Изобретение относится к области неразрушающего контроля сплошности стеклокерамических материалов и служит для измерения высоты вертикально ориентированных плоских дефектов (трещин) с целью определения возможности их механической выборки.
Известен способ измерения условной высоты вертикально ориентированных плоских дефектов (трещин) в сварном соединении металлов ультразвуковым методом (ГОСТ Р 55724-2013. Контроль неразрушающий. Соединения сварные). Условную высоту трещины ΔН определяют как разность измеренных значений глубины расположения трещины 2 в крайних положениях ультразвукового преобразователя 3, перемещаемого в плоскости падения ультразвукового луча. Условную высоту трещины 2 измеряют в сечении сварного соединения 1, где эхо-сигнал от трещины 2 имеет наибольшую амплитуду 4, а также в сечениях, расположенных на расстояниях, указанных в технологической документации на контроль. Точность измерения высоты трещины 2 в данном методе определяется точностью положений ΔХ ультразвукового преобразователя 3 и точностью измерения уровня амплитуды ультразвукового сигнала, принятого за начало и окончание трещины 2.
Реализация данного способа иллюстрируется на фиг.1. Схема измерения условной высоты трещины в сварном соединении по ГОСТ Р 55724-2013 «Контроль неразрушающий. Соединения сварные», где ΔН – условная высота трещины, ΔХ – расстояние между крайними положениями ультразвукового преобразователя.
Недостаток указанного способа измерения высоты трещины заключается в условном (неточном) измерении высоты трещины, а также применение данного способа для контроля толстостенных сварных соединений.
Известен способ измерения высоты вертикально ориентированных плоских дефектов (трещин) при помощи дифракции первого рода ультразвуковых волн на краю трещины в металлах (Н.П. Алешин, В.П. Белый и др. Метод акустического контроля металлов. – М. Машиностроение, - 1989, 456 с.). При падении поперечной ультразвуковой волны 5 от наклонного ультразвукового преобразователя 6, расположенного на металлическом изделии 1, на трещину 2 вокруг нее могут возникать волны различного происхождения. В соответствии с первым законом дифракции дифракционное поле образуется только теми лучами, которые падают на острый край, следовательно, чем больше высота трещины 2, тем большая часть ультразвуковой волны поперечной 5 будет переходить в ультразвуковую волну продольную 4. Таким образом, измеряя амплитуду ультразвуковой волны продольной 4, дифрагированной из ультразвуковой волны поперечной 5, принимая ее при помощи прямого преобразователя 3, можно определить высоту трещины 2.
Реализация данного способа иллюстрируется на фиг.2. Функциональная схема измерения высоты трещины при помощи дифракции поперечной ультразвуковой волны по Н.П. Алешину, В.П. Белому и др. «Метод акустического контроля металлов».
Недостаток данного способа заключается в том, что требуется наличие двух ультразвуковых преобразователей – излучающего наклонного ультразвукового преобразователя и приемного прямого ультразвукового преобразователя. Кроме того, необходимо точно позиционировать приемный ультразвуковой преобразователь над трещиной, расположенной с противоположной стороны изделия, что сделать достаточно трудно.
Наиболее близким по технической сущности (прототипом) является ультразвуковой способ контроля изделий на наличие вертикально ориентированных плоскостных дефектов (А. с. СССР №1441299 А1, МПК G01N 29/04, опубл. 30.11.1988), в котором при помощи прямого совмещенного ультразвукового преобразователя возбуждают в изделии импульсы продольных ультразвуковых колебаний (волн) в направлении, совпадающем с плоскостью вертикально ориентированного плоскостного дефекта, принимают этим же ультразвуковым преобразователем отраженные донной поверхностью ультразвуковые волны, измеряют их параметры и с их помощью определяют характеристики дефекта. С целью повышения точности определения высоты вертикально ориентированного плоскостного дефекта, в качестве измеряемого параметра используют разность времен между временем распространения отраженных от донной поверхности продольных ультразвуковых колебаний и временем распространения трансформированных на дефекте продольных ультразвуковых колебаний. Высоту вертикально ориентированного плоскостного дефекта определяют по измеренной разности времен прихода ультразвуковых колебаний. Также по амплитуде отраженных донной поверхностью изделия трансформированных колебаний определяют наличие дефекта.
