ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к устройству и способу для изготовления прессованных заготовок кирпичей.
УРОВЕНЬ ТЕХНИКИ
Устройства для изготовления прессованных заготовок кирпичей используют, например, для изготовления силикатных кирпичей. Пресс для формования блоков известен, например, из патента DE 4331 017 С2, в котором блоки формуют путем прессования формовочного материала, помещенного в формовочную полость формовочной матрицы, одновременно двумя прессующими пуансонами, работающими во встречном направлении. Известные устройства и прессы, например пресс для формования блоков, известный из патента DE 4331 017 С3, могут быть усовершенствованы.
Таким образом, задача настоящего изобретения состоит в создании новых устройства и способа для изготовления прессованных заготовок кирпичей, в частности силикатных кирпичей, позволяющих организовать надежное и бесперебойное производство прессованных заготовок или каменных прессованных блоков.
В частности, поставленная задача решена благодаря признакам, приведенным в независимых пунктах формулы изобретения. Варианты реализации настоящего изобретения охарактеризованы в зависимых пунктах формулы изобретения и приведенном ниже описании.
Признаки и комбинации признаков, описанные в данном документе в отношении основного изобретения, не ограничены комбинацией или комбинациями признаков и зависимостями, приведенными в формуле изобретения. Каждый признак одного из объектов, охарактеризованных в формуле изобретения, например устройства, может быть использован, например, и в другом объекте, охарактеризованном в формуле изобретения, например в способе. Кроме того, каждый признак может быть заявлен в формуле изобретения независимо от соответствующей зависимости пунктов формулы изобретения, например, в любой комбинации с одним или несколькими других признаков из формулы изобретения или нижеследующего описания. Кроме того, каждый признак, описанный или раскрытый в нижеследующем описании и/или на прилагаемых чертежах, может быть по существу использован независимо или отдельно от контекста, в котором он приведен, в частности отдельно от других признаков или в любой комбинации с одним или несколькими других признаков, которые приведены, описаны или заявлены в пунктах формулы изобретения, описании и/или чертежах, в частности при условии, что этот соответствующий признак вносит свой вклад в решение поставленной задачи.
РАСКРЫТИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
В одном из вариантов реализации настоящего изобретения, охарактеризованного в п. 1 формулы изобретения, предложено устройство для изготовления прессованных заготовок кирпичей, в частности силикатных кирпичей, содержащее: прессующий пуансон, выполненный с возможностью смещения или перемещения, посредством привода, в частности одного или нескольких поршней, например короткоходных поршней, вдоль оси прессования для прессования формовочного материала, находящегося в формовочной полости или формовочном пространстве формовочной матрицы, с формированием прессованной заготовки или формованного узла. В качестве привода для привода пуансона может быть использован гидравлический привод, например поршневой гидравлический привод, или электропривод, причем в обоих случаях это линейный привод. Например, пуансон может быть непосредственно или с использованием вспомогательных средств установлен с возможностью перемещения, например скользящего перемещения, на каркасе или раме устройства.
Устройство, в частности пресс, может содержать один или несколько пуансонов, при этом варианты реализации, описанные в данном документе ввиду наличия одного прессующего пуансона, также могут быть применены или отнесены к устройствам, содержащим два пуансона или несколько пуансонов и содержащим сопутствующие компоненты. Устройство дополнительно содержит позиционирующий узел, который установлен с возможностью размещения в различных положениях только прессующего пуансона или узла пуансон-привод, образованного пуансоном и соответствующим приводом, в частности узла пуансон-поршень, образованного пуансоном и одним или несколькими поршнями.
В варианте реализации настоящего изобретения, охарактеризованном в п. 1 формулы изобретения, позиционирующий узел, например перемещающий узел, может быть механически соединен с пуансоном или узлом пуансон-привод и выполнен с возможностью перемещения пуансона в первое рабочее положение и во второе рабочее положение во время выполнения рабочей операции по изготовлению прессованной заготовки.
Например, в одном из вариантов реализации прессующий пуансон может быть выполнен с возможностью его перемещения, например в поперечном направлении по отношению к оси прессования, при этом привод, в частности поршень, предназначенный для рабочего перемещения пуансона, может иметь постоянное место расположения.
В дополнительных вариантах реализации узел пуансон-привод, образованный прессующим пуансоном и приводом, в частности одним или несколькими поршнями, может быть выполнен с возможностью перемещения в поперечном направлении по отношению к оси прессования. В частности, в последнем примере поршень может быть выполнен, например, в форме короткоходного поршня, так что в направлении оси прессования узел пуансон-привод может иметь относительно небольшую высоту.
Рабочий цикл по изготовлению прессованной заготовки может включать этап наполнения формовочной полости заданным количеством формовочного материала и этап прессования для получения прессованием прессованной заготовки, а также может дополнительно включать этап расформовки и этап извлечения, согласно которому готовую прессованную заготовку извлекают, выдавливают, удаляют или выгружают из устройства или формовочной полости.
Согласно п. 1 формулы изобретения, и в вариантах реализации, в которых перемещается только пуансон, и в вариантах реализации, в которых перемещается узел пуансон-привод, в первом рабочем положении пуансон выровнен с формовочной полостью, если смотреть в осевой проекции по оси прессования.
Благодаря выровненному расположению прессующего пуансона и формовочной полости, например благодаря выравниванию прессующего пуансона с наполняемой формовочной полостью, для ввода прессующего пуансона в отверстие формовочной полости прессующий пуансон перемещают или смещают в направлении формовочной полости или содержащегося в ней формовочного материала с погружением в формовочную полость, что обеспечивает воздействие на формовочный материал с заданным усилием прессования.
Таким образом, под осью прессования следует понимать ось, вдоль которой перемещают пуансон при выполнении операций прессования.
В частности, в конфигурации, выровненной по отношению к оси прессования, прессующий пуансон и формовочная полость выровнены друг с другом с возможностью выполнения операции прессования, согласно которой пуансон может сжимать или прессовать формовочный материал, находящийся в формовочной полости.
В предложенном варианте реализации, охарактеризованном в п. 1 формулы изобретения, дополнительно предусмотрены варианты реализации, в которых прессующий пуансон или узел пуансон-привод может быть размещен во втором рабочем положении, в котором он ориентирован по отношению к формовочной полости по существу без ее перекрытия, если смотреть в осевой проекции по оси прессования.
Формулировка, используемая в данном документе, согласно которой пуансон в осевой проекции ориентирован по отношению к формовочной полости по существу без ее перекрытия, означает, что пуансон и соответствующие компоненты расположены по существу сбоку на расстоянии от оси прессования, например расположены полностью или по меньшей мере частично за пределами поперечного сечения или поперечной протяженности формовочной полости перед ней в направлении оси прессования. Например, позиционирующий узел может быть установлен таким образом, что прессующий пуансон расположен сбоку за пределами рабочей области и/или области подъема пуансона, находящейся перед формовочной полостью в направлении оси прессования и заданной во время соответствующей операции, по существу без ее перекрытия.
При расположении пуансона или узла пуансон-привод сбоку от формовочной полости во втором рабочем положении может быть улучшена доступность формовочной матрицы в первом рабочем положении, в котором она обращена к отверстию формовочной полости. Просвет, полученный в результате перемещения, может быть использован для улучшения доступности формовочной полости при выполнении операции наполнения и/или операции извлечения. Например, наполняющее устройство для наполнения формовочной полости и, при необходимости, извлекающее устройство для извлечения прессованной заготовки из формовочной полости, в частности из отверстия формовочной полости, может быть перемещено благодаря использованию преимуществ прессующего пуансона или узла пуансон-привод в первом рабочем положении, в котором он занимает рабочую область.
Кроме того, установка пуансона с возможностью поперечного перемещения позволяет уменьшить необходимую величину хода этого пуансона, измеряемую при выполнении операции прессования формовочного материала вдоль оси прессования. Таким образом, в случае позиционирования прессующего пуансона сбоку во втором рабочем положении не обязательно перемещать этот прессующий пуансон так далеко от формовочной матрицы или формовочной полости вдоль оси прессования, чтобы между формовочной матрицей и пуансоном, в частности прессующим пуансоном в первом рабочем положении, в котором он обращен к отверстию формовочной полости, образовывалось пространство или рабочая область, достаточные для позиционирования или введения наполняющего устройства или извлекающего устройства. При уменьшении длины хода пуансона можно, например, перемещать пуансон, в частности, так называемые гидравлический, подъемный или гидравлический цилиндры, вдоль оси прессования в более короткой конструкции.
Использование короткоходного цилиндра позволяет снизить издержки.
Кроме того, позиционирование прессующего пуансона в поперечном или поперечном положении, соответствующем второму рабочему положению, если смотреть в осевой проекции, например в поперечном положении по меньшей мере частично за пределами рамы пресса, предназначенной для установки и удержания прессующего пуансона, улучшает доступность этого прессующего пуансона.
В частности, возможность перемещения прессующего пуансона из второго рабочего положения может быть задана и реализована таким образом, что этот пуансон может быть смещен или перемещен в поперечном направлении за пределы подъемной и рабочей области прессующего пуансона, образованной в первом рабочем положении за формовочной полостью или формовочной матрицей, с обеспечением позиционирования сбоку от рамы по меньшей мере частично или по существу полностью за ее пределами. В этом положении может быть улучшен не только доступ к подъемной и рабочей области, например для наполняющего устройства и/или извлекающего устройства, но и может быть упрощен доступ к пуансону, например для замены и/или технического обслуживания.
