Изобретение относится к машине для сварки каркаса для изготовления арматурного тела.
УРОВЕНЬ ТЕХНИКИ
Машины для сварки каркаса для производства арматурного тела вышеуказанного типа уже известны.
Известная машина для сварки каркаса предназначена для изготовления трубообразного арматурного тела, например, для бетонных труб, причем машина для сварки каркаса сваривает обмоточную проволоку, которая распространяется по спирали вокруг продольных проволок арматурного тела, на месте пересечения обмоточной проволоки и продольной проволоки при помощи способа сварки с продольной проволокой. Известная машина для сварки каркаса включает в себя установку контактной сварки для сварки обмоточной проволоки с продольной проволокой, вследствие чего реализованы сравнительно короткие длительности цикла.
Недостатком этого является то, что из-за контактной сварки обмоточной проволоки с продольной проволокой материал обмоточной проволоки исчезает на месте шва или месте сварки, вследствие чего устойчивость арматурного тела ослаблена на этом месте. Также сравнительно толстая продольная проволока не может соединяться контактной сваркой с обмоточной проволокой, причем современные статичные требования к арматурному телу возрастают, и потому использование выполненных таким образом, сравнительно толстых продольных проволок в арматурном каркасе может быть необходимым.
ЗАДАЧА И ПРЕИМУЩЕСТВА ИЗОБРЕТЕНИЯ
Задача данного изобретения состоит в предоставлении улучшенной машины для сварки каркаса, в частности в выполнении, например, известной машины для сварки каркаса более универсальной, в частности таким образом, что также сравнительно толстые проволоки и/или стержни могут сравнительно быстро и в частности автоматически соединяться друг с другом.
Эта задача решается с помощью признаков пункта 1 формулы изобретения.
В зависимых пунктах формулы изобретения указаны предпочтительные и целесообразные варианты осуществления изобретения.
Изобретение исходит из машины для сварки каркаса для изготовления арматурного тела.
Предпочтительно машина для сварки каркаса выполнена для изготовления арматурного тела, причем арматурное тело имеет множество стержней, в частности продольных стержней, и проволоку, в частности обмоточную проволоку, причем продольные стержни могут соединяться машиной для сварки каркаса с обмоточной проволокой. Возможно также, что предусмотрены две, три или более обмоточных проволоки на арматурном теле.
Предпочтительно машина для сварки каркаса выполнена для того, чтобы задавать центральную продольную ось, вдоль которой продольные стержни могут перемещаться при изготовлении арматурного тела в направлении подачи. Предпочтительно продольные стержни перемещаются, в частности вращаются, машиной для сварки каркаса во время изготовления, в частности одновременно вокруг центральной продольной оси. Продольные стержни задают предпочтительно длину арматурного тела. Предпочтительно машина для сварки каркаса выполнена таким образом, что она перемещает и/или вращает продольные стержни, в частности все продольные стержни, предпочтительно с одинаковым ускорением и/или одинаковой скоростью.
Например, машина для сварки каркаса включает в себя остов, который предназначен для того, чтобы задавать в частности радиальное расстояние продольной проволоки относительно продольной оси. Далее возможно, что остов выполнен таким образом, что, например, радиальное расстояние продольной проволоки относительно продольной оси может изменяться в частности во время процесса изготовления арматурного тела. Например, остов выполнен таким образом, что может изготавливаться арматурное тело, которое имеет продольные стержни, которые имеют различные в частности радиальные расстояния относительно продольной оси арматурного тела. Вследствие этого может изготавливаться, например, арматурное тело с овальным поперечным сечением. Возможно также, что машина для сварки каркаса, в частности остов, выполнен таким образом, что может изготавливаться арматурное тело, которое имеет различные вдоль своей продольной оси поперечные сечения. Например, радиальное расстояние продольной проволоки относительно продольной оси отлично от дальнейшего радиального расстояния той же продольной проволоки относительно продольной оси вдоль продольной оси арматурного тела или вдоль распространения арматурного тела.
Проволока арматурного тела намотана, например, вокруг продольных стержней в частности по спирали. Например, машина для сварки каркаса выполнена для того, чтобы наматывать проволоку вокруг стержней. Возможно также, что машина сварки каркаса выполнена для того, чтобы располагать проволоку в плоскости, поперечной, в частности перпендикулярной, к продольному распространению арматурного тела, на арматурном теле. Например, машина для сварки каркаса выполнена для того, чтобы располагать проволоку по окружности на арматурном теле.
Арматурное тело выполнено, например, в виде арматуры трубы, столба, колонны и/или мостового быка. Арматурное тело выполнено, например, в поперечном сечении, если смотреть в частности поперек к продольному распространению стержня, прямоугольным, квадратным, многоугольным или полигональным, круглым и/или овальным.
Машина для сварки каркаса выполнена, например, в виде машины для сварки арматурного каркаса столба или машины для сварки арматурного каркаса мостового быка или в виде машины для сварки арматурного каркаса трубы или машины для сварки арматурной трубы. Возможно также, что при помощи предложенной машины для сварки каркаса может изготавливаться каркас из арматурной сетки, например, трехмерная арматурная сетка.
Предпочтительно продольный стержень или стержень имеет больший диаметр, чем проволока. Возможно также, что диаметр проволоки и диаметр стержня выполнены одинаковыми или, по меньшей мере, сходными. Диаметр стержня находится, например, в диапазоне между 5 мм и 60 мм. Например, диаметр стержня составляет примерно 20 мм, 25 мм, 30 мм, 35 мм, 40 мм, 45 мм, 50 мм, 55 мм или примерно 60 мм. Возможно также, что диаметры двух или большего количества стержней арматурного тела различны. Диаметр обмоточной проволоки находится, например, между 1 мм и 20 мм, в частности между 2 мм и 15 мм. Например, диаметр обмоточной проволоки составляет примерно 4 мм, 5 мм, 6 мм, 7 мм, 8 мм, 9 мм, 10 мм, 11 мм, 12 мм, 13 мм, 14 мм или примерно 15 мм. Если арматурное тело включает в себя несколько обмоточных проволок, то возможно, что обмоточные проволоки имеют одинаковый диаметр или различные диаметры.
Сущность изобретения следует видеть в том, что машина для сварки каркаса включает в себя установку для контактной сварки и установку для сварки в среде защитного газа, причем обе установки выполнены для того, чтобы соединять друг с другом проволоку и стержень арматурного тела. Вследствие этого могут соединяться друг с другом сравнительно толстые стержни и/или сравнительно толстые проволоки, в частности при сравнительно высокой скорости изготовления. Кроме того, вследствие этого повышена гибкость в качестве соединения элементов арматурного тела.
Установка для сварки в среде защитного газа выполнена предпочтительно в виде установки для сварки металлическим плавящимся электродом в среде инертного газа (установки для MIG-сварки) и/или в виде установки для сварки вольфрамовым неплавящимся электродом в среде инертного газа (установки для WIG-сварки). Возможно также, что установка для сварки в среде защитного газа имеется в виде установки для плазменной сварки.
Далее предлагается, что машина для сварки каркаса выполнена таким образом, что при помощи установки для контактной сварки и установки для сварки в среде защитного газа одновременно может соединяться проволока со стержнем изготовляемого арматурного тела. Вследствие этого изготовление арматурного тела, в частности арматурного каркаса, машиной для сварки каркаса сравнительно ускорено. Предпочтительно одна и та же проволока может соединяться с различными стержнями установкой для контактной сварки и установкой для сварки в среде защитного газа одновременно. Возможно также, что одна и та же проволока может соединяться со стержнем в частности на различных позициях, в частности различных местах шва, одновременно установкой для контактной сварки и установкой для сварки в среде защитного газа. Возможно также наоборот, что два различных стержня могут соединяться в частности с двумя различными проволоками в частности на различных позициях или местах шва одновременно установкой для контактной сварки и установкой для сварки в среде защитного газа.
В данной заявке при указании понятия “место шва” арматурного тела не делается различие в частности между еще соединяемым одной из установок для сверки местом арматурного тела или уже соединенным местом арматурного тела. У изготовленного при помощи предложенной машины для сварки каркаса арматурного тела предпочтительно все места шва обработаны установками для сварки машины для сварки каркаса, и соответствующие элементы, такие как стержень и проволока, соединены, например, сварены друг с другом.