Недостатком указанного способа, взятого в качестве прототипа, является неточное измерение разности времени распространения отраженных от донной поверхности продольных ультразвуковых колебаний и времени распространения, трансформированных на дефекте продольных ультразвуковых колебаний в тонких изделиях, из-за высокой скорости продольных ультразвуковых колебаний в стеклокерамических материалах и их малой толщины.
Техническим результатом предполагаемого изобретения является повышение точности измерения высоты вертикально ориентированных плоскостных дефектов в стеклокерамических материалах элементов конструкций летательных аппаратов.
Указанный технический результат достигается тем, что предложен ультразвуковой способ измерения высоты вертикально ориентированных плоскостных дефектов в стеклокерамических материалах элементов конструкций летательных аппаратов, заключающийся в том, что ультразвуковыми волнами при помощи прямого совмещенного ультразвукового преобразователя возбуждают в изделии импульсы продольных ультразвуковых колебаний в направлении, совпадающем с плоскостью дефекта, и принимают отраженные донной поверхностью изделия ультразвуковые колебания, отличающийся тем, что с целью увеличения точности измерения вычисляют отношение амплитуды отраженной от донной поверхности ультразвуковой продольной волны, прошедшей через вертикально ориентированный плоскостной дефект (трещину) элемента конструкции летательного аппарата, к амплитуде отраженной от донной поверхности ультразвуковой продольной волны, прошедшей через область элемента конструкции летательного аппарата без дефекта, для проведения измерений применяются ультразвуковые волны в диапазоне частот от 10 МГц до 20 МГц.
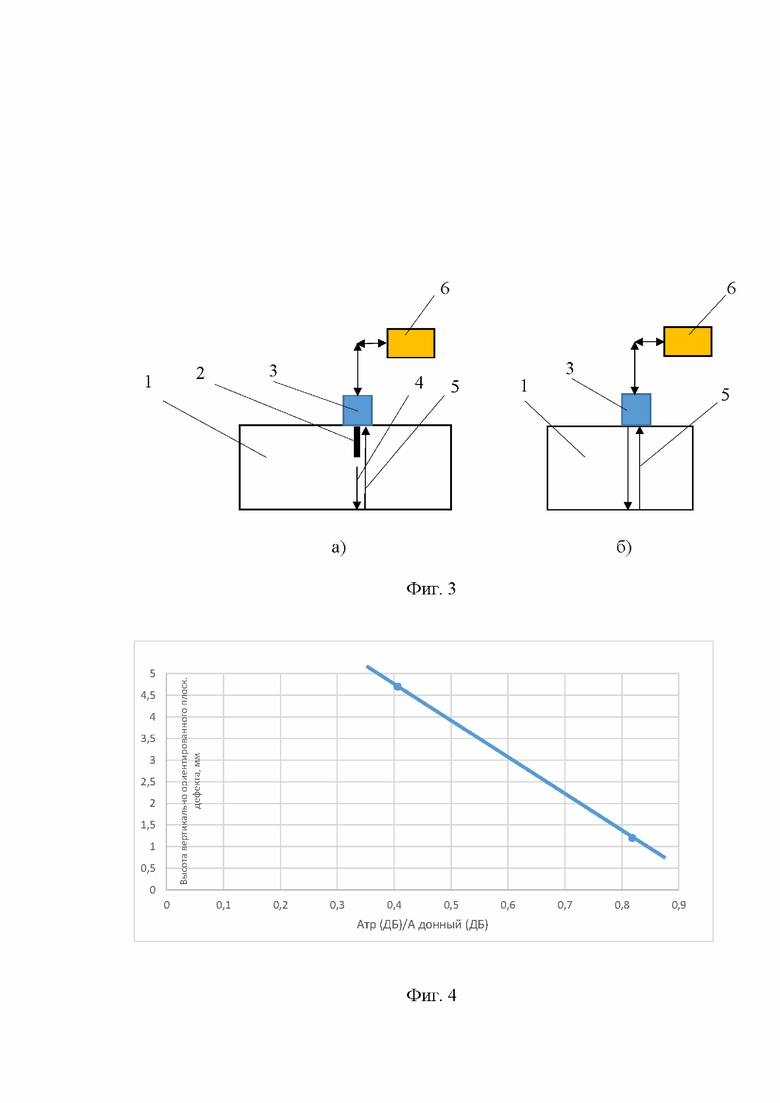
Пример реализации предполагаемого способа иллюстрируется на фиг. 3, 4.