Кроме того, благодаря возможности перемещения пуансона или узла пуансон-привод с использованием позиционирующего узла можно создать устройство для изготовления прессованных заготовок кирпичей, содержащее две или несколько наполняемых полостей, между которыми пуансон или узел пуансон-привод может перемещаться с обеспечением поочередного изготовления прессованных заготовок в этих наполняемых полостях.
Например, первое рабочее положение относительно первой наполняемой полости может соответствовать второму положению наполнения относительно второй наполняемой полости, а второе рабочее положение относительно первой наполняемой полости может соответствовать первому рабочему положению относительно второй наполняемой полости. Возможность перемещения такого типа может быть применена и в отношении более двух наполняемых полостей, при этом следует считать, что варианты реализации с двумя или несколькими наполняемыми полостями включены в возможности позиционирования пуансона или узла пуансон-привод, представленные в п. 1 формулы изобретения.
Использование позиционируемого пуансона или узла пуансон-привод согласно настоящему изобретению для нескольких параллельных наполняемых полостей обеспечивает преимущества, заключающиеся в снижении финансовых и/или временных затрат на изготовление. В частности, установлено, что в сравнении с известными устройствами предложенное устройство для изготовления прессованных заготовок кирпичей требует меньших затрат, эффективно по стоимости, имеет меньшие габариты, является простым в обслуживании и/или является эффективным при изготовлении прессованных заготовок и/или при перемещении компонентов.
В вариантах реализации позиционирующий узел может быть выполнен в виде, например, перемещающего узла, перемещающего привода для перемещения прессующего пуансона или узла пуансон-привод и т.п. В частности, он содержит привод, выполненный и настроенный с возможностью регулировки, смещения и/или перемещения пуансона или узла пуансон-привод. Перемещающий привод может быть выполнен и размещен на раме устройства, на которой установлены и закреплены прессующий пуансон или узел пуансон-привод, таким образом, что этот перемещающий привод обеспечивает возможность перемещения прессующего пуансона или узла пуансон-привод, а при необходимости и поршня, механически соединенного с держателем или захватывающим устройством для удержания пуансона, в поперечном направлении по отношению к оси прессования, например перпендикулярно оси прессования, между первым рабочим положением и вторым рабочим положением.
В вариантах реализации позиционирующий узел, в частности управляющий привод, может содержать линейную направляющую. Линейная направляющая может быть механически соединена, например, с каркасом или несущей рамой устройства.
Линейная направляющая может содержать, например, направляющие элементы и/или линейный привод, например линейный двигатель, гидравлический и/или пневматический цилиндр, посредством которого могут быть перемещены пуансон или узел пуансон-привод, а при необходимости и захватывающее устройство для установки и удержания прессующего пуансона.
В вариантах реализации линейная направляющая может содержать по меньшей мере один линейный направляющий рельс, предпочтительно два или несколько взаимно параллельных линейных направляющих рельсов, которые размещены и выровнены поперек оси прессования, например перпендикулярно ей, таким образом, что прессующий пуансон может совершать перемещение между первым рабочим положением и вторым рабочим положением по линейному направляющему рельсу или линейным направляющим рельсам.
Линейная направляющая может быть относительно просто установлена, а также может обеспечивать относительно стабильную конструкцию, подходящую для получения усилий прессования, необходимых при прессовании формовочного материала. В вариантах реализации прессующий пуансон или узел пуансон-привод и/или держатель для удержания пуансона механически соединены с линейной направляющей, например по меньшей мере с одним линейным направляющим рельсом. Например, прессующий пуансон или узел пуансон-привод и/или держатель для удержания пуансона могут быть перемещены в продольном направлении по меньшей мере по одному дополнительному линейному направляющему рельсу линейной направляющей. В вариантах реализации прессующий пуансон или узел пуансон-привод и/или держатель для удержания пуансона установлены или соединены с возможностью скользящего перемещения по линейной направляющей, в частности по меньшей мере по одному линейному направляющему рельсу.
Например, устройство может быть выполнено таким образом, что держатель для удержания пуансона вместе с пуансоном или прессующий пуансон, или узел пуансон-привод, выполненные с возможностью скользящего перемещения или качения по двум параллельным линейным направляющим рельсам, размещенным в одном продольном направлении, при этом держатель для удержания поршня и/или пуансон или узел пуансон-привод, соединенные с линейным двигателем, содержащим, например, гидравлический цилиндр или пневматический цилиндр, могут быть перемещены между первым и вторым рабочими положениями.
Со стороны, обращенной от формовочной полости или формовочного материала в первом рабочем положении, устройство может иметь упор, например пластину противодавления, которая может быть прикреплена, например, к несущей раме, при этом упор выполнен и прикреплен таким образом, что он поглощает усилия, возникающие при выполнении операции прессования в направлении оси прессования, в результате чего он может поддерживать прессующий пуансон или держатель для удержания пуансона.
Как указано выше, в вариантах реализации устройство может содержать извлекающее устройство для извлечения готовых прессованных заготовок, при необходимости в сочетании с конвейерной лентой для транспортировки или отвода готовых прессованных заготовок от формовочной матрицы, и/или наполняющее устройство для наполнения формовочной полости формовочным материалом, т.е. для подачи заданного количества формовочного материала в формовочную полость.
Как уже было указано выше, наполняющее устройство или извлекающее устройство выполнены с возможностью их позиционирования во время рабочего цикла по изготовлению прессованной заготовки в формовочной полости или формовочной матрице в заданной рабочей области пуансона в первом рабочем положении, пока прессующий пуансон или узел пуансон-привод находится во втором рабочем положении или перемещают во второе рабочее положение.
Таким образом, во время цикла изготовления могут быть обеспечены эффективные рабочие циклы и перемещения соответствующих компонентов. Кроме того, несмотря на наличие дополнительных компонентов, может быть получена сравнительно компактная конструкция, в частности в направлении оси прессования.
Извлекающее устройство может содержать, например, захватывающее устройство для извлечения одной или нескольких прессованных заготовок из подъемной и рабочей области и может, при необходимости, содержать конвейерную ленту, на которой захватывающее устройство может размещать извлеченные прессованные заготовки для их последующего удаления. В вариантах реализации устройство содержит наполняющее устройство и/или извлекающее устройство, а также содержит по меньшей мере один дополнительный перемещающий привод, соединенный с извлекающим устройством и/или наполняющим устройством. Например, наполняющее и извлекающее устройства могут содержать каждое отдельный перемещающий привод. Один или несколько перемещающих приводов могут быть размещены или установлены во втором рабочем положении, например на расстоянии от одной из сторон несущей рамы или вплотную к ней.
Дополнительный перемещающий привод может быть выполнен таким образом, что он соответствует, например, перемещающему приводу, предназначенному для привода пуансона или узла пуансон-привод. В частности, дополнительный перемещающий привод может содержать линейный привод, выполненный с возможностью смещения или перемещения наполняющего устройства и/или извлекающего устройства или их компонентов.
Дополнительный перемещающий привод может быть выполнен таким образом, что извлекающий узел, например захватывающее устройство, при необходимости объединенное с конвейерной лентой, извлекающее устройство и/или наполняющий узел наполняющего устройства может быть размещен по отношению к формовочной полости таким образом, что одна или несколько готовых прессованных заготовок могут быть извлечены извлекающим узлом или формовочный материал может быть подан в формовочную полость наполняющим узлом.
В вариантах реализации дополнительный перемещающий привод может быть соединен с извлекающим узлом или наполняющим узлом и выполнен таким образом, что он во время цикла изготовления может попеременно позиционировать и приводить в действие прессующий пуансон, извлекающий узел и наполняющий узел в рабочей области, находящейся над формовочной полостью. Другими словами, общая рабочая область, получаемая над формовочной полостью в направлении оси прессования, может быть использована для размещения в ней прессующего пуансона или узла пуансон-привод, извлекающего узла и наполняющего узла в зависимости от рабочего цикла.
В частности, благодаря возможности перемещения пуансона или узла пуансон-привод, предложенных в данном документе, извлекающий узел и/или наполняющий узел могут быть размещены в рабочей области и за ее пределами таким образом, что в каждом рабочем цикле, организованном в направлении оси прессования, по существу только один из вышеуказанных компонентов расположен в рабочей области, находящейся перед формовочной полостью. В частности, благодаря таким вариантам реализации в направлении оси прессования может быть получена относительно небольшая конструкция.
В вариантах реализации устройство может дополнительно содержать один или несколько поршней, в частности короткоходных поршней, которые соединены с прессующим пуансоном и которые могут быть выполнены и размещены таким образом, что при выполнении операции прессования по изготовлению прессованной заготовки из формовочного материала пуансон может быть сначала перемещен в направлении формовочной полости, например на 20-50 мм, в частности на 30 мм, а после прессования, то есть по завершению операции прессования, он может быть отведен от формовочной матрицы.
В решении, предложенном в настоящем документе, пуансон или узел пуансон-привод может быть выдвинут или приведен в действие путем перемещения в поперечном направлении по отношению к оси прессования рабочей области, причем необходимая для приведения в действие устройства длина хода или смещение в направлении оси прессования сравнительно малы, что позволяет использовать короткий поршень, в частности короткоходный поршень, который в свою очередь позволяет уменьшить пространство, занимаемое в направлении оси прессования. Уменьшенная длина хода поршней может быть получена, например, с использованием соответствующих короткоходных поршней, которые в сравнении с известными устройствами могут привести к сокращению длительности операции прессования и, таким образом, к уменьшению времени изготовления прессованной заготовки. В вариантах реализации настоящего изобретения устройство может содержать, при необходимости, дополнительный пуансон, например нижний пуансон. Дополнительный пуансон и пуансон могут иметь обращенные друг к другу прессующие поверхности.
