Заявленная группа изобретений относится к области полуавтоматической установки вставного соединительного элемента для полых профилей в дистанционную рамку, а именно в дистанционную рамку типоразмера от 6 мм до 24 мм.
Заявленная соединительная машина ВК 6-24 работает в составе линии для производства полых профилей. Так же, не исключается возможность автономной эксплуатации т.к. управление осуществляется непосредственно со встроенного пульта управления. Соединительная машина ВК 6-24 не ограничена вышеперечисленными возможностями, допускается незначительное изменение конфигурации с целью модификации под конкретные задачи заказчика, например нанесение оттиска, формовка, стыковка, набор крепежных изделий в кассету (гвозди, штифты, заклепки и др.).
Соединительную машину ВК 6-24 возможно дополнять дополнительными модулями, агрегатами, оснасткой, аппаратной и программной частью для достижения полной автоматизации процесса.
Благодаря относительно небольшим габаритам, соединительную машину ВК 6-24 возможно перемещать на необходимое рабочее место, не прибегая к помощи тяжелой спецтехники, что в свою очередь делает ее мобильной.
Соединительная машина ВК 6-24 поддается гибкой настройке, благодаря наличию в ее составе пневморедукторов, пневмодросселей, а так же бесконтактные датчики положения цилиндра и потенциометрического датчика.
Отличительной особенностью соединительной машины ВК 6-24 является точность выполнения работ (установка вставного соединительного элемента на заданную глубину), а так же измерение размерности, что невозможно было достичь при ручном выполнении работ.
На фиг. 1-10 представлен внешний вид соединительной машина ВК 6-24;