На фиг. 3а представлена функциональная схема измерения высоты ориентированных плоскостных дефектов при помощи дифракции продольной ультразвуковой волны.
В предложенном способе измерения высоты вертикально ориентированных плоскостных дефектов (трещин) 2 ультразвуковые продольные волны посредством прямого совмещенного ультразвукового пьезоэлектрического преобразователя 3 вводят в стеклокерамический материал элемента 1 конструкции летательного аппарата, причем прямой совмещенный ультразвуковой пьезоэлектрический преобразователь 3 фиксируется над вертикально ориентированным плоскостным дефектом (трещиной) 2, ультразвуковая продольная волна 4 распространяется вдоль вертикально ориентированного плоскостного дефекта 2, претерпевает дифракцию, отражается от донной поверхности элемента 1 конструкции летательного аппарата и возвращается по траектории 5 на этот же прямой совмещенный ультразвуковой пьезоэлектрический преобразователь 3. На ультразвуковом дефектоскопе 6, подключенном к прямому совмещенному ультразвуковому пьезоэлектрическому преобразователю 3, фиксируется амплитуда ультразвуковой продольной волны, возвратившейся по траектории 5.
Затем прямой совмещенный ультразвуковой пьезоэлектрический преобразователь 3 переставляется в бездефектную область (фиг. 3б) стеклокерамического материала элемента 1 конструкции летательного аппарата. На ультразвуковом дефектоскопе 6 фиксируется амплитуда продольной ультразвуковой волны, отраженной от донной поверхности по траектории 5. Вычисляется отношение амплитуды ультразвуковой продольной волны, прошедшей вдоль плоскостного дефекта и отраженной от донной поверхности (фиг. 3а), к амплитуде ультразвуковой волны прошедшей через бездефектную область (фиг. 3б) материала элемента 1 конструкции летательного аппарата и отраженной от донной поверхности.
На основании экспериментальных исследований построена графическая зависимость отношения амплитуд продольных ультразвуковых волн, прошедших через вертикально ориентированный плоскостной дефект и через бездефектный материал от высоты вертикально ориентированного плоскостного дефекта. При проведении экспериментов высота вертикально ориентированного плоскостного дефекта измерялась рентгеновским методом.
На фиг. 4 представлена графическая зависимость отношения амплитуд ультразвуковых волн от высоты вертикально ориентированного плоскостного дефекта, где
Атр – амплитуда ультразвуковой волны, прошедшей через стеклокерамический материал с вертикально ориентированный плоскостной дефект и отраженной от донной поверхности (ДБ);
А – амплитуда ультразвуковой волны, прошедшей через стеклокерамический материал и отраженной от донной поверхности (ДБ).
| название | год | авторы | номер документа |
|---|---|---|---|
| Ультразвуковой способ измерения высоты вертикально ориентированных плоскостных дефектов в кварцевой керамике | 2023 |
|
RU2814130C1 |
| Способ определения глубины складок в изделиях из стеклопластиковых материалов с помощью ультразвуковых волн | 2023 |
|
RU2814126C1 |
| Способ контроля глубины дефектов типа "складка" в изделиях из стеклопластиковых материалов ультразвуковым методом | 2022 |
|
RU2788337C1 |
| Способ ультразвукового контроля изделий | 1986 |
|
SU1325352A1 |
| Ультразвуковой способ контроля изделий на наличие вертикально ориентированных плоскостных дефектов | 1987 |
|