Дополнительный пуансон может быть установлен и размещен с возможностью перемещения вдоль оси прессования с обеспечением воздействия давления прессования на формовочный материал, находящийся в формовочной полости, с двух противоположных сторон, т.е. одним пуансоном с одной стороны и другим пуансоном с другой стороны.
Другими словами, в вариантах реализации устройство может быть выполнено в форме двупоршневого пресса, содержащего два прессующих пуансона, действующих навстречу друг другу в направлении оси прессования. Например, дополнительный пуансон может представлять собой нижний пуансон, который закрывает нижнее отверстие формовочной полости при ее наполнении и который может быть втянут снизу в формовочную полость для прессования формовочного материала, а вышеописанный пуансон может представлять собой верхний пуансон, который может быть втянут сверху в формовочную полость при выполнении операции прессования. Таким образом, данная конструкция позволяет прессовать прессуемую заготовку с обеих сторон, что может, например, привести к улучшенным результатам прессования.
В вариантах реализации дополнительный пуансон может быть соединен с дополнительным приводом, в частности с поршнем, предпочтительно гидравлическим поршнем, таким образом, что этот дополнительный пуансон может быть перемещен, например, в направлении формовочной полости и прессующего пуансона для прессования, посредством давления прессования, формовочного материала, находящегося в формовочной полости при выполнении операции прессования, т.е. рабочего цикла по получению прессованием прессованных заготовок.
В вариантах реализации дополнительный прессующий пуансон установлен таким образом, что после прессования прессуемой заготовки, т.е. после выполнения операции прессования, обеспечена возможность его перемещения в направлении прессованной заготовки с тем, чтобы переместить прессованную заготовку, находящуюся в формовочной полости, в положение извлечения, находящееся по меньшей мере частично за пределами формовочной полости, в частности над формовочной полостью, например для ее частичного или полного удаления. В частности, дополнительный пуансон может быть установлен и выполнен таким образом, что после прессования прессуемой заготовки он может быть смещен в направлении оси прессования по направлению к формовочной полости, так что прессованная заготовка может быть перемещена из формовочной полости в положение извлечения.
Другими словами, дополнительный прессующий пуансон, в частности нижний пуансон, также может быть использован и приведен в действие для выталкивания готовой прессованной заготовки из формовочной полости, например путем дальнейшего введения этого дополнительного пуансона в формовочную полость после выполнения операции прессования с обеспечением транспортировки или выталкивания прессованной заготовки из формовочной полости. Прессующий пуансон также может иметь соответствующую функцию извлечения, например для удаления прессованной заготовки из формовочной полости, например в случае, когда готовую прессованную заготовку необходимо извлечь со стороны, обращенной от прессующего пуансона формовочной матрицы. В частности, в таких случаях дополнительный пуансон может быть соединен с дополнительным позиционирующим узлом, выполненным аналогично вышеописанному позиционирующему узлу, так что по аналогии с вышеуказанным пуансоном дополнительный пуансон может быть перемещен между соответствующими первым и вторым рабочими положениями.
В п. 7 формулы изобретения предложен способ изготовления прессованных заготовок кирпичей, в частности силикатных кирпичей, с использованием устройства согласно одному из вариантов реализации настоящего изобретения, описанных в данном документе.
Преимущества и положительные эффекты, достигаемые при реализации способа, также связаны с преимуществами и положительными эффектами, обеспечиваемыми устройством и его вариантами реализации. Устройство согласно одному из вариантов реализации, описанных в данном документе, может быть использовано для реализации способа, что означает, что все признаки, описанные и указанные применительно к вариантам реализации указанного устройства, могут быть использованы в соответствующей форме и в заявленном способе.
Способ изготовления прессованных заготовок в соответствии с вариантами реализации способа включает по меньшей мере следующие этапы, согласно которым:
перемещают прессующий пуансон или узел пуансон-привод из второго рабочего положения в первое рабочее положение путем приведения в действие позиционирующего узла, осуществляют операцию прессования, согласно которой прессующий пуансон перемещают в направлении формовочного материала из первоначального положения в положение прессования таким образом, что прессующий пуансон воздействует на формовочный материал, находящийся в формовочной полости, с заданным усилием прессования, перемещают прессующий пуансон из положения прессования в первоначальное положение и перемещают прессующий пуансон или узел пуансон-привод из первого рабочего положения во второе рабочее положение путем приведения в действие позиционирующего узла.
Использование позиционирующего узла, с помощью которого пуансон или узел пуансон-привод может быть перемещен между первым и вторым рабочими положениями, позволяет получить относительно небольшие длину хода и/или длительность хода пуансона, при этом могут быть уменьшены, например, длительность изготовления прессованной заготовки и/или энергия, необходимая для перемещения пуансона.
В вариантах реализации может быть предложен способ, согласно которому перемещают прессующий пуансон или узел пуансон-привод из первого рабочего положения во второе рабочее положение или обратно или приводят в действие вышеописанный перемещающий привод позиционирующего узла таким образом, что пуансон или узел пуансон-привод, а при необходимости и держатель или несущая пластина для удержания пуансона, механически соединенные с пуансоном, выполнены с возможностью перемещения в поперечном направлении по отношению к оси прессования, предпочтительно перпендикулярно оси прессования.
В вариантах реализации перемещение между первым и вторым рабочими положениями включает линейное перемещение, в частности в поперечном направлении по отношению к оси прессования, предпочтительно перпендикулярно оси прессования. Линейное перемещение может происходить, например, вдоль по меньшей мере одного линейного направляющего рельса. Линейное перемещение может включать скользящее смещение или качение, в частности по меньшей мере по одному или нескольким линейным направляющим рельсам.
В вариантах реализации способ может включать этап наполнения, согласно которому перед выполнением операции прессования наполняющий узел, выполненный с возможностью подачи формовочного материала в формовочную полость, перемещают из первоначального положения в положение наполнения, в котором формовочную полость наполняют, посредством наполняющего узла, заданным количеством формовочного материала, при этом в дальнейшем наполняющий узел перемещают обратно в первоначальное положение. Положение наполнения может находиться в рабочей области, пересекающейся с первым рабочим положением.
В частности, положение наполнения может находиться в рабочей области перед наполняемой полостью, которая при этом по меньшей мере частично занята пуансоном в первом рабочем положении. Во время этапа наполнения прессующий пуансон или узел пуансон-привод предпочтительно расположен во втором рабочем положении, например полностью или по меньшей мере частично расположен во втором рабочем положении, так что наполняющий узел может быть, например, беспрепятственно перемещен к формовочной полости.
В вариантах реализации способ может включать этап извлечения, согласно которому после завершения операции прессования, а предпочтительно после или во время перемещения пуансона из первого рабочего положения во второе рабочее положение, готовую прессованную заготовку извлекают из формовочной матрицы или формовочной полости.
На этапе извлечения извлекающий узел может быть перемещен из второго первоначального положения в положение извлечения, находящееся на формовочной матрице, при этом прессованную заготовку, полученную извлекающим узлом, вместе с самим извлекающим узлом перемещают в сторону от положения извлечения с обеспечением размещения этой прессованной заготовки на дорожке или конвейерной ленте. В дальнейшем прессованная заготовка может храниться, например, за пределами несущей рамы.
В дальнейшем извлекающий узел, если этого еще не было сделано, перемещают обратно во второе первоначальное положение. В частности, положение извлечения может находиться в одной из рабочих областей или в рабочей области, которая пересекается с первым рабочим положением. Например, положение извлечения может находиться в рабочей области перед наполняемой полостью, которая по меньшей мере частично занята пуансоном в первом рабочем положении и/или наполняющим узлом в положении наполнения. Во время этапа извлечения пуансон или узел пуансон-привод предпочтительно находится во втором рабочем положении, например полностью или по меньшей мере частично находится во втором рабочем положении, а наполняющий узел, при наличии такового, предпочтительно размещен в первом первоначальном положении, например полностью или по меньшей мере частично размещен в первом первоначальном положении, таким образом, что извлекающий узел может быть беспрепятственно перемещен к формовочной полости.
Например, последовательности перемещений или пути перемещения компонентов, в частности пуансона или узла пуансон-привод, а при необходимости и наполняющего узла и извлекающего узла, могут частично пересекаться с обеспечением реализации оптимизированного по времени управления перемещением указанных компонентов без столкновения друг с другом. При выполнении предложенных этапов способа могут быть получены оптимизированные по времени последовательности перемещений. Кроме того, при оптимизированных по времени последовательностях перемещений может быть уменьшено время изготовления прессованной заготовки.
В вариантах реализации способа после прессования формовочного материала с образованием прессованной заготовки осуществляют этап расформовки, согласно которому прессованную заготовку перемещают из формовочной полости, в частности выдвигают или выталкивают из формовочной полости, с использованием, например, прессующего пуансона, а предпочтительно прессующего пуансона и дополнительного пуансона.
Например, дополнительный прессующий пуансон, уже размещенный в отверстии формовочной полости или частично вставленный в формовочную полость, дополнительно вставляют или вводят в формовочную полость с обеспечением продвижения готовой прессованной заготовки вдоль стенки формовочной полости к противоположному отверстию формовочной полости, из которого прессованная заготовка может быть извлечена после по меньшей мере частичного или полного выхода из формовочной полости. Такая операция извлечения из формовочной матрицы является возможной, в частности, в случае, когда в дополнительных вариантах реализации, которые могут быть объединены с дополнительными вариантами реализации, описанными в данном документе, объем формовочной полости в направлении, параллельном оси прессования, задан прямым цилиндром с основанием по существу любой формы, например прямоугольной, треугольной, круглой, овальной и т.п.