Например, имеется такая машина для сверки каркаса, что установка для контактной сварки может соединять, например сваривать, проволоку с первым стержнем на первой позиции арматурного тела, и в частности одновременно установка для сварки в среде защитного газа может соединять, например сваривать, в частности ту же проволоку с дальнейшем стержнем на второй позиции арматурного тела. Возможно также, что имеется такая машина для сверки каркаса, что установка для контактной сварки и установка для сварки в среде защитного газа могут соединять, например, сваривать, в частности последовательно одну и ту же проволоку и один и тот же стержень на одной и той же позиции, в частности одном и том же месте шва, арматурного тела. Например, возможно, что машина для сварки каркаса выполнена для того, чтобы сварное соединение между проволокой и стержнем начинать при помощи установки для контактной сварки, например, прогревать поволоку и стержень на позиции сварки или месте шва сварного соединения установкой для контактной сварки, и сварное соединение или шовное соединение завершать установкой для сварки в среде защитного газа, например, соединять или стыковывать проволоку и стержень на позиции сварки или месте шва сварного соединения или шовного соединения установкой для сварки в среде защитного газа. Вследствие этого предпочтительно сокращено время изготовления.
Также преимуществом является то, что, если смотреть в направлении движения проволоки и/или в направлении движения стержня, установка для сварки в среде защитного газа расположена за установкой для контактной сварки на машине для сварки каркаса. Например, установка для контактной сварки, в частности сварочная головка установки для контактной сварки, имеется, если смотреть в направлении подачи продольных стержней, между остовом и установкой для сварки в среде защитного газа, в частности между остовом и сварочной головкой установки для сварки в среде защитного газа. Предпочтительно, если смотреть в направлении движения арматурного тела, установка для сварки в среде защитного газа, в частности сварочная головка установки для сварки в среде защитного газа, расположена за установкой для контактной сварки, в частности за сварочной головкой установки для контактной сварки, на машине для сварки каркаса. Например, обрабатываемая, в частности свариваемая, позиция, например, место шва, проходит в движении проволоки и/или в движении стержня сначала установку для контактной сварки, в частности сварочную головку установки для контактной сварки, и, например, после этого по времени установку для сварки в среде защитного газа, в частности сварочную головку установки для сварки в среде защитного газа. Предпочтительно вследствие этого может реализовываться наведение установки для сварки в среде защитного газа, в частности сварочной головки установки для сварки в среде защитного газа, в частности на свариваемую позицию на арматурном теле.
Предпочтительно, если смотреть в направлении движения проволоки, в частности в направлении подачи проволоки, и/или в направлении движения стержня, в частности в направлении вращения стержня, и/или в направлении подачи стержня, сварочная головка установки для сварки в среде защитного газа, в частности позиция шва сварочной головки установки для сварки в среде защитного газа, расположена за сварочной головкой установки для контактной сварки, в частности за позицией шва сварочной головки установки для контактной сварки, на машине для сварки каркаса. Предпочтительно сварочные головки установок для сварки, в частности позиции шва сварочных головок, расположены друг около друга в плоскости, поперечной к направлению подачи, в частности поперечной, например, перпендикулярной к направлению подачи стержня. Например, позиции шва сварочных головок установки для сварки в среде защитного газа и установки для контактной сварки имеются, если смотреть в продольном распространении продольных стержней, на расстоянии друг от друга по меньшей мере в одну толщину или один диаметр обмоточной проволоки.
Предпочтительно сварочная головка установки для контактной сварки, в частности позиция шва сварочной головки установки для контактной сварки, расположена в первой плоскости, которая распространяется поперек к направлению подачи машины для сварки каркаса, которая в частности распространяется поперек к направлению подачи стержня. Например, сварочная головка установки для сварки в среде защитного газ, в частности позиция шва сварочной головки установки для сварки в среде защитного газ, выполнена во второй плоскости, которая распространяется поперек к направлению подачи, которая в частности распространяется поперек к направлению подачи стержня. Предпочтительно находится первая плоскость, если смотреть в направлении подачи, в частности в направлении подачи стержня, за второй плоскостью. Например, первая плоскость имеется между остовом и второй плоскостью.
Кроме того, предлагается, что установка для контактной сварки и установка для сварки в среде защитного газа расположены на машине для сварки каркаса таким образом, что обрабатываемая позиция арматурного тела, например, место шва, может сначала обрабатываться установкой для контактной сварки и после этого установкой для сварки в среде защитного газа. Вследствие этого, например, сначала может задаваться конфигурация арматурного тела, например, геометрия арматурного тела, посредством соединения проволоки и стержня арматурного тела установкой для контактной сварки, и/или может прогреваться обрабатываемая позиция арматурного тела установкой для контактной сварки, в частности для последующей сварки в среде защитного газа. Вследствие чего предпочтительным образом сравнительно сокращено или укорочено время шва, в частности время сварки. Кроме того, вследствие этого машина для сварки каркаса, в частности расположение установки для сварки в среде защитного газа и установки для контактной сварки, в частности их сварочных головок, может реализовываться сравнительно компактным образом.
Далее преимуществом является то, что машина для сварки каркаса включает в себя средства перемещения, так что сварочная головка установки для сварки в среде защитного газа и/или сварочная головка установки для контактной сварки может следовать за движением проволоки и/или за движением стержня изготовляемого арматурного тела, в частности за местом шва арматурного тела. Вследствие этого, например, поволока и стержень со сравнительно большими диаметрами могут соединяться установкой для сварки в среде защитного газа при сравнительно незначительном времени изготовления арматурного тела, так как установка для сварки в среде защитного газа выполнена для того, чтобы следовать во время процесса соединения за местом шва, вследствие чего движение подачи продольных стержней для соединения установкой для сварки в среде защитного газа не должно останавливаться.
Предпочтительно на машине для сварки каркаса и/или на сварочной головке установки для сварки в среде защитного газа имеются средства перемещения. Средства перемещения выполнены предпочтительно таким образом, чтобы наводить сварочную головку на движение места шва изготовляемого арматурного тела, в частности на движение проволоки и/или стержня изготовляемого арматурного тела. Например, средства перемещения выполнены для того, чтобы наводить сварочную головку на движение обрабатываемой позиции арматурного тела, в частности места шва.
Например, машина для сварки каркаса включает в себя блок управления, для того чтобы регулировать или управлять процессами соединения установок для сварки и/или движениями установок для сварки. Предпочтительно блок управления включает в себя в частности контрольный блок и сенсорный элемент, например, для обнаружения места шва арматурного тела и/или для обнаружения позиции шва сварочной головки установок для сварки.
В предпочтительном исполнении установка для сварки в среде защитного газа имеет поводковый орган, причем установка для сварки в среде защитного газа прилегает для соединения двух элементов арматурного тела поводковым органом к стержню и/или проволоке, в частности к продольному стержню, так что движение стержня и/или проволоки вызывает движение поводкового органа и тем самым, например, движение сварочной головки. Вследствие этого сравнительно простым и надежным образом реализовано наведение сварочной головки установки для сварки в среде защитного газа.
Предпочтительно стержень, в частности продольный стержень, перемещает поводковый орган, например, вместе со сварочной головкой установки для сварки в среде защитного газа, вокруг центральной продольной оси машины для сварки каркаса. Например, стержень перемещает поводковый орган, например, вместе со сварочной головкой установки для сварки в среде защитного газа, по круговой траектории вокруг центральной продольной оси машины для сварки каркаса. Например, центральная продольна ось образует центральную точку круговой траектории поводкового органа, в то время как поводковый орган перемещается стержнем вокруг продольной оси. Например, вращательное движение стержня, в частности продольного стержня, вызывает движение поводкового органа. Например, проволока перемещает поводковый орган, например, вместе со сварочной головкой установки для сварки в среде защитного газа, в направлении подачи проволоки вдоль центральной продольной оси машины для сварки каркаса или продольной оси изготовляемого арматурного тела. Вследствие этого сварочная головка установки для сварки в среде защитного газа предпочтительно испытывает наложенное движение, которое является, например, спиралеобразным. Например, сварочная головка установки для сварки в среде защитного газа, в частности позиция шва сварочной головки установки для сварки в среде защитного газа, перемещается вдоль круговой траектории, вдоль спирали или вдоль эллипса.
Поводковый орган имеется предпочтительно с возможностью перемещения, в частности линейного перемещения, на установке для сварки в среде защитного газа, в частности на сварочной головке установки для сварки в среде защитного газа. Вследствие этого может реализовываться соединение и/или отсоединение поводкового органа со стержнем. Например, поводковый орган имеется с возможностью перемещения при помощи приводного блока установки для сварки в среде защитного газа. Приводной блок приводится в движение, например, гидравлически или пневматически.