Под позициями 1-48 на фиг. 1-10 обозначены:
Фиг. 1:
1 - Основание стойки толкателя
Фиг. 2:
2 - Ползунок
3 - Каретка
4 - Держатель гребенки
5 - Двутавр
6 - Опора двутавра
7 - Стойка толкателя
8 - Основание 850-620-20
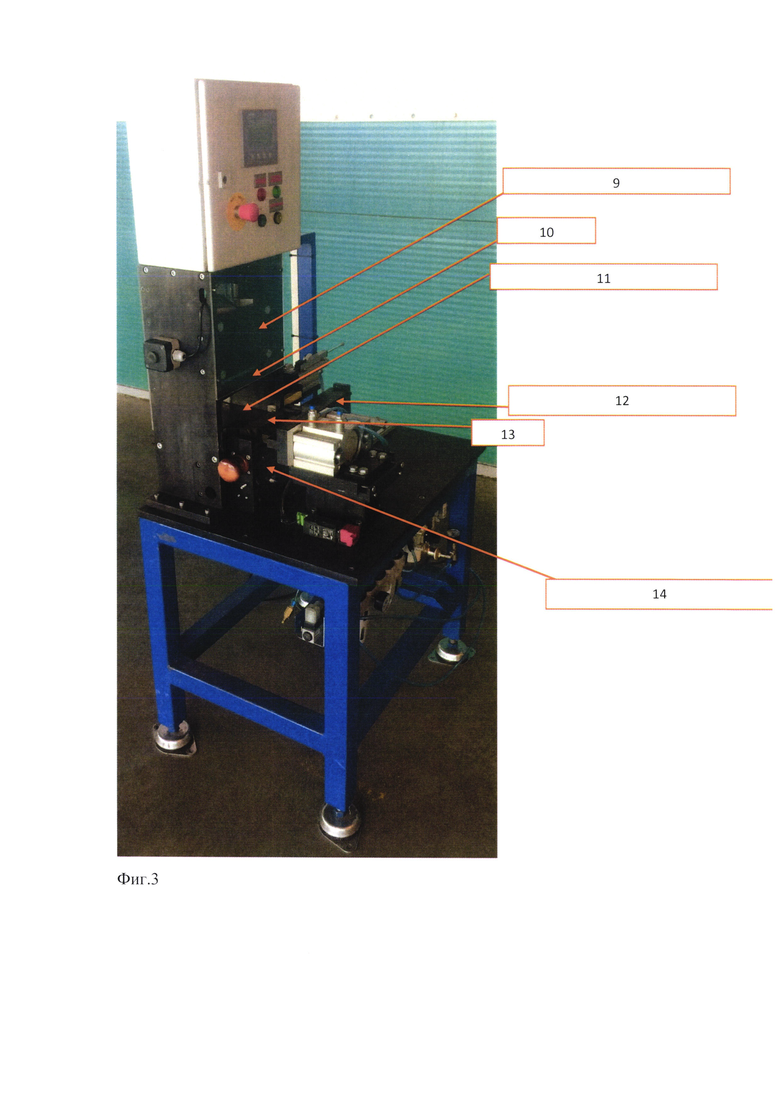
Фиг. 3:
9 - Опора верхнего пневмоприжима
10 - 220-110-25
11 - Опора дистанционной рамки
12 - Основание рельсы 500-64-24
13 - Кассета
14 - Отбойник стационарный
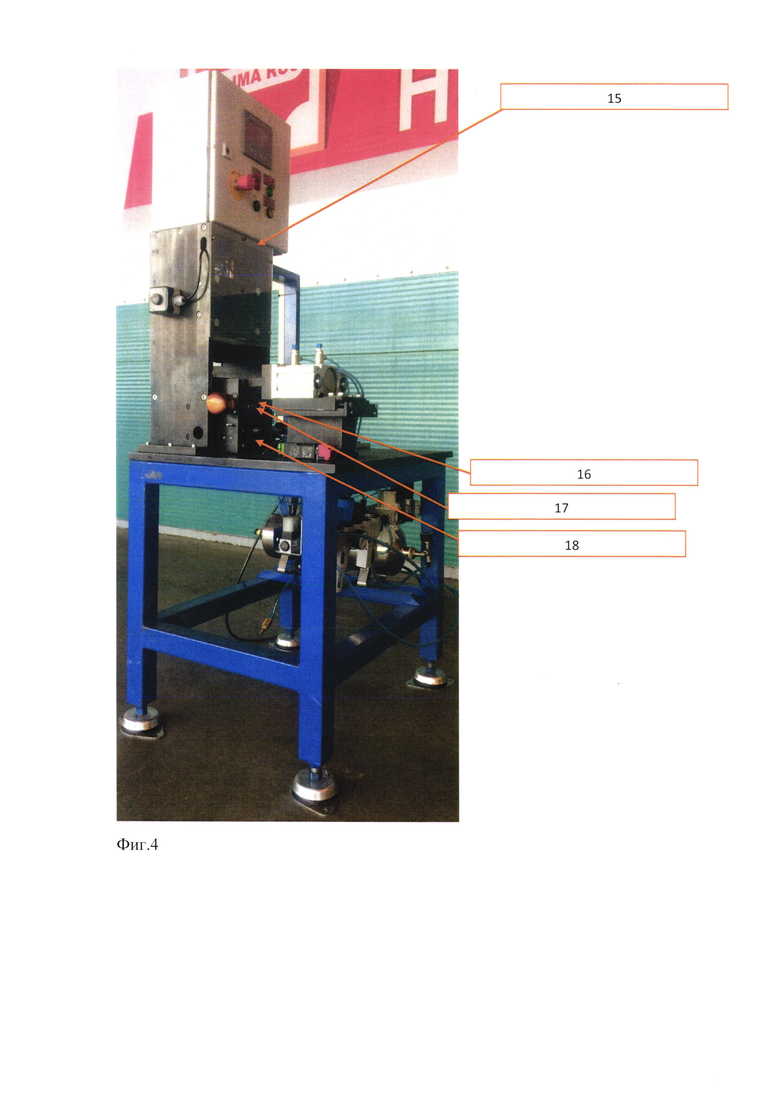
Фиг. 4:
15 - Крышка ложемента
16 - Направляющая
17 - Каретки
18 - Крепеж пневмотолкателя
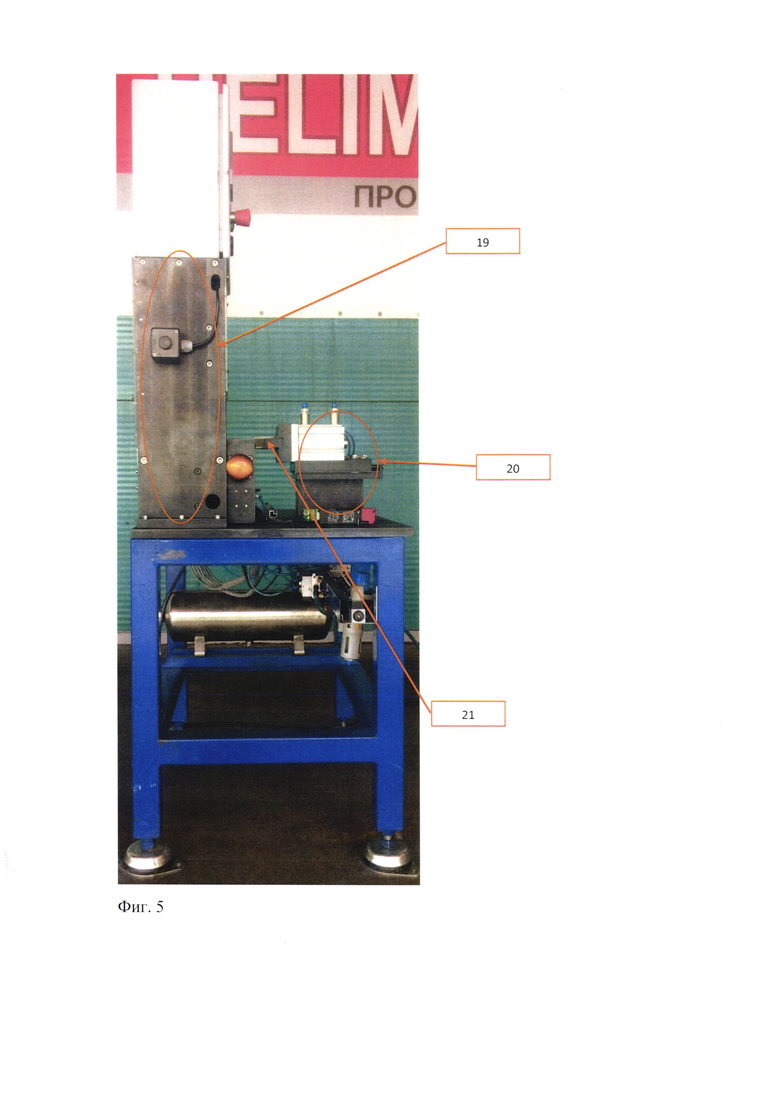
Фиг. 5:
19 - Ложемент
20 - Толкатель
21 - 180-65-22
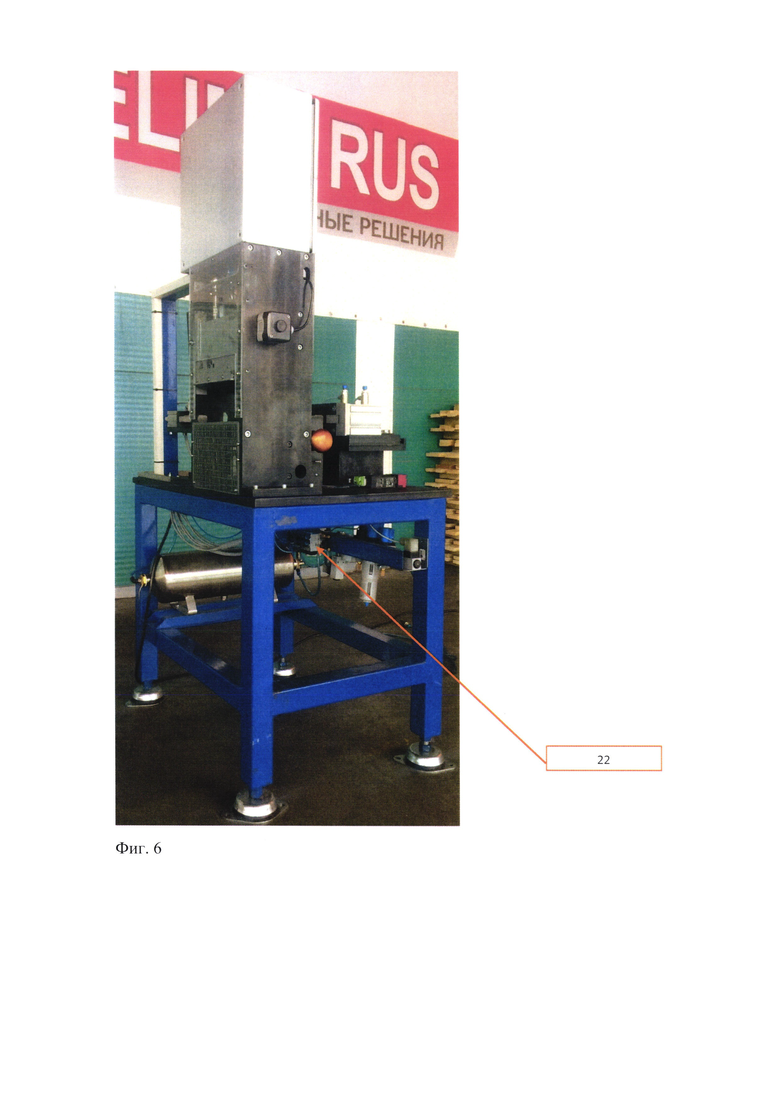
Фиг. 6:
22 - MEH-5/2-1/8-P-L-B
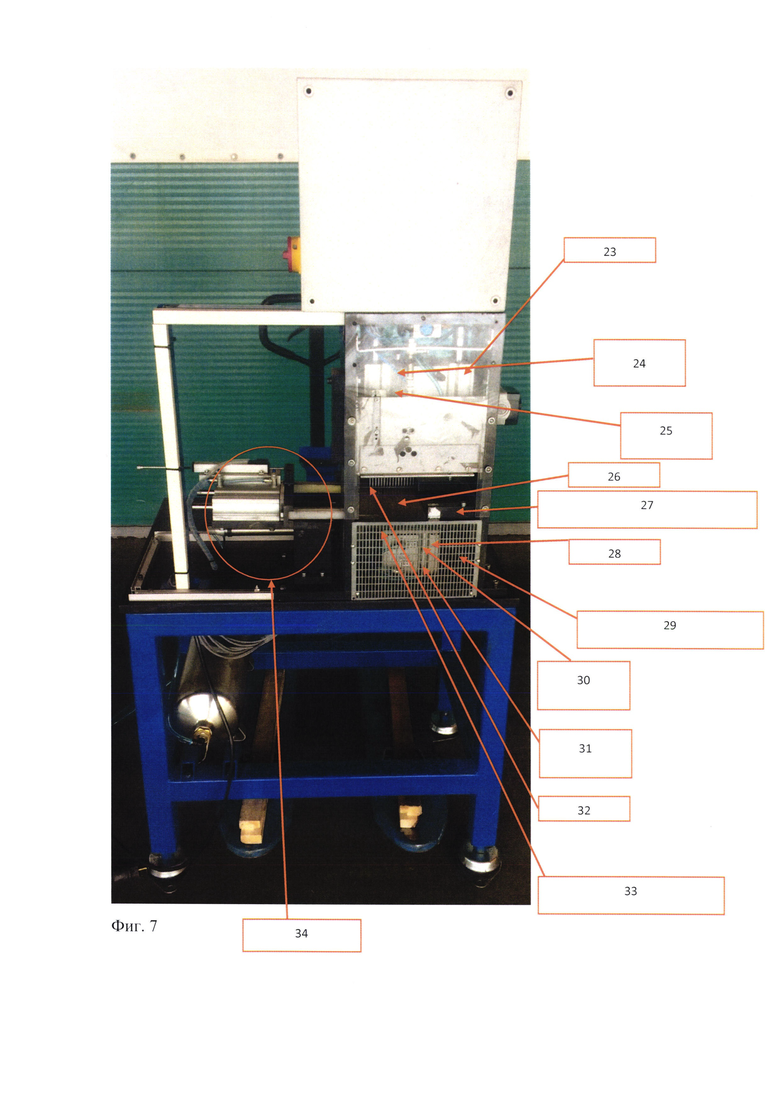
Фиг. 7:
23 - Второй цилиндр короткого хода EMGQL100-100
24 - D-M9PSAPC Press up
25 - D-M9PSAPC Press down