Согласно дополнительным вариантам реализации прессующий пуансон или узел пуансон-привод находится во втором рабочем положении во время этапа расформовки, в частности в течение периода времени, в котором прессованную заготовку перемещают или выталкивают из формовочной полости. Согласно другим вариантам реализации прессующий пуансон или узел пуансон-привод перемещают из первого рабочего положения во второе рабочее положение во время этапа расформовки или пуансон или узел пуансон-привод размещают во втором рабочем положении по меньшей мере частично между первым рабочим положением и вторым рабочим положением по меньшей мере в конце этапа расформовки или после извлечения прессованной заготовки.
Таким образом, из вышеприведенного описания вариантов реализации настоящего изобретению следует, что устройство и способ, предложенные в данном документе, или реализация и использование позиционирующего узла, предложенного в данном документе, решают поставленную задачу, заключающуюся, например, в получении упрощенного производственного процесса, упрощенной последовательности перемещений с относительно эффективной конструкцией и эффективными габаритами по высоте.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Варианты реализации настоящего изобретения описаны ниже со ссылкой на прилагаемые чертежи.
На фиг. 1 показан перспективный вид устройства согласно настоящему изобретению для изготовления прессованных заготовок кирпичей.
На фиг. 2 схематически показан вид сверху устройства, показанного на фиг. 1.
На фиг. 3 показан увеличенный вид части устройства, показанного на фиг. 1.
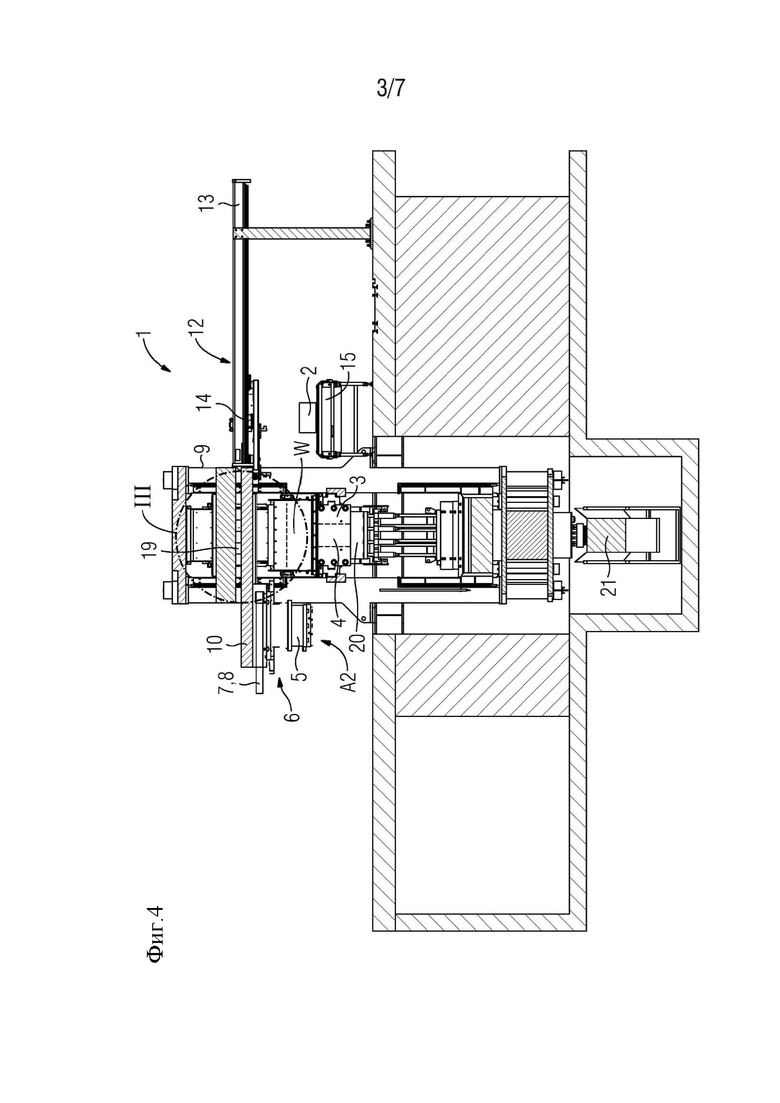
На фиг. 4 показан вид в разрезе устройства в первом рабочем состоянии.
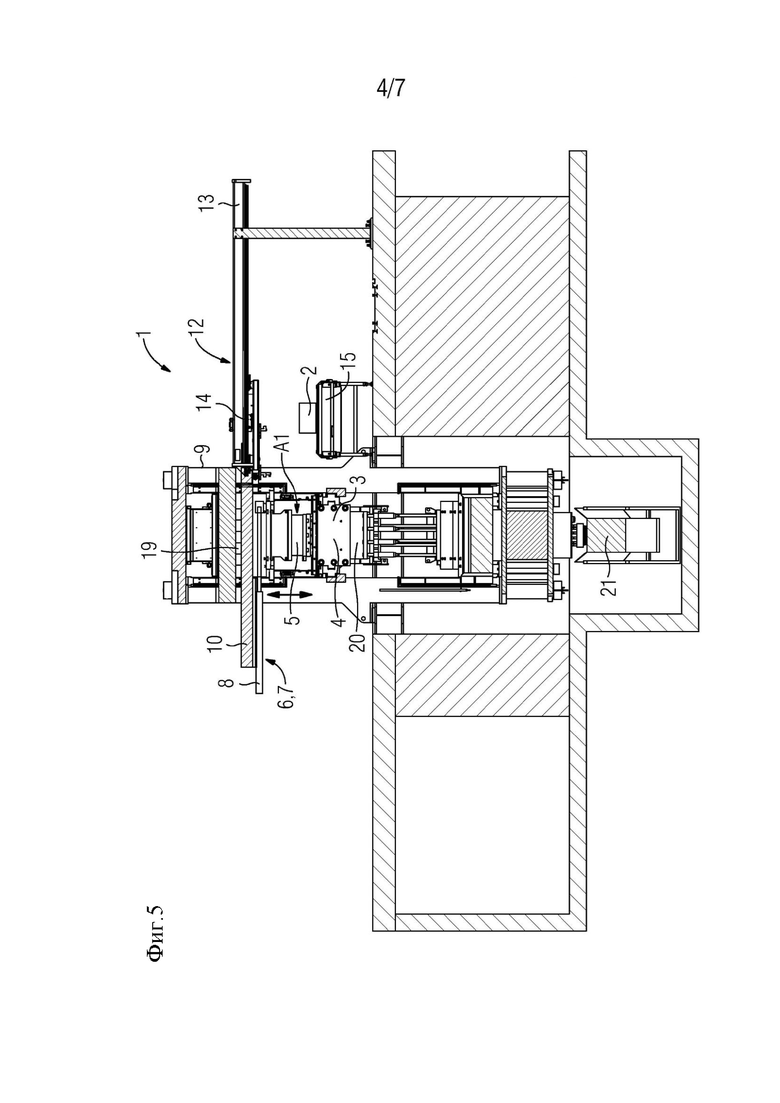
На фиг. 5 показан вид в разрезе устройства во втором рабочем состоянии.
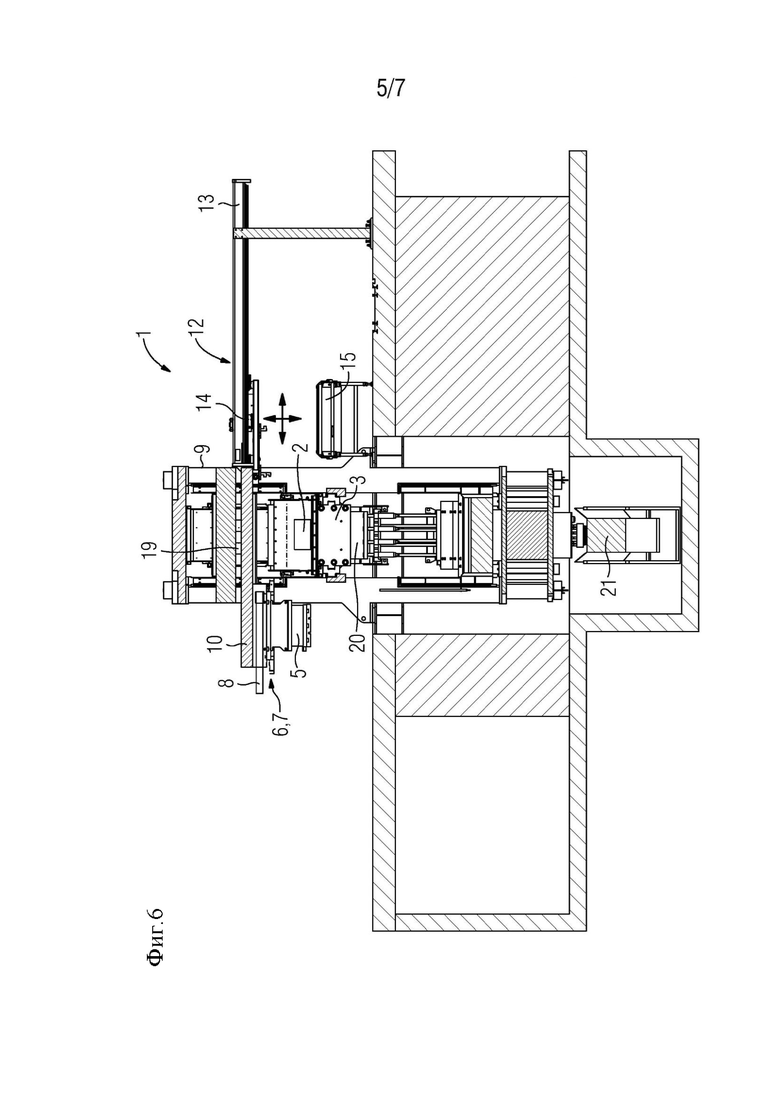
На фиг. 6 показан вид в разрезе устройства в третьем рабочем состоянии.