SU1441299A1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СТЫКОВЫХ СВАРНЫХ СОЕДИНЕНИЙ | 1992 |
|
RU2057331C1 |
| ПРОДОЛЬНО-ПОПЕРЕЧНЫЙ СПОСОБ РЕАЛИЗАЦИИ ЭХОЛОКАЦИОННОГО МЕТОДА УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ИЗДЕЛИЯ ПО ВСЕМУ СЕЧЕНИЮ | 2014 |
|
RU2585304C1 |
| Способ ультразвукового контроля сварных соединений изделий | 1987 |
|
SU1439485A1 |
| Способ контроля сплошности в многослойных клеевых соединениях элементов конструкций летательных аппаратов из разнородных материалов | 2020 |
|
RU2755565C1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ТАВРОВЫХ СВАРНЫХ СОЕДИНЕНИЙ ЗАКЛАДНЫХ ДЕТАЛЕЙ | 1992 |
|
RU2044313C1 |

Использование: для измерения высоты вертикально ориентированных плоских дефектов (трещин) в стеклокерамических материалах элементов конструкций летательных аппаратов. Сущность изобретения заключается в том, что ультразвуковыми волнами при помощи прямого совмещенного ультразвукового преобразователя возбуждают в изделии импульсы продольных ультразвуковых колебаний в направлении, совпадающем с плоскостью дефекта, и принимают отраженные донной поверхностью изделия ультразвуковые колебания, с целью увеличения точности измерения вычисляют отношение амплитуды отраженной от донной поверхности ультразвуковой продольной волны, прошедшей через вертикально ориентированный плоскостной дефект (трещину) элемента конструкции летательного аппарата, к амплитуде отраженной от донной поверхности ультразвуковой продольной волны, прошедшей через область элемента конструкции летательного аппарата без дефекта, для проведения измерений применяются ультразвуковые волны в диапазоне частот от 10 МГц до 20 МГц. Технический результат: повышение точности измерения высоты вертикально ориентированных плоскостных дефектов в стеклокерамических материалах элементов конструкций летательных аппаратов. 4 ил.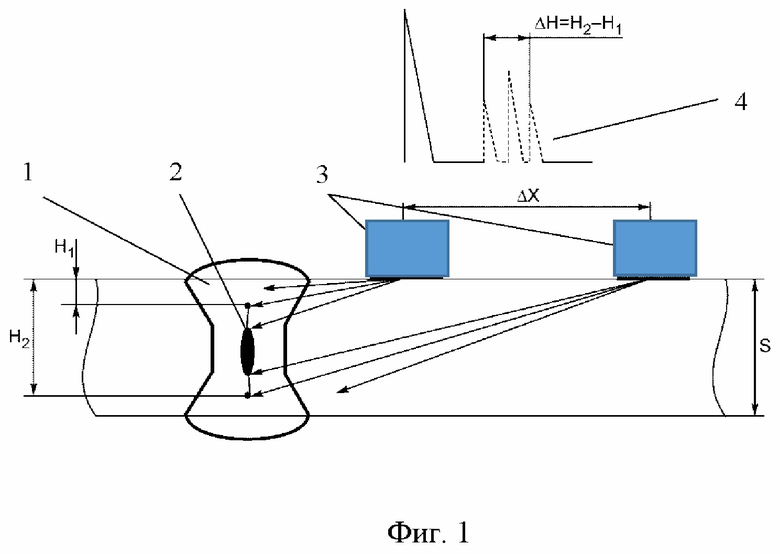
Ультразвуковой способ измерения высоты вертикально ориентированных плоскостных дефектов в стеклокерамических материалах элементов конструкций летательных аппаратов, заключающийся в том, что ультразвуковыми волнами при помощи прямого совмещенного ультразвукового преобразователя возбуждают в изделии импульсы продольных ультразвуковых колебаний в направлении, совпадающем с плоскостью дефекта, и принимают отраженные донной поверхностью изделия ультразвуковые колебания, отличающийся тем, что с целью увеличения точности измерения вычисляют отношение амплитуды отраженной от донной поверхности ультразвуковой продольной волны, прошедшей через вертикально ориентированный плоскостной дефект - трещину элемента конструкции летательного аппарата, к амплитуде отраженной от донной поверхности ультразвуковой продольной волны, прошедшей через область элемента конструкции летательного аппарата без дефекта, для проведения измерений применяются ультразвуковые волны в диапазоне частот от 10 МГц до 20 МГц.
| В.В.Клюев и др., Неразрушающий контроль и диагностика, Издательство "Машиностроение", ЗАО "НИИИН МНПО "Спектр", 2002, стр | |||
| Устройство для вытяжки и скручивания ровницы | 1923 |
|
SU214A1 |
| Ю.В.Казаков и др., Сварка и резка материалов, Москва, Издательский центр "Академия", 2003, стр | |||
| Деревобетонный каток | 1916 |
|
SU351A1 |
| М.В.Шахматов и др., Работоспособность и неразрушающий контроль сварных соединений с дефектами, Центр научно-технической | |||