26 - 259-195-15
27 - Упор профиля малый или большой
28 - Третий цилиндр короткого хода EMGQL40-50
29 - Опора нижнего пневматического прижима
30 - S1.6 D-M9PSAPC
31 - S1.7 D-M9PSAPC
32 - 214-57,5-4
33 - Кронштейн шторки ложемента
34 - Боковой прижим
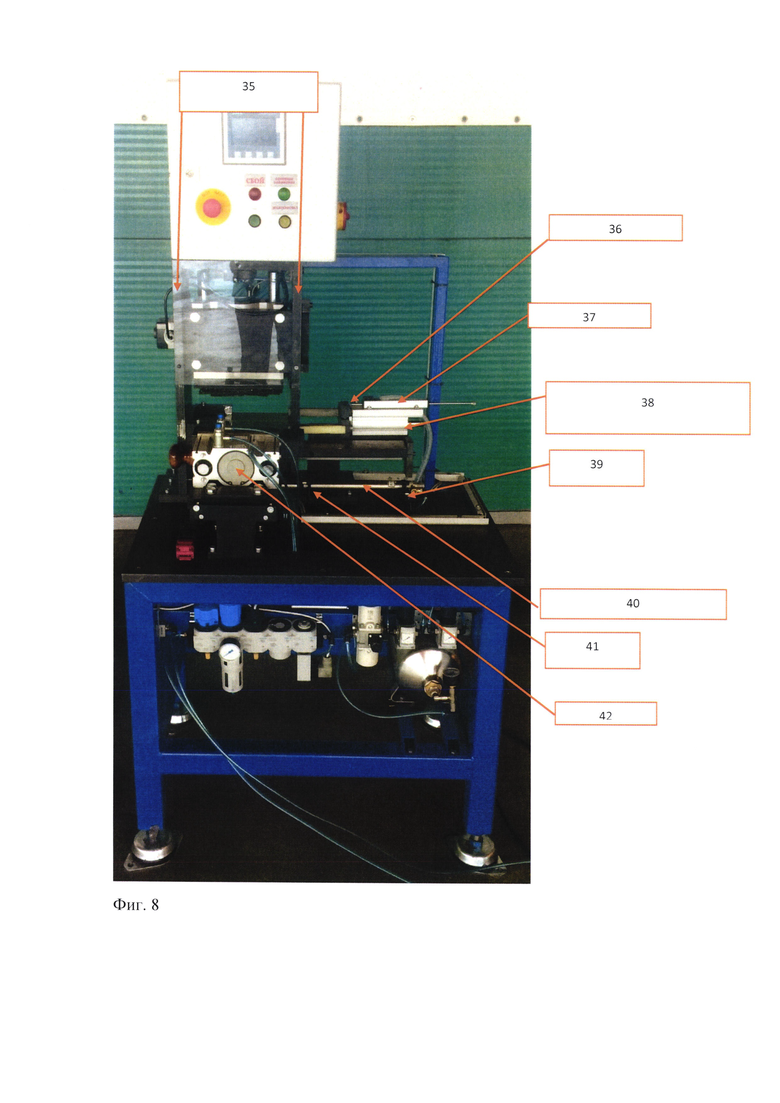
Фиг. 8:
35 - Дальняя и ближняя стойки ложемента
36 - Упор штока линейки
37 - Novotechnik TR-0100
38 - Первый цилиндр короткого хода с направляющими EMGQL32-100
39 - S1.1. SMEO-4U-S-LED-24V
40 - Пневмоцилиндр DSNU-25-400-P-A
41 - S1.2. SMEO-4U-S-LED-24V
42 - Четвертый цилиндр короткого хода EMGQL 80-50
Фиг. 9:
43 - S1.5 D-M9PSAPC
44 - S1.4 D-M9PSAPC
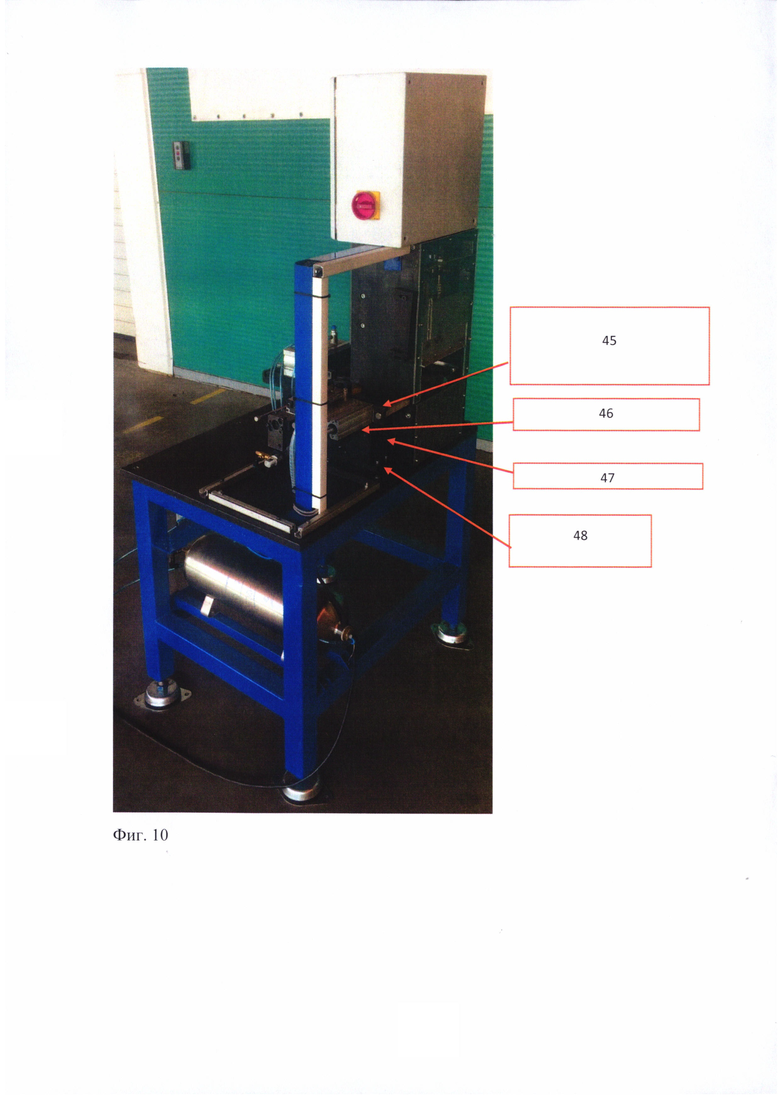
Фиг. 10:
45 - Основание пневмоприжима 175-48-20
46 - Опора бокового прижима
47 - Стойка бокового прижима
48 - Основание стойки бокового прижима.