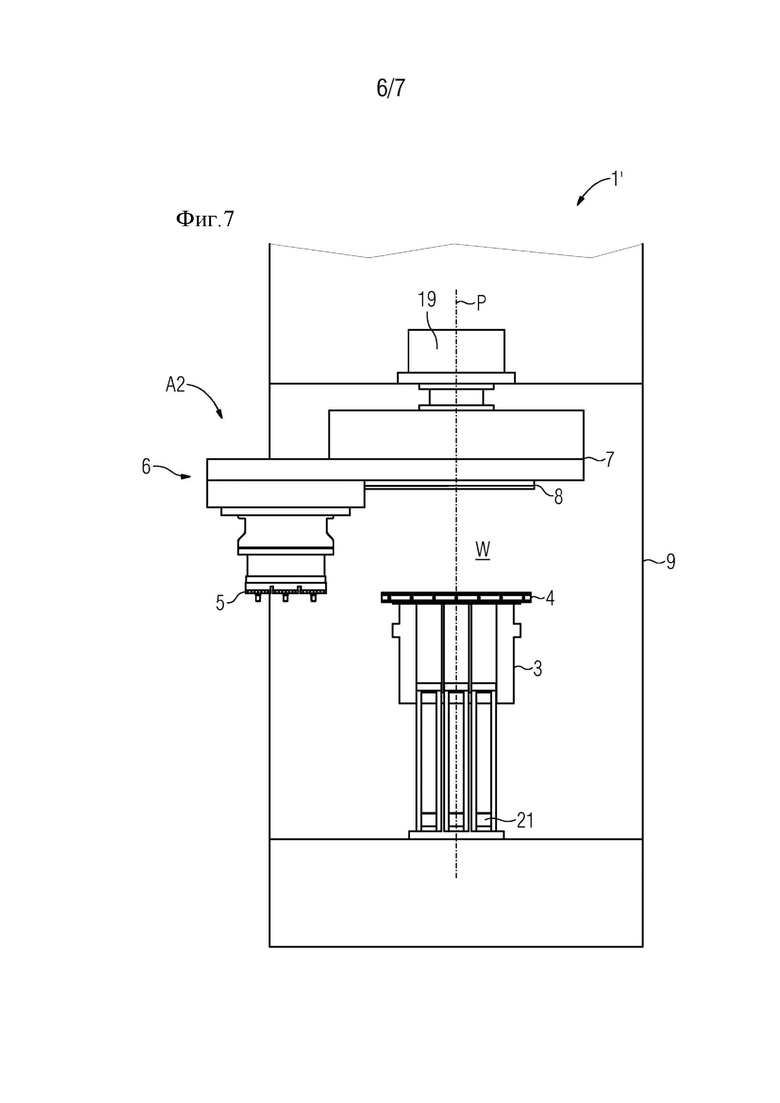
На фиг. 7 показано еще одно изображение устройства согласно первому варианту реализации настоящего изобретения.
На фиг. 8 показано изображение устройства согласно второму варианту реализации настоящего изобретения.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
На фиг. 1 показан перспективный вид устройства 1 согласно настоящему изобретению для изготовления прессованных заготовок 2 кирпичей, например силикатных кирпичей, причем устройство выполнено в виде пресса 1, в частности в виде вертикального пресса с перемещающимися по вертикали прессующими пуансонами.
Как показано на фиг. 1, устройство или пресс 1 может содержать формовочную матрицу 3, имеющую одну или несколько формовочных полостей 4. В данном примере формовочная полость или формовочные полости 4 соответственно имеет или имеют форму прямого цилиндра или призмы с цилиндрическими стенками, проходящими параллельно оси Р прессования пресса 1, причем в данном случае прямые цилиндры имеют прямоугольные основания. Готовые прессованные заготовки 2 имеют форму параллелепипеда, при этом, как уже упоминалось ранее, в настоящем изобретении, описанном в данном документе, могут быть использованы и иные геометрические формы формовочной полости.
Пресс 1 содержит первый прессующий пуансон 5, присоединенный к позиционирующему узлу 6. Как показано на фиг. 1, позиционирующий узел 6 может иметь линейную направляющую 7, которая может быть присоединена к двум взаимно параллельным линейным направляющим рельсам 8. Прессующий пуансон 5 присоединен к линейной направляющей 7 или позиционирующему узлу 6, при этом линейная направляющая 7 выполнена таким образом, что во время рабочего цикла по изготовлению прессованной заготовки 2 первый прессующий пуансон 5 может быть размещен в первом рабочем положении А1 (см. фиг. 3), при этом другой прессующий пуансон может быть размещен во втором рабочем положении А2 на расстоянии от оси прессования.
Первое рабочее положение А1 первого прессующего пуансона 5 может быть задано таким образом, что прессующий пуансон 5, размещенный или установленный в рабочем положении А1, ориентирован таким образом, что в осевой проекции по оси Р прессования он выровнен с формовочной полостью 4. Другими словами, первый пуансон 5, внешнее поперечное сечение которого, перпендикулярное оси Р прессования, по существу соответствует внутреннему поперечному сечению формовочной полости 4, в первом рабочем положении А1 размещен и выровнен по отношению к оси Р прессования таким образом, что этот пуансон, предназначенный для получения прессованием прессованной заготовки 2 в результате его перемещения или смещения по меньшей мере частично вдоль оси Р прессования, в частности относительно формовочной матрицы 3 без столкновения с ней, может быть перемещен в формовочную полость 4 и снова извлечен оттуда. Позиционирующий узел 6, а также место расположения и конструктивное исполнение первого пуансона 5, могут быть реализованы таким образом, что этот пуансон, если смотреть в осевой проекции по оси Р прессования во втором рабочем положении А2, по существу соответствующем положению пуансона, показанному на фиг. 1, может быть ориентирован по отношению к формовочной полости 4 по существу без ее перекрытия.
В примере, показанном на фиг. 1, первый прессующий пуансон 5 размещен сбоку от оси Р прессования за пределами рамы 9 пресса, поддерживающей или удерживающей первый пуансон 5. Рама 9 пресса опирается на основание 10' пресса 1. Таким образом, первый пуансон 5 совершает перемещение вдоль оси Р прессования для выполнения операции прессования и поперек оси Р прессования между первым рабочим положением А1 (см. фиг. 7) и вторым рабочим положением А2 (см. фиг. 1), как показано на фиг. 1 двумя взаимно перпендикулярными стрелками.
В частности, линейная направляющая 7 может быть выполнена в форме управляющего привода, содержащего, например, приводной двигатель 11, в частности линейный двигатель, для перемещения первого пуансона 5 по линейным направляющим рельсам 8 между первым рабочим положением А1 и вторым рабочим положением А2.
В примере, показанном на фиг. 1, первый пуансон 5 может быть присоединен к держателю или несущей пластине 10. Держатель или несущая пластина 10 может содержать один или несколько гидравлических цилиндров 19, например короткоходных цилиндров 19, которые могут быть выровнены в направлении, параллельном оси Р прессования, и соединены с первым пуансоном 5 таким образом, что этот пуансон, предназначенный для прессования формовочного материала в формовочной полости 4, может быть предпочтительно возвращен обратно или отведен в обратном направлении вдоль оси Р прессования после выполнения операции прессования.
Несущая пластина 10 или первый пуансон 5 могут быть установлены на линейных направляющих рельсах 8 с возможностью скользящего перемещения или качения. Для перемещения или смещения первого прессующего пуансона 5 между первым рабочим положением А1 и вторым рабочим положением А2 пресс 1 или линейная направляющая 7 могут содержать приводной двигатель 11. В вариантах реализации приводной двигатель может быть выполнен в виде линейного двигателя, например в виде цилиндра, в частности гидравлического цилиндра или пневматического цилиндра, и т.п.
Пресс 1 может дополнительно содержать извлекающее устройство 12 для извлечения прессованных заготовок 2 из формовочной полости 4 или формовочной матрицы 3. Как показано на фиг. 1, извлекающее устройство 12 может содержать дополнительную линейную направляющую 13 с двумя взаимно параллельными направляющими рельсами, при этом захватывающее устройство 14 может быть присоединено к другой линейной направляющей с возможностью смещения в продольном направлении таким образом, что оно может быть перемещено в одной из формовочных полостей 4 в направлении оси Р прессования перед областью извлечения для извлечения прессованной заготовки 2 или может быть перемещено в сторону от оси Р прессования или области хранения, расположенной на расстоянии от области извлечения, например конвейерной ленты 15.
Извлекающее устройство 12, в частности дополнительная линейная направляющая 13, может быть установлено на другой стороне рамы 9 пресса чем та, где находится второе рабочее положение А2, так что возможно попеременное позиционирование первого прессующего пуансона 5 и захватывающего устройства 14 в формовочной полости 4 перед рабочей областью W в направлении по оси Р прессования. В примере варианта реализации, показанного на фиг. 1, извлекающее устройство 12 размещено с противоположной стороны по отношению к второму рабочему положению А2, однако оно может быть размещено и со стороны второго рабочего положения А2.
Кроме того, устройство, вид сверху которого схематически показан на фиг. 2, может дополнительно содержать наполняющее устройство 16, выполненное с возможностью подачи заданного количества формовочного материала в формовочную полость 4.