Равным образом преимуществом оказывается то, что установка для сварки в среде защитного газа установлена с возможностью перемещения во всех трех пространственных направлениях на машине для сварки каркаса. Например, сварочная головка установки для сварки в среде защитного газа установлена с возможностью перемещения во всех трех пространственных направлениях на машине для сварки каркаса, в частности посредством средств перемещения. Возможно также, что сварочная головка установки для сварки в среде защитного газа установлена с возможностью перемещения ровно в двух пространственных направлениях. Например, сварочная головка установки для сварки в среде защитного газа установлена в каждом случае с возможностью линейного перемещения ровно в двух пространственных направлениях на машине для сварки каркаса, например, при помощи двух линейных осей.
Возможно, например, что сварочная головка установки для сварки в среде защитного газа имеется с возможностью перемещения, в частности линейного перемещения, вдоль двух линейных осей, которые имеются поперек, в частности перпендикулярно, друг к другу. Предпочтительно сварочная головка установлена с возможностью перемещения, например, линейного перемещения, отдельно, в частности автономно, в каждом пространственном направлении. Например, сварочная головка расположена с возможностью проведения по круговой траектории на машине для сварки каркаса, причем круговая траектория имеет центральную точку, которая совпадает, например, с центральной продольной осью машины для сварки каркаса. Преимуществом оказывается также то, что сварочная головка установки для сварки в среде защитного газа имеется с возможностью такого перемещения, в частности такого позиционирования, что сварочная головка может ориентироваться, например, позиционироваться вдоль винтовой линии проволоки арматурного тела. Например, сварочная головка установки для сварки в среде защитного газа установлена с возможностью поворота, например, вращения, в направлении, поперечном, в частности перпендикулярном, к центральной продольной оси машины для сварки каркаса и/или к продольному распространению стержня, в частности продольного стержня арматурного тела.
В предпочтительной модификации машины для сварки каркаса средство перемещения имеется в виде руки робота, причем рука робота выполнена для того, чтобы направлять сварочную головку установки для сварки в среде защитного газа за движением места шва, в частности за движением проволоки и/или стержня изготовляемого арматурного тела. Предпочтительно на конце руки робота расположена сварочная головка установки для сварки в среде защитного газа. Вследствие этого может реализовываться сравнительно максимально возможная свобода перемещения сварочной головки установки для сварки в среде защитного газа.
Преимуществом оказывается также то, что машина для сварки каркаса задает центральную продольную ось, вдоль которой стержень перемещается при изготовлении арматурного тела в направлении подачи или направлении транспортировки через машину для сварки каркаса, причем сварочная головка установки для контактной сварки расположена, если смотреть в направлении подачи, примерно на 3 часа или на 9 часов вокруг продольной оси на машине для сварки каркаса.
Например, сварочная головка установки для контактной сварки, в частности позиция шва сварочной головки установки для контактной сварки, расположена, если смотреть в направлении подачи, примерно на 3 часа или соответственно на 90° или примерно на 9 часов или соответственно на 270° вокруг продольной оси на машине для сварки каркаса. Указания градусов относятся при этом к образованию единичного круга, который распространяется вокруг центральной оси подачи машины для сварки каркаса. Позиция на единичном круге в 0° или 360° находится предпочтительно на остове вверху, а позиция в 180° на остове внизу.
Предпочтительно сварочная головка установки для контактной сварки, в частности позиция шва сварочной головки установки для контактной сварки, расположена, если смотреть в направлении подачи, в диапазоне между +25° и -25° вокруг позиции 90° или соответственно 270° вокруг продольной оси на машине для сварки каркаса. Например, сварочная головка установки для контактной сварки, в частности позиция шва сварочной головки установки для контактной сварки, имеется в диапазоне между +20° и -20°, между +15° и -15°, между +10° и -10° или между +5° и -5°, если смотреть в направлении подачи, вокруг позиции 90° или соответственно 270° вокруг продольной оси на машине для сварки каркаса.
Далее предлагается, что сварочная головка установки для сварки в среде защитного газа, в частности позиция шва сварочной головки установки для сварки в среде защитного газа, расположена, если смотреть в направлении подачи, между 3 часами и 12 часами или между 9 часами и 12 часами вокруг продольной оси на машине для сварки каркаса. Например, сварочная головка установки для сварки в среде защитного газа, в частности позиция шва сварочной головки установки для сварки в среде защитного газа, расположена, если смотреть в направлении подачи, примерно на 45° или примерно на 315° вокруг продольной оси на машине для сварки каркаса.
Предпочтительно сварочная головка установки для сварки в среде защитного газа, в частности позиция шва сварочной головки установки для сварки в среде защитного газа, выполнена, если смотреть в направлении подачи, в диапазоне между +45° и -45° вокруг позиции 45° или соответственно 315° вокруг продольной оси на машине для сварки каркаса. Например, сварочная головка установки для сварки в среде защитного газа, в частности позиция шва сварочной головки установки для сварки в среде защитного газа, имеется в диапазоне между +40° и -40°, между +35° и -35°, между +30° и -30°, между +25° и -25°, между +20° и -20°, между +15° и -15°, между +10° и -10° или между +5° и -5°, если смотреть в направлении подачи, вокруг позиции 45° или соответственно 315° вокруг продольной оси на машине для сварки каркаса.
Расстояние между сварочными головками установки для контактной сварки и установки для сварки в среде защитного газа, в частности между позициями шва сварочных головок обеих установок для сварки, вокруг продольной оси составляет, например, между 10° и 90°, между 20° и 70°, между 20° и 60°, между 25° и 55° или между 35° и 55°. Предпочтительно расстояние составляет примерно 30°, 35°, 40°, 45°, 50°, 55° или примерно 60°.
Также предлагается арматурное тело, которое изготовлено при помощи машины для сварки каркаса согласно одному из вышеуказанных вариантов.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
Пример осуществления разъясняется более подробно на основе последующего схематичного чертежа с указанием дальнейших подробностей и преимуществ.