Соединительная машина ВК 6-24 работает под управлением контроллера, ввод данных осуществляется через панель оператора. Оператор Соединительной машины ВК 6-24 устанавливает необходимое количество вставки соединительной в кассету, задвигает кассету до упора, включается датчик положения цилиндра SMEO-4U-S-LED-24V под номером S1.1. Оператор укладывает необходимое количество профилей, ориентируя их перфорированной стороной к упору профиля (большого либо малого, в зависимости от перерабатываемой дистанционной рамки) в ложемент на опору дистанционной рамки, при этом позиционируя торцы профилей вплотную к шторке ложемента малой. Оператор нажимает кнопку пуск. Соединительная машина ВК 6-24 начинает работу в автоматическом режиме: EMGQL32-100 цилиндр короткого хода с направляющими выдвигает основание пневмоприжима 175-48-20, прижимает дистанционную рамку к упору профиля (большого либо малого, в зависимости от перерабатываемой дистанционной рамки), при этом потенциометрический датчик положения Novotechnik TR-0100 считывает установленное количество профилей (в случае несоответствия установленным параметрам на дисплее шкафа управления появляется информационное сообщение о не верном количестве установленных профилей). EMGQL100-100 цилиндр короткого хода с направляющими выдвигает основание пневмоприжима 220-110-25, прижимает дистанционную рамку к опоре дистанционной рамки 259-195-15, срабатывает датчик положения цилиндра D-M9PSAPC под номером press down.
EMGQL40-50 цилиндр короткого хода с направляющими опускает шторку ложемента малую 214-57,5-4, включается датчик положения цилиндра D-M9PSAPC под номером S1.7.
Происходит включение пневмораспределителя MEH-5/2-1/8-P-L-B, тем самым фиксируя кассету пневмоцилиндром DSNU-25-400-P-A
EMGQL 80-50 цилиндр короткого хода с направляющими выдвигает гребенку 180-65-22 до момента срабатывания датчика положения цилиндра D-M9PSAPC под номером S1.5, тем самым задвигает вставку соединительную в дистанционную рамку.
EMGQL 80-50 цилиндр короткого хода с направляющими возвращается в исходное положение гребенку 180-65-22, включается датчик положения цилиндра D-M9PSAPC S1.4.
EMGQL100-100 цилиндр короткого с направляющими возвращает основание пневмоприжима 220-110-25 в исходное положение, включается датчик положения цилиндра D-M9PSAPC под номером press up.
EMGQL32-100 цилиндр короткого хода с направляющими возвращает основание пневмоприжима 175-48-20 в исходное положение.
EMGQL40-50 цилиндр короткого хода с направляющими возвращает шторку ложемента малую 214-57,5-4 в исходное положение, включается датчик положения цилиндра D-M9PSAPC под номером S1.6.
DSNU-25-400-P-A пневмоцилиндр возвращает кассету в исходное положение, включается датчика положения цилиндра SMEO-4U-S-LED-24V под номером S1.2.
Далее цикл повторяется необходимое количество раз.
Соединительная машина ВК 6-24 выполнена на основании 850-620-20, на котором закреплено четыре модуля:
- Ложемент;
- Боковой прижим;
- Каретка;
- Толкатель.
Ложемент закреплен на основании 850-620-20 при помощи шести винтов М8×1,25. Ложемент состоит из нижней части ложемента 500-200-20, на которую смонтированы: стойка ложемента дальняя 580-200-20 при помощи трех винтов М8×1,25, стойка ложемента ближняя 580-200-20 при помощи трех винтов М8×1,25. Стойка ложемента дальняя 580-200-20 и стойка ложемента ближняя 580-200-20 располагаются параллельно друг другу на расстоянии 260 мм. На них смонтированы: опора нижнего пневматического прижима 265,5-100-16 при помощи двух винтов М8×1,25, прямоугольник 30-24-23 (2 шт.) при помощи одного винта М10×1,5, прямоугольник 30-30-23 (2 шт.) при помощи одного винта М10*1,5, опора верхнего пневмоприжима 265,5-150-25 при помощи четырех винтов М8×1,25, крышка ложемента 260-200-20 при помощи шести винтов М8×1,25.