Как показано на фиг. 2, наполняющее устройство 16 может быть установлено по отношению к оси Р прессования сбоку от рабочей области W, в частности на одной из сторон рамы 9 пресса, на которой не установлены ни позиционирующий узел 6, ни извлекающее устройство 12. Наполняющее устройство 16, позиционирующий узел 6 и извлекающее устройство 12 предпочтительно установлены на разных боковых сторонах, в частности по отношению к оси Р прессования. Однако объем настоящего изобретения также включает возможность установки на одной стороне пресса 1 двух или всех трех компонентов.
В частности, как показано на фиг. 2, наполняющее устройство 16 может содержать наполняющий узел 17, который установлен с возможностью перемещения по направляющей 18 к раме 9 пресса, и согласно показанной на фиг. 2 двойной стрелке, к оси Р прессования назад и вперед. Направляющая 18 может быть выполнена таким образом, что наполняющий узел 17 может быть размещен в рабочей области W формовочной полости 4 таким образом, что в формовочную полость 4 может быть введен формовочный материал в количестве, необходимом для изготовления прессованной заготовки 2. После подачи формовочного материала наполняющий узел 17 может быть возвращен обратно за пределы рабочей области W, например перемещен обратно за пределы рамы 9 пресса в первоначальное положение. Линейные направляющие 7, 13 и направляющая 18, которая также может быть, например, выполнена в виде линейной направляющей, могут быть выполнены таким образом, что во время цикла изготовления первый пуансон 5, захватывающее устройство 14 извлекающего устройства 12 и наполняющий узел 17 наполняющего устройства 16 могут быть попеременно размещены в рабочей области W перед формовочной полостью 4 в направлении оси Р прессования.
Согласно увеличенному изображению, показанному на фиг. 3, пресс 1 содержит один или несколько поршней, соединенных с первым пуансоном 5, например короткоходный поршень 19. Поршень или поршни 19, например гидравлические или пневматические поршни, могут быть выполнены и размещены таким образом, что первый пуансон 5 может быть перемещен параллельно оси прессования в направлении формовочной полости 4 при выполнении операции прессования, в результате чего давление прессования обеспечивает прессование формовочного материала, размещенного в формовочной полости 4.
После прессования формовочного материала в результате работы поршней 19 и первого пуансона 5 поршень или поршни 19 могут быть приведены в действие для отвода первого пуансона 5 параллельно оси Р прессования от формовочной матрицы 3 и формовочной полости 4. В частности, благодаря использованию позиционирующего узла 6, описанного в данном документе, может быть использован короткоходный поршень 19, в результате чего может быть сокращена необходимая величина хода поршня в направлении оси Р прессования, а также может быть сокращено время, необходимое для его рабочего перемещения, при этом эти показатели могут быть по меньшей мере оптимизированы. В зависимости от конкретного усилия прессования пресс может содержать один или несколько короткоходных поршней 19, при этом в примере, показанном на фиг. 3, имеется множество короткоходных поршней. В частности, как показано на фиг. 4, иллюстрирующей вид в разрезе пресса 1, пресс 1 может содержать второй пуансон 20. В варианте реализации, показанном на фиг. 4, второй пуансон 20 и первый пуансон 5 установлены и выполнены таким образом, что они обращены друг к другу. В примере, показанном на фиг. 4, прессующие пуансоны 5, 20 размещены на взаимно противоположных сторонах формовочной матрицы 3, установлены с возможностью перемещения параллельно оси прессования и размещены или позиционированы таким образом, что они могут входить внутрь формовочной полости 4 с обеспечением возможности приложения с обеих сторон давления прессования к формовочному материалу, размещенному в этой полости.
Дополнительный пуансон 20 может быть установлен с возможностью перемещения вдоль оси Р прессования таким образом, что давление прессования может воздействовать на формовочный материал, размещенный в формовочной полости 4, с двух противоположных сторон в ориентации, показанной на фиг. 4, например с верхней стороны благодаря воздействию первого пуансона 5 и с нижней стороны благодаря воздействию второго пуансона. В частности, в варианте реализации, показанном на фиг. 4, или в целом в вариантах реализации настоящего изобретения второй пуансон 20 может быть соединен с другим поршнем 21 таким образом, что второй пуансон 20 при выполнении операции получения прессованием прессованной заготовки 2 совершает перемещение в направлении формовочной полости 4 для воздействия давлением прессования на формовочный материал в формовочной полости 4. В варианте реализации, показанном на фиг. 4, дополнительный поршень 21 и второй пуансон 20 установлены под формовочной матрицей 3 таким образом, что второй пуансон 20 может быть перемещен по направлению вверх в формовочную полость 4 для прессования формовочного материала.
При одновременном, в частности синхронном, перемещении первого и второго пуансонов 5, 20 формовочный материал может быть подвергнут с обеих сторон воздействию давления прессования по отношению к оси Р прессования.
Дополнительный поршень 21 или второй пуансон 20 может быть установлен и выполнен таким образом, что после получения прессованием прессованной заготовки 2 второй пуансон 20 достигает формовочной полости 4 или первый пуансон 5 совершает перемещение с обеспечением размещения прессованной заготовки 2, находящейся в формовочной полости 4, по меньшей мере частично за пределами формовочной полости 4 в направлении оси Р прессования формовочной полости 4 перед положением извлечения. Другими словами, дополнительный поршень 21 или дополнительный прессующий пуансон 20 может быть выполнен с возможностью перемещения прессованной заготовки 2 из формовочной полости 4 в положение извлечения на этапе расформовки.
В частности, работа вышеописанного пресса 1 или устройства 1 описана ниже более подробно со ссылкой на фиг. 4-6. На фиг. 4-6 показан пресс 1 в различных рабочих состояниях, причем в первом рабочем состоянии, показанном на фиг. 4, первый пуансон 5 установлен сбоку на расстоянии от оси Р прессования, т.е. по существу за пределами рабочей области W, в частности сбоку от рамы 9 пресса. В предшествующей рабочей фазе первый пуансон 5 мог быть уже перемещен из первого рабочего положения А1 во второе рабочее положение А2.
В рабочем состоянии, показанном на фиг. 4, наполняющее устройство 16 и/или извлекающее устройство 12 могут быть перемещены внутрь рабочей области W или в направлении к ней, например для наполнения формовочной полости 4 формовочным материалом или извлечения готовой прессованной заготовки 2.
Второй пуансон 20, который на фиг. 4-6 расположен ниже формовочной матрицы 3, позиционируют, путем приведения в действие дополнительного поршня 21, по отношению к формовочной полости 4 таким образом, что матрица 3 обращена к поверхности пуансона или поверхности матрицы обращены ко второму пуансону 20, при этом второй пуансон 20, обращенный к отверстию формовочной полости 4, закрывает или уплотняет это отверстие таким образом, что формовочный материал, подаваемый в полость 4, накапливается в полости 4.
В рабочем состоянии, показанном на фиг. 4, наполняющий узел 17 в рабочей области W может быть размещен вплотную к формовочной полости 4 с обеспечением возможности наполнения формовочной полости 4 формовочным материалом. В этом рабочем состоянии в формовочную полость 4 может быть подано требуемое или необходимое количество формовочного материала. После подачи формовочного материала в формовочную полость 4 наполняющий узел 17, при необходимости, может быть перемещен за пределы рабочей области W с предоставлением пространства первому пуансону 5. В этом рабочем состоянии или одновременно с отводом от наполняющего узла 17 первый пуансон 5 может быть перемещен из второго рабочего положения А2 в первое рабочее положение А1 и размещен по отношению к формовочной полости 4 таким образом, что первый пуансон 5 оказывается выровненным в осевой проекции с формовочной полостью, и может быть перемещен назад для прессования формовочного материала в формовочной полости путем приведения в действие или активации короткоходного поршня 19 в формовочной полости 4.
Соответствующее рабочее состояние соответствует положению пресса, показанному на фиг. 2.
После надлежащего позиционирования первого пуансона 5 по отношению к формовочной полости 4 может быть осуществлена операция прессования, согласно которой первый пуансон 5 и/или второй пуансон 20 перемещают в направлении формовочного материала с обеспечением воздействия на этот формовочный материал с заданным усилием прессования. По меньшей мере первый пуансон 5, а предпочтительно оба пуансона 5, 20, используют одновременно для прессования формовочного материала с образованием прессованной заготовки 2, при этом в этом режиме работы может быть осуществлено двустороннее прессование формовочного материала. Во время операции прессования формовочного материала с образованием прессованной заготовки 2 оба пуансона 5, 20 синхронно перемещают по направлению друг к другу, благодаря чему, например, может быть получено сравнительно постоянное давление. После выполнения этапа прессования первый пуансон 5 может быть перемещен обратно в направлении оси Р прессования из положения прессования в первоначальное положение перед прессованием, соответствующее, например, первому рабочему положению А1, т.е. первый пуансон 5 может быть отведен от прессованной заготовки 2, полученной в формовочной полости 4.
Это рабочее состояние соответствует положению прессования, показанному на фиг. 2. В результате обратного хода первый пуансон 5 может быть перемещен во второе рабочее положение А2 за пределы рабочей области W, при этом может быть обеспечено рабочее состояние первого пуансона 5, показанное на фиг. 6.
Если первый пуансон 5 был перемещен за пределы участка рабочей области W, который примыкает непосредственно к формовочной полости 4 и обращен к первому пуансону 5 в первом рабочем положении А1, то в рабочем положении А2, показанном на фиг. 6, могут быть осуществлены этап расформовки и последующий этап извлечения.