На чертеже показаны:
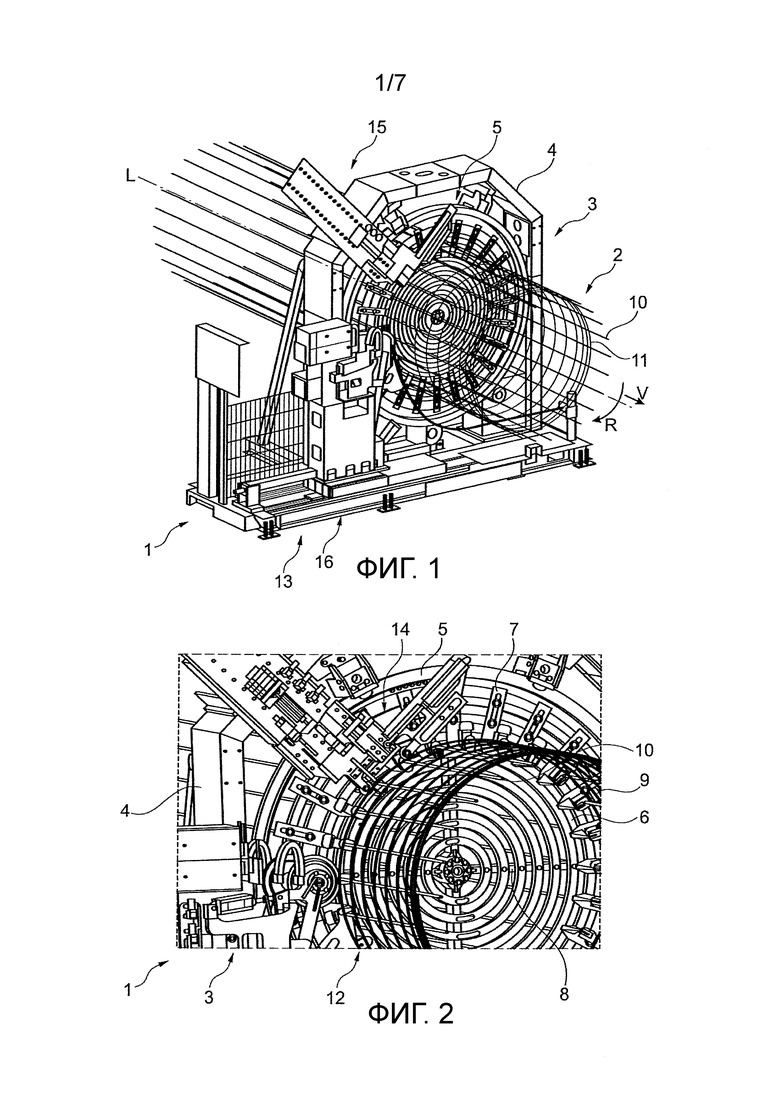
фиг. 1 - остов соответствующей изобретению машины для сварки каркаса с расположенной установкой для контактной сварки и установкой для сварки в среде защитного газа на виде в перспективе сзади и сверху;
фиг. 2 - изображенный увеличено фрагмент машины для сварки каркаса с фиг. 1;
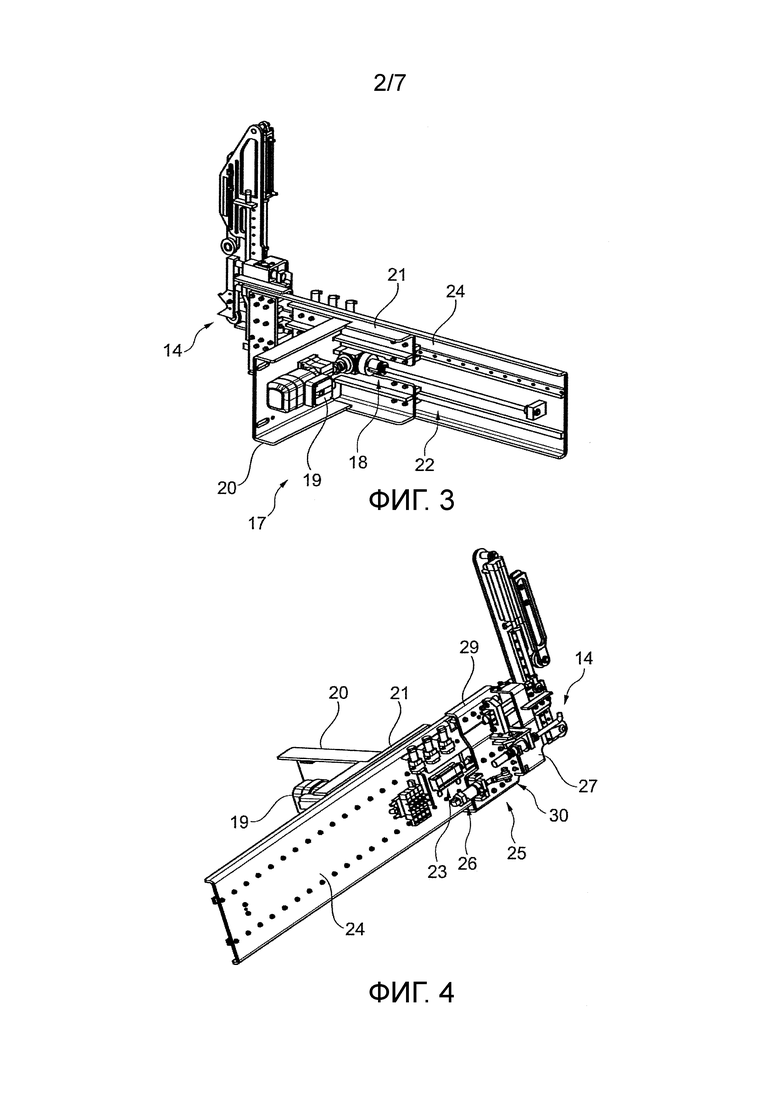
фиг. 3 - первый вид в перспективе средств перемещения с расположенной на них сварочной головкой установки для сварки в среде защитного газа;
фиг. 4 - второй вид в перспективе средств перемещения с расположенной на них сварочной головкой установки для сварки в среде защитного газа;
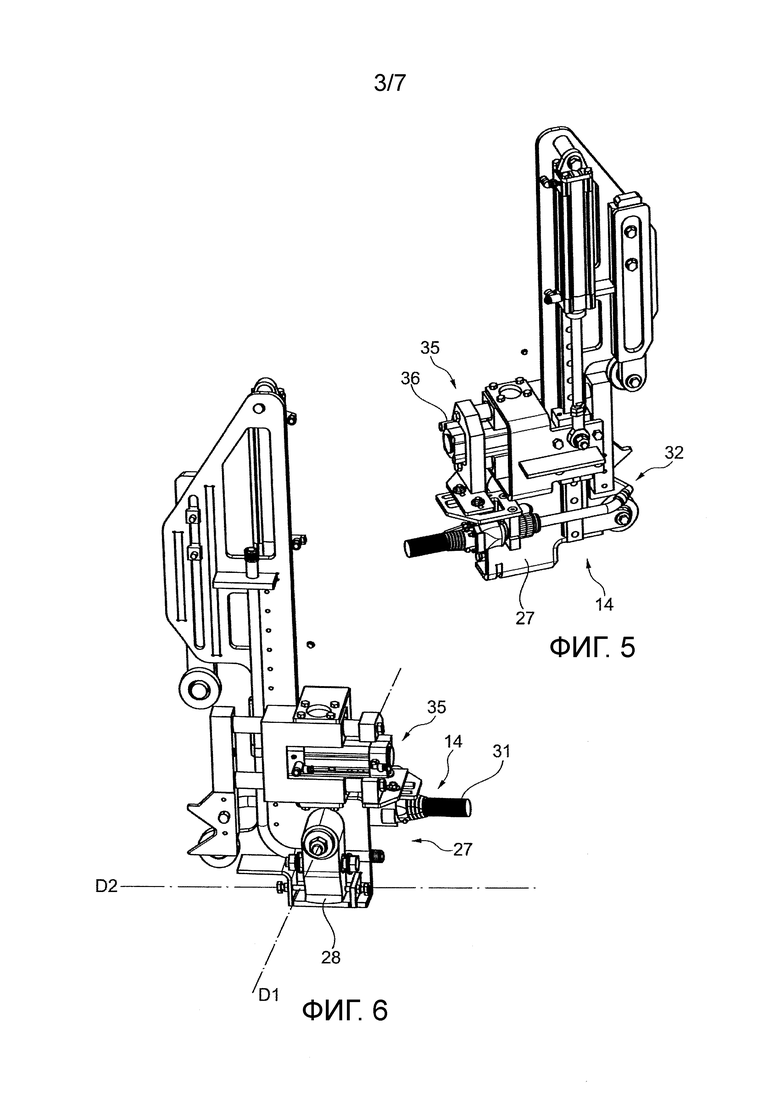
фиг. 5 - вид в перспективе частей средств перемещения согласно фиг. 4 с расположенной на них сварочной головкой установки для сварки в среде защитного газа;