На вышеперечисленных четырех прямоугольниках смонтирована опора дистанционной рамки 259-195-15 при помощи четырех винтов М8×1,25, к этой опоре монтируется упор профиля малый 183-56-25,5 или упор профиля большой 183-104-25,5 (в зависимости от перерабатываемой дистанционной рамки) при помощи двух винтов М8×1,25. К опоре нижнего пневматического прижима 265,5-100-16 смонтирован EMGQL40-50 цилиндр короткого хода с направляющими при помощи четырех винтов М10×1,5 к рабочей поверхности которого смонтирован кронштейн шторки ложемента 170-120-15 при помощи четырех винтов М8×1,25, на котором смонтирована шторка ложемента малая 214-57,5-4 при помощи пяти винтов М6×1.
На опоре верхнего пневмоприжима 265,5-150-25 смонтирован EMGQL100-100 цилиндр короткого хода с направляющими при помощи четырех винтов M14×2, на рабочей поверхности которого смонтировано основание пневмоприжима 220-110-25 при помощи четырех винтов М10×1,5.
Боковой прижим закреплен на основании 850-620-20 при помощи четырех винтов М8×1,25. Боковой прижим состоит из опоры бокового прижима 250-120-15, на которую смонтирована стойка бокового прижима 115-80-80 при помощи четырех винтов М8×1,25, на ней смонтировано основание стойки бокового прижима 120-80-15 при помощи четырех винтов М8×1,25, на котором смонтирован EMGQL32-100 цилиндр короткого хода с направляющими при помощи четырех винтов М8×1,25. На рабочей поверхности EMGQL32-100 цилиндра короткого хода с направляющими смонтировано основание пневмоприжима 175-48-20 при помощи четырех винтов М8×1,25, на котором смонтирован упор штока линейки 50-30-20 при помощи двух винтов М6×1.
Каретка закреплена на основании при помощи четырех винтов М8×1,25. Каретка, состоит из основания рельсы 500-64-24, на которой смонтировано: HSV15C1SS BLOCK каретка (2 шт. в одной оси) при помощи четырех винтов М4×0,7, отбойник стационарный 60-20-9,5 при помощи двух винтов М6×1, крепеж пневмотолкателя 80-60-15 при помощи двух винтов М8×1,25, к которому закреплен DSNU-25-300-P-А ПНЕВМОЦИЛИНДР при помощи гайки из комплекта. На штоке вышеперечисленного цилиндра закреплена шайба штока пневмотолкателя 30-23,5 в зацеплении с крепежом штока пневмотолкателя 60-37-15. На рабочей поверхности вышеперечисленных кареток перемещается HSV15-480L RAIL направляющая, к которой смонтировано основание рельсы 500-64-24 при помощи восьми винтов М4×0,7.
На основании рельсы смонтировано: шпонка 20-12-8 (3 шт.) при помощи одного винта М5×0,8, направляющая ползунка 61-50-30 при помощи четырех винтов М6×1, крышка пневмотолкателя 195-65-15 при помощи двух винтов М8×1,25. На крышке пневмотолкателя смонтировано: крепеж штока пневмотолкателя 60-37-15 при помощи четырех винтов М6×1, отбойник подвижный при помощи двух винтов М6×1, обойма при помощи двух винтов М6×1.
Толкатель закреплен на основании при помощи четырех винтов M10×1,5. Толкатель состоит из основания стойки толкателя 160-120-15, на котором смонтирована: стойка толкателя 160-91-80 при помощи четырех винтов М8×1,25, на которой смонтирована опора двутавра 195-185-20 при помощи четырех винтов М8×1,25, на которой смонтирован двутавр 200-180-30 при помощи четырех винтов М12×1,75 через прижимную пластину двутавра 140-55-10.
На двутавре закреплен EMGQL 80-50 цилиндр короткого хода с направляющими при помощи четырех винтов М12×1,75. На рабочей поверхности EMGQL 80-50 цилиндра короткого хода с направляющими закреплен держатель гребенки 185-90-30 при помощи четырех винтов М14×2. На держателе гребенки 185-90-30 закреплен ползунок 87-50-44 при помощи двух винтов М6×1, гребенка 180-65-22 при помощи двух винтов М6×1.
Все вышеперечисленные цилиндры короткого хода и пневмоцилиндры имеют возможность настройки рабочего давления при помощи регулятора давления Festo MS4-LR-1/4-D7-AS, а так же при помощи дросселей.