Во время этапа извлечения второй пуансон 20 может быть перемещен еще дальше в формовочную матрицу 3 вдоль оси Р прессования для продвижения прессованной заготовки 2, находящейся на прессующей поверхности второго пуансона 20, через формовочную полость 4 с обеспечением ее выталкивания по меньшей мере частично за пределы этой полости.
Таким образом, как показано на чертежах, прессованная заготовка 2, размещенная, например, в верхнем крае формовочной полости, на последующем этапе извлечения путем приведения в действие извлекающего устройства 12, например путем вертикального и/или горизонтального перемещении захватывающего устройства 14, как показано на фиг. 6 двунаправленной стрелкой, зафиксирована в рабочей области W и размещена в месте хранения за пределами рамы 9 пресса, например на конвейерной ленте 15. Прессованная заготовка 2 может быть перемещена к заднему по ходу перемещения автоклаву для отверждения прессованной заготовки 2 или заднему по ходу перемещения месту сбора с использованием конвейерной ленты 15, показанной на фиг. 6. На фиг. 7 показано еще одно изображение устройства 1' согласно первому варианту реализации настоящего изобретения. В варианте реализации, показанном на фиг. 7, предложены один или несколько закрепленных короткоходных поршней 19, которые взаимодействуют с позиционирующим узлом 6, т.е. перемещающим узлом, например механически соединены с ним.
Позиционирующий узел 6 может быть прикреплен, например, к короткоходному поршню 19.
Благодаря использованию позиционирующего узла 6, содержащего линейную направляющую 7 с линейными направляющими рельсами 8, пуансон 5 может быть смещен в поперечном направлении, в данном случае по вертикали по отношению к оси Р прессования, и может быть перемещен из второго рабочего положения А2, показанного на фиг. 7, в первое рабочее положение в рабочей области W, при этом поршень 19 сохраняет свое место расположения поперек оси Р прессования.
В первом рабочем положении А1 может быть приведен в действие стационарный короткоходный поршень 19, а материал, размещенный в формовочной матрице 3, может быть спрессован под действием давления. Таким образом, в этой конфигурации смещению в поперечном направлении подвергают только прессующий пуансон, то есть необходимо переместить меньшую массу, так что позиционирующий узел 6, в частности линейная направляющая 7 и линейные направляющие рельсы 8, могут иметь соответственно меньшие размеры.
На фиг. 8 показан пример устройства 1'' согласно второму варианту реализации настоящего изобретения. В варианте реализации, показанном на фиг. 8, в отличие от варианта реализации, показанного на фиг. 7, не представлено ни одного стационарного поршня 19, а пуансон 5 соединен с одним или несколькими поршнями 19, такими как короткоходный поршень 19, который в свою очередь присоединен к позиционирующему узлу 6 и который вместе с пуансоном 5 может быть перемещен из первого рабочего положения А1 во второе рабочее положение и обратно. Таким образом, во втором варианте реализации один или несколько поршней 19 могут быть выполнены с возможностью совместного перемещения, в результате чего может быть перемещен весь узел пуансон-привод. В этом варианте реализации изобретения также можно привести в действие узел 5, 19 пуансон-привод, показанный на фиг. 8, во втором рабочем положении А2, при этом операции прессования осуществляют с использованием дополнительной параллельно присоединенной формовочной матрицы; соответствующий вариант рамы 9 пресса не показан на фиг. 8.
Таким образом, следует заметить, что позиционирующий узел 6, описанный в данном документе, и достигнутая возможность перемещения первого пуансона 5 в рабочее положение А2 за пределами рабочей области W, а также эффективное управление работой и направленное перемещение компонентов пресса 1, в частности первого пуансона 5, извлекающего устройства 12 и наполняющего устройства 16, предпочтительно одновременное, обеспечивают сравнительно малую габаритную высоту в направлении оси Р прессования.
В дополнение к поршню может быть использован еще один привод для привода пуансона, например гидравлический привод или электрический привод, в частности линейный привод. Таким образом, узел пуансон-поршень представляет собой только один из примеров основного перемещаемого и позиционируемого узла пуансон-привод.
ПЕРЕЧЕНЬ ССЫЛОЧНЫХ НОМЕРОВ
1 - устройство для изготовления прессованных заготовок кирпичей 1', 1'' - дополнительные варианты реализации устройства
2 - прессованная заготовка
3 - формовочная матрица
4 - формовочная полость
5 - первый пуансон
6 - позиционирующий узел
7 - линейная направляющая
8 - линейные направляющие рельсы
9 - каркас пресса
10 - несущая пластина
10' - основание
11 - приводный двигатель
12 - извлекающее устройство
13 - дополнительная линейная направляющая
14 - захватывающее устройство
15 - конвейерная лента.
16 - наполняющее устройство
17 - наполняющий узел
18 - направляющая
19 - поршень, короткоходный поршень
20 - второй пуансон
21 - дополнительный поршень
А1 - первое рабочее положение
А2 - второе рабочее положение
Р - ось прессования
W - рабочая область.



Группа изобретений относится к устройству и способу для изготовления прессованных заготовок кирпичей. Устройство (1) содержит прессующий пуансон (5), извлекающее устройство (12, 14) и позиционирующий узел (6), соединенный с прессующим пуансоном (5) или узлом пуансон-привод, например узлом (5, 19) пуансон-поршень, образованным прессующим пуансоном (5) и приводом, в частности одним или несколькими поршнями (19). При этом прессующий пуансон (5) выполнен с возможностью перемещения, посредством привода, в частности одного или нескольких поршней (19), вдоль оси (Р) прессования для прессования формовочного материала, находящегося в формовочной полости (4) формовочной матрицы (3), с образованием прессованной заготовки (2). Извлекающее устройство (12, 14) выполнено с возможностью извлечения и/или перемещения готовых прессованных заготовок (2) из формовочной матрицы (3). Позиционирующий узел (6) выполнен таким образом, что он обеспечивает возможность позиционирования прессующего пуансона (5) или узла (5, 19) пуансон-привод в первом рабочем положении (А1) и во втором рабочем положении (А2) во время рабочего цикла по изготовлению прессованной заготовки (2). При этом, если смотреть в осевой проекции по оси (Р) прессования, прессующий пуансон (5) в первом рабочем положении (А1) выровнен с формовочной полостью (4), а во втором рабочем положении (А2) ориентирован относительно формовочной полости (4) по существу без ее перекрытия. Прессующий пуансон (5) и извлекающее устройство (12, 14) выполнены с возможностью поочередного позиционирования в рабочей области (W) перед формовочной полостью (4) во время цикла изготовления. Способ включает перемещение прессующего пуансона (5) или узла (5, 19) пуансон-привод из второго рабочего положения (А2) в первое рабочее положение (А1) путем приведения в действие позиционирующего узла (6). Осуществляют операцию прессования. Перемещают прессующий пуансон (5) из положения прессования в первоначальное положение и перемещают прессующий пуансон (5) или узел (5, 19) пуансон-привод из первого рабочего положения (А1) во второе рабочее положение (А2) путем приведения в действие позиционирующего узла (6). При этом после выполнения операции прессования дополнительно осуществляют этап извлечения. Техническим результатом является повышение эффективности производства прессованных заготовок кирпичей за счет обеспечения надежного и бесперебойного производства кирпичей. 2 н. и 8 з.п. ф-лы, 8 ил.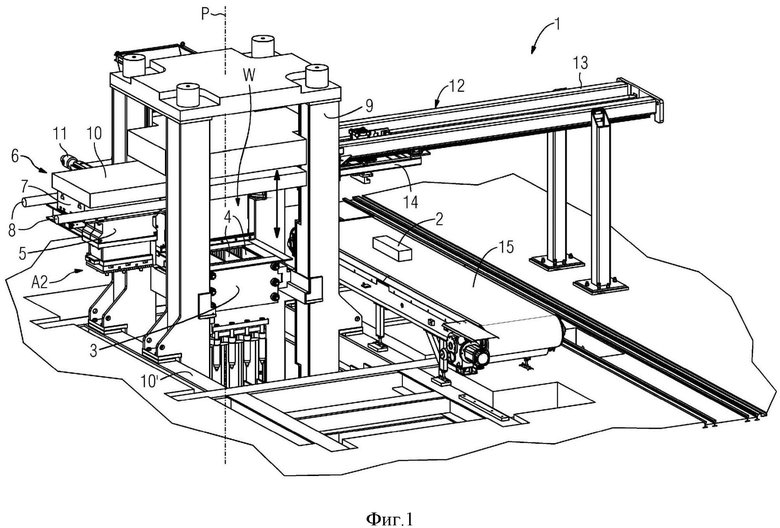
1. Устройство (1) для изготовления прессованных заготовок (2) кирпичей, в частности силикатных кирпичей, содержащее:
прессующий пуансон (5), выполненный с возможностью перемещения, посредством привода, в частности одного или нескольких поршней (19), вдоль оси (Р) прессования для прессования формовочного материала, находящегося в формовочной полости (4) формовочной матрицы (3), с образованием прессованной заготовки (2);
при этом указанное устройство дополнительно содержит:
извлекающее устройство (12, 14), выполненное с возможностью извлечения и/или перемещения готовых прессованных заготовок (2) из формовочной матрицы (3), и
позиционирующий узел (6), соединенный с прессующим пуансоном (5) или узлом пуансон-привод, например узлом (5, 19) пуансон-поршень, образованным прессующим пуансоном (5) и приводом, в частности одним или несколькими поршнями (19), и выполненный таким образом, что он обеспечивает возможность позиционирования прессующего пуансона (5) или узла (5, 19) пуансон-привод в первом рабочем положении (А1) и во втором рабочем положении (А2) во время рабочего цикла по изготовлению прессованной заготовки (2),
при этом, если смотреть в осевой проекции по оси (Р) прессования, прессующий пуансон (5) в первом рабочем положении (А1) выровнен с формовочной полостью (4), а во втором рабочем положении (А2) ориентирован относительно формовочной полости (4) по существу без ее перекрытия, а также
прессующий пуансон (5) и извлекающее устройство (12, 14) выполнены с возможностью поочередного позиционирования в рабочей области (W) перед формовочной полостью (4) во время цикла изготовления.