фиг. 6 - дальнейший вид в перспективе частей средств перемещения согласно фиг. 3 с расположенной на них сварочной головкой установки для сварки в среде защитного газа;
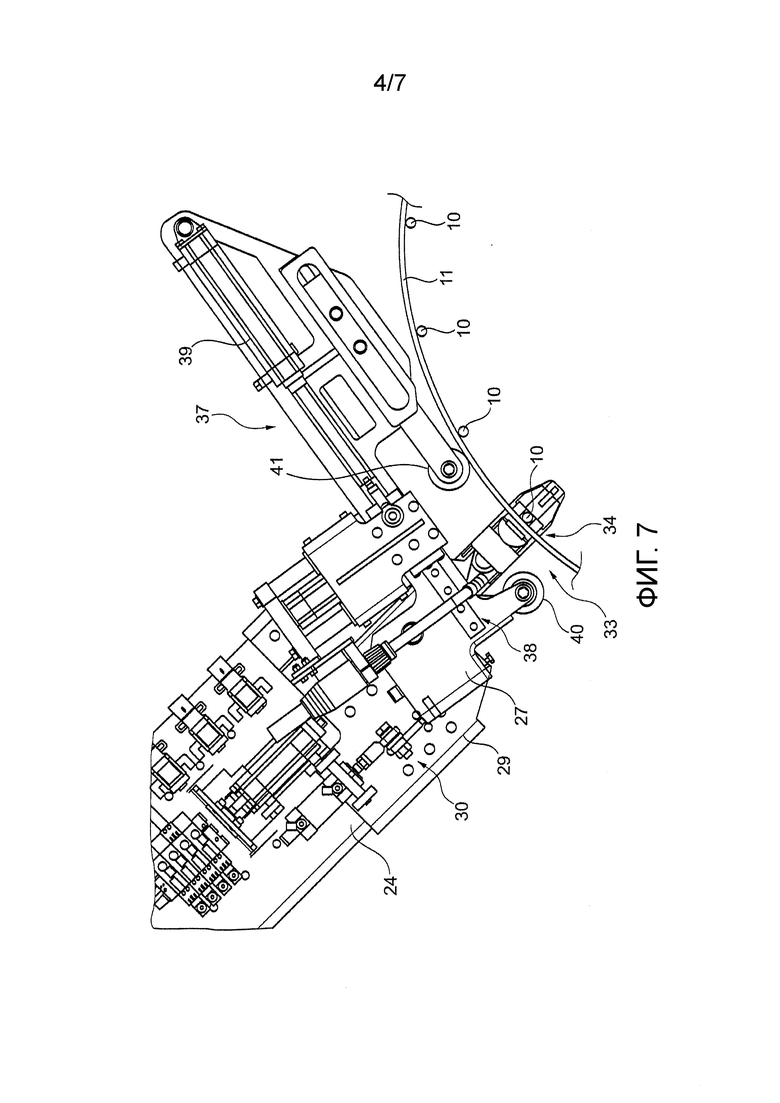
фиг. 7 - вид сбоку, если смотреть в продольном распространении продольного стержня изготовляемого арматурного тела, на средства перемещения с расположенной на них сварочной головкой установки для сварки в среде защитного газа и поводковым органом;
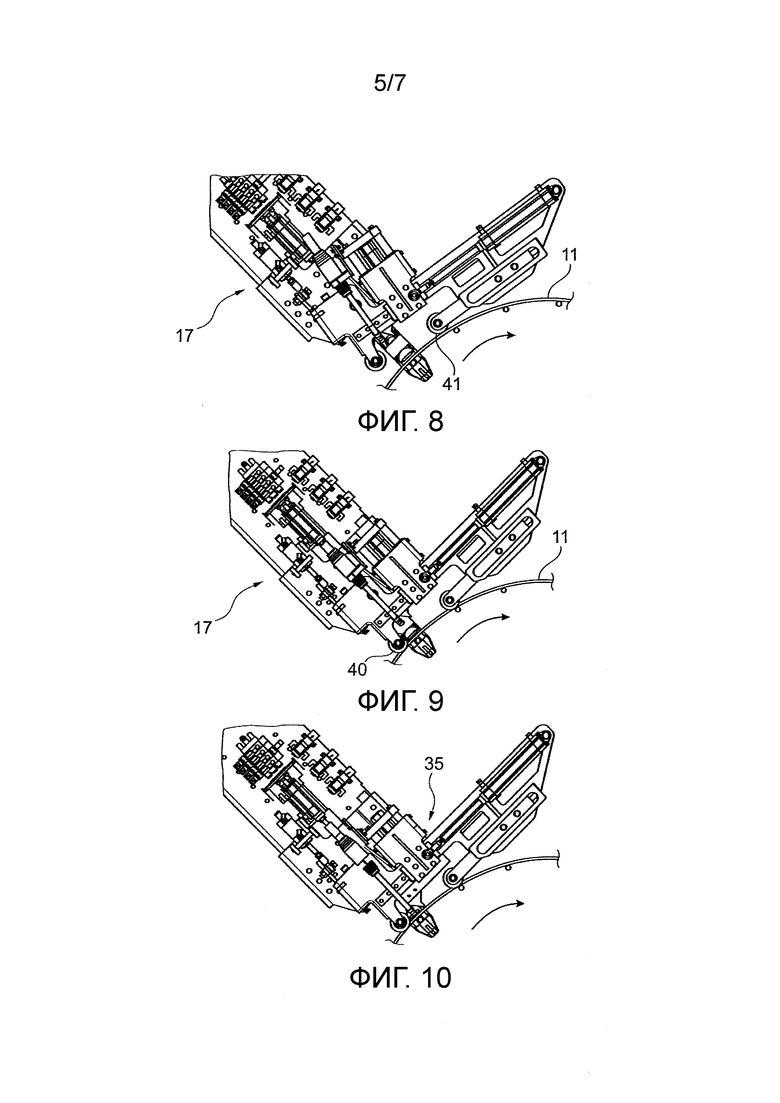
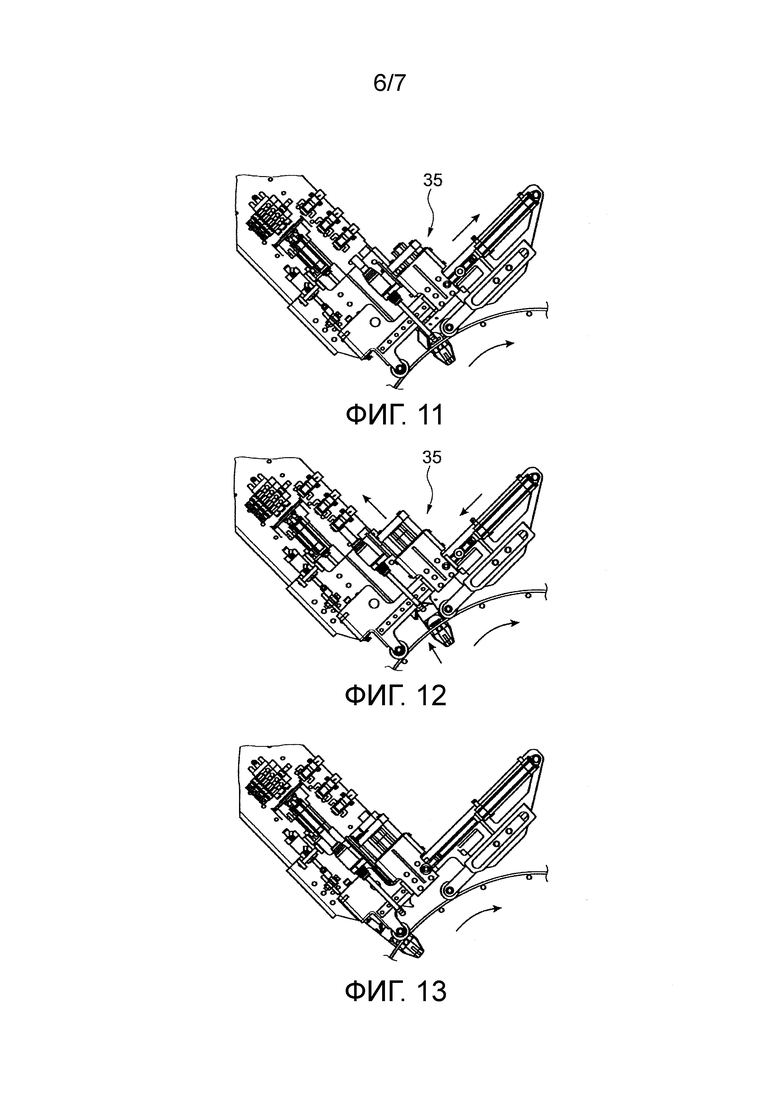
фиг. 8 по 13 - вид сбоку на средства перемещения с расположенной на них сварочной головкой установки для сварки в среде защитного газа и поводковым органом согласно фиг. 7 в различных рабочих положениях; и
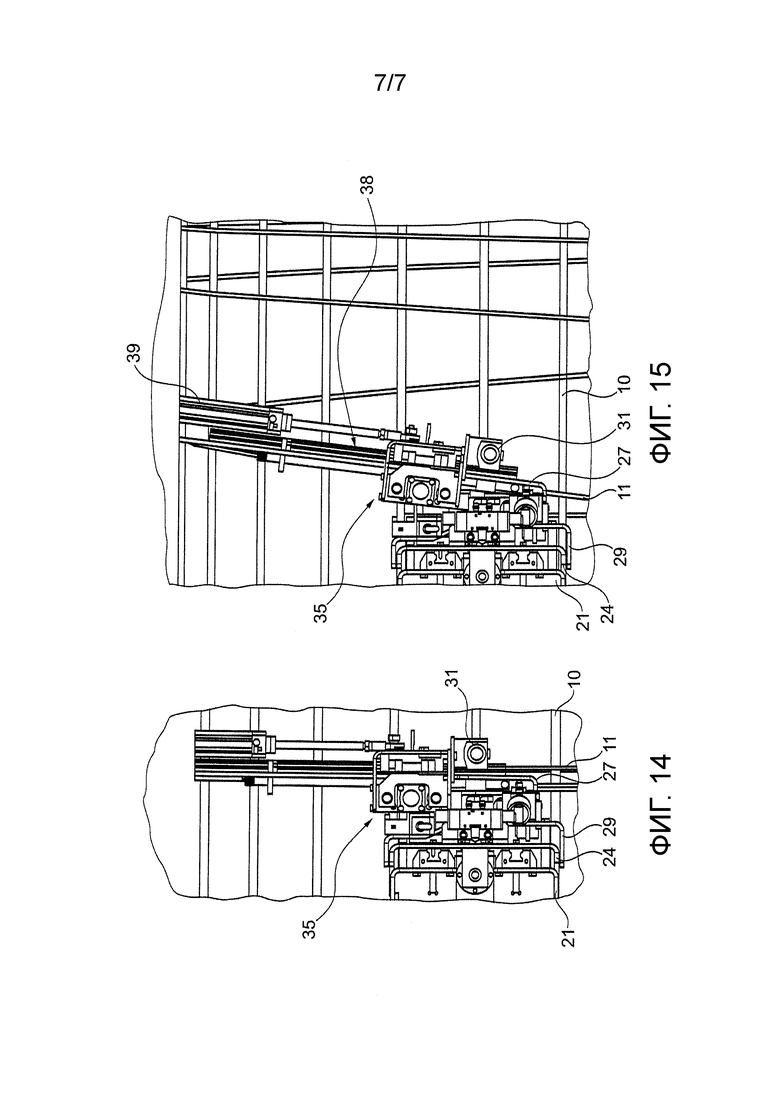
фиг. 14 и 15 - частичный вид сверху на средства перемещения согласно фиг. 7 в различных положениях сварочной головки установки для сварки в среде защитного газа в каждом случае с адаптацией к винтовой линии проволоки арматурного тела.