Технический результат заявленной группы изобретений заключается в обеспечении повышенной точности выполнения работ (установка вставного соединительного элемента на заданную глубину), а так же возможность измерения размерности, что невозможно было достичь при ручном выполнении работ.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки под сварку и сварки двутавровых балок | 1980 |
|
SU897454A1 |
| Устройство для сборки металлоконструкций | 1978 |
|
SU764914A1 |
| СТЕНД ДЛЯ РАЗБОРКИ ГИДРОЦИЛИНДРОВ | 1992 |
|
RU2071403C1 |
| Установка для сборки и сварки стержневых элементов с соединительными накладками | 1980 |
|
SU897453A1 |
| Кантователь | 1984 |
|
SU1331623A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU939174A1 |
| СПОСОБ ДОСТАВКИ ВЗРЫВОЗАЩИТНОЙ КАМЕРЫ К МЕСТУ ПРОВЕДЕНИЯ ОПЫТА И ТРАНСПОРТНО-ЮСТИРОВОЧНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2596858C1 |
| Рентгеновская камера | 1983 |
|
SU1125517A1 |
| Автомат для приварки к торцам труб элементов соединительной арматуры | 1974 |
|
SU640830A1 |
| УНИВЕРСАЛЬНАЯ СИСТЕМА КРЕПЛЕНИЯ ИНСТРУМЕНТА ДЛЯ ЦЕНТРА МЕХАНИЧЕСКОЙ ОБРАБОТКИ | 2009 |
|
RU2521545C2 |



Заявленная группа изобретений включает соединительную машину и способ функционирования соединительной машины. Причем соединительная машина для полуавтоматической установки вставного соединительного элемента для полых профилей в дистанционную рамку содержит закрепленные на основании (четыре модуля) ложемент, боковой прижим, каретку и толкатель, при этом ложемент закреплен на основании и состоит из нижней части ложемента, на которую смонтированы: дальняя и ближняя стойки ложемента, которые располагаются параллельно друг другу, при этом на них смонтированы: опора нижнего пневматического прижима, прямоугольники, опора верхнего пневмоприжима, крышка ложемента, на прямоугольниках смонтирована опора дистанционной рамки, к этой опоре монтируется упор профиля малый или упор профиля большой, к опоре нижнего пневматического прижима смонтирован цилиндр короткого хода с направляющими EMGQL40-50, к рабочей поверхности которого смонтирован кронштейн шторки ложемента, на котором смонтирована шторка ложемента малая 214-57,5-4, на опоре верхнего пневмоприжима смонтирован цилиндр короткого хода с направляющими EMGQL100-100, на рабочей поверхности которого смонтировано основание пневмоприжима; боковой прижим закреплен на основании и состоит из опоры бокового прижима, на которую смонтирована стойка бокового прижима, причем на ней смонтировано основание стойки бокового прижима, на котором смонтирован цилиндр короткого хода с направляющими EMGQL32-100, на рабочей поверхности цилиндра короткого хода с направляющими EMGQL32-100 смонтировано основание пневмоприжима 175-48-20, на котором смонтирован упор штока линейки; каретка закреплена на основании и состоит из основания рельсы, на которой смонтированы: каретки, отбойник стационарный, крепеж пневмотолкателя, к которому закреплен пневмоцилиндр DSNU-25-400-P-A, при этом на рабочей поверхности кареток перемещается направляющая, к которой смонтировано основание рельсы 500-64-24; толкатель состоит из основания стойки толкателя, на котором смонтирована стойка толкателя, на которой смонтирована опора двутавра, на которой смонтирован двутавр, причем на двутавре закреплен цилиндр короткого хода с направляющими EMGQL32-100, на рабочей поверхности цилиндра короткого хода с направляющими закреплен держатель гребенки, на держателе гребенки закреплен ползунок. 2 н.п. ф-лы, 10 ил.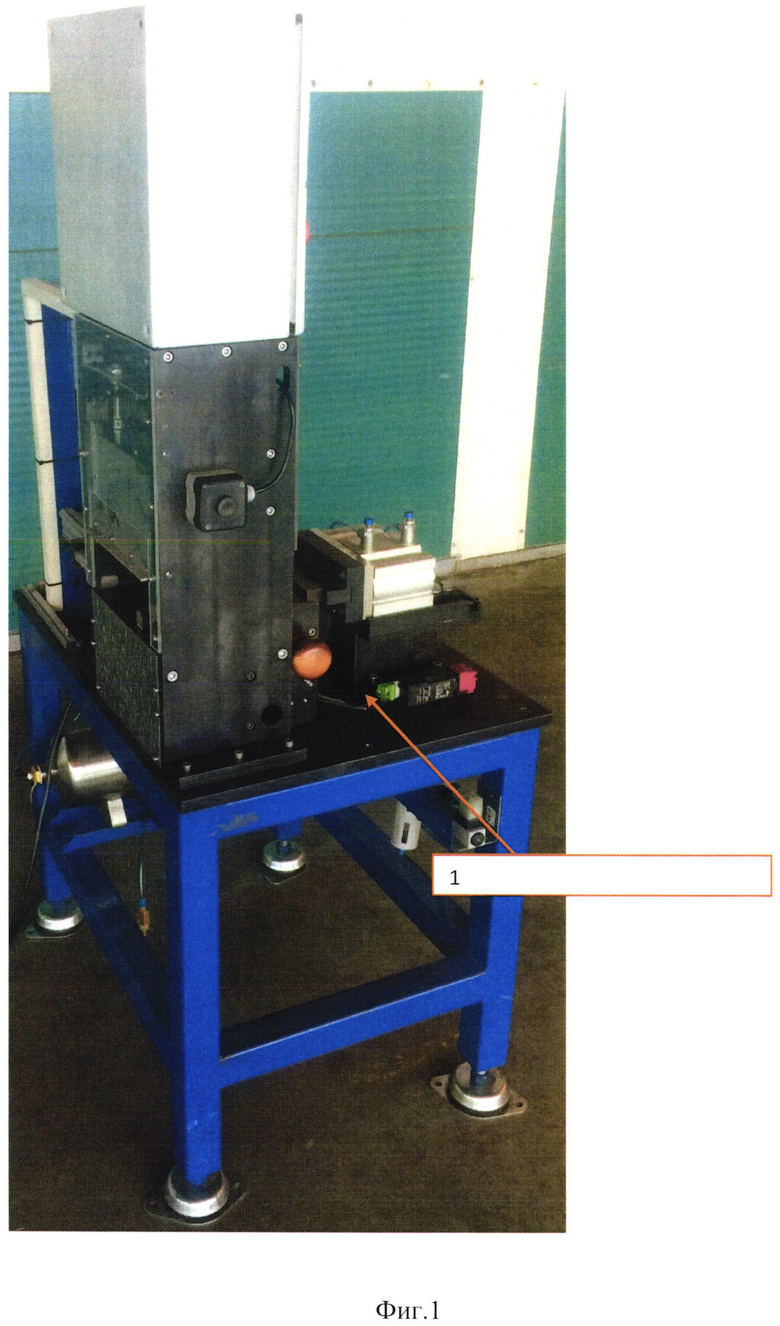
1. Соединительная машина для полуавтоматической установки вставного соединительного элемента для полых профилей в дистанционную рамку, содержащая закрепленные на основании ложемент, боковой прижим, каретку и толкатель, при этом