2. Устройство (1) по п. 1, в котором позиционирующий узел (6) содержит перемещающий привод (7, 8, 11), выполненный с возможностью перемещения прессующего пуансона (5) или узла (5, 19) пуансон-привод, а также при необходимости держателя (10) для удержания пуансона, в поперечном направлении по отношению к оси (Р) прессования, предпочтительно перпендикулярно оси (Р) прессования, между первым рабочим положением (А1) и вторым рабочим положением (А2).
3. Устройство (1) по п. 1 или 2, в котором позиционирующий узел (6), в частности перемещающий привод (7, 8, 11), содержит линейную направляющую (7), предпочтительно механически соединенную с несущей рамой (9) устройства (1), причем линейная направляющая (7) содержит по меньшей мере один линейный направляющий рельс (8), предпочтительно два параллельных друг другу линейных направляющих рельса (8), которые размещены поперек оси (Р) прессования, в частности перпендикулярно ей, и по которым обеспечена возможность перемещения прессующего пуансона (5) или узла (5, 19) пуансон-привод между первым рабочим положением (А1) и вторым рабочим положением (А2), при этом прессующий пуансон (5) или узел (5, 19) пуансон-привод и/или, в случае зависимости от п.2 формулы изобретения, держатель (10) для удержания пуансона механически соединены с линейной направляющей (7), в частности по меньшей мере с одним линейным направляющим рельсом (8), при необходимости с использованием подшипника скольжения или роликового подшипника.
4. Устройство (1) по любому из пп. 1-3, дополнительно содержащее наполняющее устройство (16, 17), выполненное с возможностью подачи заданного количества формовочного материала в формовочную полость (4).
5. Устройство (1) по любому из пп. 1-4, дополнительно содержащее по меньшей мере один дополнительный перемещающий привод (13, 18), соединенный с извлекающим устройством (12) и/или наполняющим устройством (16) и выполненный с возможностью позиционирования извлекающего узла (14) извлекающего устройства (12) или наполняющего узла (17) наполняющего устройства (16) по отношению к формовочной полости (4) таким образом, что одна или несколько готовых прессованных заготовок (2) могут быть удалены извлекающим узлом (14) или наполняющий узел (17) может наполнить формовочную полость (4) формовочным материалом, при этом дополнительный перемещающий привод (13, 18) предпочтительно выполнен в форме линейного привода и/или предпочтительно выполнен с возможностью поочередного позиционирования пуансона (5) или узла (5, 19) пуансон-привод, извлекающего узла (14) и наполняющего узла (17) в рабочей области (W) перед формовочной полостью (4) в направлении оси (Р) прессования во время цикла изготовления.
6. Устройство (1) по любому из пп. 1-5, содержащее привод, в частности поршень (19), а более конкретно короткоходный поршень (19), который соединен по меньшей мере с одним пуансоном (5) и который выполнен и установлен с возможностью перемещения пуансона (5) по направлению к формовочной полости (4) при выполнении операции прессования и его отвода от формовочной матрицы (3) после выполнения операции прессования, и содержащее один или несколько дополнительных пуансонов (20), при этом указанный по меньшей мере один пуансон (5) и указанный по меньшей мере один дополнительный пуансон (20) обращены друг к другу прессующими поверхностями, указанный по меньшей мере один дополнительный пуансон (20) установлен с возможностью перемещения вдоль оси (Р) прессования и размещен таким образом, что давление прессования воздействует на формовочный материал, находящийся в формовочной полости (4), с двух противоположных сторон, а указанный по меньшей мере один дополнительный пуансон (20) дополнительно соединен с приводом, в частности одним или несколькими дополнительными поршнями (21), так что при выполнении операции прессования он имеет возможность перемещения в направлении формовочной полости (4) для приложения давления прессования к формовочному материалу, и дополнительно установлен таким образом, что он выполнен с возможностью перемещения в направлении оси (Р) прессования к формовочной полости (4) после получения прессованием прессованной заготовки (2) с обеспечением перемещения этой прессованной заготовки (2), находящейся в формовочной полости (4), по меньшей мере частично за пределы формовочной полости (4) в положение извлечения.
7. Способ изготовления прессованных заготовок (2) кирпичей с использованием устройства (1) по любому из пп. 1-6, согласно которому рабочий цикл по изготовлению прессованной заготовки (2) включает по меньшей мере следующие этапы, согласно которым:
перемещают прессующий пуансон (5) или узел (5, 19) пуансон-привод из второго рабочего положения (А2) в первое рабочее положение (А1) путем приведения в действие позиционирующего узла (6),
осуществляют операцию прессования, согласно которой прессующий пуансон (5) перемещается в направлении формовочного материала из первоначального положения в положение прессования таким образом, что прессующий пуансон (5) воздействует на формовочный материал, находящийся в формовочной полости (4), с заданным усилием прессования,
перемещают прессующий пуансон (5) из положения прессования в первоначальное положение и
перемещают прессующий пуансон (5) или узел (5, 19) пуансон-привод из первого рабочего положения (А1) во второе рабочее положение (А2) путем приведения в действие позиционирующего узла (6),
при этом после выполнения операции прессования дополнительно осуществляют этап извлечения, согласно которому готовую прессованную заготовку извлекают из формовочной матрицы (3) путем перемещения извлекающего узла (13) из второго первоначального положения в положение извлечения, находящееся на формовочной матрице (3) в рабочей области (W), перекрывающейся с первым рабочим положением (А1), при этом прессующий пуансон (5) или узел (5, 19) пуансон-привод размещен во втором рабочем положении (А2).
8. Способ по п. 7, согласно которому для перемещения прессующего пуансона (5) или узла (5, 19) пуансон-привод из первого рабочего положения (А1) во второе рабочее положение (А2) или из второго рабочего положения (А2) в первое рабочее положение (А1) приводят в действие управляющий привод (7, 8) позиционирующего узла (6), что обеспечивает перемещение прессующего пуансона (5) или узла (5, 19) пуансон-привод, а при необходимости и держателя (10) для удержания пуансона, механически соединенного с прессующим пуансоном (5), в поперечном направлении по отношению к оси (Р) прессования, предпочтительно перпендикулярно оси (Р) прессования, причем перемещение между первым рабочим положением (А1) и вторым рабочим положением (А2), при необходимости включает линейное перемещение, в частности поперечное, при необходимости перпендикулярное оси (Р) прессования, при этом указанное линейное перемещение происходит по меньшей мере по одному линейному направляющему рельсу (8) и/или включает скользящее перемещение или качение по одному или большему количеству линейных направляющих рельсов (8).
9. Способ по п. 7 или 8, согласно которому дополнительно осуществляют по меньшей мере один этап, выбранный из следующих этапов:
этап наполнения, согласно которому перед выполнением операции прессования наполняющий узел (17), предназначенный для подачи формовочного материала в формовочную полость (4), перемещают из первого первоначального положения в положение наполнения, в котором он наполняет формовочную полость (4) заданным количеством формовочного материала, и в дальнейшем перемещают обратно в первоначальное положение, при этом в положении наполнения первое рабочее положение (А1) перекрывает рабочую область (W), а во время этапа наполнения прессующий пуансон (5) или узел (5, 19) пуансон-привод предпочтительно размещен во втором рабочем положении (А2),
этап извлечения, согласно которому готовую прессованную заготовку извлекают из формовочной матрицы (3) путем перемещения извлекающего узла (13) из второго первоначального положения в положение извлечения, находящееся на формовочной матрице (3), после выполнения операции прессования, предпочтительно после перемещения пуансона (5) или узла (5, 19) пуансон-привод из первого рабочего положения (А1) во второе рабочее положение (А2),
при этом прессованную заготовку (2) захватывают извлекающим узлом (14), извлекающий узел (14) вместе с прессованной заготовкой (2) перемещают из положения извлечения с размещением этой заготовки на дорожке или конвейерной ленте (15), на которой сохраняется прессованная заготовка (2), а во время этапа извлечения положение извлечения находится в рабочей области (W), перекрывающейся с первым рабочим положением (А1), а прессующий пуансон (5) или узел (5, 19) пуансон-привод предпочтительно размещен во втором рабочем положении (А2).
10. Способ по любому из пп. 7-9, согласно которому после прессования формовочного материала с образованием прессованной заготовки (2) осуществляют дополнительный этап прессования, согласно которому прессованную заготовку (2) предпочтительно перемещают из формовочной полости (4) с использованием одного или нескольких пуансонов (20), при этом во время этапа расформовки пуансон (5) или узел (5, 19) пуансон-привод предпочтительно размещают во втором рабочем положении (А2) или перемещают из первого рабочего положения (А1) во второе рабочее положение (А2).
| DE 3031982 A1, 25.06.1981 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ БЛОКОВ ПРЕССОВАНИЕМ, ПРЕСС-ФОРМА И ЛИНИЯ ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 1995 |
|
RU2087307C1 |
| ПРИЕМОПЕРЕДАЮЩАЯ АНТЕННА | 2006 |
|
RU2311706C1 |
| ТОННЕЛЬНАЯ ОБДЕЛКА "ЗВЕЗДА" | 1991 |
|
RU2024758C1 |
| Смеситель-активатор | 1988 |
|
SU1500480A1 |