Машина 1 сварки каркаса для изготовления арматурного тела в виде арматурного каркаса 2 включает в себя остов 3 (фиг. 1 и 2). Остов 3 включает в себя раму 4 и основное колесо 5. Основное колесо 5 имеется на раме 4 с возможностью вращательного движения, в частности в направлении R вращения. На основном колесе 5 имеются, например, кольцевые элементы 6. Кольцевые элементы 6 выполнены предпочтительно с различными диаметрами и расположены по центру относительно центральной средней точки или центральной продольной оси L основного колеса 5, рамы 4 и/или остова 3 на основном колесе 5. Вдоль кольцевых элементов 6 установлены установочные элементы 7 с возможностью размещения, в частности перемещения, в радиальном направлении, перпендикулярно к продольной оси L. Возможно, например, также, что основное колесо 5 имеет спицы 8, вдоль которых установочные элементы имеются с возможностью размещения, в частности перемещения, в радиальном направлении, перпендикулярно к продольной оси L (что не изображено). Далее расположена направляющая труба 9 на установочном элементе 7, которая предусмотрена для того, чтобы направлять стержень, в частности продольный стержень 10, арматурного тела 2, в частности параллельно к продольной оси L. Основное колесо 5 вращается во время процесса изготовления арматурного тела 2 предпочтительно, если смотреть в частности в направлении V подачи, против часовой стрелки.
Арматурное тело 2 включает в себя проволоку 11 и один или в частности несколько продольных стержней 10. Проволока 11 распространяется предпочтительно в виде спирали по внешнему периметру арматурного тела 2. Основное колесо 5 установлено предпочтительно с возможностью вращения вокруг продольной оси L в плоскости движения на раме 4 остова 3 машины 1 сварки каркаса. Наряду с остовом 3 машина 1 для сварки каркаса включает в себя предпочтительно, по меньшей мере, один дальнейший побочный остов (не изображен), который предусмотрен, например, для того, чтобы транспортировать продольные стержни 10 арматурного тела 2 в направлении V подачи, которое ориентировано предпочтительно параллельно к продольной оси L.
На остове 3 расположена предпочтительно сварочная головка 12 установки 13 для контактной сварки и сварочная головка 14 установки 15 для сварки в среде защитного газа. Установка 13 для контактной сварки и установка 15 для сварки в среде защитного газа включают в себя дальнейшие компоненты, как например электронный блок, которые не изображены на фигурах для наглядности.
Сварочная головка 12 установки 13 для контактной сварки имеется на остове 3 предпочтительным образом с возможностью линейного перемещения. Например, выполнены средства перемещения в виде рельсовой системы 16 на остове 3, так что сварочная головка может перемещаться в направлении, поперечном к продольной оси L, или в первой плоскости, параллельной к плоскости движения основного колеса 5. Вследствие этого позиция сварочной головки 12 может адаптироваться к различным диаметрам арматурного тела 2, в частности во время процесса изготовления.
Сварочная головка 14 установки 15 для сварки в среде защитного газа расположена, если смотреть в направлении V подачи, например, между 12 часами и 3 часами, примерно на 1 час (фиг. 1 и 2). Если смотреть против направления V подачи, сварочная головка 14 имеется соответственно, например, между 9 часами и 12 часами, примерно на 11 часов. Сварочная головка 12 установки 13 для контактной сварки расположена, если смотреть в направлении V подачи, например, примерно на 3 часа, и, если смотреть против направления V подачи, сварочная головка 12 имеется соответственно, например, примерно на 9 часов.
Первая плоскость, в которой имеется с возможностью перемещения сварочная головка 12 установки 13 для контактной сварки, имеется предпочтительно на расстоянии в направлении V подачи от плоскости движения основного колеса 5. Например, позиция шва сварочной головки 12 установки 13 для контактной сварки и позиция шва сварочной головки 14 установки 15 для сварки в среде защитного газа имеется на расстоянии в направлении V подачи от плоскости движения основного колеса 5. Предпочтительно перпендикулярное расстояние позиции шва сварочной головки 14 установки 15 для сварки в среде защитного газа от плоскости движения основного колеса 5, в частности в любом положении сварочной головки 14 установки 15 для сварки в среде защитного газа относительно рамы 4 или основного колеса 5, больше, чем перпендикулярное расстояние позиции шва сварочной головки 12 установки 13 для контактной сварки от плоскости движения основного колеса 5. Перпендикулярное расстояние позиций шва обеих сварочных головок 12, 14 от плоскости движения основного колеса 5 распространяется, например, вдоль, в частности параллельно к продольной оси L.
Машина 1 для сварки каркаса включает в себя предпочтительно средства 17 перемещения для перемещения сварочной головки 14 установки 15 для сварки в среде защитного газа (фиг. 3 по 6). Средства 17 перемещения включают в себя консоль 20 и промежуточную консоль 21, которая относительно консоли 20 расположена, например, с возможностью перемещения на консоли 20. Далее средства 17 перемещения включают в себя блок 18 регулировки, который может приводиться в движение, например, электрическим приводом 19. Благодаря блоку 18 регулировки концевая консоль 24 имеется с возможностью линейного перемещения при помощи блока 22 смещения относительно промежуточной консоли 21.
Предпочтительным образом промежуточная консоль 21 может поворачиваться, в частности вращаться, вокруг оси относительно консоли 20, которая ориентирована поперек к направлению перемещения концевой консоли 24 относительно промежуточной консоли 21.
Далее средства 17 перемещения включают в себя, например, в частности пневматический привод 23, при помощи которого блок 25 выравнивания может приводиться в движение, в частности линейное движение, относительно концевой консоли 24.
При помощи привода 19 сварочная головка 14 установки 15 для сварки в среде защитного газа может предпочтительным образом предварительно позиционироваться, а при помощи в частности пневматического привода 23 сварочная головка 14 установки 15 для сварки в среде защитного газа может предпочтительным образом сравнительно быстро доставляться к месту шва арматурного тела 2 и/или перемещаться от места шва.
Блок 25 выравнивания имеется предпочтительно из двух частей. Блок 25 выравнивания включает в себя, например, первый элемент 29 выравнивания, который расположен с возможностью перемещении относительно концевой консоли 24 на концевой консоли 24, и второй элемент выравнивания, элемент 27 сварочной головки, который при помощи сдвоенного шарнира 28 установлен с возможностью перемещения на первом элементе 29 выравнивания.
Элемент 27 сварочной головки может перемещаться, например, при помощи в частности пневматического привода 26 относительно первого элемента 29 выравнивания. Предпочтительно элемент 27 сварочной головки может перемещаться с направлением при помощи направляющей 30, так что цикл движения, в частности, например, единственный путь движения, элемента 27 сварочной головки относительно концевой консоли 24 задан.
При помощи привода 26 и/или сдвоенного шарнира 28 элемент 27 сварочной головки может перемещаться, в частности приводиться в движение, в одном и/или двух пространственных направлениях. Например, привод 26 состыкован, в частности соединен, через направляющую 30 со сдвоенным шарниром 28.
