВЕННО ИЗ КОВРА ГОРИЗОНТАЛЬНО-СЛОИСТОЙ СТРУКТУРЫ И СПОСОБ ЕЕ ФУНКЦИОНИРОВАНИЯ | 2008 |
|
RU2389603C2 |
| СКОРОСТНОЙ СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ ПОВЫШЕННОЙ ПУСТОТНОСТИ С ОБЪЕМНОЙ ВЕРТИКАЛЬНОЙ ФОРМОВКОЙ ИЗ РАЗНОРОДНЫХ СМЕСЕЙ, СТРОИТЕЛЬНОЕ ИЗДЕЛИЕ ПОВЫШЕННОЙ ПУСТОТНОСТИ, ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ ПОВЫШЕННОЙ ПУСТОТНОСТИ С ОБЪЕМНОЙ ВЕРТИКАЛЬНОЙ ФОРМОВКОЙ ИЗ РАЗНОРОДНЫХ СМЕСЕЙ | 2013 |
|
RU2533475C1 |
| ДОЗАТОР НАЧИНКИ | 2022 |
|
RU2794660C1 |
| Способ изготовления волокнистых изделий | 1987 |
|
SU1588550A1 |
| КОМБИНИРОВАННОЕ ЗАХВАТНОЕ УСТРОЙСТВО РОБОТА-МАНИПУЛЯТОРА | 2019 |
|
RU2730343C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДОЛЬКИ КЛЕЕНОГО СОТОВОГО ЗАПОЛНИТЕЛЯ ИЗ АЛЮМИНИЕВОЙ ФОЛЬГИ И КОМПЛЕКС ОБОРУДОВАНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2023 |
|
RU2816169C1 |
| Способ комплектования печатной корреспонденции, установка для его осуществления и устройство для поштучной выдачи и транспортировки корреспонденции | 1990 |
|
SU1750748A1 |
Изобретение относится к производству кондитерских изделий, а именно изделий из желейных масс. Предложен способ выемки из гибких форм изделий из желейных масс, который включает удержание ковра с формующими ячейками из гибкого материала на подложке со сквозными отверстиями, в которые помещаются ячейки ковра, при помощи прижимного каркаса-плиты со сквозными отверстиями, повторяющей размер ковра, направление толкателей вверх, выталкивая из формующих ячеек проходящие в отверстия прижимного каркаса готовые изделия, до момента соприкосновения изделий с вакуумной плитой, расположенной над прижимным каркасом, направляемой навстречу выталкиваемым изделиям, и извлечение изделий из формующих ячеек окончательно за счет удержания изделий на плите вакуумом. Также предложен комплекс для осуществления способа выемки из гибких форм изделий из желейных масс, который включает ковер с формующими ячейками из гибкого материала, подложку ковра, имеющую сквозные отверстия для размещения ячеек ковра, толкатели, прижимной каркас в виде плиты со сквозными отверстиями, повторяющей размер ковра, и вакуумную плиту. При этом ковер с формующими ячейками и подложка выполнены в виде единой конструкции, вакуумная плита выполнена с присосками. Изобретение обеспечивает отсутствие деформации готовых изделий, высокую скорость выемки, высокую точность конечного позиционирования изделий, возможность работы на меньшей глубине вакуума. 2 н. и 2 з.п. ф-лы, 4 ил.
1. Способ выемки из гибких форм изделий из желейных масс, характеризующийся тем, что включает удержание ковра с формующими ячейками из гибкого материала на подложке со сквозными отверстиями, в которые помещаются ячейки ковра, при помощи прижимного каркаса-плиты со сквозными отверстиями, повторяющей размер ковра, направление толкателей вверх, выталкивая из формующих ячеек проходящие в отверстия прижимного каркаса готовые изделия, до момента соприкосновения изделий с вакуумной плитой, расположенной над прижимным каркасом, направляемой навстречу выталкиваемым изделиям, и извлечение изделий из формующих ячеек окончательно за счет удержания изделий на плите вакуумом.
2. Комплекс для осуществления способа выемки из гибких форм изделий из желейных масс по п.1, характеризующийся тем, что включает ковер с формующими ячейками из гибкого материала, подложку ковра, имеющую сквозные отверстия для размещения ячеек ковра, толкатели, прижимной каркас в виде плиты со сквозными отверстиями, повторяющей размер ковра, и вакуумную плиту.
3. Комплекс по п.2, отличающийся тем, что ковер с формующими ячейками и подложка выполнены в виде единой конструкции.
4. Комплекс по п.2, отличающийся тем, что вакуумная плита выполнена с присосками.
| УСТРОЙСТВО для ПОДАЧИ СЖАТОГО ВОЗДУХА В ДИЗЕЛЬ | 0 |
|
SU364753A1 |
| Контактное устройство | 1979 |
|
SU824355A1 |
| Способ изготовления формовых резиновых изделий и приспособление для выполнения способа | 1955 |
|
SU106656A1 |
| Устройство для получения пористых кондитерских изделий под вакуумом | 1990 |
|
SU1768114A1 |
| УСТРОЙСТВО для отливки и ВЫБОРКИ МАРМЕЛАДА | 0 |
|
SU211311A1 |