ложемент закреплен на основании и состоит из нижней части ложемента, на которую смонтированы: дальняя и ближняя стойки ложемента, которые располагаются параллельно друг другу, при этом на них смонтированы: опора нижнего пневматического прижима, опора верхнего пневмоприжима, крышка ложемента, к опоре дистанционной рамки монтируется упор профиля малый или упор профиля большой, к опоре нижнего пневматического прижима смонтирован цилиндр короткого хода с направляющими, к рабочей поверхности которого смонтирован кронштейн шторки ложемента, на котором смонтирована шторка ложемента, на опоре верхнего пневмоприжима смонтирован цилиндр короткого хода с направляющими, на рабочей поверхности которого смонтировано основание пневмоприжима;
боковой прижим закреплен на основании и состоит из опоры бокового прижима, на которую смонтирована стойка бокового прижима, причем на ней смонтировано основание стойки бокового прижима, на котором смонтирован цилиндр короткого хода с направляющими, на рабочей поверхности цилиндра короткого хода с направляющими смонтировано основание пневмоприжима, на котором смонтирован упор штока линейки;
каретка закреплена на основании и состоит из основания рельсы, на которой смонтированы: каретки, отбойник стационарный, крепеж пневмотолкателя, к которому закреплен пневмоцилиндр, при этом на рабочей поверхности кареток перемещается направляющая, к которой смонтировано основание рельсы; толкатель состоит из основания стойки толкателя, на котором смонтирована стойка толкателя, на которой смонтирована опора двутавра, на которой смонтирован двутавр, причем на двутавре закреплен цилиндр короткого хода с направляющими, на рабочей поверхности цилиндра короткого хода с направляющими закреплен держатель гребенки, на держателе гребенки закреплен ползунок.
2. Способ функционирования соединительной машины, заключающийся в том, что оператор соединительной машины устанавливает необходимое количество вставки соединительной в кассету, задвигает кассету до упора, включается датчик положения цилиндра, оператор укладывает необходимое количество профилей, ориентируя их перфорированной стороной к упору профиля в ложемент на опору дистанционной рамки, при этом позиционируя торцы профилей вплотную к шторке ложемента, далее оператор нажимает кнопку пуск и соединительная машина начинает работу в автоматическом режиме:
первый цилиндр короткого хода с направляющими выдвигает основание пневмоприжима, прижимает дистанционную рамку к упору профиля, при этом потенциометрический датчик положения считывает установленное количество профилей, при этом в случае несоответствия установленным параметрам на дисплее шкафа управления появляется информационное сообщение о не верном количестве установленных профилей, второй цилиндр короткого хода с направляющими выдвигает основание пневмоприжима, прижимает дистанционную рамку к опоре дистанционной рамки, срабатывает датчик положения цилиндра, третий цилиндр короткого хода с направляющими опускает шторку ложемента, включается датчик положения цилиндра, происходит включение пневмораспределителя, тем самым фиксируя кассету пневмоцилиндром, четвертый цилиндр короткого хода с направляющими выдвигает гребенку до момента срабатывания датчика положения цилиндра, тем самым задвигает вставку соединительную в дистанционную рамку, четвертый цилиндр короткого хода с направляющими возвращает в исходное положение гребенку, включается датчик положения цилиндра, второй цилиндр короткого с направляющими возвращает основание пневмоприжима в исходное положение, включается датчик положения цилиндра, первый цилиндр короткого хода с направляющими возвращает основание пневмоприжима в исходное положение, третий цилиндр короткого хода с направляющими возвращает шторку ложемента в исходное положение, включается датчик положения цилиндра, пневмоцилиндр возвращает кассету в исходное положение, включается датчика положения цилиндра, далее цикл повторяется требуемое количество раз.
| Устройство для перекладки и стыковки полосового материала | 1989 |
|
SU1705121A1 |
| Установка для сборки и сварки стержневых элементов с соединительными накладками | 1980 |
|
SU897453A1 |
| ЗАЖИМ ДЛЯ КРЕПЛЕНИЯ ПРЕДМЕТА | 2001 |
|
RU2208719C2 |
| JP H07268864 A, 17.10.1995 | |||
| DE 3143998 A1, 11.05.1983 | |||
| Приспособление к хлопкоуборочному аппарату | 1975 |
|
SU715053A1 |