Предпочтительно первая ось D1 поворота сдвоенного шарнира 28 ориентирована поперек, в частности перпендикулярно, к плоскости движения концевой консоли 24 и/или первого элемента 29 выравнивания. Предпочтительно оси D1, D2 поворота сдвоенного шарнира 28 ориентированы поперек, в частности перпендикулярно, друг к другу. Вследствие этого элемент 27 сварочной головки и тем самым в частности сварочная головка 14 может выравниваться вдоль направления движения места шва арматурного каркаса 2, в частности вдоль винтовой линии проволоки 11 арматурного каркаса 2 (см. также фиг. 14, 15). Сдвоенный шарнир 28 закреплен предпочтительно через первую ось D1 поворота с возможностью поворота на элементе 27 сварочной головки. Сдвоенный шарнир 28 соединен, например, через вторую ось D2 поворота с возможностью поворотного движения, в частности вращательного движения, с концевой консолью 24. Вследствие этого элемент 27 сварочной головки имеется с возможностью вращения относительно концевой консоли 24 предпочтительно вокруг первой оси D1 поворота и, например, с возможностью поворота или откидывания вокруг второй оси D2 поворота.
На элементе 27 сварочной головки выполнена сварочная головка 14 установки 15 для сварки в среде защитного газа. Сварочная головка 14 включает в себя соединительный элемент 31, при помощи которого сварочная головка 14 может соединяться с питающей линией (не изображена). На противоположном соединительному элементу 31 конце сварочная головка 14 включает в себя сварочное сопло 32. В сварочном сопле 32 имеется с направлением, например, сварочная проволока (не показана) в частности для способа сварки металлическим плавящимся электродом в среде инертного газа.
Далее имеется, например, поводковый блок 33 с поводковым органом 34 (фиг. 7). Поводковый блок 33 включает в себя предпочтительно привод (не изображен), при помощи которого поводковый орган 34 имеется с возможностью перемещения, предпочтительно линейного перемещения. Например, поводковый блок 33 расположен, в частности закреплен, на дальнейшем приводном блоке 35. Например, поводковый блок 33 смонтирован с возможностью поворотного движения, в частности вращательного движения, на приводном блоке 35. Приводной блок 35 включает в себя, например, пневматический привод 36.
Например, сварочная головка 14 расположена на элементе 27 сварочной головки с возможностью перемещения относительно элемента 27 сварочной головки в двух пространственных направлениях, которые ориентированы в частности поперек, например, перпендикулярно, друг к другу. Сварочная головка 14 имеется с возможностью линейного перемещения относительно элемента 27 сварочной головки предпочтительно при помощи дальнейшего приводного блока 35. Далее приводной блок 35 в частности вместе со сварочной головкой 14 расположен с возможностью перемещения, в частности линейного перемещения, на элементе 27 сварочной головки в дальнейшем направлении движения. Предпочтительно имеется дальнейший приводной блок 37 на элементе 27 сварочной головки. Приводной блок 37 включает в себя, например, в частности рельсообразную линейную направляющую 38 и, например, пневматический привод 39.
Элемент 27 сварочной головки включает в себя, например, далее направляющие ролики 40, 41, которые расположены, например, с возможностью вращения на элементе 27 сварочной головки. Первый направляющий ролик 40 закреплен, например, в неподвижном положении на элементе 27 сварочной головки, в частности с возможностью вращения. Второй направляющий ролик 41 имеется на расстоянии от первого направляющего ролика 40. Расстояние второго направляющего ролика 41 от первого направляющего ролика 40 может, например, регулироваться. Например, второй направляющий ролик 41 регулируемо установлен на элементе 27 сварочной головки, например, с возможностью линейного перемещения. Предпочтительно второй направляющий ролик 41 имеется с возможностью перемещения в направлении направления движения сварочной головки 14. Например, второй направляющий ролик 41 имеется с возможностью параллельного перемещения к движению, которое вызвано приводным блоком 37.
На фиг. 8 по 13 изображен цикл движения сварочной головки 14 установки 15 для сварки в среде защитного газа, который рассматривается ниже.
На фиг. 8 изображена ориентация сварочной головки 14 перед началом процесса сварки (исходное положение). Средства 17 перемещения придвинуты к проволоке 11 арматурного каркаса 2, так что направляющий ролик 41 прилегает к проволоке 11. Арматурный каркас 2 и тем самым проволока 11 перемещается по часовой стрелке. Поводковый орган 34 придвинут к стержню 10 арматурного каркаса 2 и соединен со стержнем 10, так что средства 17 перемещения могут перемещаться за счет движения арматурного каркаса 2, в частности вращательного движения арматурного каркаса 2 вокруг продольной оси арматурного каркаса 2.
На следующем шаге сначала элемент 27 сварочной головки перемещается посредством привода 26 к арматурному каркасу 2. В придвинутом состоянии элемента 27 сварочной головки первый направляющий ролик 40 также находится в контакте с проволокой 11 (фиг. 9). Затем или при необходимости также одновременно сварочная головка 14 придвигается к месту шва (фиг. 10). В данном примере соединяемое место находится в области прилегания проволоки 11 к стержню 10, который соединен с поводковым органом 34. Процесс сварки запускается в придвинутом состоянии.
Благодаря движению арматурного каркаса 2 приводной блок 35 смещается вдоль линейной направляющей 38. Предпочтительно во время процесса сварки одновременно регулируется расстояние сварочного сопла 32 от места шва при помощи привода 36, так что оно остается, например, неизменным (фиг. 11).
Если процесс соединения завершен, то сварочная головка 14 удаляется от места шва при помощи привода 36 (фиг. 12). Далее поводковый орган 34 снимается со стержня 10 и также отводится (что не изображено). Затем приводной блок 35 возвращается при помощи привода 39 вдоль линейной направляющей 38 в исходное положение относительно остова 3, так что затем может, например, запускаться дальнейший процесс соединения (фиг. 13).
СПИСОК ССЫЛОЧНЫХ ПОЗИЦИЙ
1 машина для сварки каркаса
2 арматурный каркас
3 остов
4 рама
5 основное колесо
6 кольцевой элемент
7 установочный элемент
8 спица
9 направляющая труба
10 продольный стержень
11 проволока
12 сварочная головка
13 установка для контактной сварки
14 сварочная головка
15 установка для сварки в среде защитного газа
16 рельсовая система
17 средства перемещения
18 блок регулировки
19 привод
20 консоль
21 промежуточная консоль
22 блок смещения
23 привод
24 концевая консоль
25 блок выравнивания
26 привод
27 элемент сварочной головки
28 сдвоенный шарнир
29 элемент выравнивания
30 направляющая
31 соединительный элемент
32 сварочное сопло
33 поводковый блок
34 поводковый орган
35 приводной блок
36 привод
37 приводной блок
38 линейная направляющая
39 привод
40 направляющий ролик
41 направляющий ролик
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для контактной точечной сварки пространственных арматурных каркасов | 1976 |
|
SU617135A1 |
| СИСТЕМЫ И СПОСОБЫ, ИСПОЛЬЗУЕМЫЕ ПРИ СВАРКЕ СЕГМЕНТОВ ТРУБЫ В ТРУБОПРОВОДЕ | 2015 |
|
RU2708721C2 |
| ГАЗОВОЕ СОПЛО ДЛЯ ВЫПУСКАНИЯ ПОТОКА ЗАЩИТНОГО ГАЗА И ГОРЕЛКА С ГАЗОВЫМ СОПЛОМ | 2019 |
|
RU2802612C2 |
| Устройство для автоматической сварки | 1979 |
|
SU848210A1 |
| СИСТЕМЫ И СПОСОБЫ, ИСПОЛЬЗУЕМЫЕ ПРИ СВАРКЕ СЕГМЕНТОВ ТРУБЫ В ТРУБОПРОВОДЕ | 2019 |
|
RU2775615C2 |
| Устройство для изготовления пространственных арматурных каркасов | 1990 |
|
SU1731560A1 |
| УСТРОЙСТВО ДЛЯ КОМПЛЕКТАЦИИ МАШИНЫ ДЛЯ СВАРКИ КАРКАСА И МАШИНА ДЛЯ СВАРКИ КАРКАСА | 2019 |
|
RU2791979C1 |
| Устройство для сборки и контактной точечной сварки пространственных арматурных каркасов | 1982 |
|
SU1085721A1 |
| СПОСОБ И СИСТЕМА ДЛЯ СВАРКИ РЕЛЬСОВ ДЛЯ ЖЕЛЕЗНОДОРОЖНЫХ ПУТЕЙ | 1999 |
|
RU2185266C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФИЛЬТРА | 2006 |
|
RU2361069C2 |
Изобретение относится к машине (1) для сварки каркаса для изготовления арматурного тела (2), которое имеет множество продольных стержней (10) и обмоточную проволоку (11). Машина для сварки каркаса включает в себя установку (13) для контактной сварки и установку (15) для сварки в среде защитного газа. Установка (13) для контактной сварки выполнена для того, чтобы соединять друг с другом обмоточную проволоку (11) и продольный стержень (10) арматурного тела (2). Установка (15) для сварки в среде защитного газа выполнена для того, чтобы соединять друг с другом обмоточную проволоку (11) и продольный стержень (10) арматурного тела (2). В результате обеспечивается возможность соединять друг с другом сравнительно толстые проволоки и/или стержни с образованием каркаса арматурного тела. 10 з.п. ф-лы, 15 ил. 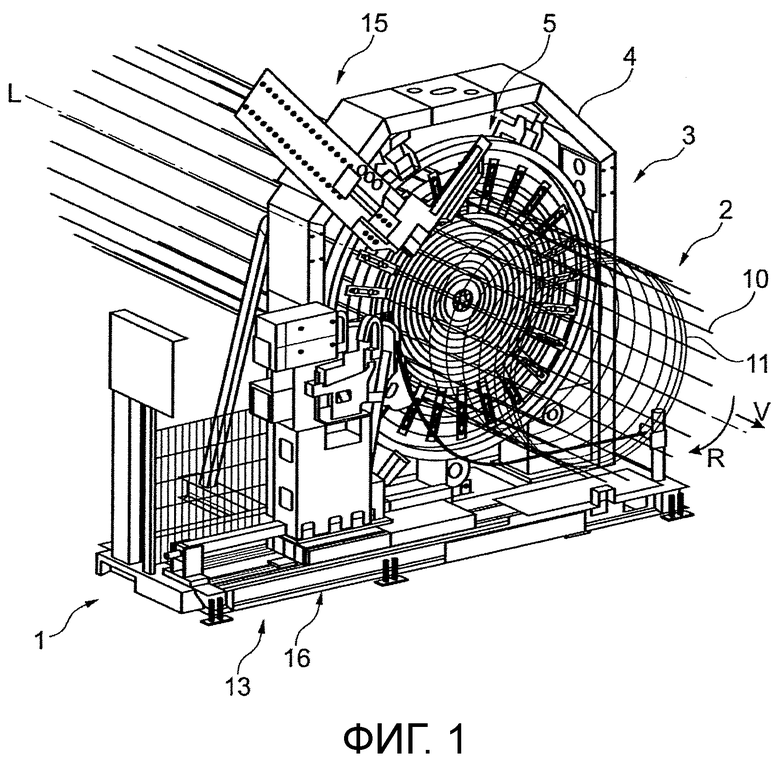
1. Машина (1) для сварки каркаса для изготовления арматурного тела (2), причем арматурное тело (2) имеет множество продольных стержней (10) и обмоточную проволоку (11), причем машина (1) для сварки каркаса выполнена для того, чтобы соединять продольные стержни (10) с обмоточной проволокой (11) при изготовлении арматурного тела (2), причем машина (1) для сварки каркаса выполнена с возможностью задавать центральную продольную ось, при этом машина (1) для сварки каркаса выполнена для того, чтобы перемещать вдоль центральной продольной оси продольные стержни (10) при изготовлении арматурного тела (2) через машину (1) для сварки каркаса в направлении (V) подачи, причем машина (1) для сварки каркаса имеет остов, который выполнен для того, чтобы задавать расстояние продольного стержня (10) относительно центральной продольной оси, причем остов включает в себя раму (4) и основное колесо (5), причем основное колесо (5) имеется на раме (4) с возможностью вращательного движения, отличающаяся тем, что машина (1) для сварки каркаса включает в себя установку (13) для контактной сварки и установку (15) для сварки в среде защитного газа, причем установка (13) для контактной сварки выполнена для того, чтобы соединять друг с другом обмоточную проволоку (11) и продольный стержень (10) арматурного тела (2), причем установка (15) для сварки в среде защитного газа выполнена для того, чтобы соединять друг с другом обмоточную проволоку (11) и продольный стержень (10) арматурного тела (2).
2. Машина (1) для сварки каркаса по п.1, отличающаяся тем, что машина (1) для сварки каркаса выполнена для того, чтобы вращать продольные стержни (10) арматурного тела (2) во время изготовления арматурного тела (2) вокруг центральной продольной оси машины (1) для сварки каркаса.
3. Машина (1) для сварки каркаса по п.1 или 2, отличающаяся тем, что машина (1) для сварки каркаса выполнена таким образом, что при помощи установки (13) для контактной сварки и установки (15) для сварки в среде защитного газа одновременно может соединяться обмоточная проволока (11) с продольным стержнем (10) изготовляемого арматурного тела (2).
4. Машина (1) для сварки каркаса по любому из пп. 1-3, отличающаяся тем, что, если смотреть в направлении движения проволоки (11) и/или в направлении подачи продольных стержней (10), установка (15) для сварки в среде защитного газа расположена за установкой (13) для контактной сварки на машине (1) для сварки каркаса.
5. Машина (1) для сварки каркаса по любому из пп. 1-4, отличающаяся тем, что установка (13) для контактной сварки и установка (15) для сварки в среде защитного газа расположены на машине (1) для сварки каркаса таким образом, что обрабатываемая позиция арматурного тела (2) может сначала обрабатываться установкой (15) для сварки в среде защитного газа и после этого установкой (13) для контактной сварки.
6. Машина (1) для сварки каркаса по любому из пп. 1-5, отличающаяся тем, что машина (1) для сварки каркаса включает в себя средства (16, 17) перемещения, так что сварочная головка (14) установки (15) для сварки в среде защитного газа и/или сварочная головка (12) установки (13) для контактной сварки может следовать за движением проволоки (11) и/или за движением стержня (10) изготовляемого арматурного тела (2).
7. Машина (1) для сварки каркаса по любому из пп. 1-6, отличающаяся тем, что установка (15) для сварки в среде защитного газа имеет поводковый орган (34), причем установка (15) для сварки в среде защитного газа прилегает для соединения двух элементов арматурного тела (2) поводковым органом (34) к стержню (10), так что движение стержня (10) вызывает движение поводкового органа (34).
8. Машина (1) для сварки каркаса по любому из пп. 1-7, отличающаяся тем, что установка (15) для сварки в среде защитного газа установлена с возможностью перемещения во всех трех пространственных направлениях на машине (1) для сварки каркаса.
9. Машина (1) для сварки каркаса по п.6, отличающаяся тем, что средство перемещения имеется в виде руки робота, причем рука робота выполнена для того, чтобы направлять сварочную головку (14) установки (15) для сварки в среде защитного газа за движением проволоки (11) и/или стержня (10) изготовляемого арматурного тела (2).
10. Машина (1) для сварки каркаса по любому из пп. 1-9, отличающаяся тем, что сварочная головка (12) установки (13) для контактной сварки расположена, если смотреть в направлении (V) подачи, на 3 часа или на 9 часов вокруг продольной оси на машине (1) для сварки каркаса.
11. Машина (1) для сварки каркаса по любому из пп. 1-10, отличающаяся тем, что сварочная головка (14) установки (15) для сварки в среде защитного газа расположена, если смотреть в направлении подачи, между 12 часами и 3 часами или между 9 часами и 12 часами вокруг продольной оси на машине (1) для сварки каркаса.
| DE 102012015241 A1, 21.03.2013 | |||
| DE 102015105865 A1, 05.11.2015 | |||
| МИНЕРАЛЬНЫЕ МАСЛА, СОДЕРЖАЩИЕ ФЕНОЛЬНЫЕ АНТИОКСИДАНТЫ С УЛУЧШЕННОЙ СТАБИЛЬНОСТЬЮ К ИЗМЕНЕНИЮ ОКРАСКИ | 2012 |
|
RU2631501C2 |
| Водоочистительное устройство | 1970 |
|
SU508093A1 |
| US 4911209 A, 27.03.1990 | |||
| RU 2056243 C1, 20.03.1996 | |||
| Устройство для сварки арматурных сеток | 1974 |
|
SU574257A1 |
| RU 2056242 C1, 20.03.1996. | |||

